Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, более конкретно к прокатке заготовок сплошного сечения валками, расположенными с наружной поверхности изделия, и с осями, не перпендикулярными его оси, совмещенной с прошивкой глухого отверстия посредством центральной оправки.
Уровень данной области техники характеризует способ, описанный в книге Б.А. Романцева и др. Изготовление полых профилированных заготовок, М., НПО «Информ Тэи», 1992 г., с. 199, который по технической сущности и числу совпадающих признаков выбран в качестве наиболее близкого аналога предложенного устройства.
Известное устройство изготовления заготовок корпусов артиллерийских снарядов содержит механизированный стеллаж, нагреватель прутков, пресс-ножницы, нагреватель штучных заготовок, стан винтовой прокатки, устройство калибровки донной части (подпрессовщик) и протяжной стан, включающий устройство зарядки оправки в заготовку формы стакан, цепной проталкиватель, блок трехвалковых клетей с устройством доворота валков, извлекатель оправок, средства транспортных оправок.
Механизмы и устройства для изготовления цилиндрических заготовок формы стакан связаны транспортирующими устройствами, оснащены приборами контроля температуры и геометрических параметров обрабатываемых заготовок и средствами автоматизации операций.
Заготовки корпусов снарядов формы стакан в известном устройстве получают по следующей технологической схеме:
- рубка прутка на мерные заготовки;
- обкатка заготовки с зацентровкой в стане винтовой прокатки;
- прошивка зацентрованной заготовки в стакан с дном на стане винтовой прокатки;
- калибровка донной части стакана (подпрессовка);
- протяжка стакана на оправке в стане прокатки;
- охлаждение готовой заготовки;
- контроль геометрических параметров и состояния поверхности.
Недостатком известного автоматизированного устройства является его громоздкость и неудовлетворительное качество получаемых заготовок ответственных изделий - корпусов малокалиберных снарядов - из-за высокой разностенности каморы, ось которой не совпадает с продольной осью заготовки, и низкие показатели их прочности, что соответственно резко снижает кучность стрельбы и осколочность боеприпасов.
Кроме того, полученные заготовки в известном устройстве характеризуются овальностью формы и граненностью поверхности, что требует дополнительной механической доработки, удорожающей серийное производство.
Технической задачей, на решение которой направлено настоящее изобретение, является упрощение конструкции устройства, автоматическое функционирование которого обеспечит сокращение цикла при повышении геометрической точности заготовок формы стакан, а также их прочностных характеристик.
Требуемый технический результат достигается тем, что известное устройство для изготовления цилиндрических заготовок формы стакан, включающее установленные в технологической последовательности устройства отделения от прутка штучных мерных заготовок, индукционного нагрева, трехвалковый стан прокатки, формирующий заготовку формы стакан, механизмы калибровки дна и стенки заготовки и устройство охлаждения, отличается тем, что устройство отделения штучных мерных заготовок совмещено с устройством зацентровки их торца и выполнено в виде обрабатывающего центра, за которым размещено вибробункерное загрузочное устройство с механизмом продольного ориентирования заготовок относительно профиля торца, а матрица механизма калибровки дна заготовки, в примыкании к съемнику, и контейнер с рядом прецизионных колец смонтированы на двухпозиционной поворотной плите, установленной на раме, несущей ходовой винт с центральным пуансоном-оправкой, гайка которого кинематически связана с реверсивным приводом, при этом на линии центров калибровочного инструмента смонтирован приводной выталкиватель, совмещаемый с центрирующей втулкой рамы.
Отличительные признаки предложенного технического решения сформировали компактное автоматическое устройство полного цикла механической обработки и горячей формовки заготовки корпусов малокалиберных снарядов повышенной геометрической точности и заданных прочностных характеристик.
Совмещение операций мерного отделения от прутка штучных заготовок и зацентровки их торца в обрабатывающем центре обеспечило повышение геометрической точности длины отрезаемой заготовки и перпендикулярность ее торцов продольной оси, при коаксиальном расположении зацентровочного отверстия образующей прутка для продольного направления по оси заготовки штампового инструмента, формирующего продольное глухое отверстие - камору корпуса снаряда.
Размещение за обрабатывающим центром загрузочного устройства (ВБЗУ) необходимо для формирования из хаотичного навала заготовок в бункере продольно ориентированного потока заготовок.
Обеспечивается тем самым подача в последующее технологическое оборудование заготовок, ориентированных зацентровкой назад, что необходимо для автоматического совмещения с центральной оправкой стана прокатки.
Размещение матрицы механизма калибровки дна заготовки и контейнера, несущего ряд прецизионных колец, на общей двухпозиционной поворотной относительно линии центров штампового инструмента плите, установленной на силовой раме, позволило проводить эти операции за один установ на оправке-пуансоне, что исключило образование овалов и гранений формируемой каморы, коаксиальной наружной поверхности заготовки.
Деформация стенки заготовок происходит в калиброванном зазоре между соосными матрицей и оправкой, а дно чеканится оправкой на съемном упоре.
Деформирование наружного профиля заготовок продавливанием через калибрующие кольца контейнера с последовательно уменьшающимся диаметром резко снизило усилия деформации металла стенки и нагрузку на прецизионный инструмент, обеспечив при этом повышение точности формируемого центрирующего утолщения корпуса снаряда.
Крепление калибрующего пуансона-оправки на ходовом винте, точная подача и отведение которого осуществляется посредством его гайки, кинематически связанной с приводом реверсивного вращения, обеспечивает соосность последовательного совмещения с позиционируемыми на линии центров калибрующими матрицей и кольцами контейнера, а также автоматическое извлечение оправки после проведения калибровки.
При этом точное последовательное позиционирование оси калибрующей матрицы и контейнера с прецизионными кольцами на линии центров устройства калибровки обеспечивается совмещением приводного выталкивателя с центрирующей втулкой поворотной плиты, обеспечивающей тонкую радиальную доводку поворотной плиты.
Примыкающий к инструментальному блоку поворотной плиты съемник синхронизирован с реверсом ходового винта, извлекающего оправку из откалиброванной каморы, для автоматического выталкивания обработанной заготовки в отводящий желоб.
Следовательно, каждый существенный признак необходим, а их совокупность в устойчивой взаимосвязи является достаточной для достижения новизны качества, не присущей признакам в разобщенности, то есть поставленная техническая задача решена не суммой эффектов, а новым эффектом суммы признаков.
Проведенный сопоставительный анализ предложенного технического решения с выявленными аналогами уровня техники, из которого изобретение явным образом не следует для специалиста по винтовой прокатке, показал, что оно неизвестно, а с учетом возможности промышленного изготовления автоматического устройства на действующем производстве можно сделать вывод о соответствии условиям патентоспособности.
Сущность изобретения поясняется чертежами, которые имеют чисто иллюстративное назначение и не ограничивает объема притязаний совокупности признаков формулы.
На чертежах изображено:
на фиг. 1 - планировочная схема компоновки устройства;
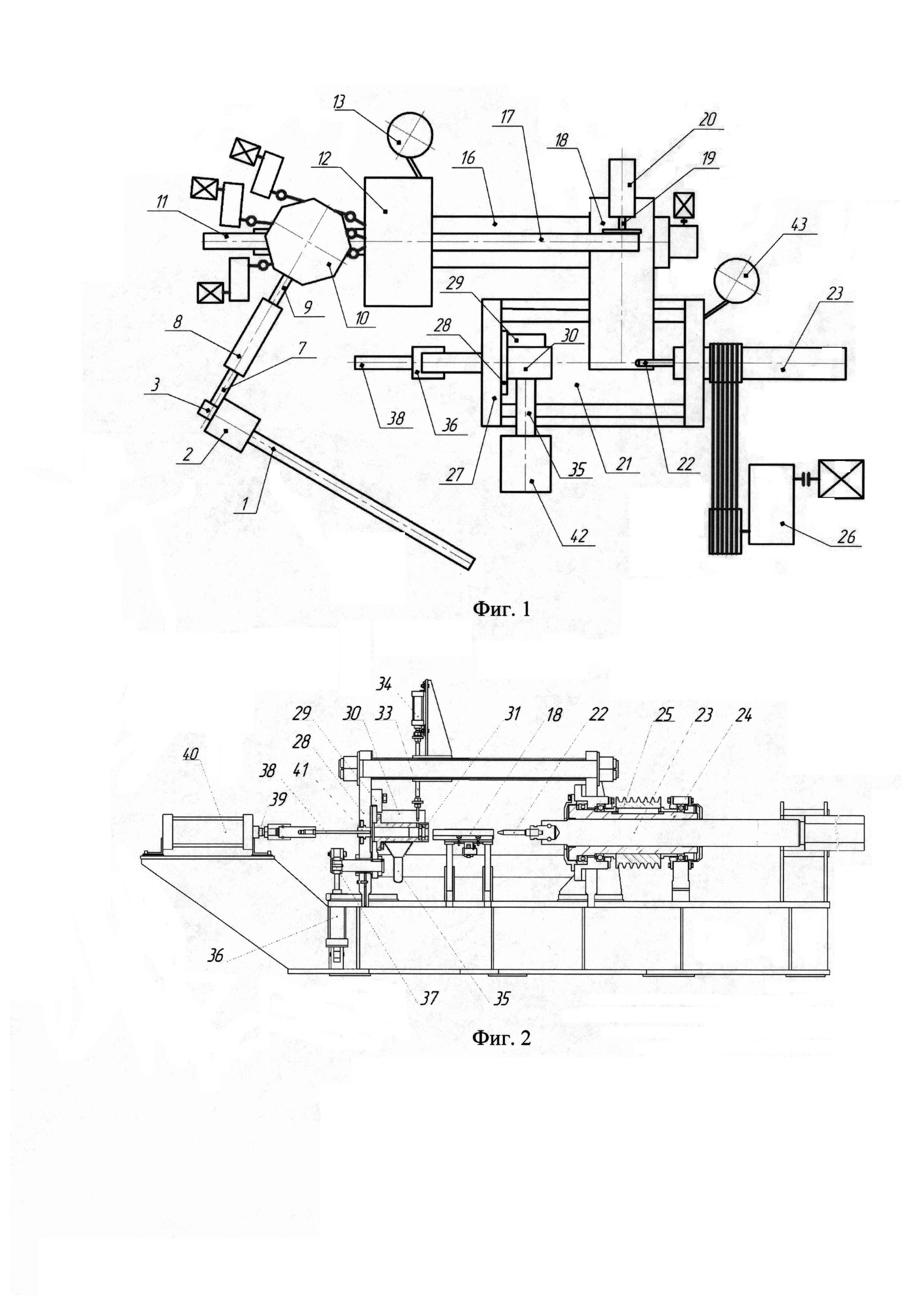
на фиг. 2 - устройство совмещенного калибрования заготовки;
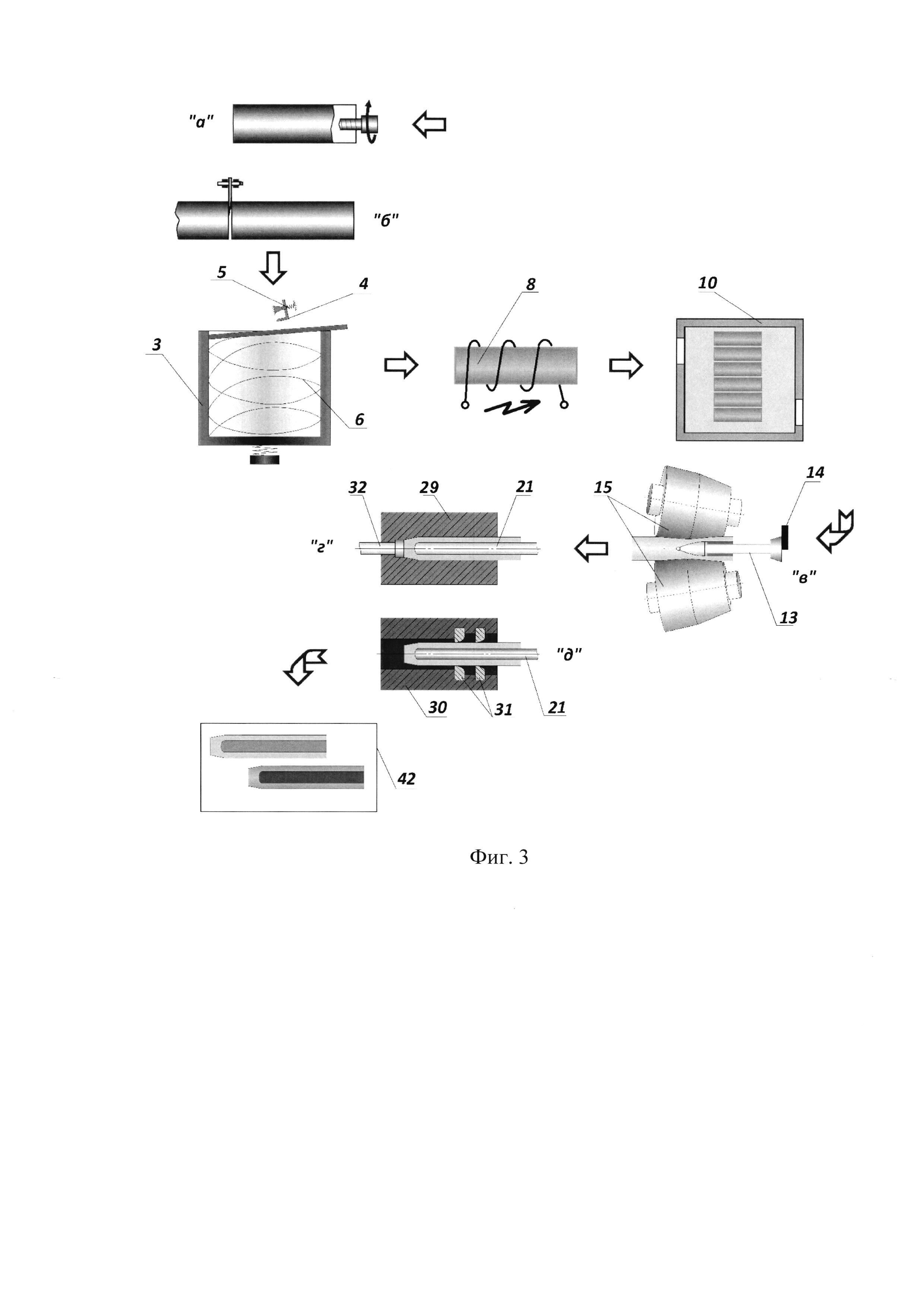
на фиг. 3 - технологическая схема изготовления изделий формы стакан.
Устройство для изготовления цилиндрических заготовок формы стакан для корпусов малокалиберных снарядов включает последовательно установленные в технологической последовательности позиции: по конвейеру 1 заготовки поступают в вибробункерное загрузочное устройство 2 (ВБЗУ), оснащенное кантователем 3.
Кантователь 3, предпочтительно, выполнен (фиг. 3) в форме профильного рычага 4, нагруженного пружиной 5, и смонтирован на выходе спирального периферийного лотка 6.
Конвейер 7 сообщается с индуктором 8 нагрева заготовок, связанным конвейером 9 с устройством 10 термостатирования, где в изолированной среде при временной выдержке происходит равномерное распределение температуры в объеме металла заготовок перед операцией формирования каморы.
Из термостата 10 толкателем 11 нагретые заготовки поштучно в продольно ориентированном положении перемещаются в стан 12 прокатки, где профилированной оправкой 13, размещенной в торцевой их зацентровке, посредством жесткого приводного упора 14 заготовка подается в инструментальный блок (фиг. 3, в) стана 12 прокатки между его тремя валками 15, при базировании заготовки на центральной оправке-пуансоне 13 в торцовой зацентровке. В результате прокатки формируется центральное глухое отверстие заготовки формы стакан, то есть камора корпуса снаряда.
На выходной стороне 16 (фиг. 1) стана 12 прокатки из объемно деформированной заготовки извлекается оправка 13 (условно не показано), и конвейером 17 свободная заготовка подается в лоток 18, по которому заготовка штоком 19 цилиндра 20 подается на линию центров устройства 21 калибровки.
Центральный пуансон 22 устройства 21 калибровки смонтирован на ходовом винте 23 (фиг. 2), на гайке 24 которого жестко зацеплен шкив 25, кинематически связанный с реверсивным приводом 26 продольной его подачи.
На силовой раме 27 подвижно смонтирована поворотная плита 28, несущая симметрично закрепленные матрицу 29 подпрессовки дна заготовки и контейнер 30 с рядом прецизионных колец 31 (фиг. 3), диаметр которых последовательно уменьшен до номинального значения центрирующего утолщения корпуса снаряда.
В матрице 29 жестко установлен упор 32, а к контейнеру 30 примыкает съемник 33 (фиг. 2) с цилиндром 34 подачи заготовок в отводящий желоб 35.
На раме 27 установлен цилиндр 36, который через кривошип 37 связан с поворотной плитой 28 относительно линии центров устройства 21 калибрования.
Соосно ходовому винту 23, за устройством 21 калибрования, установлен выталкиватель 38, закрепленный на штоке 39 цилиндра 40 и который центрируется в направляющей втулке 41, смонтированной в раме 27 соосно линии центров устройства 21 калибрования.
Установленный за контейнером 30 отводящий желоб 35 сопряжен с устройством 42 (фиг. 1 и 2) ступенчатого контролируемого охлаждения изготовленных заготовок.
Пуансон-оправка 13 стана 12 и пуансон 22 калибрующего устройства 21 оснащены механизмом 43 межоперационной смазки и охлаждения (фиг. 1).
Функционирует предложенное устройство следующим образом.
Зацентрованные заготовки конвейером 1 подаются в бункер ВБЗУ 2, где происходит их продольное ориентирование на спиральном периферийном лотке 6 и подъем на высоту подачи в индуктор 8.
На выходе из ВБЗУ 2 заготовки взаимодействуют с механизмом 3 вторичного продольного ориентирования, профильный рычаг 4 (крючок) которого отклоняется монолитным торцом заготовки, после прохода которой под действием пружины 5 рычаг 4 возвращается в исходное положение.
Если заготовка расположена на лотке 6 зацентровкой вперед, то ее полость геометрически замыкается крючком рычага 4, отклоняя заготовку от траектории движения, в результате чего она кантуется - пространственно переворачивается, ориентируясь глухим торцом вперед.
Далее конвейером 7 заготовка подается в индуктор 8, где она нагревается до температуры 950-1000°C для последующей объемной деформации.
Нагретые заготовки по конвейеру 9 подаются в термостат 10, в котором выдерживаются в течение 3-10 минут для выравнивания температуры в объеме металла.
Из термостата 10 заготовки поштучно с заданным циклом перемещаются толкателем 11 в прокатный стан 12, где заготовка устанавливается торцевой зацентровкой на оправку 13, между тремя прокатными валками 15, формирующими камору корпуса снаряда - глухое центральное отверстие.
Затем сформированная заготовка снимается с оправки 13 на конвейер 17, который подает его в лоток 18 под цилиндр 20.
Штоком 19 цилиндра 20 заготовка перемещается на линию центров устройства 21 калибрования, где центральный пуансон 22 ходового винта 23 совмещается с ее глухим отверстием и проталкивает заготовку в матрицу 29 до упора 32, на котором происходит подпрессовка дна, нормально продольной оси заготовки, то есть осуществляется калибровка по форме и размерам.
Далее ходовым винтом 23, реверсируемым от привода 26, пуансон 22 выводится из заготовки, извлекается упор 32, после чего цилиндром 36 посредством кривошипа 37 поворачивается плита 28, в результате чего на линии центров устройства 21 устанавливается контейнер 30.
Осевое положение контейнера 30 фиксируется выталкивателем 38, который совмещается, при мерной подаче цилиндром 40, с центрирующей втулкой 41 рамы 27.
Затем заготовка пуансоном 22 подается сквозь калибрующие кольца 31 контейнера 29, в результате чего последовательной объемной деформацией утоняется стенка заготовки, зафиксированной на оправке-пуансоне 22. При этом диаметр заготовки калибруется в соответствии с размером центрирующего утолщения корпуса снаряда.
При реверсе ходового винта 20 сформированная заготовка фиксируется от продольного перемещения съемником 33, а оправка-пуансон 22 выводится из ее каморы, при этом свободная заготовка по желобу 35 поступает в устройство 42 охлаждения.
В устройстве 42 заготовка охлаждается ступенчато: со скоростью 150-200°C/с до температуры 750-800°C, а затем до комнатной температуры на воздухе.
В результате контролируемого охлаждения в металле заготовки исключается рост зерна и предотвращается разупрочнение.
Результаты испытаний опытных образцов и макетов модернизированных устройств по изобретению позволяют рекомендовать автоматическое устройство для практического использования при серийном изготовлении корпусов малокалиберных снарядов и для промышленного изготовления автоматических устройств по заказу потребителей.
Устройство для изготовления цилиндрических заготовок в форме стакана, содержащее установленные в технологической последовательности бункер, транспортер, печь индукционного нагрева, трехвалковый прокатный стан, формирующий заготовку в форме стакана, механизм калибровки заготовки и устройство охлаждения, отличающееся тем, что оно снабжено обрабатывающим центром, выполненным в виде устройства отделения штучных мерных заготовок, совмещенного с устройством зацентровки их торца, размещенным за обрабатывающим центром загрузочным устройством с механизмом продольного ориентирования заготовок относительно профиля торца, и двухпозиционной поворотной плитой, установленной на раме, имеющей центрирующую втулку и несущей ходовой винт с центральным пуансоном-оправкой, гайка которого кинематически связана с реверсивным приводом, при этом на двухпозиционной поворотной плите смонтированы матрица механизма калибровки, примыкающая к съемнику, и контейнер с рядом прецизионных колец, а на линии центров механизма калибровки смонтирован приводной выталкиватель, совмещенный с центрирующей втулкой рамы.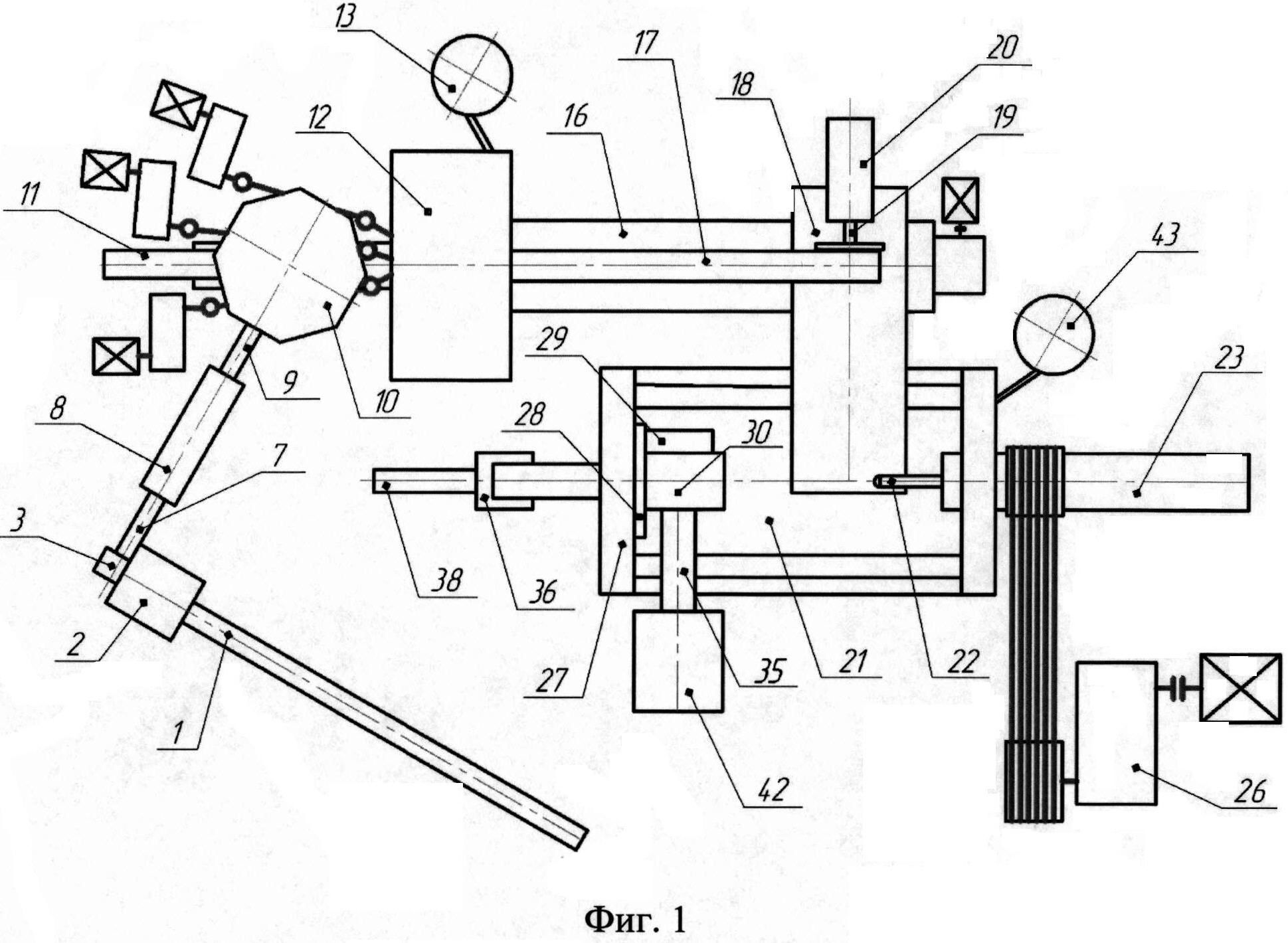
Автоматизированное устройство для охлаждения образцов в процессе проведения длительных усталостных испытаний сварных образцов при низких температурах
Способ получения бесшовных труб
Способ диагностики вида аэроупругих колебаний рабочих лопаток осевой турбомашины
Роторный узел для газотурбинного двигателя
Тепловой двигатель
Способ одновременного измерения дальности, скорости и ускорения малоскоростной маневрирующей воздушной цели в импульсно-доплеровских радиолокационных станциях при высокой частоте повторения импульсов и линейной частотной модуляции
Способ приготовления стекольной шихты
Устройство для измерения параметров изгибных пьезокерамических преобразователей
Способ обнаружения, измерения дальности и скорости низколетящей малоскоростной цели в импульсно-доплеровских радиолокационных станциях при высокой частоте повторения импульсов и инвертируемой линейной частотной модуляции
Винто-рулевая колонка судна
Блокирующий механизм
Способ определения площади контакта оправки и заготовки при винтовой прошивке
Способ раскатки трубных заготовок
Телеметрический снаряд
Датчик угла крена на базе волнового твердотельного гироскопа с металлическим резонатором
Способ винтовой прокатки
Стан винтовой прокатки
Стан винтовой прокатки
Способ оценки длины волокна заготовки при плоском деформированном состоянии
Способ прогнозирования разрушения заготовок в процессе обработки металлов давлением

