Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ АЛЮМИНИЕВОГО СПЛАВА
Вид РИД
Изобретение
Изобретение относится к области металлургии, а именно к получению литого композиционного материала (ЛКМ) на основе алюминиевого сплава для изготовления деталей сложной формы, преимущественно фурнитуры.
Из литературы известны способы изготовления ЛКМ на основе алюминиевых сплавов, содержащих дисперсно-упрочняющие частицы на основе тугоплавких соединений (Алюминиевые композиционные сплавы - сплавы будущего: Учебное пособие / Сост. А.Р. Луц, И.А. Галочкина. - Самара: Самар. гос. техн. ун-т, 2013. - 82 с.: ил., с. 20-22).
Известные способы введения упрочняющих частиц заключаются в подаче порошковой шихты в расплав при непрерывной разливке материала. При этом имеется существенный недостаток, происходит рост частиц вследствие их коагуляции, причем тем больший, чем меньше размер вводимых в расплав частиц и меньше их концентрация.
Известен ЛКМ и способ его получения (патент РФ №2323991 C1, C22C 1/10, 2008 г.), в котором исходные порошки смешивают в шаровой мельнице, брикетируют под давлением 100-130 МПа при температуре 110°С, а затем полученные брикеты вводят в расплав, нагретый до температуры 850°С, после чего выдерживают полученную композицию в течение 20-30 минут для образования упрочняющих фаз, а затем осуществляют перемешивание и разливку.
Однако этот способ сложен в техническом исполнении, поскольку предполагает многостадийность процесса, что сопряжено со сложностью контроля за ним. Кроме того, этот способ не обеспечивает равномерного распределения частиц в матрице, а следовательно, получения стабильных свойств ЛКМ.
Наиболее близким к заявленному - прототипом - является способ получения литого композиционного материала на основе алюминиевого сплава, содержащего тугоплавкое соединение (патент РФ №2425163 С2, C22C 1/10, 2006 г.), согласно которого порошкообразный композиционный материал получают путем осаждения на частицах тугоплавкого соединения слоя алюминия толщиной, составляющей 10-25% от диаметра частицы тугоплавкого соединения, и вводят полученный порошкообразный композиционный материал в расплав на основе алюминия при разливке его в форму. Авторы способа предлагают три возможных примера осаждения алюминия на тугоплавком соединении:
- из водного раствора алюминия, содержащего соли из ряда хлорид, сульфат, нитрат с концентрацией 1-3 М на срок 1-3 ч и подвергают охлаждению до температуры 5°С при постоянном перемешивании. Полученный композиционный порошкообразный материал состава SiC (или Al2O3) - Al подвергают сушке при температуре 50-80°С в атмосфере воздуха. Далее порошкообразный компонент вводят в расплав алюминиевого сплава при его разливке в форму;
- с помощью пропускания постоянного электрического тока напряжением 12 В через алюминиевую проволоку диаметром 100-500 мкм, в вакуумной камере при остаточном напряжении 0,03 МПа. Порошок карбида кремния (или оксида алюминия) с условным диаметром от 1-500 мкм подается в вакуумную камеру во взвешенном состоянии. Время обработки порошка в вакуумной камере от 0,1 до 1 часа. Далее порошкообразный компонент вводят в расплав алюминиевого сплава при его разливке в форму;
- с помощью механической активации порошка оксида алюминия активными элементами из алюминиевого сплава в планетарной мельнице, футерованной алюминием, в течение 5-10 минут.
Недостатками известного способа является сложность его реализации, обусловленная необходимостью соблюдения и контроля заявленных параметров частиц Al2O3, в частности обеспечение толщины слоя Al 10-25% от диаметра частицы, большие энергозатраты, применение дорогостоящего оборудования, что отражается на себестоимости конечного продукта.
Задачей заявляемого изобретения является снижение требований к параметрам частиц Al2O3 при одновременном обеспечении высокого качества ЛМК.
Технический результат - упрощение реализации способа при обеспечении стабильно высоких эксплуатационных и технологических свойств ЛКМ и низкой себестоимости.
Поставленная задача и заявленный технический результат достигаются тем, что в способе получения композиционного материала на основе алюминиевого сплава, включающем расплавление основы, введение в нее композиции, включающей армирующие частицы Al2O3, на поверхности которых механической активацией предварительно формируют слой Al, и разливку в форму, слой Al в процессе механической активации подвергают нагартовке, а частицы Al2O3 формируют размером 50-40 мкм и вводят в расплав предварительно разогретыми в составе композиции до температуры  , где tпо - температура плавления алюминия, в количестве 15-20% массы расплава, при этом в качестве основы используют силумин марки АК9М2, кроме того, в состав композиции вводят карбонат кальция в количестве 0,6-1% массы расплава и/или силикагель в количестве 5-10% массы расплава, а после в ведения композиции в расплав последний размешивают.
, где tпо - температура плавления алюминия, в количестве 15-20% массы расплава, при этом в качестве основы используют силумин марки АК9М2, кроме того, в состав композиции вводят карбонат кальция в количестве 0,6-1% массы расплава и/или силикагель в количестве 5-10% массы расплава, а после в ведения композиции в расплав последний размешивают.
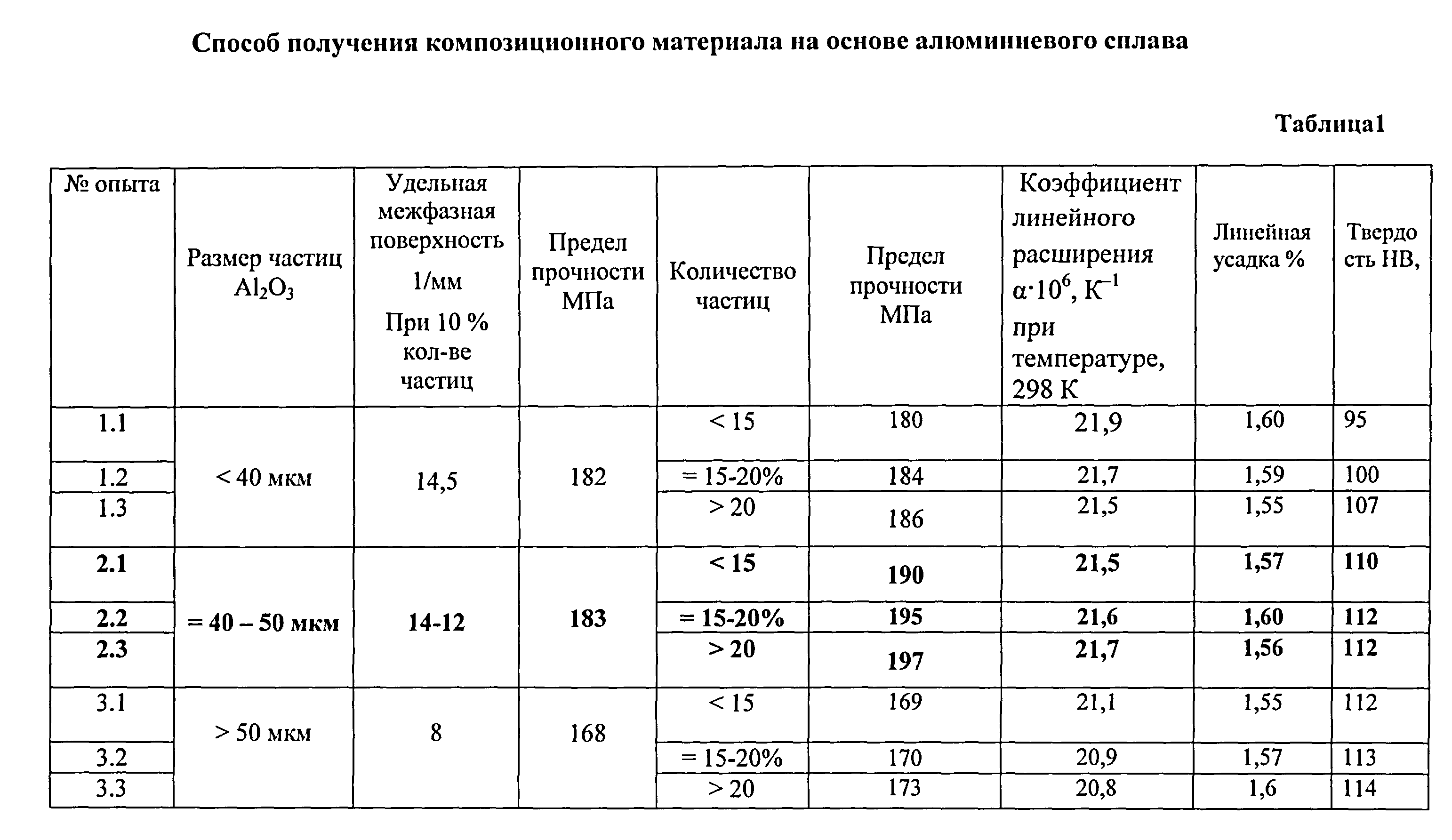
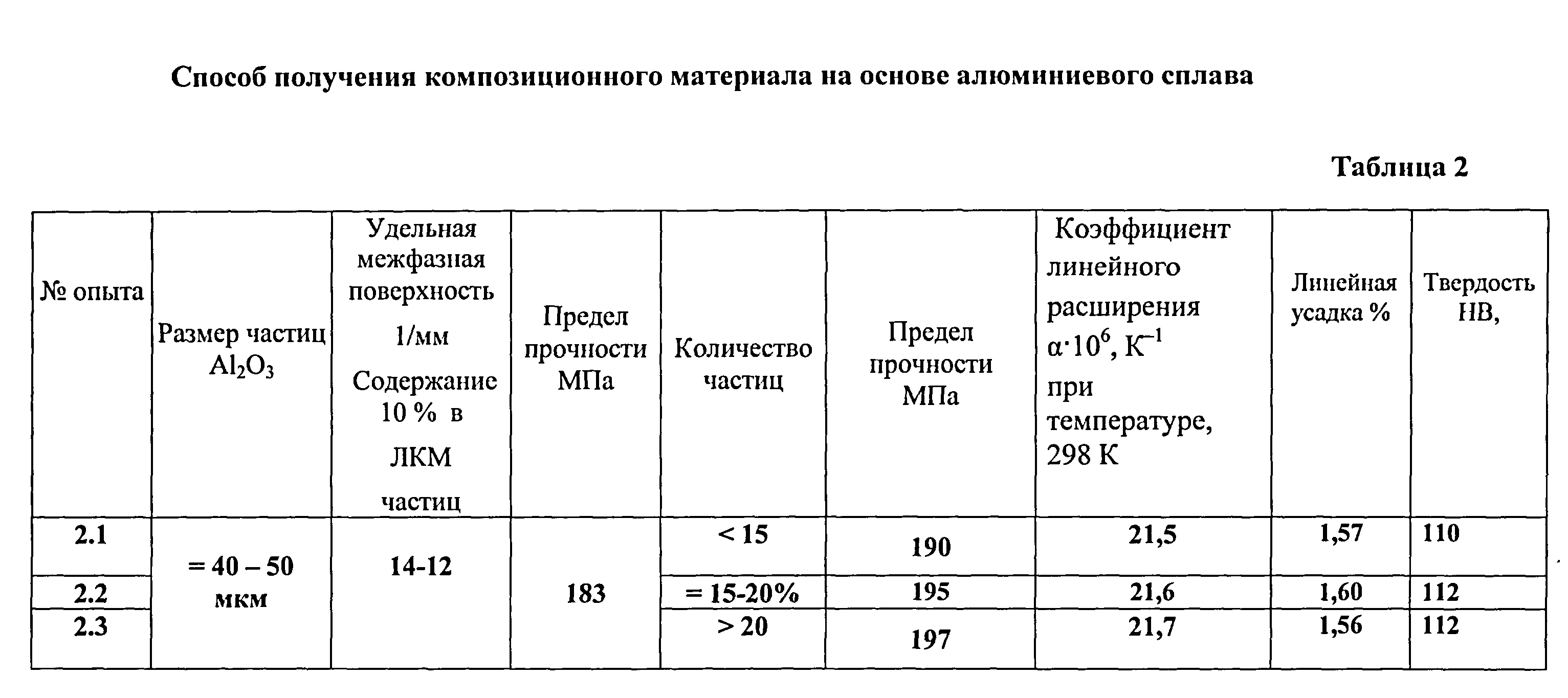
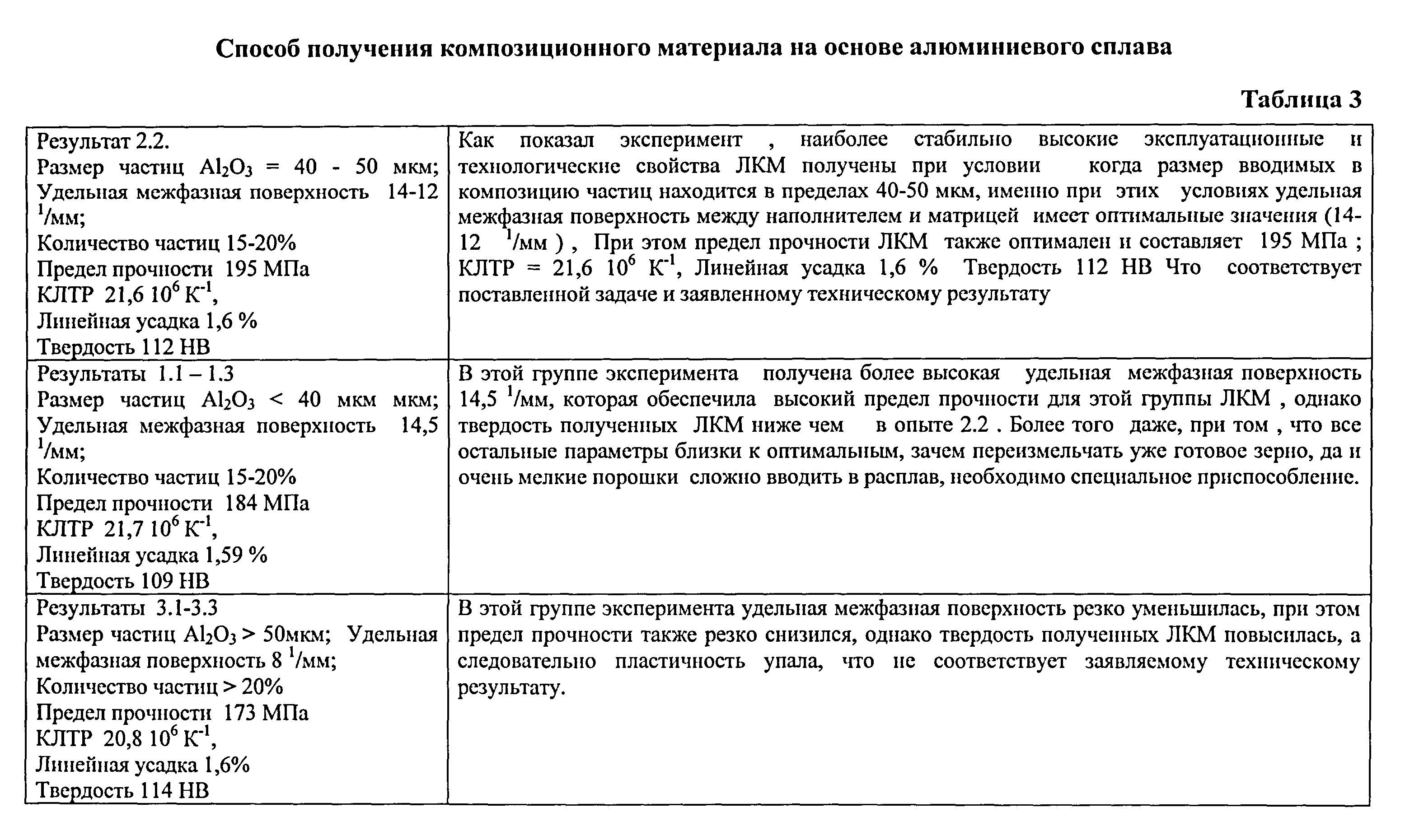
Сущность предлагаемого изобретения состоит в том, что, как показали опыты, при реализации способа получения композиционного материала на основе алюминиевого сплава, включающего расплавление основы, введение в нее композиции, включающей армирующие частицы Al2O3, на поверхности которых механической активацией предварительно формируют слой нагартованного (наклепанного) Al, и разливку в форму, нет необходимости обеспечения толщины слоя Al 10-25% от диаметра частиц Al2O3 (указанная толщина может быть и значительно меньше) в случае, если частицы Al2O3 имеют размер 50-40 мкм и вводятся в расплав предварительно разогретыми до температуры  , где tпо - температура плавления алюминия, в количестве 15-20% массы расплава. Существенность перечисленных параметров для достижения заявленного технического результата представлена в Таблицах 1-3.
, где tпо - температура плавления алюминия, в количестве 15-20% массы расплава. Существенность перечисленных параметров для достижения заявленного технического результата представлена в Таблицах 1-3.
Таким образом, теоретически установлено, что прочность ЛКМ коррелирует с межфазной поверхностью, что позволяет объяснить уровень механических свойств ЛКМ; удельная межфазная поверхность изменяется по обратно пропорциональной зависимости от размера частиц, а прочность возрастает с ростом удельной межфазной поверхности в случае ЛКМ системы Al-Al2O3. Поэтому, изменяя межфазную границу путем увеличения или уменьшения объемной доли и размера частиц, можно изменять свойства ЛКМ в нужном направлении.
Оптимальным выбором в качестве армирующих частиц с заданными характеристиками является отработанный продукт галтовочных барабанов для алюминиевых деталей - шлифзерно №40 марки 14А (частицы Al2O3 размером 50-40 мкм). В процессе обработки в галтовочном барабане механически активированный на поверхности частиц Al2O3 слой Al в силу многократной деформации от соударений частиц Al2O3 друг об друга нагартовывается, следствием чего является его меньшая склонность к «смыванию» при смешивании с расплавом алюминия, что позволяет довольствоваться толщиной слоя Al менее 10% от диаметра частицы Al2O3.
Обработанные таким образом частицы Al2O3 смешивают с силикагелем и рафинирующе-модифицирующей добавкой - карбонатом кальция, полученную смесь вводят в разливочно-дозирующее устройство литьевой машины, где она смешивается с расплавом алюминия. Перед введением в разливочно-дозирующее устройство композиция должна быть подогрета до температуры, близкой к температуре расплава, а именно
.
Возможность реализации изобретения состоит в том, что при обработке алюминиевых деталей в галтовочном барабане на поверхности частиц шлифзерна формируется слой металла Al за счет механической активации от соударения частиц с обрабатываемыми алюминиевыми деталями, при этом слой нагартовывается за счет многократных соударений частиц Al2O3 друг об друга. Такие частицы легко смачиваются расплавом алюминия уже при самых низких температурах и не требуют перегрева. Кроме того, подготовленное таким образом шлифзерно можно вводить непосредственно в процессе разливки и получения конечного изделия.
Силикагель вводится в смесь с целью корректировки содержания кремния в расплаве.
Для обеспечения чистоты алюминиевых сплавов по водороду и другим газовым включениям последний необходимо подвергать дегазирующе-рафинирующей обработке, оптимально - карбонатом кальция в заявленной пропорции.
Лучший комплекс свойств обеспечивается при обработке расплава флюсом с карбонатами. При пересчете на оптимальную концентрацию рафинирующих флюсов, минимальные выбросы пыли в процессе обработки характерны для флюсов с карбонатами, которые снижают объем выделяющейся при обработке пыли по сравнению с традиционным флюсом в 3,3 раз.
Для более равномерного распределения частиц Al2O3 в расплаве, целесообразно предусмотреть операцию перемешивания, при этом, как видно из Таблиц 1 и 2, при заданных параметрах «смыва» алюминиевого слоя с частиц Al2O3 не происходит, несмотря на то, что толщина этого слоя существенно меньше (3-5% от диаметра частиц Al2O3), чем заявленная в прототипе.
Таким образом, введение разработанной композиционной смеси непосредственно в дозирующее устройство перед процессом разливки обеспечивает хорошее перемешивание металла и равномерное распределение армирующих частиц в расплаве, снижает пылевынос и обеспечивает достаточно высокую плотность ЛКМ.
Предлагаемый способ получения ЛКМ дополнительно сопровождается экологическим эффектом (утилизация шлифзерна Al2O3 из галтовочного барабана и возвращение его в производство) и снижение пылевыбросов при разливке металла. Снижается себестоимость получаемого материала.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного технического решения, позволил установить, что не обнаружены аналоги, характеризующиеся признаками и связями между ними, идентичными или эквивалентными всем существенным признакам заявленного технического решения, а выбранный из выявленных аналогов прототип (как наиболее близкий по совокупности признаков аналог) позволил выявить совокупность существенных (по отношению к усматриваемому заявителем техническому результату) отличительных признаков в заявленном объекте изобретения, изложенных в формуле.
Следовательно, заявленное техническое решение соответствуют условию патентоспособности «новизна» по действующему законодательству.
Для проверки соответствия заявленного технического решения требованию условия патентоспособности «изобретательский уровень» заявитель провел дополнительный поиск известных из уровня техники сходных решений, с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного технического решения, результаты которого показывают, что заявленное техническое решение не следует (для специалиста) явным образом из известного уровня техники, поскольку из уровня техники (определенного заявителем) не выявлено влияния предусматриваемых существенными признаками заявленного технического решения преобразований на достижение усматриваемого заявителем технического результата.
В частности, заявленным техническим решением не предусматриваются следующие преобразования известного объекта-прототипа:
- дополнение известного объекта каким-либо известным признаком, присоединяемым к нему по известным правилам, для достижения технического результата, в отношении которого установлено влияние именно таких дополнений;
- замена какого-либо признака известного объекта другим известным признаком для достижения технического результата, в отношении которого установлено влияние именно такой замены;
- исключение какого-либо признака известного объекта с одновременным исключением обусловленной наличием этого признака функции и достижением при этом обычного для такого исключения результата;
- увеличение количества однотипных признаков в известном объекте для усиления технического результата, обусловленного наличием в объекте именно таких признаков;
- выполнение известного объекта или его части из известного материала для достижения технического результата, обусловленного известными свойствами материала;
- создание объекта, включающего известные признаки, выбор которых и связь между ними осуществлены на основании известных правил и достигаемый, при этом, технический результат обусловлен только известными свойствами признаков этого объекта и связей между ними.
Следовательно, заявленное техническое решение соответствует требованию условия патентоспособности «изобретательский уровень» по действующему законодательству.
Пример реализации способа
Шлифзерно №40 марки 14А (частицы Al2O3 размером 50-40 мкм) помещают в галтовочный барабан обдирки алюминиевых заготовок и подвергают механической активации в рабочем режиме галтовочного барабана. В результате механической активации на поверхности частиц шлифзерна формируется слой алюминия различной толщины, в том числе менее 10% и более 25% диаметра частиц Al2O3. Затем шлифзерно смешивают с силикагелем в количестве 5-10% массы расплава и рафинирующе-модифицирующей добавкой - карбонатом кальция в количестве 0,6-1%, полученную смесь вводят в разливочно-дозирующее устройство литьевой машины, где она смешивается с расплавом алюминия. Перед введением в разливочно-дозирующее устройство композиция должна быть подогрета до температуры, близкой к температуре расплава, а именно
.
Полученный предложенным способом ЛКМ предел прочности получаемого ЛКМ существенно выше, чем при использовании традиционных методов получения отливок из высокопрочных и износостойких алюминиевых сплавов. Более того, введение в порошок силикагеля и модифицирующе-рафинирующей добавки обеспечивает возможность регулировать жидкотекучесть расплава, плотность отливки и экологичность процесса разливки металла.
Вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение при его промышленной реализации, предназначен для использования в промышленности в области металлургии, а именно для получения литого композиционного материала на основе алюминиевого сплава для изготовления деталей сложной формы, преимущественно фурнитуры;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение при его осуществлении, способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное техническое решение соответствует требованию условия патентоспособности «промышленная применимость» по действующему законодательству.
Способ блочного шифрования сообщений и передачи шифрованных данных с закрытым ключом
Способ изготовления стержневых изделий с продольными ребрами из алюминиевых сплавов
Способ изготовления поковок в виде полусферы с горловиной
Девятифазный преобразователь числа фаз
Четырехфазный преобразователь числа фаз
Устройство контроля волнистости обрабатываемой поверхности в процессе фрезерования
Способ изготовления изделий из композиционных порошкообразных материалов
Способ изготовления изделий из композиционных порошкообразных материалов
Устройство для изготовления изделий из композиционных порошкообразных материалов
Способ изготовления фасонного резца
Способ блочного шифрования сообщений и передачи шифрованных данных с закрытым ключом
Способ изготовления стержневых изделий с продольными ребрами из алюминиевых сплавов
Способ изготовления поковок в виде полусферы с горловиной
Девятифазный преобразователь числа фаз
Четырехфазный преобразователь числа фаз
Устройство контроля волнистости обрабатываемой поверхности в процессе фрезерования
Способ изготовления изделий из композиционных порошкообразных материалов
Способ изготовления изделий из композиционных порошкообразных материалов
Устройство для изготовления изделий из композиционных порошкообразных материалов
Способ изготовления фасонного резца

