Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ СЛОЯ ЧАСТИЧНО КРИСТАЛЛИЗОВАННЫХ РАСПЛАВОВ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к способу и устройству для измерения толщины слоя частично кристаллизованных расплавов, в особенности на ленточном транспортере, в рамках способа литья полосы.
Уровень техники
Из уровня техники известны способы, которые позволяют определять толщину слоя полностью кристаллизованных расплавов на ленточном транспортере с помощью ультразвука, рентгеновских лучей или лазеров. Эти способы, однако, не пригодны для того, чтобы определять толщину частично кристаллизованных расплавов, температуры поверхности которых могут составлять, например, до 1500°С.
Из DE 34 23977 известен способ для определения толщины слоя кристаллизованного краевого слоя расплава, который путем приложения магнитного переменного поля формирует вихревые токи в расплаве, которые посредством электромагнитной индукции детектируются, за счет чего можно сделать вывод о толщине краевого слоя. Толщина краевого слоя определяется из интенсивности вихревых токов согласно различию удельного электрического сопротивления между некристаллизованной и кристаллизованной частью. Вихревые токи поэтому измеряются на той же поверхности расплава, к которой прикладывается магнитное поле. Для этого в общем случае требуются дополнительные подходящие системы катушек.
В ЕР 1900454 описан способ для непрерывной разливки стали, причем формируются импульсные электромагнитные ультразвуковые волны, которые частично модулируются и направляются через профиль. Магнитная проницаемость в профиле посредством этих ультразвуковых волн изменяется ввиду возникающей магнитострикции. Прошедшие магнитные ультразвуковые волны измеряются посредством электромагнитной индукции и применяются для того, чтобы определять развитие кристаллизации расплава за счет корреляции. Этот способ требует дорогостоящего и сложного измерительного устройства, которое способно формировать импульсные модулированные поля, детектировать их и определять корреляцию.
В DE 3110900 описан способ для измерения толщины оболочки кристаллизующихся металлов, причем применяются передающая и приемная катушки. В зависимости от распределения проводимости, электромагнитные поля проникают в большей или меньшей степени в тело образца. Результирующее общее поле индуцирует в приемной катушке ток, который сдвинут по фазе и амплитуде относительно первоначального поля.
Эти способы и устройства для получения характеристик оболочек или толщин слоев являются относительно сложными и затратными.
Таким образом, поставлена техническая задача предоставить более простую и экономичную систему, которая обеспечивает возможность определения толщины слоя для частично кристаллизованного расплава. Кроме того, такая система должна занимать меньше места, чем это имеет место в цитированных документах.
Описанная техническая задача или по выбору части ее решаются в предложенном изобретении следующими признаками.
Изобретение прежде всего относится к способу измерения толщины слоя частично кристаллизованных расплавов на ленточном транспортере посредством магнитных полей в рамках способа непрерывной отливки полосы, причем магнитное поле формируется на одной стороне частично кристаллизованного расплава, и магнитное поле проникает через частично кристаллизованный расплав и на другой стороне частично кристаллизованного расплава измеряется, и причем спад магнитного поля на другой стороне частично кристаллизованного расплава применяется для вычисления толщины слоя частично кристаллизованного расплава, и для формирования магнитного поля применяются электромагнитные катушки мешалки.
Такие катушки мешалки, как правило, уже имеются в системе для непрерывной отливки полосы. Поэтому не требуется устанавливать никакие дополнительные катушки, которые требуют дополнительного места или связаны с затратами, чтобы сформировать подходящие магнитные поля.
Понятие «спад электромагнитного поля» означает остающуюся напряженность остаточного поля или разность между передаваемой и принимаемой мощностью электрического поля.
В предпочтительной форме способа выработанные магнитные поля имеют частоты от 500 Гц до 10000 Гц.
В другой предпочтительной форме электромагнитные катушки мешалки используются с частотами менее 20 Гц, причем при работе катушек мешалок возникают высшие гармоники, которые имеют частоты от 500 Гц до 10000 Гц.
Такие частоты могут затем непосредственно применяться для определения толщины слоя, так что не требуются никакие дополнительные устройства для формирования частот.
В другой предпочтительной форме выполнения способ характеризуется признаком, заключающимся в том, что частоты от 500 Гц до 10000 Гц непосредственно вводятся в катушки мешалки.
В другой предпочтительной форме выполнения способ характеризуется признаком, заключающимся в том, что для измерения толщины слоя применяется несколько частот между 500 Гц и 10000 Гц.
За счет применения нескольких частот толщина слоя может быть охарактеризована более точно.
В другой предпочтительной форме выполнения способ характеризуется признаком, заключающимся в том, что несколько сенсоров размещены по ширине ленточного транспортера, чтобы получить несколько точек измерения.
За счет этого признака можно получить более точное разрешение по толщине слоя расплава относительно ширины ленточного транспортера.
В другой предпочтительной форме выполнения способ представляет собой способ непрерывной разливки тонкой полосы, причем толщина слоя частично кристаллизованного расплава находится в пределах между 10 мм и 30 мм.
В другой предпочтительной форме выполнения способ характеризуется признаком, заключающимся в том, что формируются поля над или, по выбору, под частично кристаллизованным расплавом и измеряются под или, по выбору, над частично кристаллизованным расплавом.
В другой предпочтительной форме выполнения способ характеризуется признаком, заключающимся в том, что магнитное поле по ширине ленточного транспортера вырабатывается однородным.
Кроме того, изобретение относится к устройству, соответствующему заявленному способу. Это устройство предоставляет по существу те же преимущества, что и описанный способ. Изобретение включает, следовательно, устройство для измерения толщины слоя частично кристаллизованных расплавов на ленточном транспортере, которое содержит следующее: блок для формирования магнитного поля на одной стороне частично кристаллизованного расплава; по меньшей мере один сенсор для измерения магнитного поля, прошедшего через частично кристаллизованный расплав, на другой стороне частично кристаллизованного расплава; причем блок для формирования магнитного поля образован катушками мешалки, и устройство выполнено таким образом, что для вычисления толщины слоя частично кристаллизованного расплава применяется спад измеренного сенсорами магнитного поля на другой стороне частично кристаллизованного расплава.
В предпочтительной форме выполнения устройства катушки мешалки формируют поля с частотами между 500 Гц и 10000 Гц.
В другой предпочтительной форме выполнения устройства электромагнитные катушки мешалки работают с частотами менее 20 Гц, причем при работе катушек мешалки возникают высшие гармоники, которые имеют частоты между 500 Гц и 10000 Гц.
В другой предпочтительной форме выполнения устройства частоты между 500 Гц и 10000 Гц непосредственно вводятся в катушки мешалки.
В другой предпочтительной форме выполнения устройства катушки мешалки формируют несколько частот между 500 Гц и 10000 Гц.
В другой предпочтительной форме выполнения устройства расстояние между электромагнитными катушками мешалки и сенсорами составляет от 50 мм до 150 мм.
Наконец, изобретение также включает в себя установку, которая содержит ленточный транспортер установки непрерывного литья полосы для транспортировки частично кристаллизованного расплава, причем установка также содержит устройство для определения толщины слоя частично кристаллизованного расплава согласно одной из форм выполнения вышеупомянутого устройства.
В предпочтительной форме выполнения установки устройство для определения толщины слоя частично кристаллизованного расплава содержит несколько сенсоров, которые размещены по ширине ленточного транспортера, так что в направлении по ширине имеется несколько точек измерения.
В другой предпочтительной форме выполнения установки электромагнитные катушки мешалки размещены на расстоянии менее чем 150 мм над или под частично кристаллизованным расплавом.
Краткое описание чертежей
Ниже кратко описаны чертежи, иллюстрирующие примеры выполнения. Однако изобретение не ограничивается ими. Другие детали и возможные формы выполнения также представлены в подробном описании примеров выполнения.
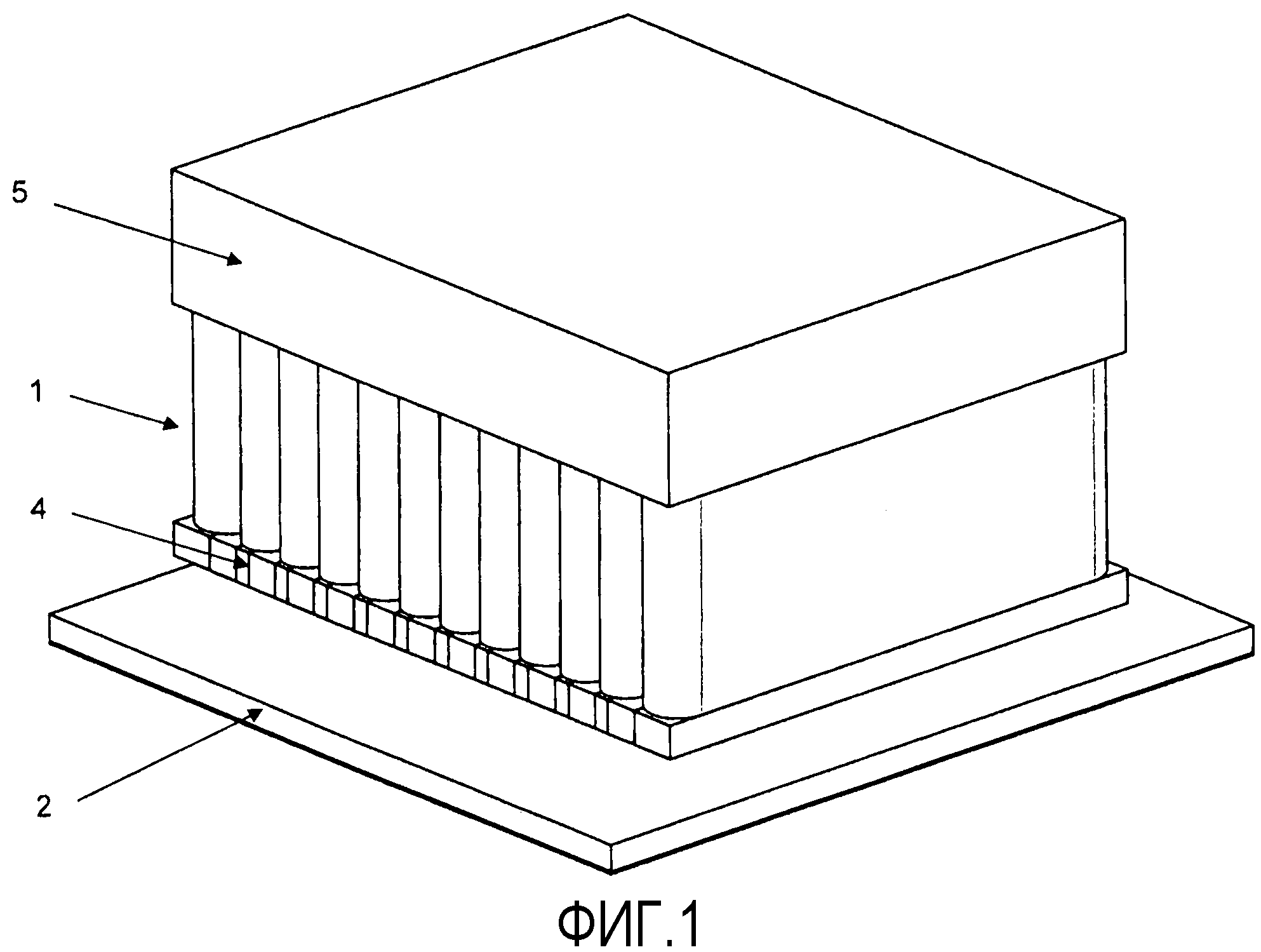
Фиг.1 показывает упрощенное и примерное представление в перспективе устройства катушек мешалки над расплавом.
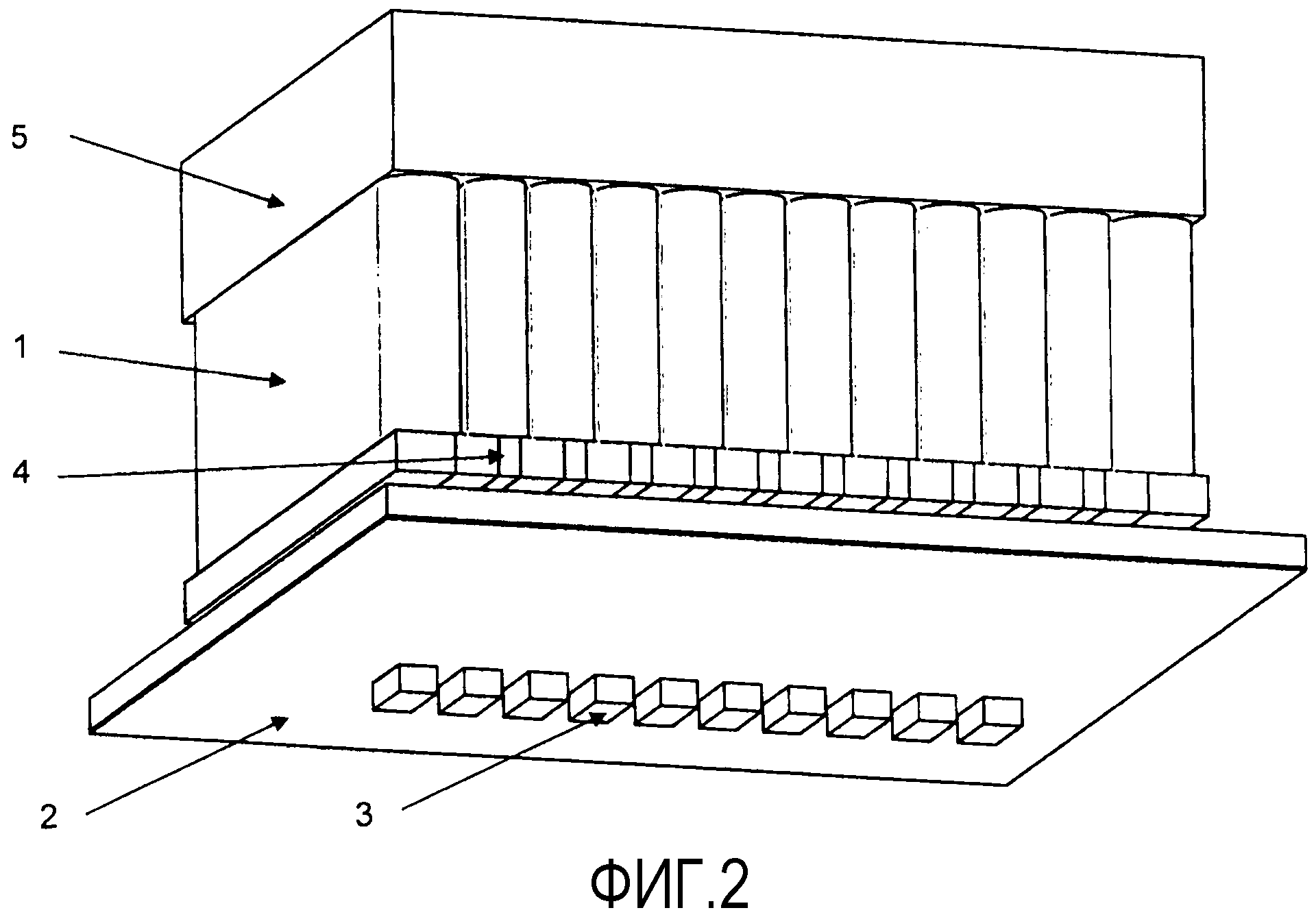
Фиг.2 показывает упрощенное и примерное представление в перспективе устройства катушек мешалки над расплавом согласно фиг.1, но с видом на нижнюю сторону расплава.
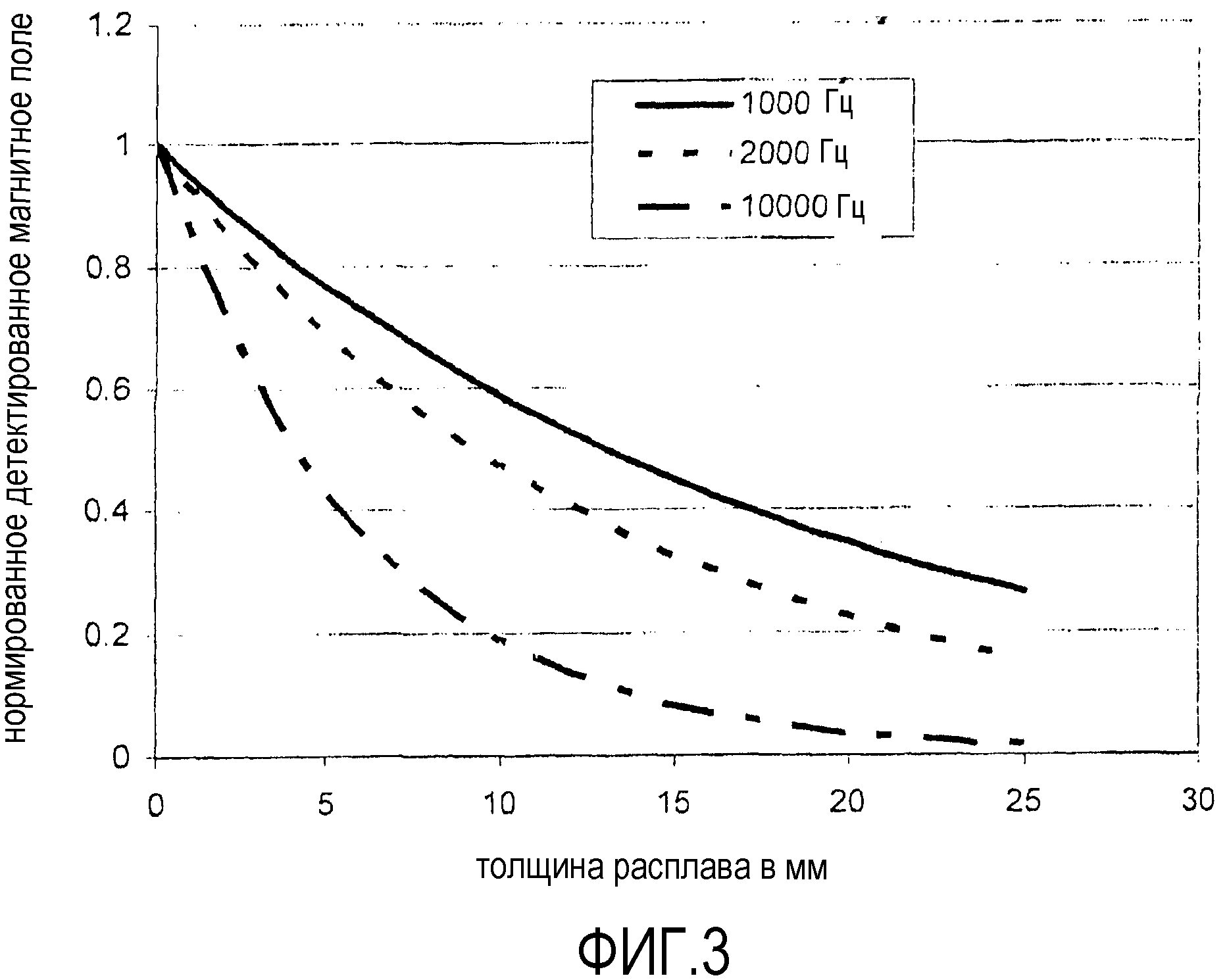
Фиг.3 - диаграмма, которая иллюстрирует в качестве примера зависимость детектируемого магнитного поля от различных сформированных частот магнитного поля и толщин слоя.
Детальное описание примеров выполнения
Фиг.1 показывает примерную форму выполнения изобретения. Можно видеть магнитные катушки 1 мешалки, которые формируют магнитное поле над расплавом 2. Сформированное магнитное поле проникает для измерения в расплав 2 и детектируется сенсорами 3, которые находятся на нижней стороне расплава 2 (на фиг.1 не видны). В частности, согласно примеру выполнения по фиг.1 применяются железные сердечники 4, а также соответствующее ярмо 5, чтобы повысить эффективность катушек мешалки. Под катушками 1 мешалки железные сердечники 4 разделены на зоны, которые действуют изолирующим образом по отношению к магнитному потоку. Они выполнены из подходящего для этого материала, например из меди. Ярмо 5 соединяет на верхней стороне катушек все железные сердечники 4. Применение железных сердечников 4 и ярма 5 не является необходимым, но показывает лишь форму выполнения катушек мешалки для формирования магнитных полей.
Кроме того, частично кристаллизованный расплав 2 во время измерения находится на ленточном транспортере (на чертеже не показан) в области катушек 1 мешалки, причем ленточный транспортер во время измерения движется, но также может находиться в покое. Измерение также может выполняться в зоне подвижных кристаллизаторов.
«Частично кристаллизованный» означает, что расплав 2 является частично жидким, а частично твердым. Расплав 2 может иметься для измерения в полностью жидкой форме или также быть полностью кристаллизованным. Так толщина слоя может количественно определяться для жидкого, частично кристаллизованного расплава или кристаллизованного расплава 2. В случае необходимости, также возможно определять толщину слоя только для кристаллизованного краевого слоя расплава. Поверхность расплава 2 во время измерения может иметь температуру до 1500°С, причем эти температуры для определенных материалов также могут быть и выше, что не оказывает негативного влияния на измерение согласно настоящему изобретению.
Согласно фиг.1 магнитное поле формируется на верхней стороне расплава 2 с помощью катушки 1 мешалки. Катушки мешалки могут также располагаться под расплавом 2. Соответственно, на другой стороне слоя соответствующий сенсор 3 может измерять спад магнитного поля (см. фиг.3).
При этом расстояние между катушками мешалки и сенсором 3 предпочтительно составляет от 50 мм до 150 мм. Толщина измеряемого расплава 2 находится в пределах между этими значениями и может предпочтительно составлять от 10 мм до 30 мм, причем в этом специальном случае говорят о способе непрерывного литья тонкой полосы. Во всяком случае, также возможны и другие конфигурации, при которых расстояние между катушкой 1 мешалки и сенсором 3 больше и составляет, например, до 400 мм, а толщина расплава составляет до 350 мм.
Применяемые катушки 1 мешалки работают с частотами менее 20 Гц. Но также возможны, в зависимости от конкретного применения, частоты до 100 Гц. За счет преобразования сетевого тока в рабочий ток катушек 1 мешалки возникают высшие гармоники в предусмотренном для измерения толщины слоя диапазоне от 500 Гц до 10000 Гц. Эти уже имеющиеся колебания или частоты могут применяться для измерения толщины слоя. Однако в зависимости от применения, также возможно требуемые частоты или токи с этими частотами также вводить в катушки 1 мешалки, чтобы достичь более высоких интенсивностей поля.
Кроме того, перед началом измерений может определяться нулевая точка измерения. Это означает, что измерение выполняется без измеряемого расплава 2, чтобы, например, не учитывать влияние ленточного транспортера или других факторов при измерении.
Измерение может быть дополнительно улучшено, если магнитное поле измеряется на обеих сторонах расплава 2. Для этого сенсоры 3 могут быть размещены на обеих сторонах от расплава 2. К тому же возможно применять несколько частот, чтобы улучшить точность измерений и скомпенсировать возможные помехи.
Посредством имеющихся катушек 1 мешалки можно, в частности, формировать однородное по ширине установки электромагнитное поле. Ширина при этом понимается в направлении, перпендикулярном направлению разливки.
Фиг.2 показывает ту же конфигурацию, что и на фиг.1, однако с видом на нижнюю сторону расплава 2. Видны сенсоры 3, которые размещены под расплавом 2. В этом случае сенсоры 3 размещены перпендикулярно ленточному транспортеру, то есть в направлении по ширине. Но также может альтернативно предусматриваться только один сенсор 3. Число сенсоров 3 ограничено только конструктивными особенностями установки для непрерывной разливки, так что может предусматриваться и больше сенсоров, чем показано на фиг.2. С помощью нескольких сенсоров 3 может быть получено несколько точек измерений. Так вдоль ширины расплава 2 могут располагаться несколько сенсоров 3, например от 2 до 20 сенсоров, чтобы получать информацию о характеристике толщины слоя расплава 2 по ширине полосы.
Фиг.3 показывает для примера зависимость нормированного к единице детектируемого магнитного поля от толщины слоя расплава. В этом примере влияние имеющегося ленточного транспортера на детектируемый сигнал уже вычислено в ходе калибровки. В примере по фиг.3 приведены толщины слоя расплава от 0 мм, то есть в отсутствие введенного расплава, до 25 мм. Можно видеть, что нормированное детектируемое поле с увеличением толщины слоя становится меньше. Кроме того, можно видеть, что частоты 10000 Гц приводят к более быстрому спаду детектируемого поля с ростом толщины расплава, чем более низкие частоты. Так детектируемое магнитное поле для полей с частотой 2000 Гц спадает менее сильно с увеличением толщины расплава, а детектируемое поле для полей с частотой 1000 Гц спадает еще менее сильно. В общем случае справедливо, что магнитные переменные поля в электропроводных материалах вызывают вихревые токи, которые вновь вызывают магнитное поле, которое направлено противоположно первоначальному полю, так что результирующее детектируемое поле является более слабым, чем сформированное поле. То, в какой степени вихревые токи могут формироваться в расплаве, зависит, в числе прочего, от электрической проводимости и магнитной проницаемости конкретного расплава и от частоты сформированных приложенных магнитных полей. Если речь идет о ферромагнитном материале, дополнительно за счет перемагничивания магнитных моментов внутри расплава магнитная энергия поля преобразуется в тепло, за счет чего сформированное поле также ослабляется. К тому же может возникать эффект магнитострикции, из-за которого также магнитная энергия поля расходуется. Выше температуры Кюри, выше которой такой материал становится парамагнитным, последние названные эффекты не возникают, так что в этом случае магнитная энергия поля рассеивается только главным образом ввиду формирования вихревых токов. Глубина проникновения вихревых токов и тем самым глубина проникновения магнитного поля изменяется приближенно обратно пропорционально корню из частоты приложенных полей, проводимости материала, а также его относительной магнитной проницаемости. Это означает, что в случае очень высокой проводимости или очень большой относительной магнитной проницаемости вихревые токи формируются только в зонах вблизи поверхности расплава, но не глубже внутрь расплава, так как магнитная энергия поля на поверхности уже почти полностью израсходована из-за возникновения вихревых токов. В принципе, ясно, что нормированное детектируемое магнитное поле при постоянной частоте магнитного поля с ростом толщины расплава уменьшается, так как больше материала, в котором, например, возникают вихревые токи, находится на пути поля. Тем самым при возрастании толщины расплава больше энергии рассеивается. Так, при частоте 10000 Гц и толщине слоя 25 мм расплав является настолько толстым, что почти вся энергия поля поглощается расплавом. При той же частоте и еще большей толщине слоя глубина проникновения магнитного поля даже меньше, чем толщина слоя расплава. Как можно видеть на фиг.3, поля с частотами 1000 Гц и 2000 Гц могут еще проникать через расплав и при толщине 25 мм.
Перечень ссылочных позиций
1 - катушки мешалки
2 - расплав
3 - сенсоры
4 - железные сердечники
5 - ярмо
Литейная установка с устройством подачи на литейную ленту
Литейная установка с устройством подачи на литейную ленту
Установка непрерывной разливки с устройством для определения состояния затвердевания заготовки и соответствующий способ
Способ калибровки двух взаимодействующих друг с другом рабочих валков в прокатной клети
Вращающийся ввод
Валок и прокатная клеть для изготовления прокатываемого материала
Гибочное и уравновешивающее устройство для сдвигаемых в осевом направлении рабочих валков прокатной клети
Способ и устройство для обработки сляба
Роботизированная система взаимодействия
Мотальное устройство и способ эксплуатации мотального устройства
Моталка для примотки и намотки готовых металлических лент

