Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТИКСОЗАГОТОВОК
Вид РИД
Изобретение
Изобретение относится к области металлургического машиностроения и может быть использовано в производстве тиксоформованием деталей ответственного назначения.
При изготовлении деталей ответственного назначения методом тиксоформования (тиксоформинга) для проведения процесса, основанного на особом поведении сплавов с недендритной микроструктурой в твердожидком состоянии в условиях сдвиговой деформации, позволяющей осуществить процесс сложного формообразования за один переход, используют специально подготовленные и нагретые до свойственной каждому сплаву температуры заготовки, в которых предварительно создается микроструктура, состоящая из глобулярных твердых частиц, взвешенных в жидкой фазе (матрице), что приводит к высокой пластичности и релаксации напряжений в твердожидкой заготовке в процессе формообразования («эффект тиксотропии»), принципиально изменяющих условия течения металла в штампе. Производство заготовок для тиксоформования - это процесс получения порционной суспензированной металлической заготовки с заданной морфологией и долей твердой α-фазы путем незавершенного фазового перехода. Установлено, что для этого необходимо ступенчатое управление ростом числа и размеров кристаллов при формировании кристаллического строения литой заготовки. Должны быть разделены два противоречивых, но жестко связанных в традиционном литье процесса: зародышеобразование кристаллов и их рост. Способы получения тиксозаготовок строятся на инициировании фазового превращения с максимально большим числом активных зародышей кристаллов в условиях повышенного переохлаждения расплавов. Используется прием «мультипликации», т.е. разделение на части зародившихся дендритных кристаллов и управление скоростью роста фрагментов дендритов при приближении их к глобулярной морфологии в условиях уменьшенного переохлаждения.
Структурные перестройки в расплаве отстают от изменений температуры, поэтому определяющее значение имеет кинетический фактор: время выдержки, скорость охлаждения.
Известны способ и устройство для приготовления суспензии алюминиевого сплава, применяемые в процессе реолитья (Б.И. Семенов, К.М. Куштаров «Производство изделий из металла в твердожидком состоянии», Новые промышленные технологии, МГТУ им. Н.Э. Баумана, с. 135-139). В порцию жидкого металла, помещенную в графитовый тигель, погружается и приводится во вращение графитовый охлаждаемый изнутри воздухом стержень, что стимулирует образование первичной твердой фазы с тонкой глобулярной структурой. После извлечения стержня суспензия регулируемо охлаждается с увеличением доли твердой фазы и размера зерна. Недостатком является пригодность для производства суспензий с пониженной долей твердой фазы (15-20%), кроме того, процесс применим для заготовок массой до 10 кг алюминиевого сплава.
Близким аналогом является способ и устройство получения мерных заготовок с высокой долей кристаллов α-фазы (Б.И. Семенов, К.М. Куштаров «Производство изделий из металла в твердожидком состоянии», Новые промышленные технологии, МГТУ им. Н.Э. Баумана, с. 143-149). Устройство содержит водоохлаждаемый желоб, по которому скатывающийся с него расплав поступает в тонкостенную титановую гильзу. В начале процесса разливки на желобе намораживается тонкая корочка расплава, которая частично размывается последующими порциями расплава, что приводит к образованию большого количества активных зародышей α-фазы. Для организации объемного затвердевания в условиях возможно более медленного теплоотвода в процессе дальнейшей кристаллизации используется тонкостенная гильза, теплоизолируемая с торцов. В данном устройстве не предусмотрена возможность регулирования теплоотвода в процессе заполнения гильзы. Устройства подобного типа используются для получения заготовок из алюминиевых сплавов массой до 10- 12 кг.
Известно использование стенки контейнера, имеющего теплопроводность по крайней мере 1 ккал/(м·ч·°C), в качестве наклонного желоба при изготовлении металлической суспензии в контейнере по методу «нового реолитья» (патент ЕР 0841406 A1; Б.И. Семенов, К.М. Куштаров «Производство изделий из металла в твердожидком состоянии», Новые промышленные технологии, МГТУ им. Н.Э. Баумана, с. 153-155). Метод используется для литья фасонных заготовок массой в несколько кг.
Наиболее близким аналогом, принятым за прототип, является способ изготовления твердожидкой суспензии (патент ЕР 0931607 A1), когда порция металла превращается в суспензию из жидкого состояния путем придания этому металлу сдвигового течения на водоохлаждаемом желобе, где по крайней мере часть расплавленного металла охлаждается до температуры более низкой, чем ликвидус сплава с последующим замедленным охлаждением расплавленного металла в контейнере, пригодном для приготовления суспензии и предназначенном для превращения порции расплавленного металла в металлическую суспензию, содержащую сферические (недендритные) частицы мелких первичных кристаллов α-фазы, формирующем геометрическую форму заготовки. Однако использование одного водоохлаждаемого желоба затрудняет применение устройства для получения тиксозаготовок массой до 30-40 кг.
Технической задачей, на решение которой направлено изобретение, является расширение технологических возможностей процесса и оснастки для изготовления тиксозаготовок с мелкозернистой недендритной микроструктурой массой до 30-40 кг из перегретого над ликвидусом жидкого алюминиевого сплава при наличии сдвигового течения металла влиянием на процессы зарождения и роста кристаллов за счет организации течения металла по системе наклонных спиралеобразных охлаждаемых желобов, уменьшающей время заполнения контейнера, регулирования теплоотвода через стенку желобов, втулки, на которой они закреплены и контейнера, а также дополнительного механического перемешивающего воздействия на весь объем формируемой суспензии после завершения заполнения контейнера с помощью перемещаемой (извлекаемой из контейнера) системы охлаждаемых желобов.
Для выполнения этой задачи процесс включает приготовление из жидкого сплава суспензии со сферическими частицами кристаллов первичной фазы путем разделения поступающего из металлоприемника жидкого сплава при температуре выше ликвидуса на струи, подачи струй на размещенные в тонкостенном контейнере водоохлаждаемые наклонные спиралеобразные желоба с созданием сдвигового течения по ним и заполнения тонкостенного контейнера, и перемешивания потоков суспензии в однородном температурном поле путем извлечения желобов из контейнера, теплоизоляцию контейнера, охлаждение суспензии в контейнере с формированием тиксозаготовки.
Устройство для изготовления тиксозаготовок в соответствии с описанным выше способом предусмотривает наличие металлоприемника, в дне которого выполнены отверстия, обеспечивающие разделение жидкого сплава на струи, тонкостенного контейнера, втулки с закрепленными на ней наклонными спиралеобразными желобами, размещенной в контейнере и жестко связанной с металлоприемником, системы подвода и отвода жидкой или газообразной среды во втулку и к желобам, при этом втулка выполнена с возможностью возвратно-поступательного осевого перемещения.
Изобретение поясняется чертежами, где:
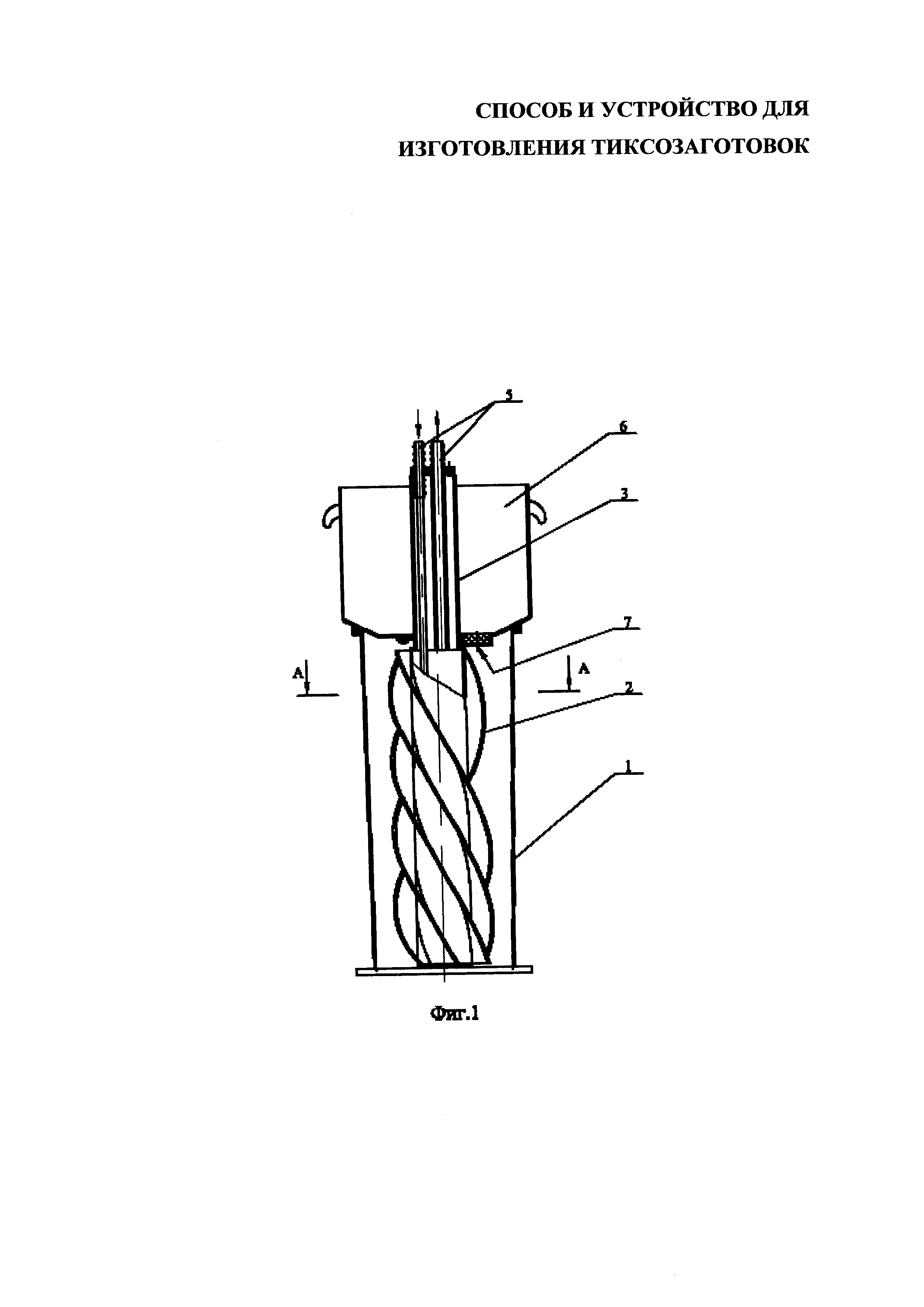
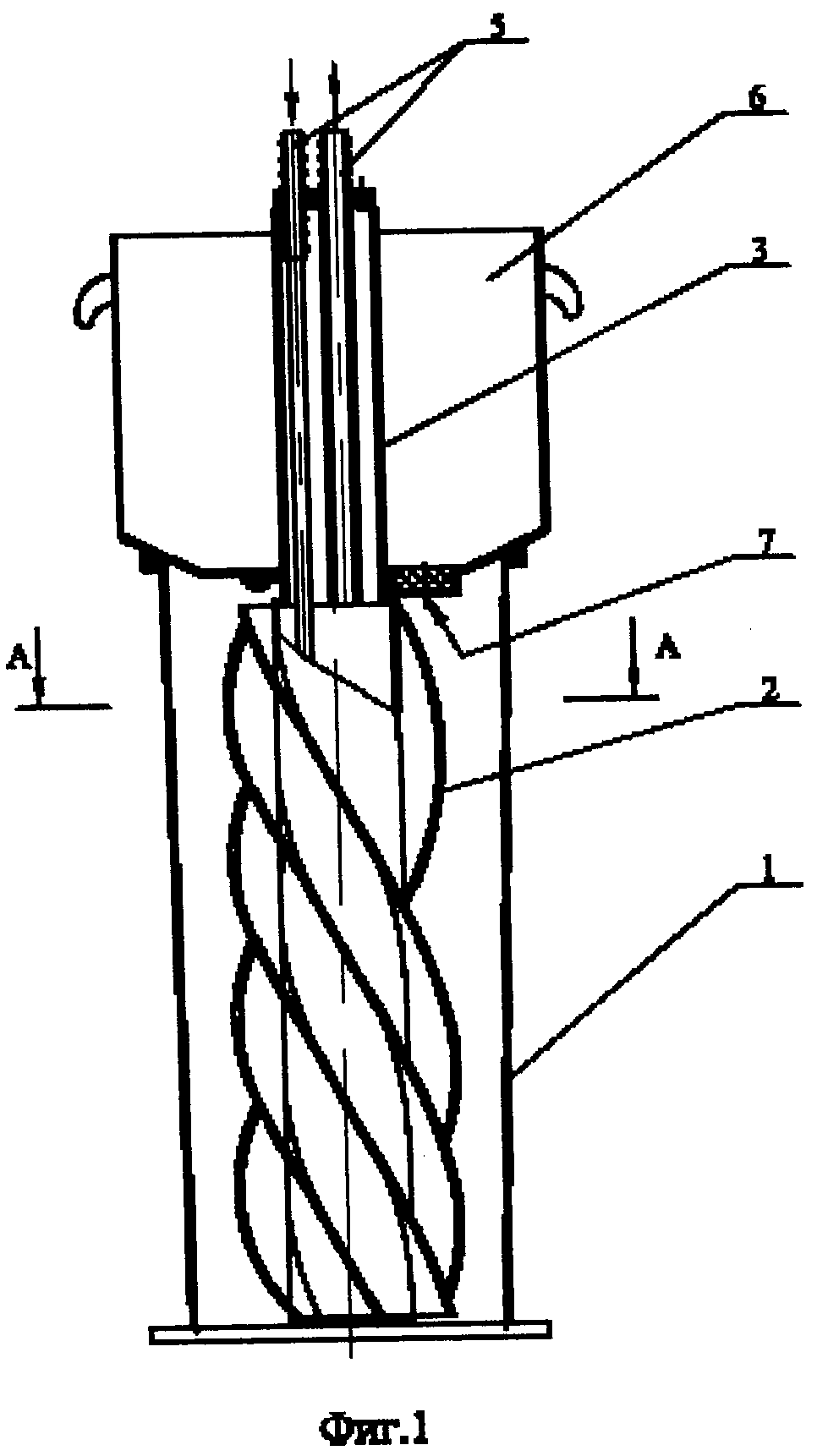
на фиг. 1 изображен общий вид устройства;
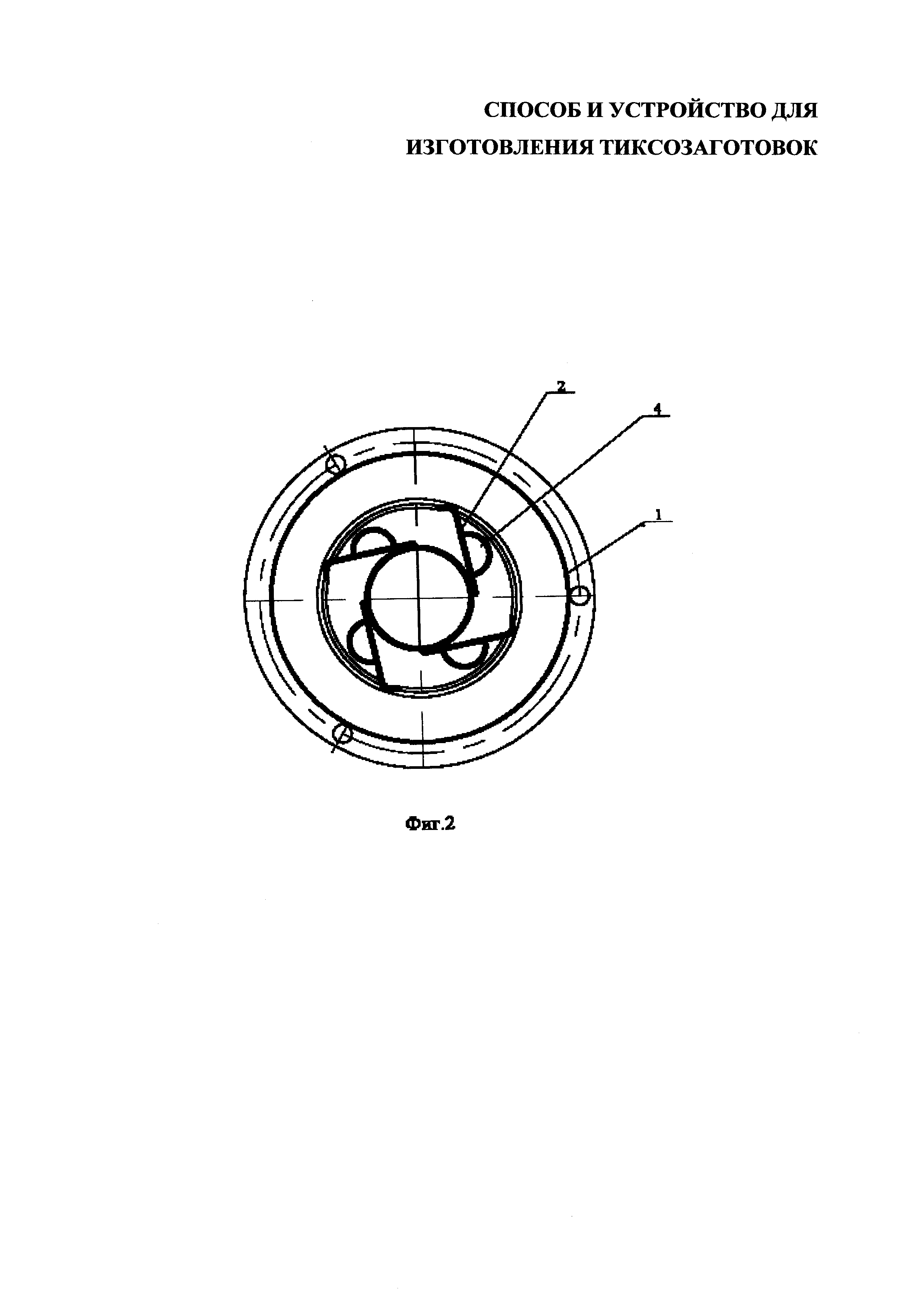
на фиг. 2 изображен разрез, показывающий размещение желобов на втулке.
Устройство для изготовления тиксозаготовок содержит тонкостенный контейнер 1 и желоба 2, закрепленные на втулке 3. Теплорегулирование желобов осуществляется протоком воды по трубкам 4, приваренным к нижним поверхностям желобов. Система подвода и отвода воды на чертежах не показана. Посредством штуцеров 5 в полость втулки 3 подается и отводится жидкая или газообразная среда, регулирующая теплоотвод. Втулка 3 жестко связана с металлоприемником 6, в который подается мерная порция расплава. Струи расплава через отверстия 7 в дне металлоприемника 6 поступают на рабочие поверхности желобов 2.
Способ изготовления тиксозаготовок осуществляется следующим образом.
Тонкостенный контейнер 1 устанавливается на теплоизолирующую подставку, например, из пористой керамики. В металлоприемник 6 подается мерная порция расплава в абсолютно жидком, перегретом над ликвидусом, состоянии, который через отверстия 7 в дне металлоприемника разделенным на несколько струй поступает на рабочие поверхности желобов 2. Образующийся в начальный момент разливки гарнисаж затем последующими горячими порциями расплава размывается с образованием большого числа активных зародышей α-фазы, которые в процессе сдвигового течения по желобу приобретают сферическую (недендритную) форму. Расплав заполняет тонкостенный контейнер 1. Одновременно с поступлением расплава через полость втулки 3 пропускается жидкая или газообразная среда, которая обеспечивает терморегулирование внутри расплава для поддержания равномерности температуры по сечению заготовки в процессе остывания. Необходимость терморегулирования вызвана возможным проявлением эффекта переохлаждения. Эффект характеризуется повторным повышением температуры расплава при охлаждении большого количества зародышей ниже ликвидуса за счет выделения скрытой теплоты кристаллизации. Температура жидкой или газообразной среды определяется экспериментально в процессе наладки в зависимости, в том числе, от химсостава материала. Конфигурация желобов обеспечивает перемешивающее течение потоков при их слиянии в контейнере, снижающее возможность дендритообразования. Эффект дополнительной локальной механической перемешивающей обработки, создаваемый путем извлечения системы наклонных желобов из контейнера, формирует сдвиговое течение смеси в однородном температурном поле. После извлечения втулки 3 из контейнера 1 последний накрывается теплоизолирующей крышкой. Создаются условия однородного бокового отвода тепла.
Затем для того, чтобы за счет охлаждения суспензии в контейнере сформировать тиксозаготовку требуемой конфигурации до завершения фазового перехода, заготовку в оснастке (контейнере) подвергают закалке в воду.
Использование способа и устройства для изготовления тиксозаготовок позволяет получать заготовки с гарантированными свойствами для формования крупногабаритных деталей ответственного назначения.
Гидравлический пресс
Штамп для штамповки крупногабаритных поршней
Штамп для тиксоштамповки крупногабаритных поршней
Штамповочно-экструзионный гидравлический пресс
Гидравлический пресс
Штамп для штамповки крупногабаритных поршней
Штамп для тиксоштамповки крупногабаритных поршней
Способ декорации стеклянных изделий
Способ изготовления поршня с упрочняющим нирезистовым кольцом методом твёрдожидкого формования

