Результат интеллектуальной деятельности: СПОСОБ ДЛЯ ОТКРЫТИЯ И ЗАКРЫТИЯ ВЫПУСКНОГО ОТВЕРСТИЯ МЕТАЛЛУРГИЧЕСКОЙ ПЛАВИЛЬНОЙ ЕМКОСТИ
Вид РИД
Изобретение
Изобретение относится к способу для открытия и закрытия выпускного отверстия металлургической плавильной емкости, в частности электродуговой печи, в чьей донной области расположен участок стенки с отверстием, причем под отверстием расположено устройство для открытия и закрытия выпускного отверстия.
Соответствующие способы известны в уровне техники. WO 2005/024069 A2 раскрывает устройство выпуска для плавильной емкости. Здесь на выпускной канал с возможностью замены может надеваться сопло (насадка). Сопло устанавливается при помощи механизма замены сопла и заменяется новым соплом после каждого выпуска (металла) или после двух или нескольких выпусков. При этом устройство сконструировано относительно дорогостоящим.
EP 1172162 A1 показывает решение, в котором в области выпускного отверстия предусмотрены два распложенных друг над другом в вертикальном направлении линейных шибера (заслонки). Благодаря соответствующему управлению заслонками в промежуток между ними вводится сыпучий наполнитель, для того чтобы снова закрывать выпускное отверстие после выпуска.
В WO 2011/009579 A1 описано дальнейшее решение, в котором используются: уплотнительная и наполнительная труба, емкость с наполнителем, устройство открытия и закрытия и подъемный механизм.
Другие специальные решения, в частности для закрытия выпускного отверстия после выпуска, показывают EP 0624769 B1, EP 1203920 A1 и DE 3230646 C1. Дальнейшие похожие решения показывают WO 97/31736 A1, WO 98/15374 A1, JP 2000033465 A и JP H10286658 A.
Недостатком во всех известных решениях является то, что в некоторой степени должны прилагаться очень большие усилия с технической точки зрения устройства, для того чтобы была непрерывность в процессе выпуска. Выпускное отверстие и, в частности, расположенные на нем при необходимости сопла подвергаются относительно высокому износу, так что процесс выпуска, будучи обусловлен износом, изменяется с течением времени. В случае, если для этого предусматриваются известные, в сущности, сменные сопла, устройства для размещения сопел являются дорогостоящими.
Дальнейшая проблема заключается в том, что должен обеспечиваться высокий уровень надежности (безопасности), то есть безаварийная работа конструктивных элементов во время выпуска (защита от утечек выпуска).
Поэтому в основе изобретения лежит задача по созданию способа упомянутого вначале типа, а также металлургической плавильной емкости, при помощи которой возможно экономично и безопасно осуществлять выпуск. Использующееся устройство должно быть выполнено просто. Для каждого выпуска должны обеспечиваться одинаковые условия процесса. Выпуск должен иметь возможность осуществляться безопасным образом, так что утечки выпуска могут надежно предотвращаться.
Решение этой задачи с помощью изобретения отличается в соответствии со способом тем, что под отверстием участка стенки расположено устройство для перемещения блокирующих элементов в направлении, которое перпендикулярно к нормали к поверхности участка стенки в области отверстия (то есть в тангенциальном направлении к участку стенки или в плоскости участка стенки), причем устройство удерживает блокирующие элементы на участке стенки таким образом, что они плотно прилегают к участку стенки, причем для закрытия выпускного отверстия устройством под отверстием сдвигается блокирующий элемент, который не имеет сквозных отверстий, а для открытия выпускного отверстия устройством под отверстием сдвигается блокирующий элемент, который имеет, по меньшей мере, одно сквозное отверстие, так что через сквозное отверстие в блокирующем элементе жидкий металл может вытекать из плавильной емкости, причем для каждого закрытия выпускного отверстия используется новый блокирующий элемент без сквозного отверстия, а для каждого открытия выпускного отверстия используется новый блокирующий элемент со сквозным отверстием.
Предпочтительно предусмотрено то, что блокирующие элементы линейно перемещаются устройством в направлении, которое перпендикулярно к нормали к поверхности участка стенки в области отверстия.
Предпочтительно сквозное отверстие в блокирующем элементе перед размещением под отверстием, по меньшей мере, частично засыпается шиберным песком.
Соответствующая металлургическая плавильная емкость отличается тем, что устройство включает в себя направляющую для перемещения блокирующих элементов в направлении, которое перпендикулярно к нормали к поверхности участка стенки в области отверстия, а также, по меньшей мере, один привод для перемещения блокирующих элементов.
Предпочтительно направляющая выполнена для того, чтобы плотно удерживать блокирующие элементы на участке стенки.
Предпочтительно направляющая является линейной направляющей. Однако также возможна дугообразная направляющая, по которой блокирующие элементы могут проводиться с вращением.
Предпочтительно привод является гидравлической системой поршень-цилиндр.
Блокирующие элементы предпочтительно имеют прямоугольную форму.
Таким образом, предложение изобретения исключает сменные сопла и запорные блоки, при помощи которых выпуск может автоматически открываться и закрываться. Соответственно, на соплах предпочтительным образом не возникает износ, который изменил бы процесс выпуска с течением времени. Кроме того, обеспечивается высокий уровень безопасности.
Предпочтительно используется наполнительная машина для засыпки шиберного песка посредством глиноземного стопора.
Предложенный способ действия предпочтительно используется в стационарных плавильных агрегатах. Однако не исключено, что соответствующее изобретению предложение также используется в нестационарных агрегатах.
Предпочтительным случаем использования изобретения являются плавильные агрегаты, такие как электродуговые печи (EAF - электрические дуговые печи; SAF - печи с погруженной дугой, так называемые печи «Contiarc»).
На чертежах изображен пример осуществления изобретения.
На чертежах:
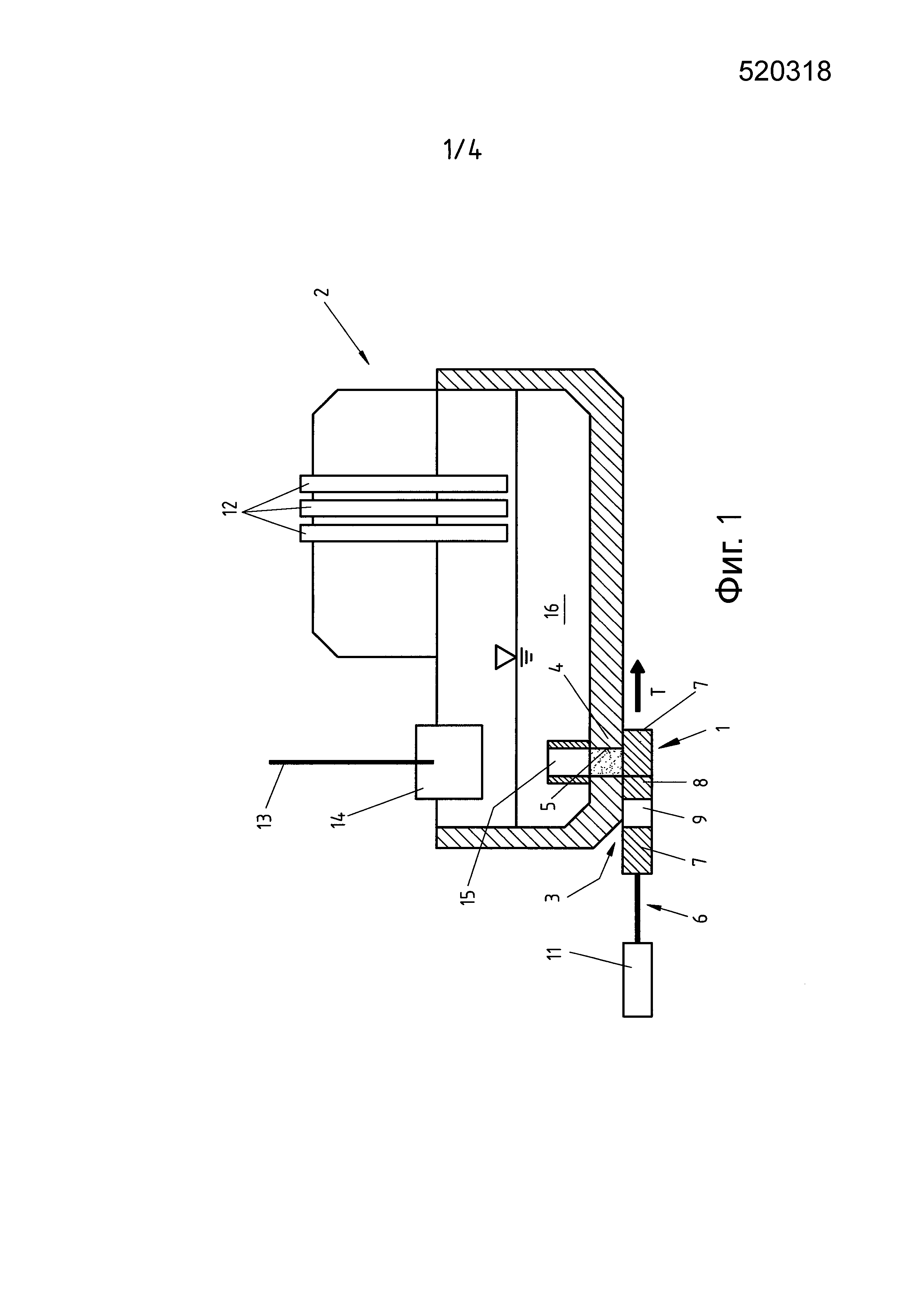
фиг. 1 схематично показывает вид сбоку электродуговой печи, причем выпускное отверстие в донной области печи закрыто,
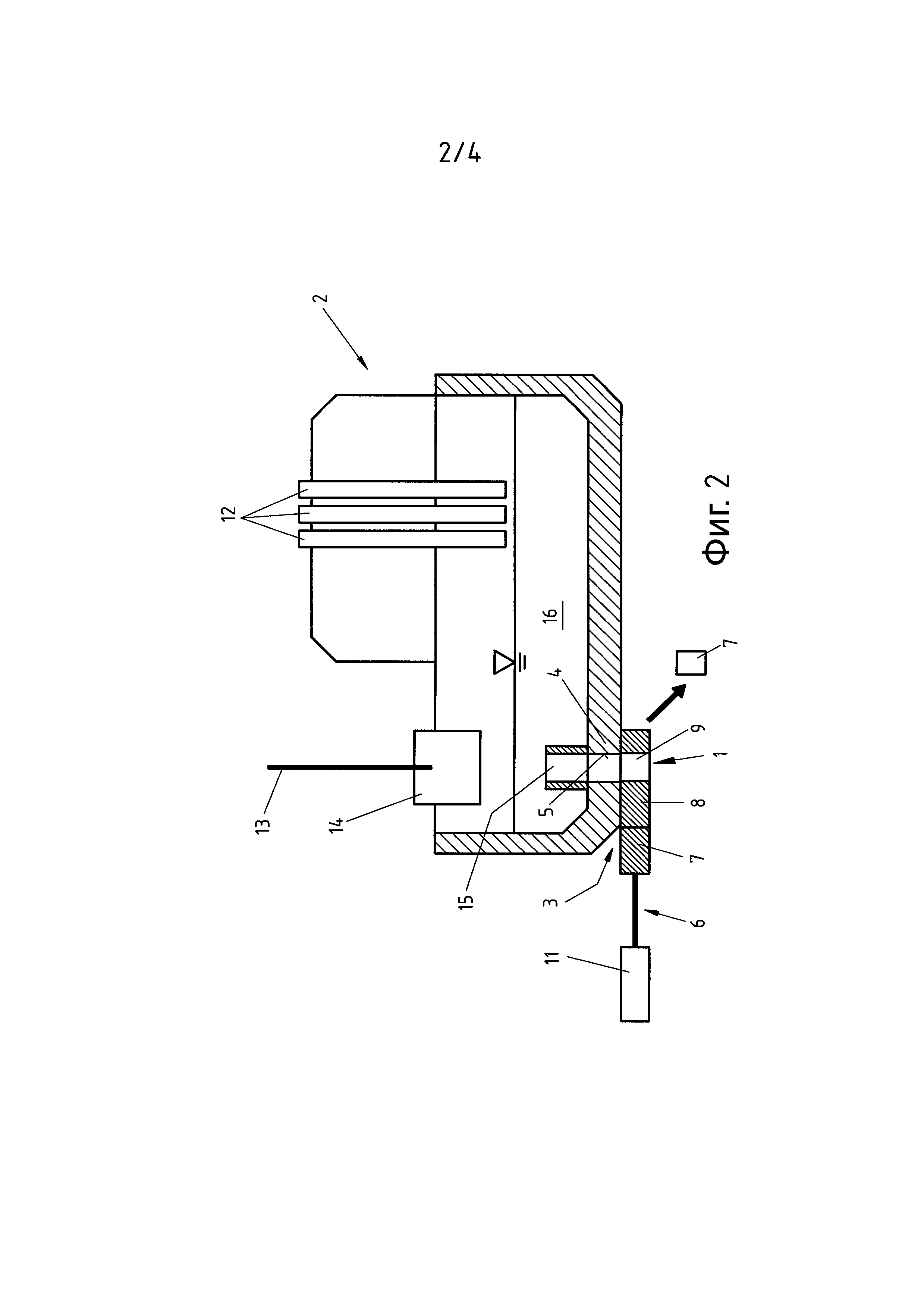
фиг. 2 схематично показывает вид сбоку электродуговой печи согласно фиг. 1, причем выпускное отверстие теперь открыто для вытекания расплава,
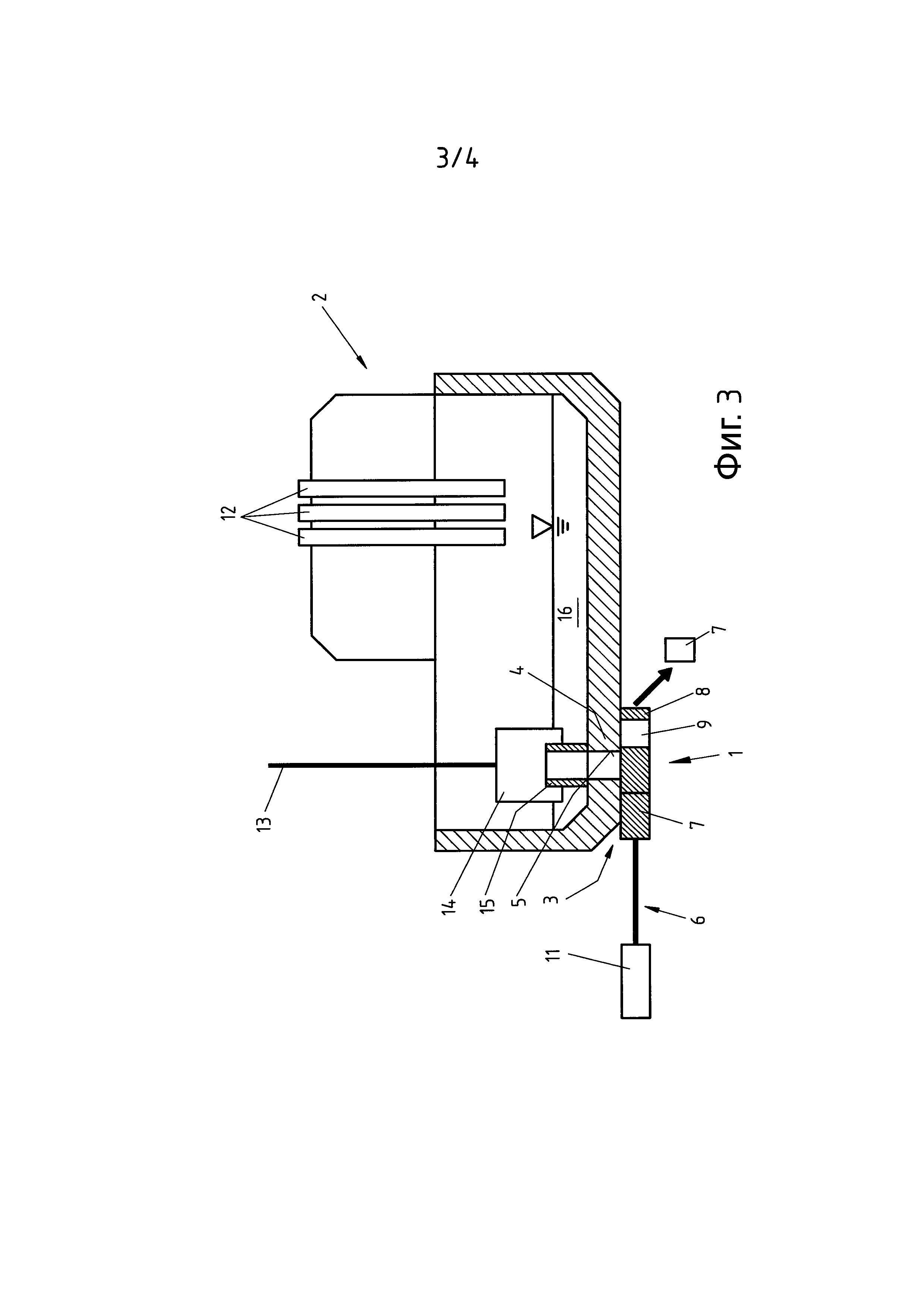
фиг. 3 схематично показывает вид сбоку электродуговой печи согласно фиг. 1, причем выпускное отверстие теперь снова закрыто, и
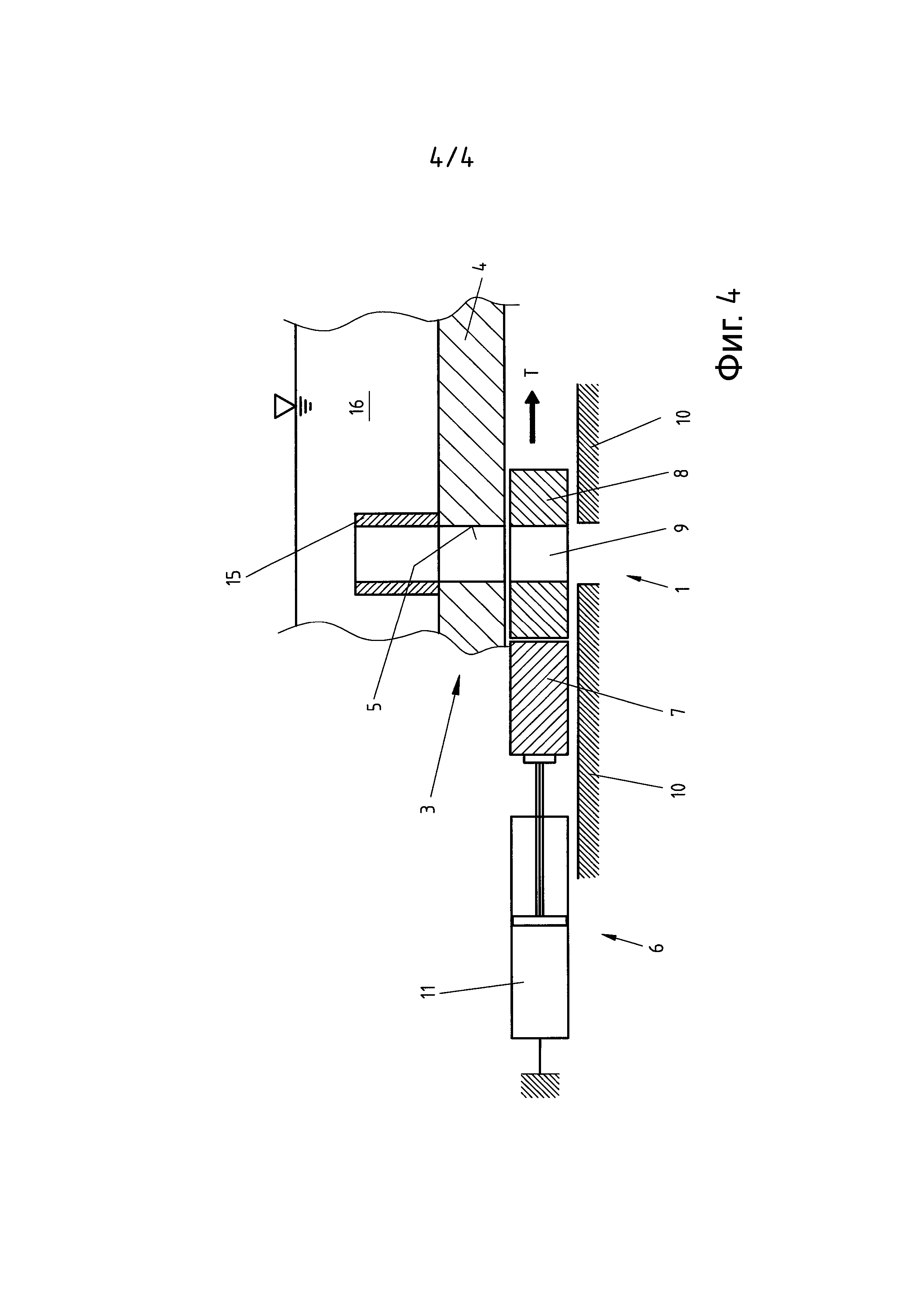
фиг. 4 показывает увеличенное изображение области выпускного отверстия в положении согласно фиг. 2, то есть с открытым выпускным отверстием.
На фиг. 1 схематично изображена металлургическая плавильная емкость 2 в виде электродуговой печи. В емкости 2 расплавляется металлический лом благодаря тому, что известным образом при помощи электродов 12 подводится энергия. В соответствии с этим образуется расплав 16, который занимает в емкости 2 определенную высоту уровня. Емкость имеет стенку с донной областью 3, в которой имеется выпускное отверстие 1, через которое расплав 16 может сливаться из емкости 2. Для этого выпускное отверстие 1 должно определенным образом открываться и также снова закрываться. Для того чтобы была возможность осуществлять это воспроизводимым и безопасным образом, на участке 4 стенки донной области 3 имеется отверстие 5, которое может открываться или закрываться снизу. Для этого предусмотрено устройство 6, которое описывается более подробно в последующем.
Чтобы в емкости 2 постоянно удерживался определенный остаток расплава, над отверстием 5 расположена огнеупорная защитная труба 15. Кроме того, имеется питающая труба 13 для шиберного песка, на нижнем конце которой расположен конус 14 засыпного аппарата для выпуска без шлака.
Открытие и закрытие отверстия 5 в донной области 3 емкости осуществляется посредством вставки блокирующих элементов 7, 8, которые имеют прямоугольное исполнение. Первый тип блокирующих элементов 7 состоит из огнеупорного тела, которое не имеет каналов. Однако также предусмотрен второй тип блокирующих элементов 8, которые имеют сквозное отверстие 9 и действуют как выпускное сопло для жидкого металла.
Упомянутые блокирующие элементы 7, 8 перемещаются устройством 6 в определенном направлении, а именно в направлении T, которое перпендикулярно к нормали к поверхности участка 4 стенки в области отверстия 5, то есть происходит перемещение в плоскости, которая задана нижней стороной участка 4 стенки емкости; таким образом, речь идет о тангенциальном перемещении вдоль поверхности участка 4 стенки.
На фиг. 1 можно увидеть то, что блокирующий элемент 7 был сдвинут приводом 11 устройства 6 непосредственно под отверстие 5, так что емкость 2 закрыта, и, следовательно, расплав 16 не может вытекать. В изображенном на фиг. 1 положении емкости 2 металлический лом расплавляется в емкости, и таким образом создается определенная высота уровня расплава 16 в емкости 2. При этом отверстие 5 в донной области 3 заполнено шиберным песком.
На фиг. 2 изображено то, что емкость 2 открыта внизу для выпуска, то есть открыто отверстие 5, так что расплав 16 может вытекать из емкости 2. Для этого блокирующий элемент 8 со сквозным отверстием 9 был сдвинут посредством привода 11 под отверстие 5, так что теперь расплав 16 может вытекать из емкости 2.
На фиг. 2 стрелкой обозначено то, что использованный ранее блокирующий элемент 7 был выкинут; он утилизируется.
После того как желаемое количество расплава вытекло, емкость 2 снова закрывается; это обозначено на фиг. 3. Приводом 11 под отверстие 5 был сдвинут следующий блокирующий элемент 7, теперь снова блокирующий элемент без сквозного отверстия 9, вследствие чего отверстие 5 закрыто. При помощи питающей трубы 13 перед новой загрузкой емкости 2 в отверстие 5 снова засыпается шиберный песок.
На фиг. 3 стрелкой снова обозначено то, что использованные блокирующие элементы 7, 8 - теперь блокирующий элемент 8 - выкидываются и утилизируются.
На фиг. 4 можно увидеть подробности конструкции устройства 6. Можно увидеть, что блокирующие элементы 7, 8 перемещаются по (линейной) направляющей 10 в направлении T, для чего служит система 11 поршень-цилиндр. При этом блокирующие элементы 7, 8 должны плотно прилегать к нижней стороне участка 4 стенки, для того чтобы предотвращать вытекание расплава 16 из емкости 2. Для этого может предусматриваться (что не изображено более подробно), что при помощи линейной направляющей 10 на блокирующие элементы 7, 8 оказывается направленное вверх усилие, так что эти элементы отлично прилегают к нижней стороне участка 4 стенки.
В итоге изобретение можно резюмировать или характеризовать следующим образом:
в донной области 3 плавильного агрегата 2 при так называемых системах эркерного выпуска находится донная втулка (которая имеет отверстие 5), над которой расположена огнеупорная защитная труба 15. Под донной втулкой находится шиберная система (устройство 6) с сопловыми блоками 7 и 8. Для открытия выпуска блок 8 с сопловым отверстием (сквозным отверстием 9) перемещается при помощи гидравлического привода 11 под донную втулку, которая через питатель 13 заполнена шиберным песком.
После спуска шиберного песка через сквозное отверстие 9 в сопловом блоке 8 выпускается расплав. Благодаря защитной трубе 15 над донной втулкой постоянно остается остаток расплава в емкости 2.
После выпуска расплава под донной втулкой размещается цельный блок 7 без отверстия, и втулка засыпается при помощи питающей трубы 13 золотниковым песком. Непосредственно после этого может начинаться загрузка, для того чтобы запускать цикл плавки.
Список ссылочных позиций
1 выпускное отверстие
2 металлургическая плавильная емкость (электродуговая печь)
3 донная область
4 участок стенки
5 отверстие
6 устройство для перемещения блокирующих элементов
7 блокирующий элемент (без сквозного отверстия)
8 блокирующий элемент (со сквозным отверстием)
9 сквозное отверстие
10 направляющая
11 привод (система поршень-цилиндр)
12 электроды
13 питающая труба для золотникового песка (питатель)
14 конус засыпного аппарата для выпуска без шлака
15 защитная труба
16 расплав
T направление
Способ изготовления полос из металла и производственная установка для осуществления этого способа
Способ и устройство для удаления окалины с металлической полосы
Способ и устройство для охлаждения валков прокатной клети
Устройство и способ для намотки полосы с изменяющейся толщиной полосы, в частности металлической полосы
Крепежная система для металлургических сосудов
Прокатная клеть для прокатки, в частности, металлического проката
Способ изготовления по меньшей мере одного рабочего валка для прокатки прокатываемого материала
Устройство для воздействия на распределение температур по ширине
Прокатная клеть с 4-, 6- или 18-hs-валковым модульным выполнением
Способ и устройство для управления затвердеванием непрерывной заготовки в установке для непрерывного литья при запуске процесса литья
Способ и устройство для измерения толщины слоя частично кристаллизованных расплавов
Тележка и способ транспортирования приводного шпинделя для валка прокатной клети
Способ изготовления полос из металла и производственная установка для осуществления этого способа
Способ и устройство для удаления окалины с металлической полосы
Способ и устройство для охлаждения валков прокатной клети
Устройство и способ для намотки полосы с изменяющейся толщиной полосы, в частности металлической полосы
Крепежная система для металлургических сосудов
Прокатная клеть для прокатки, в частности, металлического проката
Способ изготовления по меньшей мере одного рабочего валка для прокатки прокатываемого материала
Устройство для воздействия на распределение температур по ширине

