Результат интеллектуальной деятельности: Способ изготовления поршня с упрочняющим нирезистовым кольцом методом твёрдожидкого формования
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано при производстве поршней двигателей внутреннего сгорания (ДВС) из алюминиевых сплавов с упрочняющими вставками методами твердожидкого формования.
Аналогом заявляемого способа является известный способ изготовления алюминиевых поршней ДВС с применением вставок из более твердых материалов, в которых выполняют канавки для поршневых колец, методом литья с кристаллизации под давлением (см. Липчин Т.Н. Получение заготовок поршней литьем с кристаллизацией под давлением. // Пермь: Из-во ТГУ. Перм. отд-ние, 1991, с. 117). Данный способ включает установку упрочняющих вставок в штамп, заливку в штамп алюминиевого расплава, формование и кристаллизацию под давлением.
Недостаток известного способа состоит в том, что не обеспечивается достаточная прочность поршня в целом в связи с возможными дефектами структуры.
Прототипом заявляемого способа является способ изготовления поршней ДВС методами твердожидкого формования, peo- и тиксоформования (Н.V. AtkinsonandP. J. Ward Thixoforming of Hypereutectic Al/Si Automotive Pistons. 2008. URL www.scientific.net/SSP.141-143.201). При этом предварительно полученную заготовку нагревают до твердожидкого состояния и устанавливают в формообразующую полость штампового инструмента, после чего за один рабочий ход инструмента выполняют формование изделия. Данный способ позволяет повысить эксплуатационные характеристики поршня в сравнении с технологией литья под давлением и значительно снизить количество возможных дефектов в изделии, характерных для литейных процессов, вплоть до их полного отсутствия.
Недостаток прототипа заключается в том, что недостаточно упрочненной остается зона канавки под первое компрессионное поршневое кольцо, к которой предъявляются повышенные требования прочности и износостойкости. Применение в этой зоне упрочняющего кольца сопряжено со сложностями ввиду низкой интенсивности адгезивного процесса между материалами упрочняющего кольца и твердожидким металлом заготовки, попадания оксидной пленки на границу раздела материалов упрочняющего кольца и заготовки, высокой вероятности разрушения упрочняющего кольца в процессе заполнения полости штампа твердожидким металлом, сложности точного позиционирования упрочняющего кольца и твердожидкой заготовки в штамповом пространстве.
Техническим результатом заявляемого способа изготовления поршней ДВС с нирезистовой вставкой является повышение эксплуатационных характеристик изделия в целом и упрочнение зоны канавки под первое компрессионное поршневое кольцо.
Технический результат заявляемого способа достигается тем, с глобулярной структурой получают заливкой глобулизированного расплавленного металла с использованием известных способов перемешивания (на графических изображениях не показано), например, электромагнитного или магнитогидродинамического, в емкость, выполненную в виде тонкостенного стакана с размещенным на выступах по его внутренней поверхности нирезистовым кольцом, обеспечивая таким образом условия для формирования необходимой адгезивной связи между материалами упрочняющей вставки и поршня, отсутствие оксидных включений на границе раздела материалов и формирование глобулярной структуры в заготовке. При этом точная установка упрочняющего кольца в заданной области тиксозаготовки и сходство геометрии нижнего торца тиксозаготовки с соответствующей областью заготовки поршня обеспечивает снижение нагрузки на упрочняющее кольцо вовремя формования, не допуская его разрушения в процессе формования.
После заливки емкости расплавленным металлом заготовку охлаждают до комнатной температуры и удаляют из стакана для последующего нагрева до твердожидкого состояния и штамповки, либо заготовку охлаждают в стакане до твердожидкого состояния, после чего сразу передают на штамповку.
Изобретение поясняется чертежами, на которых показаны:
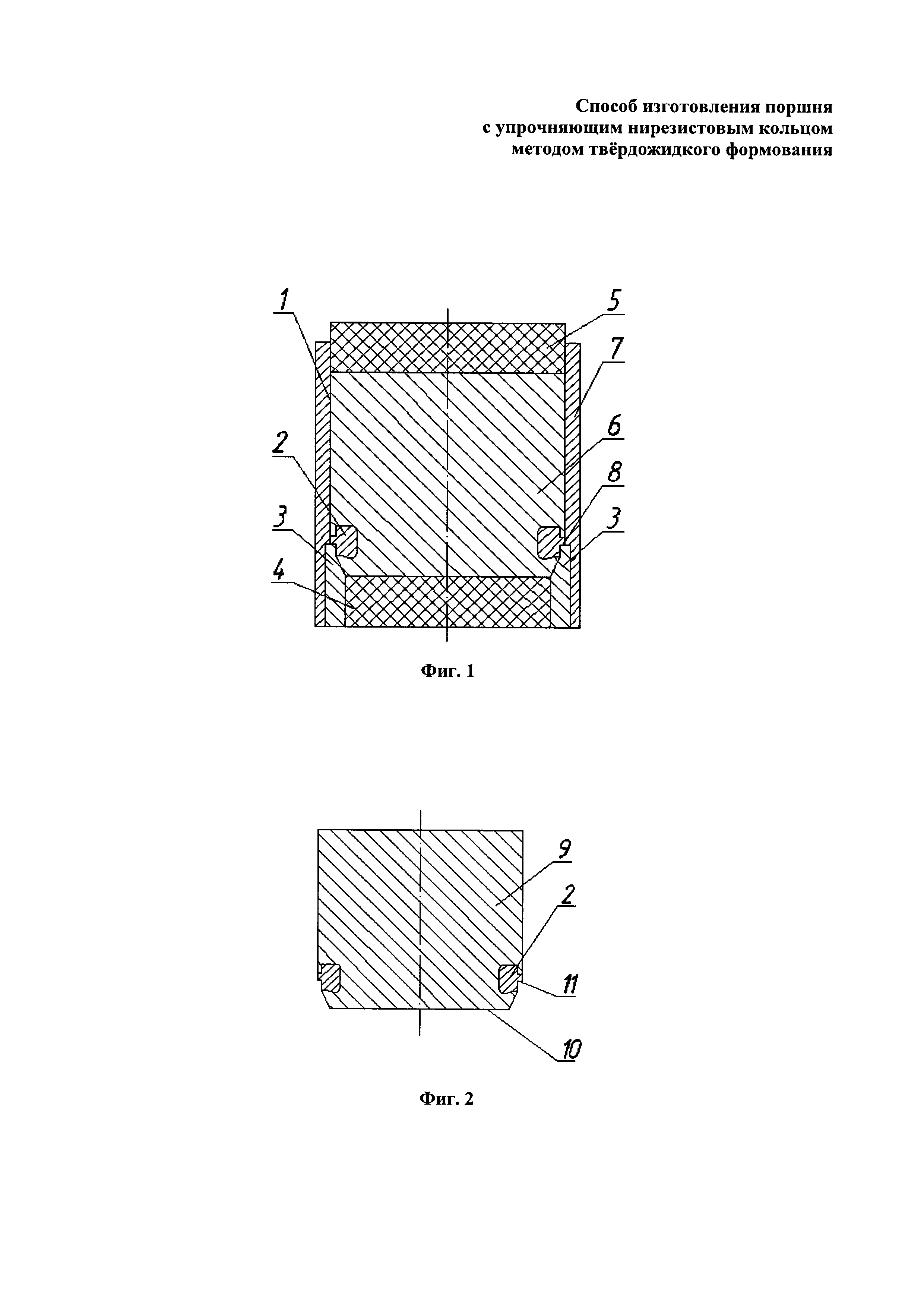
фиг. 1 - стакан для получения тиксозаготовок с нирезистовым кольцом, заполненный алюминиевым расплавом;
фиг. 2 - тиксозаготовка с упрочняющей вставкой
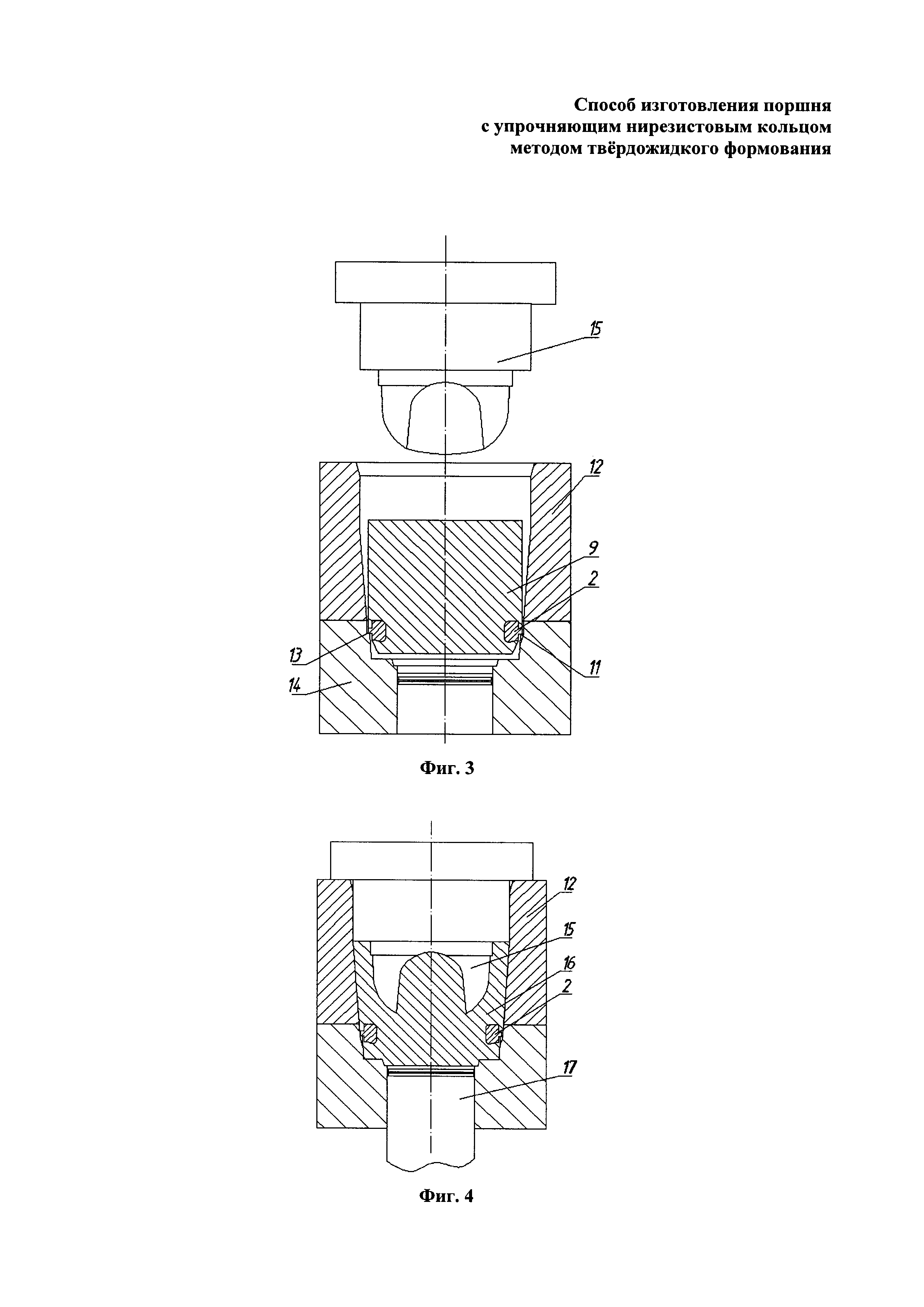
фиг. 3 - размещение тиксозаготовки в штампе;
фиг. 4 - окончание формования заготовки поршня;
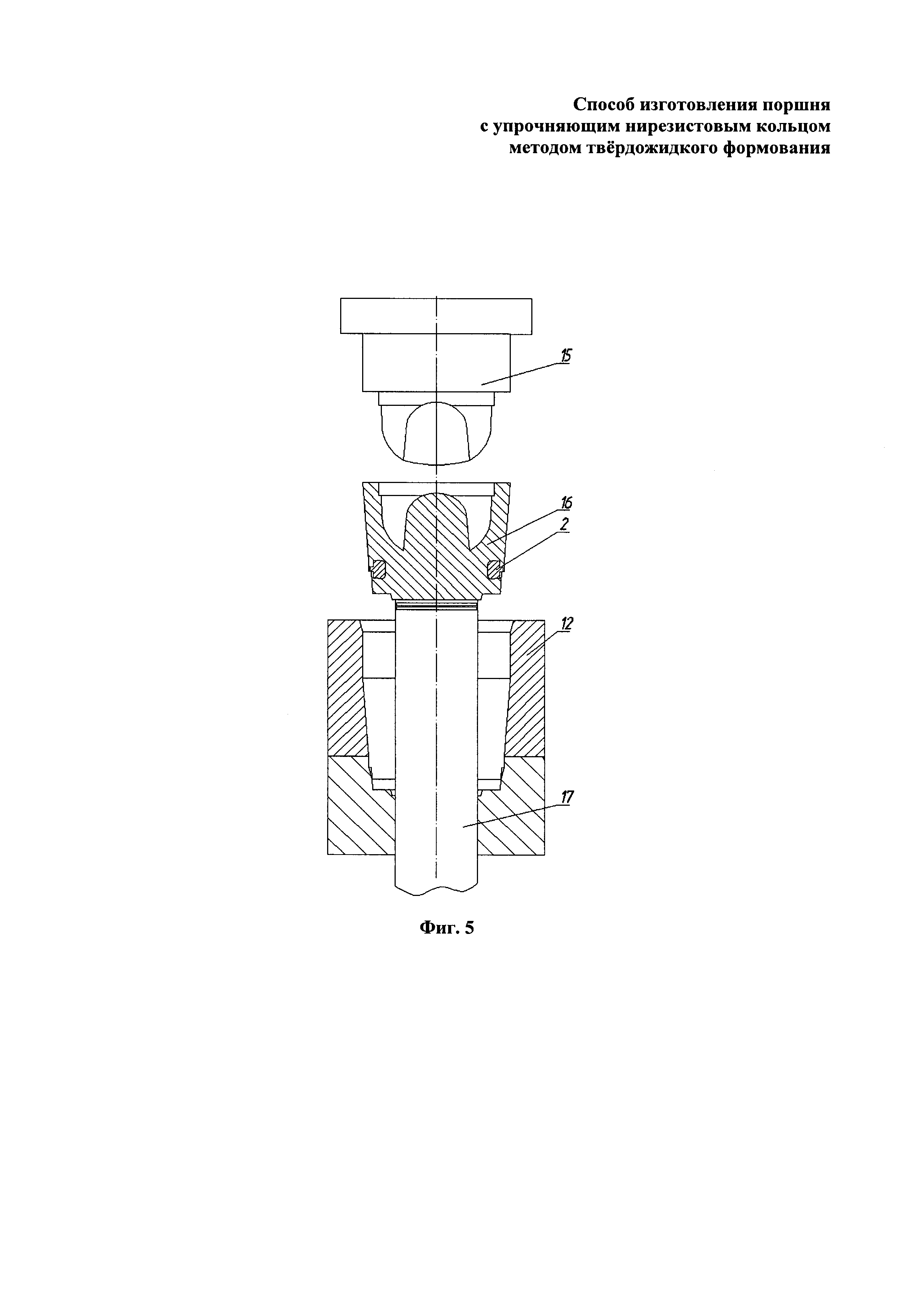
фиг. 5 - удаление заготовки поршня из штампа
Емкость 1 для получения тиксозаготовок с нирезистовым кольцом состоит из тонкостенной металлической трубы 7, с установленными в ее нижней части металлическим кольцом 3 и керамической вставкой 4, формирующими дно стакана. При этом геометрия дна стакана приближена к геометрии дна матрицы штампа, что позволяет получить тиксозаготовку с нижней торцевой поверхностью приблизительно повторяющей геометрию дна заготовки поршня. На выступы 8 кольца 3 устанавливают упрочняющую вставку 2, после чего заполняют емкость 1 алюминиевым расплавом 6 с использованием известных способов перемешивания и глобулизации структуры, например, электромагнитное или магнитогидродинамическое перемешивание. После заполнения емкости 1 ее верхний торец закрывают керамической вставкой 5. Применение тонкостенной металлической трубы 7 и керамических вставок 4, 5 создают условия затрудненного теплоотвода по торцам тиксозаготовки и обеспечивают оптимальные условия для формирования однородной глобулярной микроструктуры материала тиксозаготовки. После кристаллизации алюминиевого расплава емкость 1 опускают в воду для охлаждения. Полученная тикозаготовка 9 имеет нижнюю торцевую поверхность 10, приблизительно повторяющую геометрию дна заготовки поршня. При этом выступающая часть упрочняющего кольца 2 служит опорной поверхностью 11 при установке тиксозаготовки 9 в штамп. Таким образом обеспечиваются условия минимального течения металла тиксозаготовки 9 в области установки упрочняющего кольца в процессе формования заготовки поршня.
На втором этапе предлагаемого способа изготовления поршней ДВС с упрочняющей вставкой полученную тикозаготовку 9 нагревают в печи до температуры тиксоформования, после чего устанавливают в предварительно нагретый штамп 12, таким образом, чтобы поверхность 11 тиксозаготовки 9 опиралась на поверхность выступов 13 матрицы 14. После установки тиксозаготовки 9 в штамп 12 выполняют формования рабочим ходом пуансона 15. Кристаллизацию полученной заготовки поршня 16 выполняют под давлением посредством приложения усилия со стороны пуансона 15 и выталкивателя 17. После полной кристаллизации заготовку поршня 16 с упрочняющей вставкой 2 извлекают из штампа 12 ходом выталкивателя 17.
При нагреве тиксозаготовки в инертной среде, например, в аргоне, снижается интенсивность образования окислов на поверхности заготовки и, как следствие, снижается вероятность попадания окислов с поверхности в тело заготовки поршня во время формования, что положительным образом сказывается на качестве получаемого изделия.
Штамповочно-экструзионный гидравлический пресс
Гидравлический пресс
Окучник дисковый
Штамп для штамповки крупногабаритных поршней
Штамп для тиксоштамповки крупногабаритных поршней
Способ и устройство для изготовления тиксозаготовок

