Результат интеллектуальной деятельности: СПОСОБ ВУЛКАНИЗАЦИИ РУКАВНЫХ ВСТАВОК КРИВОЛИНЕЙНОГО ТИПА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к изготовлению рукавных вставок криволинейного типа, предназначенных для транспортировки жидких сред в трубопроводах.
Известен способ вулканизации резинокордных изделий и пресс-форма для его осуществления (патент РФ 2376138, МПК В29D 23/00, опубл. 20.12.2009. Бюл. №35), при применении которого опрессовка слоев корда осуществляется за счет варочной диафрагмы. Пресс-форма содержит варочную диафрагму, бортовые кольца, конусные полукольца.
Недостатком известного способа является невозможность его применения при вулканизации рукавных вставок криволинейного типа.
Наиболее близкой по технической сущности и достигнутому результату является пресс-форма (патент РФ 2418678, МПК В29D 23/00, опубл. 20.05.2011. Бюл. №14), которая содержит жесткий дорн с закрепленной на нем варочной диафрагмой, металлические фланцы и наружную обечайку, выполненную намоткой ленты из нерастяжимого и не подверженного тепловой усадке материала.
Недостатком известной пресс-формы является низкая надежность, невысокое качество и недолговечность вулканизованных рукавных вставок криволинейного типа, так как имеется разнотолщинность внутреннего герметизирующего слоя резины в вулканизованной рукавной вставке криволинейного типа, то есть уменьшение толщины стенки внутреннего герметизирующего слоя резины в зоне малого радиуса кривизны вставки и утолщение стенки внутреннего герметизирующего слоя резины в зоне большего радиуса кривизны вставки. Это происходит в момент подачи теплоносителя при вулканизации, возникает радиальное смещение наружной обечайки относительно продольной оси дорна в сторону большего радиуса кривизны вставки.
Техническим результатом заявленного изобретения является повышение качества, надежности и долговечности рукавных вставок криволинейного типа.
Технический результат достигается за счет обеспечения постоянства толщины стенки внутреннего герметизирующего слоя резины по всему поперечному сечению и длине путем фиксации жесткого дорна в цапфах, закрепленных на платформе, намотки стяжки из практически нерастяжимого материала на пресс-форме для ограничения радиального смещения наружной обечайки относительно жесткого дорна и фиксации наружной обечайки в зоне верхней полуокружности относительно стойки, закрепленной на платформе.
Сущность заявленного изобретения поясняется прилагаемыми чертежами, где:
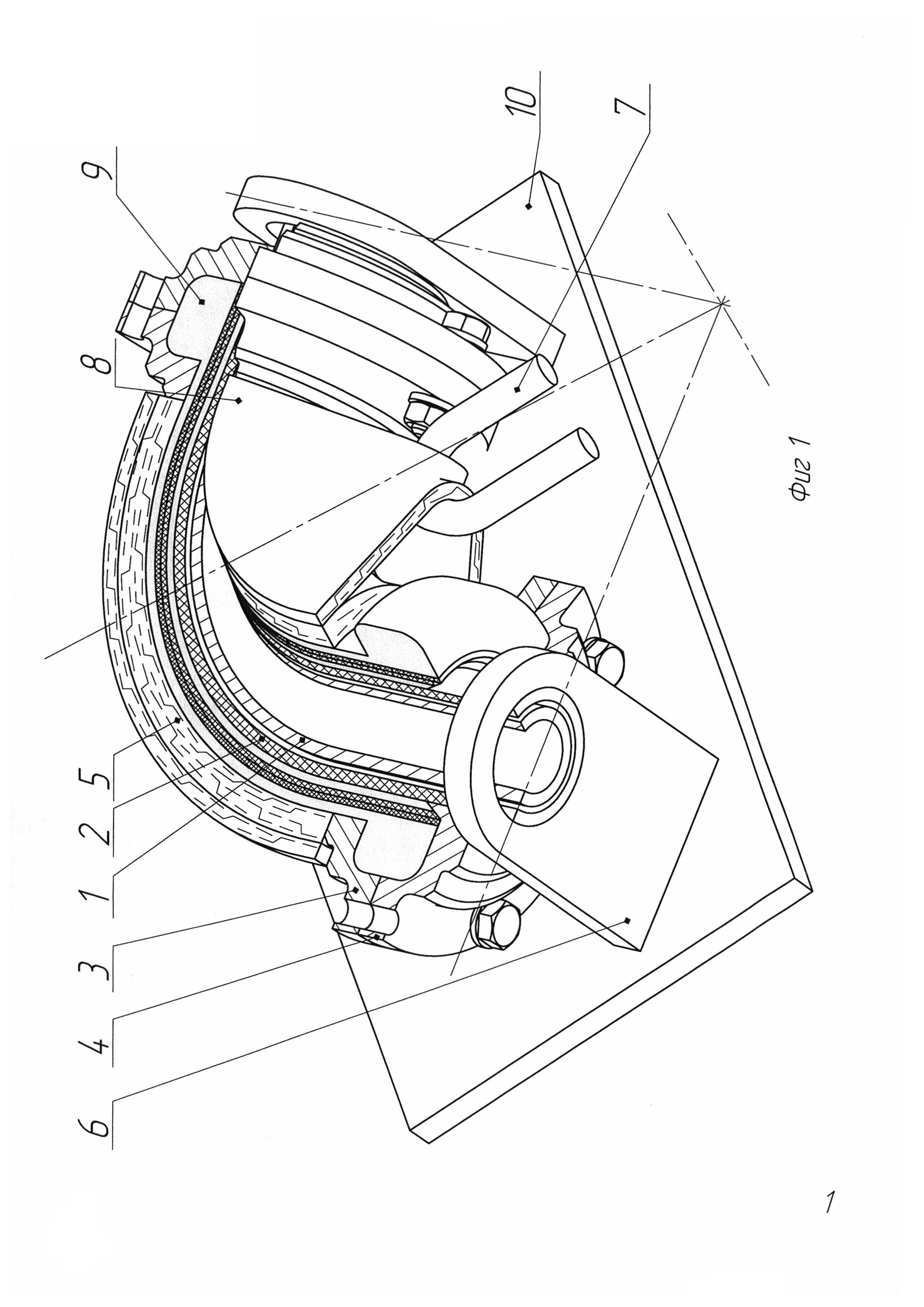
фиг. 1 - пресс-форма, общий вид;
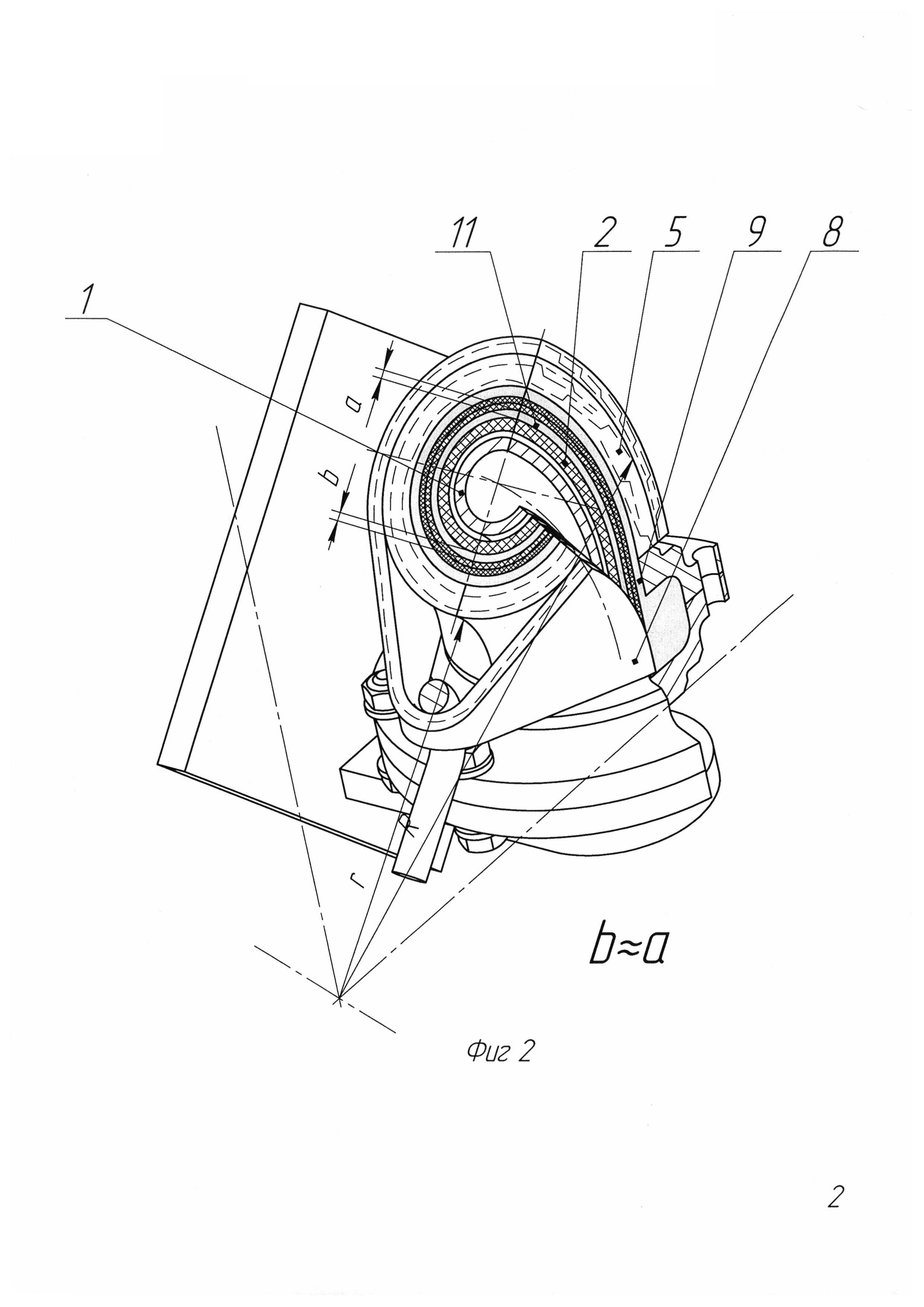
фиг. 2 - пресс-форма в процессе вулканизации.
Заявленная пресс-форма (фиг. 1) состоит из жесткого дорна 1 с закрепленной на нем варочной диафрагмой 2, металлических фланцев 3, 4, наружной обечайки 5, платформы 10, на которой закреплены цапфы 6, предназначенные для фиксации на платформе 10 жесткого дорна 1 с собранной рукавной вставкой криволинейного типа 9, стяжки 8 для ограничения наружной обечайки 5, стойки 7 для намотки стяжки 8. Стяжка 8 выполнена из химических высокомодульных волокон, например, типа «Русар».
Способ изготовления рукавных вставок криволинейного типа заключается в следующем (фиг 1).
Сначала собирают рукавную вставку криволинейного типа 9 на жестком дорне 1 с закрепленной на нем варочной диафрагмой 2, бортовые части рукавной вставки криволинейного типа 9 формуют металлическими фланцами 3 и 4. Далее между фланцами 3 и 4 выполняют бинтовку наружной поверхности рукавной вставки криволинейного типа 9 лентой из практически нерастяжимого и практического не дающего усадки материала, образуя таким образом наружную обечайку 5. Затем фиксируют жесткий дорн 1 в цапфах 6. Далее наматывают стяжку 8 вокруг наружной обечайки 5 и стойки 7, закрепленной на платформе 10. Стяжка 8 фиксирует положение наружной обечайки 5 относительно продольной оси жесткого дорна 1 и стойки 7. Стяжка 8 прижимает наружную обечайку 5 к наружной поверхности рукавной вставки криволинейного типа 9 и тем самым ограничивает радиальное смещение наружной обечайки 5 относительно жесткого дорна 1, что обеспечивает постоянство толщины стенки внутреннего герметизирующего слоя резины по всему поперечному сечению и длине рукавной вставки криволинейного типа 9.
После намотки стяжки 8 вокруг наружной обечайки 5 и стойки 7 рукавную вставку криволинейного типа 9 вулканизуют.
Заявленная пресс-форма работает следующим образом (фиг. 2).
Теплоноситель под давлением при подаче в варочную диафрагму 2 выполняет опрессовку изнутри рукавной вставки криволинейного типа 9. Прижатие стяжки 8 к наружной обечайке 5 и ограничение радиального смещения наружной обечайки 5 относительно жесткого дорна 1 обеспечивает постоянство и равнотолщинность внутреннего герметизирующего слоя резины 11 рукавной вставки криволинейного типа 9 по всему поперечному сечению и длине, то есть стенка (b) внутреннего герметизирующего слоя резины 11 в зоне малого радиуса (r) кривизны рукавной вставки криволинейного типа 9 практически равна стенке (a) внутреннего герметизирующего слоя резины 11 в зоне большего радиуса (R) кривизны рукавной вставки криволинейного типа 9.
Таким образом, заявленный способ изготовления рукавной вставки криволинейного типа и применение заявленной пресс-формы обеспечивают постоянство толщины стенки внутреннего герметизирующего слоя резины по всему поперечному сечению и длине, что является определяющим параметром для достижения заявленного технического результата, а именно повышения качества, надежности и долговечности рукавной вставки криволинейного типа.
Предприятие имеет положительный опыт изготовления качественных рукавных вставок криволинейного типа с использованием заявленного способа изготовления и применения заявленной пресс-формы.
Устройство для сборки резинокордных оболочек
Устройство крепления арматуры гибкого рукава
Пневматическая подвеска
Узел сварного соединения трубопровода
Рукавный амортизатор растяжения
Внутренняя вставка для герметизации сварного соединения трубопровода
Угловой армированный резиновый компенсатор
Способ наложения кордной ленты и устройство для его осуществления
Способ сборки резинокордных оболочек и устройство для его осуществления
Пресс-форма для вулканизации полых резинокордных изделий
Способ вулканизации резинокордных изделий и пресс-форма для его осуществления
Амортизатор и способ его изготовления
Способ склеивания резины с металлом

