Результат интеллектуальной деятельности: ОПОРНЫЙ РОЛИК
Вид РИД
Изобретение
Изобретение относится к опорному ролику для прокатных, разливочных или правильных установок для изготовления и обработки металлических продуктов, таких как полосы, листы, профили и другие металлические изделия.
Опорные ролики широко известны в указанных выше областях и нередко выполняются в два или три ряда, причем ось роликов устанавливается неподвижно в опорном кронштейне, а вокруг этой оси с возможностью вращения посредством тел качения устанавливается наружное кольцо.
В DE 2651028 описана прокатная клеть с опорными валками, содержащими гидростатические опорные элементы.
Из DE 10128999 А1 известен ролик рольганга, в частности, для транспортировки имеющего температуру печи металлического полосового материала, отлитых заготовок из стали и т.п.
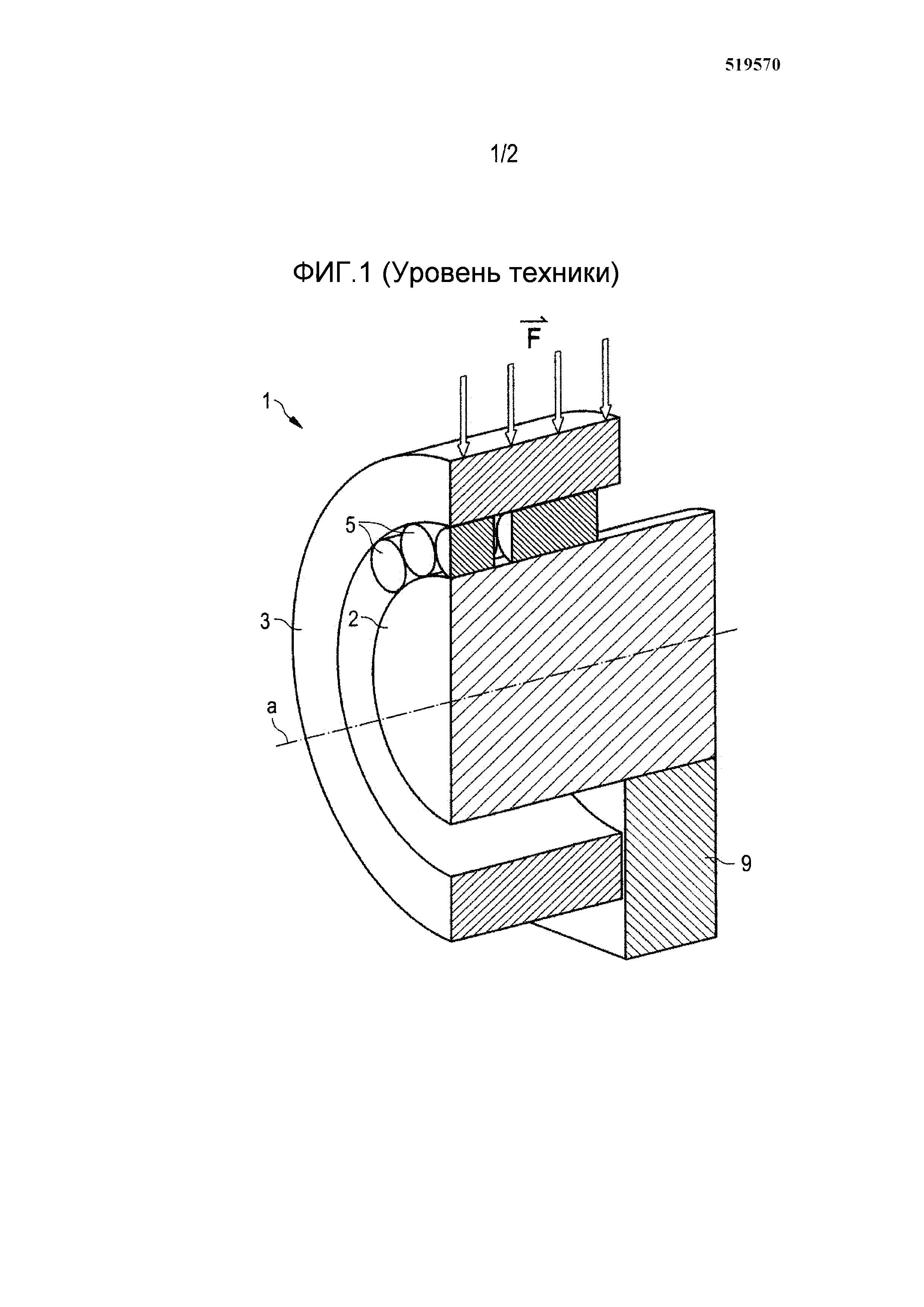
Такое известное устройство схематично изображено на фиг. 1. Оно включает в себя установленный в опорном кронштейне 9 опорный ролик 1, который включает в себя ось 2 со средней осью а, а также несколькими телами 5 качения и соответствующее наружное кольцо 3, которое может находиться в контакте с металлическим изделием или валком. Нагрузка или ввод нагрузки, воздействующая/воздействующий через металлическое изделие или валок на тела качения, обозначена/обозначен усилием F. Оно может быть, например, следствием процесса правки в правильной машине или возникать только за счет собственной массы металлического изделия. Положение места или точки ввода нагрузки, как правило, не ограничено показанным вертикальным положением. Нагрузки могут воздействовать на опорный ролик или его периферию также под другими углами.
Недостаток изображенного устройства в том, что тела качения подвержены очень большой нагрузке именно в высшей точке. В частности, в определенные моменты времени максимально нагружено только одно тело качения одного ряда, которое находится в высшем положении.
Из этого следует крайне неравномерная несущая способность тел качения одного ряда. Тело качения в высшем положении несет вследствие введенной линейной нагрузки на наружном кольце примерно до 50% нагрузки, которая воспринимается соответствующим рядом.
Следствием этого является снижение (динамического) коэффициента работоспособности и срока службы опорного ролика.
В частности, в правильных машинах вдоль оси ролика возникают неравномерные усилия, за счет которых отдельные тела качения нагружаются особенно сильно, особенно по сравнению с соседними в продольном направлении телами качения.
Задачей изобретения является создание опорного ролика, который позволил бы повысить или оптимизировать (динамический) коэффициент работоспособности и/или срок службы.
Кроме того, должен быть преодолен предпочтительно, по меньшей мере, один из описанных недостатков.
Для решения задачи изобретение включает в себя опорный ролик, в частности, для прокатных станов или устройств для разливки, транспортировки или правки металлических продуктов, содержащий цилиндрическую ось, расположенное (с возможностью вращения) концентрично оси ролика наружное кольцо в форме полого цилиндра и множество расположенных между осью ролика и наружным кольцом тел качения (или рядов тел качения). Согласно изобретению, ось ролика (по меньшей мере, на отдельных участках) имеет расположенную эксцентрично ее (геометрической) средней оси полость, располагаемую, по существу, между средней осью оси ролика и местом ввода нагрузки (на периферии опорного ролика или наружного кольца).
За счет предложенного расположения ось ролика приобретает упругость, благодаря которой нагруженные тела качения могут в направлении вершины избегать нагрузки. В частности, воздействующая на тело качения нагрузка лучше распределяется по соседним телам качения как в продольном направлении оси ролика, так и в направлении ее периферии. Срок службы и динамический коэффициент работоспособности опорного ролика повышаются, а износ опоры качения уменьшается. В частности, воздействующая на наружное кольцо линейная нагрузка лучше распределяется по различным телам качения одного ряда.
Как правило, тела качения располагаются предпочтительно несколькими рядами, лежащими рядом друг с другом в направлении средней оси ролика. Осью ролика называется цилиндрическое тело круглого сечения.
В наличии множества более высококачественных или более износостойких тел качения больше нет необходимости. Распределение нагрузки и стабильность повышаются только за счет полости в оси ролика. С другой стороны, можно также использовать очень высококачественные и износостойкие тела качения, чтобы максимизировать стабильность устройства.
Под термином «металлический продукт» понимаются металлические полосы, листы, профили или другие металлические изделия.
Согласно одному предпочтительному варианту выполнения опорного ролика, полость простирается, по меньшей мере, на 80% длины оси ролика. Полость может простираться, в частности, также по всей длине оси ролика.
Согласно другому предпочтительному варианту выполнения опорного ролика, полость выполнена в виде расточки, которая простирается по существу параллельно средней оси ролика. Если предусматривается расточка, то заметного повышения стабильности опорного ролика можно достичь только за одну операцию (а именно, сверлением).
Согласно другому предпочтительному варианту выполнения опорного ролика, средняя ось расточки находится по существу в плоскости, образованной точкой ввода нагрузки и средней осью оси ролика. Именно в этой зоне нагрузка на тела качения наибольшая.
Согласно другому предпочтительному варианту выполнения опорного ролика, расточка имеет диаметр, соответствующий 50-95%, предпочтительно 75-90%, радиуса оси ролика.
Согласно другому предпочтительному варианту выполнения опорного ролика, оставшаяся над расточкой (или в направлении ввода нагрузки) толщина стенки оси ролика составляет, по меньшей мере, 5%, преимущественно, по меньшей мере, 10%, радиуса оси ролика.
Согласно другому предпочтительному варианту выполнения опорного ролика, оставшаяся над расточкой (или в направлении ввода нагрузки) (и примыкающая к расточке) толщина стенки оси ролика составляет самое большее 50%, преимущественно самое большее 25%, радиуса оси ролика.
Названные диапазоны могут представлять хороший компромисс из устойчивости к нагрузкам и упругости.
Согласно другому предпочтительному варианту выполнения опорного ролика, тела качения выполнены в форме шариков или цилиндров.
Согласно другому предпочтительному варианту выполнения опорного ролика, наружное кольцо и/или тела качения имеют соответственно толщину сечения 20-50%, преимущественно 25-40%, диаметра оси ролика.
Согласно другому предпочтительному варианту выполнения опорного ролика, он содержит также внутреннее кольцо между осью ролика и телами качения для защиты оси ролика от механического истирания. Предпочтительно внутреннее кольцо может иметь максимальную толщину сечения менее 20%, предпочтительно менее 10%, радиуса оси ролика.
Кроме того, изобретение включает в себя роликовое устройство, в частности, для прокатных станов или устройств для разливки, транспортировки или правки металлических продуктов. Такое роликовое устройство включает в себя предложенный опорный ролик и средства для его опирания. Такие средства могут включать в себя, по меньшей мере, один опорный кронштейн (преимущественно, по меньшей мере, два опорных кронштейна). В частности, ось ролика может опираться средствами или опорным кронштейном, в принципе, неподвижно (без возможности вращения).
Кроме того, изобретение включает в себя правильную, разливочную или прокатную машину, по меньшей мере, с одним опорным роликом или роликовым устройством, согласно одному из описанных выше вариантов выполнения.
Наконец, изобретение включает в себя также способ изготовления опорного ролика, включающий в себя этапы выполнения оси ролика, выполнения эксцентричной расточки в оси ролика и сборки оси ролика, тел качения и наружного кольца в форме полого цилиндра в опорный ролик. При этом тела качения (рядами) между наружным кольцом и осью ролика образуют вращающуюся опору.
Описанные выше варианты выполнения и их признаки могут комбинироваться между собой или взаимозаменяться.
Ниже кратко описаны чертежи примеров осуществления изобретения. В этих примерах содержатся другие детали подробного описания.
На чертежах изображают:
- фиг. 1: в перспективе схематичное частичное сечение опорного ролика в соответствии с уровнем техники;
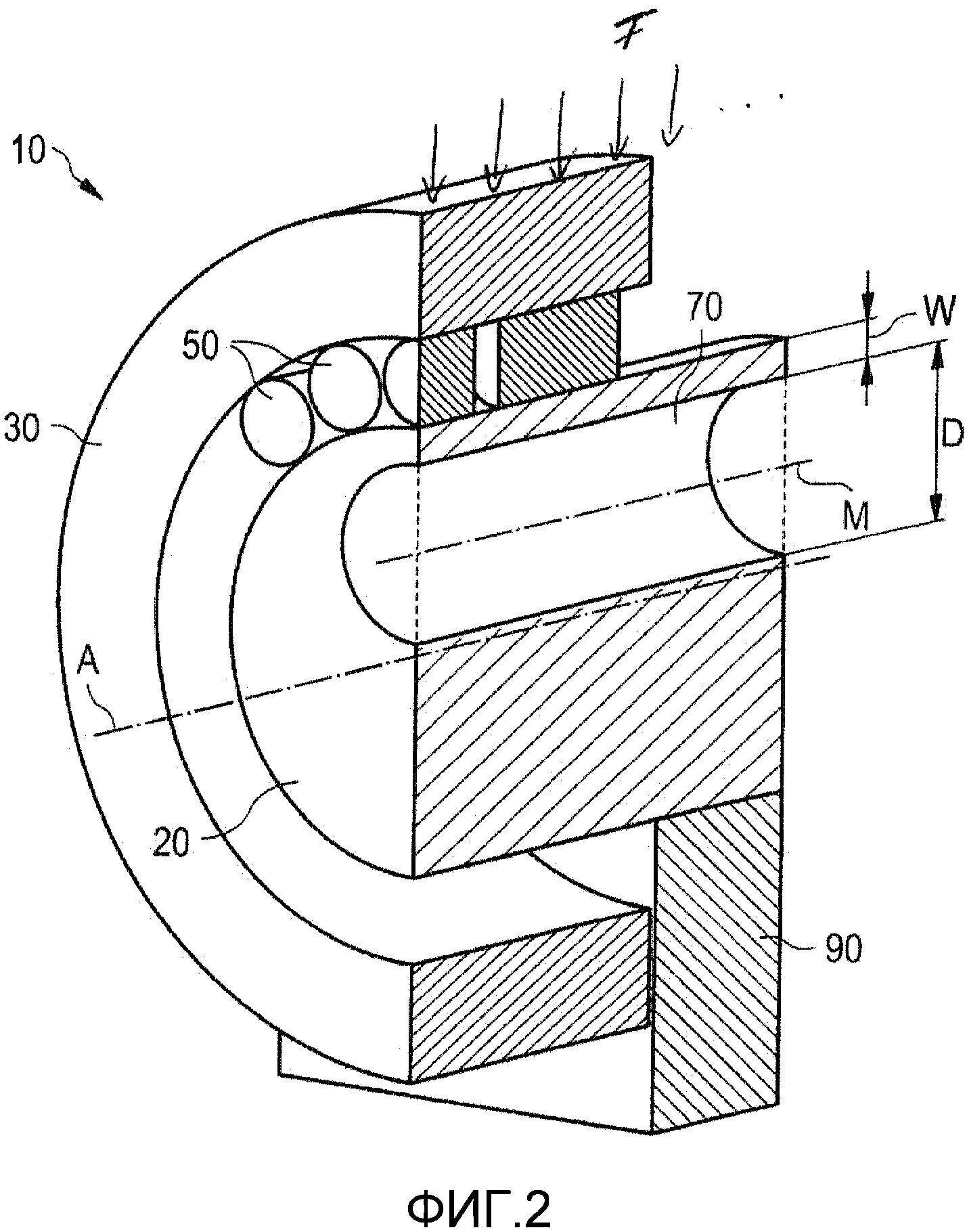
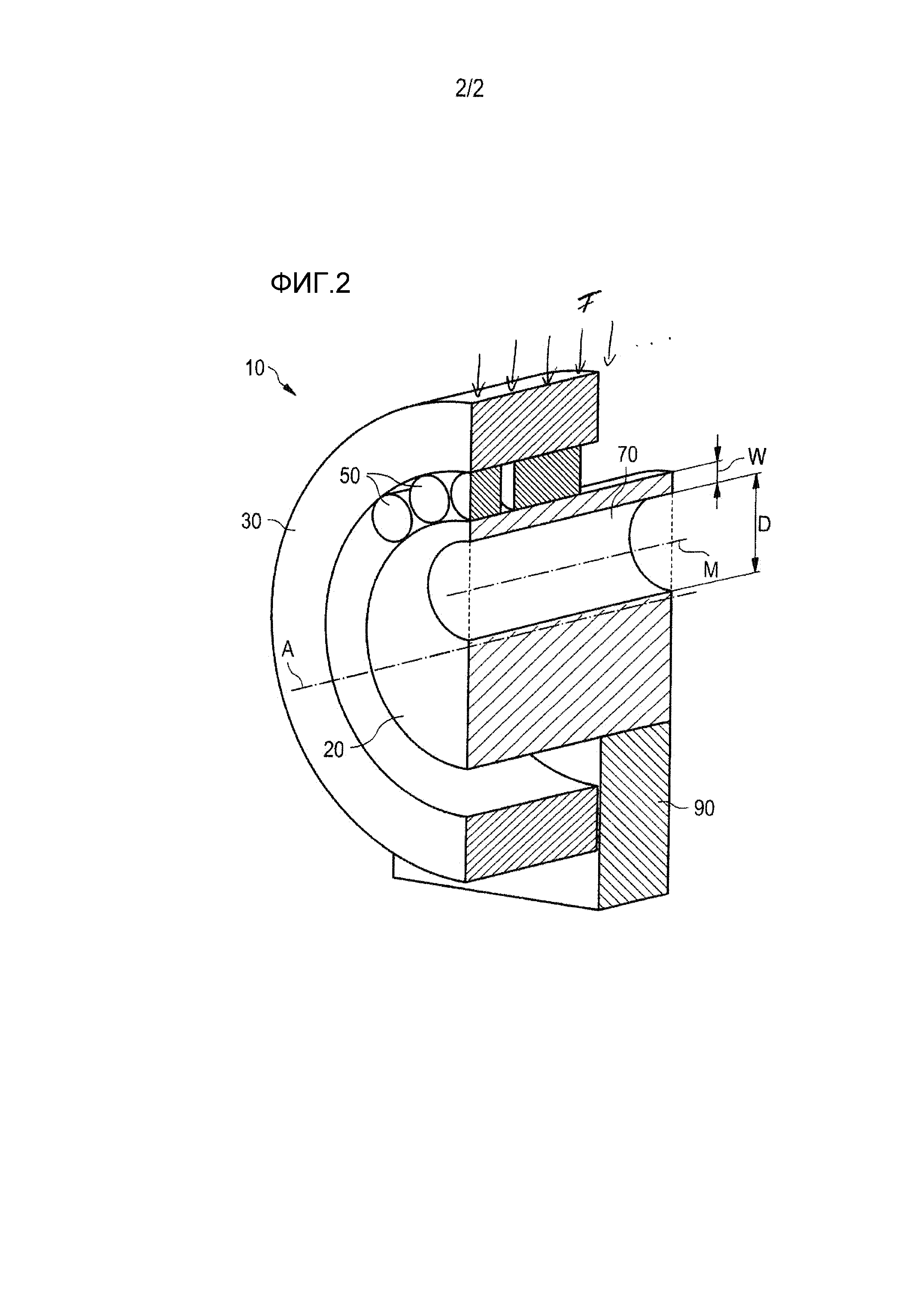
- фиг. 2: в перспективе схематичное частичное сечение опорного ролика в соответствии с примером осуществления изобретения.
Относящаяся к уровню техники фиг. 1 уже была описана выше. На фиг. 2 изображен установленный в опорном кронштейне 90 опорный ролик 10. Аналогично опорному ролику 1 на фиг. 1 опорный ролик 10 содержит ось 20, наружное кольцо 30 и расположенные между наружным кольцом 30 и осью 20 тела 50 качения. Последние расположены предпочтительно несколькими рядами (друг около друга). Ось 20 имеет при этом среднюю ось А, над которой имеется полость 70. Предпочтительно полость 70 имеет (перпендикулярно средней оси или оси ролика) круглое сечение. Однако сечение может быть также овальным или многоугольным. Возможны также несколько полостей или параллельно расположенных расточек 70. Изобретение не ограничено полостями или расточками 70, находящимися над средней осью А. Напротив, полости или расточки 70 расположены предпочтительно таким образом, что они находятся, по существу, между местом ввода нагрузки в опорный ролик 10 и средней осью А. Такая нагрузка может воздействовать на опорный ролик 10, например, через валок, другой ролик или металлический продукт, в частности подвергаемый правке.
Как обычно, ось 20 ролика установлена в опорных кронштейнах 90 предпочтительно неподвижно. Оси ролика и другие элементы опорного ролика или роликового устройства вместе с опорным кронштейном 90 могут быть изготовлены большей частью из стали или стальных сплавов.
Прежде всего, при работе опорного ролика 10 на его периферию может воздействовать нагрузка или усилие F. Периферию опорного ролика или наружного кольца также можно описать, например, как боковую поверхность (оболочку) в форме цилиндра. Неравномерное распределение нагрузки может возникнуть, в частности, в зоне правильной машины.
За счет выполнения расточки или полости 70 в оси 20 ролика такая нагрузка F может лучше распределяться телами 50 качения по оси 20 или дополнительному внутреннему кольцу между телами 50 качения и осью 20.
Кроме того, за счет выполнения полости 70 воздействующая на тело 50 качения нагрузка может лучше отводиться на окружающие его тела 50 качения (как в направлении периферии ролика, так и аксиально).
Предпочтительно, как правило, также возможно варьировать профиль оси 20 в осевом направлении. Это значит, что, например, ось 20 в средней части (если смотреть в осевом направлении) может быть выполнена преимущественно большего сечения, однако на выбор также меньшего сечения, чем на аксиально внешних участках оси 20 ролика.
Предпочтительные относительные диаметры наружного кольца 30, тел 50 качения и оси 20 уже были приведены в раскрытии изобретения.
Наконец, специалист может приспособить отдельные признаки изобретения или вариантов его осуществления к имеющимся условиям.
Перечень ссылочных позиций
1 - опорный ролик
2 - ось ролика
3 - наружное кольцо
5 - тело качения
9 - опорный кронштейн
10 - опорный ролик
20 - ось ролика
30 - наружное кольцо
50 - тело качения
90 - опорный кронштейн
а - средняя ось оси ролика
А - средняя ось оси ролика
D - диаметр полости/расточки
F - усилие/ввода нагрузки в периферию опорного ролика
M - средняя ось расточки
W - минимальная толщина стенки оси ролика в направлении места ввода нагрузки
Способ изготовления полос из металла и производственная установка для осуществления этого способа
Способ и устройство для удаления окалины с металлической полосы
Способ и устройство для охлаждения валков прокатной клети
Устройство и способ для намотки полосы с изменяющейся толщиной полосы, в частности металлической полосы
Крепежная система для металлургических сосудов
Прокатная клеть для прокатки, в частности, металлического проката
Способ изготовления по меньшей мере одного рабочего валка для прокатки прокатываемого материала
Устройство для воздействия на распределение температур по ширине
Прокатная клеть с 4-, 6- или 18-hs-валковым модульным выполнением
Способ и устройство для управления затвердеванием непрерывной заготовки в установке для непрерывного литья при запуске процесса литья
Способ и устройство для измерения толщины слоя частично кристаллизованных расплавов
Тележка и способ транспортирования приводного шпинделя для валка прокатной клети
Способ изготовления полос из металла и производственная установка для осуществления этого способа
Способ и устройство для удаления окалины с металлической полосы
Способ и устройство для охлаждения валков прокатной клети
Устройство и способ для намотки полосы с изменяющейся толщиной полосы, в частности металлической полосы
Крепежная система для металлургических сосудов
Прокатная клеть для прокатки, в частности, металлического проката
Способ изготовления по меньшей мере одного рабочего валка для прокатки прокатываемого материала
Устройство для воздействия на распределение температур по ширине

