Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ИСПОЛНИТЕЛЬНЫМ ОРГАНОМ СТАНКА, ИМЕЮЩИМ НЕ МЕНЕЕ ТРЕХ СТЕПЕНЕЙ СВОБОДЫ
Вид РИД
Изобретение
Изобретение относится к автоматическому управлению и регулированию на металлорежущих станках и может быть использовано для построения системы позиционирования исполнительных органов станков бесконтактным методом с получением актуальной информации о текущем пространственном положении исполнительных органов станка.
Известными ранее позиционирующими системами, например для промышленных роботов, управляют так же, как станками с числовым программным управлением, т.е. блок управления позиционированием получает значения входных данных от информационно-измерительной системы, связанной с приводными механизмами системы, после чего блок управления передает управляющую информацию, касающуюся положения в трех измерениях, скорости вращения и другого движения, позиционирующему элементу с его подвижным органом.
Это управление происходит совершенно независимо от положения объекта воздействия. Все движения и положения позиционирующей головки предполагают, что объект воздействия находится в определенном положении и имеет определенные размеры. Крепление обрабатываемой детали и расположение всех ее частей определяет, таким образом, допуски при обработке. Регулировка должна быть выполнена, например, при изменении температуры, износе подшипников и при влиянии других факторов, оказывающих отрицательное воздействие на первоначально предусмотренное взаимное расположение объекта воздействия и подвижного органа. Это является значительным недостатком существующих систем.
Известен способ позиционирования для производственной системы позиционирования подвижного органа относительно объекта воздействия, содержащей позиционирующее устройство с позиционирующим блоком, блоком управления позиционированием позиционирующего блока и управляющей информационной системой блока управления позиционированием, включающий регистрацию и определение пространственного положения подвижного органа относительно объекта воздействия с использованием целеуказателей (Юревич Е.И. и др. Устройство промышленных роботов, Ленинград, Машиностроение, 1980, с. 304-307, рис. VII. 5). Из того же источника известно позиционирующее устройство производственной системы позиционирования подвижного органа относительно объекта воздействия, содержащее позиционирующий блок, блок управления позиционированием позиционирующего блока, управляющую информационную систему блока управления позиционированием и целеуказатели. Однако известные способ и устройство не обеспечивают достаточной точности позиционирования подвижного органа относительно объекта воздействия.
Наиболее близким к заявленному - прототипом - является устройство для управления исполнительным органом станка, имеющим не менее трех степеней свободы, содержащее измерительный блок, определяющий координаты пространственного положения исполнительного органа в рабочей зоне станка, позиционирующий блок и блок управления, выполненный с возможностью обработки данных измерительного блока и подачи команд на позиционирующий блок, при этом выход измерительного блока связан с входом блока управления, выход которого связан с входом позиционирующего блока (патент РФ №2009764 С1, опубл. 30.03.1994).
К недостаткам прототипа следует отнести невысокую точность позиционирования исполнительного органа станка относительно объекта воздействия.
Задачей изобретения является повышение точности позиционирования исполнительного органа станка относительно объекта воздействия для управления роботами или другими системами, такими как упомянутые выше, при решении различных задач с применением электрооптической фотограмметрической информационно-измерительной системы.
Технический результат - повышение точности позиционирования исполнительного органа станка путем измерения пространственных координат измерительных маркеров, закрепленных на поверхности исполнительного органа станка.
Поставленная задача решается, а технический результат достигается тем, что в устройстве для управления исполнительным органом станка, имеющем не менее трех степеней свободы, содержащем измерительный блок, определяющий координаты пространственного положения исполнительного органа в рабочей зоне станка, позиционирующий блок и блок управления, выполненный с возможностью обработки данных измерительного блока и подачи команд на позиционирующий блок, при этом выход измерительного блока связан с входом блока управления, выход которого связан с входом позиционирующего блока, измерительный блок выполнен в виде не менее трех измерительных маркеров, размещенных на исполнительном органе станка, и фотокамер, выполненных с возможностью фиксации изображений маркеров, в количестве n=i+5, где n - количество фотокамер, i - количество степеней свободы исполнительного органа станка, оптимально, когда фотокамеры установлены вне рабочей зоны станка с образованием вершин правильного многогранника с количеством вершин равным n, а их оптические оси ориентированы на геометрический центр упомянутого многогранника.
Принципиальным отличием является то, что измерительный блок выполнен в виде не менее трех измерительных маркеров, предназначенных для размещения на исполнительном органе станка, и фотокамер, предназначенных для фиксации изображений маркеров для последующего расчета пространственных координат исполнительного органа станка, в количестве n=i+5. При этом фотокамеры системы установлены с образованием правильного многогранника с n вершинами и ориентированы на геометрический центр многогранника.
Таким образом, для систем, обладающих тремя степенями свободы, необходимое количество фотокамер для охвата рабочей зоны, в общем случае составляет восемь, фотокамеры располагаются в вершинах куба и ориентированы на геометрический центр куба. Рабочая зона полностью помещается внутри пространства куба. Такое расположение фотокамер позволяет добиться того, чтобы каждый измерительный маркер попадал в поле зрения как минимум двух фотокамер, что является достаточным для определения координат данных маркеров при помощи технологии фотограмметрии (см., например, http:/slovari.yandex.ru/фотограмметрия/БСЭ/Фотограмметрия/). При этомхарактеры перемещения промышленной установки (станка или промышленного робота) не являются принципиальными и позволяют, в том числе, работать в декартовой, сферической, цилиндрической и других системах координат.
Принцип фотограмметрии позволяет определять пространственные координаты измерительного маркера, в случае если он попадает в поле зрения не менее двух фотокамер измерительной системы. Каждая фотокамера, имеющая прямоугольную область изображения, обладает областью зрения в форме усеченной пирамиды. Таким образом, система из двух фотокамер образует рабочую зону (пространство) в виде пересечения двух усеченных пирамид в пространстве, при этом рабочая зона промышленной установки должна помещаться в рабочую зону фотограмметрической системы. Однако в случае, если промышленная установка работает не в декартовой системе координат, а, скажем, в сферической или цилиндрической (т.е. содержит вращательные движения приводных механизмов), даже если рабочее пространство промышленной установки помещается в рабочем пространстве фотограмметрической измерительной системы, возможны ситуации, когда измерительные маркеры будут ориентированы в направлениях, ортогональных или противоположных главной оптической оси одной из двух фотокамер, что приведет к невозможности измерения координат измерительных маркеров. Для исключения подобной ситуации предлагается количество фотокамер не менее заявленных n=i+5 и расположение фотокамер в вершинах правильного многогранника с ориентацией главных оптических осей в геометрический центр многогранника.
При увеличении числа степеней свободы производственной системы, ее исполнительным органам сообщается дополнительные возможности перемещения в рабочем пространстве, что может привести к снижению точности определения координат измерительных маркеров, а следовательно, и снижению точности позиционирования исполнительного органа станка в связи со значительным увеличением угла, образованного главной оптической осью камеры и нормалью к плоскости измерительного маркера. Указанные отклонения провоцируют снижение точности в связи со значительными проективными искажениями, вследствие которых круглые измерительные маркеры проецируются в плоскость проекции фотокамеры в виде эллипсов, при этом центры эллипсов не соответствуют центрам измерительных маркеров исходя из норм геометрии аффинного пространства, что, в конечном счете, приводит к увеличению погрешности распознавания измерительных маркеров. Увеличение количества фотокамер при увеличении числа степеней свободы позиционирующей системы, способствует повышению точности позиционирования исполнительного органа и расширению зоны охвата фотокамерами рабочего пространства производственной системы в связи с тем, что снижается угол отклонения главной оптической оси фотокамеры от нормали к плоскости измерительного маркера, таким образом, минимизируется погрешность определения координат центров измерительных маркеров, обусловленная проективными искажениями изображений маркеров.
Необходимым минимальным количеством измерительных маркеров является три, так как три точки однозначно определяют плоскость в пространстве. Учитывая наличие погрешностей распознавания измерительных маркеров, увеличение количества измерительных маркеров, позволяет, используя статистические методы повышения точности, снизить степень влияния погрешности распознавания каждого отдельного измерительного маркера на процесс позиционирования исполнительного органа станка. Например, при определении положения исполнительного органа станка по результатам измерения координат трех измерительных маркеров с известными погрешностями (0,3 мм; 0,04 мм; 0,035 мм, где координаты первого маркера являются грубым выбросом), итоговое среднеквадратическое значение погрешности определения положения исполнительного органа составит 0,031 мм. Если для определения положения исполнительного органа использовать четыре маркера, погрешность определения координат каждого из маркеров составляет (0,3 мм; 0,04 мм; 0,035 мм; 0,037 мм, где координаты первого маркера являются грубым выбросом), итоговое среднеквадратическое значение погрешности определения положения исполнительного органа составит 0,024 мм, что на 22,6% ниже случая с тремя измерительными маркерами.
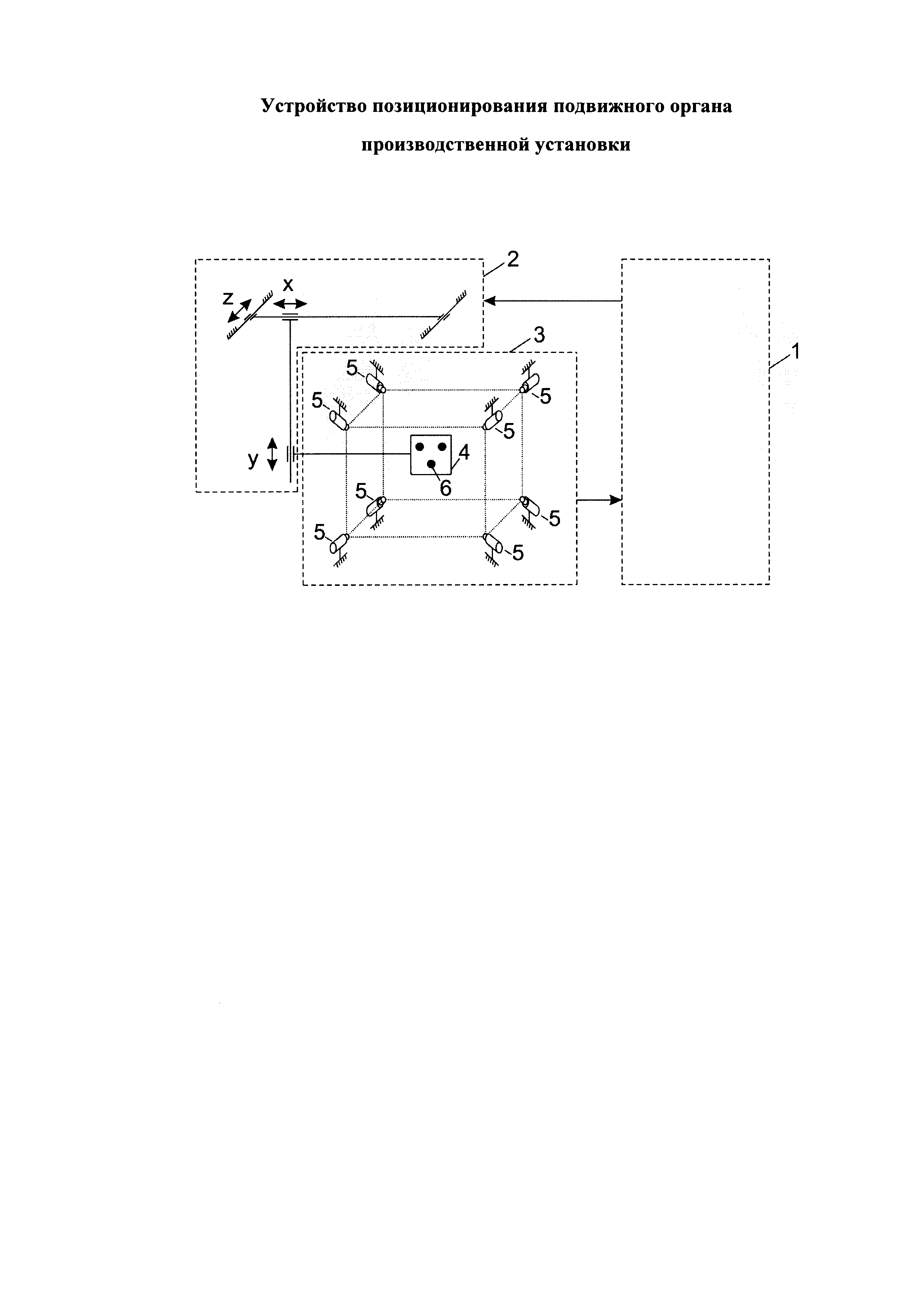
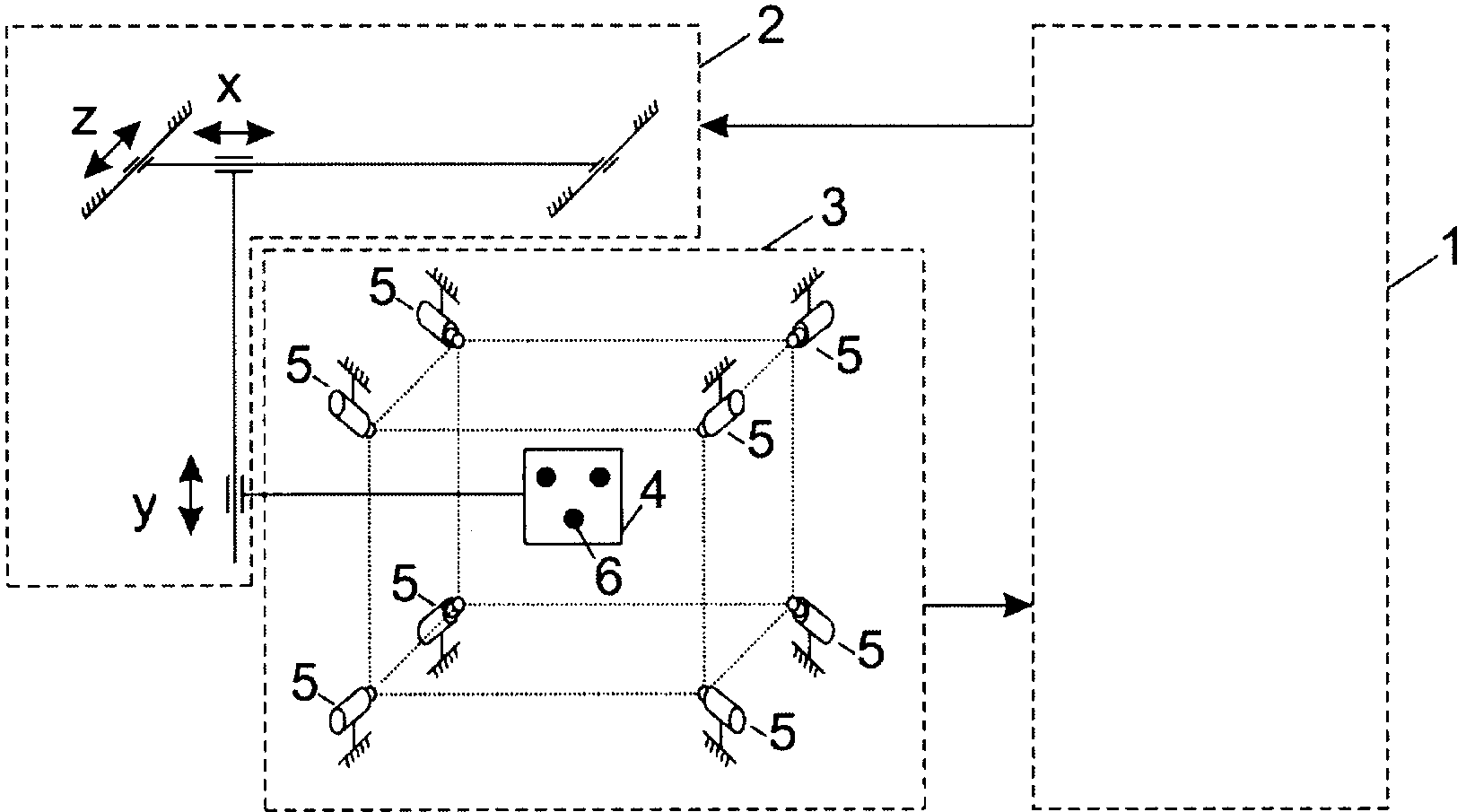
Устройство для управления исполнительным органом станка, имеющим не менее трех степеней свободы, поясняется графическим материалом, где на чертеже изображена блок-схема устройства.
Заявленное устройство содержит блок управления 1, обрабатывающий данные измерительного блока и управляющий перемещениями приводных механизмов позиционирующего блока 2. Информация о перемещениях механизмов позиционирующего блока измеряется измерительным блоком 3, работающим с использованием принципов фотограмметрии. Измерение пространственного расположения позиционирующей головки 4 производится посредством фотографирования фотокамерами 5 измерительных маркеров 6 и вычисления их пространственных координат.
Устройство образует управляющую систему, которая обеспечивает корректировки пути перемещения позиционирующего блока и позиционирующей головки и/или непосредственно рассчитывает скорректированные положения на основе требуемых положений и наблюдаемых положений.
Конкретный вариант осуществления настоящего изобретения представляется в виде применения предложенного устройства на портальном фрезерном станке с числовым программным управлением, оснащенным приводными механизмами, осуществляющими перемещения фрезерной головки вдоль трех осей декартовой системы координат (см. чертеж). Измерительные маркеры, в таком случае размещаются на консоли, осуществляющей вертикальное перемещение, на конце которой закреплена фрезерная головка. При этом фотокамеры фотограмметрической измерительной системы размещаются вне рабочей зоны станка в вершинах правильного пространственного восьмиугольника (куба), т.к. указанный станок обладает тремя степенями свободы. В случае совпадения направлений координатных осей системы координат станка и системы координат фотограмметрической измерительной системы, коррекция перемещений приводных механизмов по соответствующим координатным осям производится по фактической разности номинальных и измеренных величин перемещений вдоль соответствующих осей до момента минимизации указанной разности.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к автоматическому управлению и регулированию на металлорежущих станках, и может быть использован для построения системы управления станком с применением данных о пространственном расположении исполнительного органа станка, по результатам измерения пространственных координат измерительных маркеров, жестко связанных с исполнительным органом станка;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы полезной модели, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки и известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Инструмент для обработки отверстий
Порошковая композиционная смесь для лазерной наплавки на металлическую подложку
Способ получения нанокомпозита из керамического порошка
Бесшаботный молот
Устройство для получения изделий из композиционных порошков
Способ изготовления изделий сложной формы из порошковых систем
Способ получения композиционного материала на основе алюминиевого сплава
Способ изготовления композитных керамических изделий
Способ определения стойкости инструмента
Устройство для канального углового прессования
Инструмент для обработки отверстий
Порошковая композиционная смесь для лазерной наплавки на металлическую подложку
Способ получения нанокомпозита из керамического порошка
Бесшаботный молот
Устройство для получения изделий из композиционных порошков
Способ изготовления изделий сложной формы из порошковых систем
Способ получения композиционного материала на основе алюминиевого сплава
Способ изготовления композитных керамических изделий
Способ определения стойкости инструмента
Устройство для канального углового прессования

