Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА СВЕРХВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к черной металлургии, в частности к производству нового высокоэффективного вида металлопродукции - толстолистового проката из сверхвысокопрочной низколегированной стали для противопульной защиты корпуса транспортных средств.
Известен способ производства листовой стали для двухслойной бронезащитной конструкции. Сталь для тыльного слоя имеет следующий химический состав, мас. %: углерод 0,15-0,27, кремний 0,30-0,60, марганец 0,20-0,30, хром 0,70-1,10, никель 0,80-1,10, молибден 0,10-0,30, ванадий 0,10-0,25, железо - остальное. Заготовки подвергают горячей прокатке. Прокатанные листы закаливают с температуры 850°C водой. Закаленные листы отпускают путем выдержки в течение 3 ч при температуре 200°C (RU 2429971 C2, 2011).
Недостаток известного способа состоит в том, что листовая сталь имеет недостаточный уровень вязкостных свойств. Это приводит к появлению трещин и сколов в тыльном слое при пулевом соударении, что снижает бронестойкость разнесенной защитной конструкции.
Известен также способ производства листовой стали для тыльного слоя разнесенной броневой конструкции, включающий изготовление заготовки, горячую прокатку, закалку от температуры не выше 850°C и отпуск листов при температуре не выше 230°C с выдержкой не более 6 ч. При этом сталь для тыльного слоя имеет следующий химический состав, мас. %: углерод 0,15-0,35, кремний 0,10-1,20, марганец 0,15-0,70, хром 0,30-1,40, никель 0,60-1,90, молибден 0,10-0,50, ванадий не более 0,15, медь не более 0,35, сера не более 0,012, фосфор не более 0,010, железо - остальное (RU 2415368 C1, 2011).
Недостаток указанного способа состоит в том, что после закалки и отпуска листовая сталь имеет низкие вязкостные свойства и работу удара.
Наиболее близким по технической сущности и достигаемому результату является способ производства толстых бронированных листов (US 5458704 А, 1995), включающий изготовление непрерывнолитых слябов из стали, содержащей, мас. %: 0,25-0,32 C; 0,05-0,75 Si; 0,10-1,50 Mn; 0,90-2,00 Cr; 0,10-0,70 Мо; 1,20-4,50 Ni; 0,01-0,08 Al; не более 0,015 P; не более 0,005 S; не более 0,012 N; железо - остальное, кроме того, сталь может быть дополнительно легирована, по крайней мере, одним из указанных ниже элементов, мас. %: 0,001-0,004 В; не более 0,10 Ti; не более 0,05 Nb; не более 0,10 V. Способ предусматривает нагрев до температуры свыше 1150°C, выдержку, охлаждение на воздухе с опрыскиванием водой двух широких плоскостей, горячую прокатку при температуре 1050-900°C с коэффициентом деформации  (где h0 и h1 - толщина заготовки соответственно до и после промежуточной деформации, R - радиус прокатки), закалку и отпуск при температуре 100-500°C.
(где h0 и h1 - толщина заготовки соответственно до и после промежуточной деформации, R - радиус прокатки), закалку и отпуск при температуре 100-500°C.
Листы, изготовленные из данной стали, имеют предел прочности σВ не более 1700 Н/мм2, работу удара при температуре -40°C (KV) не менее 25 Дж и твердость по Бринеллю в пределах 480-510 НВ при толщине более 50 мм. Большая толщина листа существенно ограничивает применение стали для защитных конструкций.
Недостатком известного способа является то, что достигнутый уровень бронезащитных свойств обеспечивается дополнительным легированием дорогостоящими компонентами, такими как никель (до 4,5 масс. %) и хром (до 2,0 масс. %). Это значительно повышает стоимость стали. Кроме того, заявленные в стали большие интервалы пределов легирования молибденом и марганцем могут привести к нестабильности механических свойств листов, изготовленных из стали, приближающейся по составу к нижнему и верхнему пределам легирования, т.к. увеличение содержания марганца и молибдена соответственно с 0,10 до 1,5% и с 0,1 до 0,7% приводит к снижению критических точек мартенситного превращения и увеличению в структуре стали количества остаточного аустенита, а следовательно, к значительному снижению прочности и твердости.
Технический результат изобретения состоит в обеспечении высоких прочностных свойств экономно-легированной толстолистовой стали со стабильными показателями по временному сопротивлению разрыву σВ=1900-2200 Н/мм2, условному пределу текучести σ0,2≥1500 Н/мм2 и твердости 560-640 HBW при сохранении достаточной пластичности - относительное удлинение δ5≥8% и ударная вязкость KCV-40≥15 Дж/см2.
Указанный технический результат достигается тем, что в способе производства сверхвысокопрочной листовой стали, включающем получение непрерывнолитого сляба, его нагрев, горячую прокатку, закалку и отпуск листов, согласно изобретению непрерывнолитой сляб получают из стали следующего химического состава, мас. %: 0,40-0,47 C; 0,20-0,50 Si; 0,50-0,90 Mn; 0,40-0,80 Cr; 1,80-2,30 Ni; 0,30-0,50 Mo; 0,02-0,06 V; 0,02-0,08 Al; 0,001-0,010 N; 0,10-0,20 Cu; 0,002-0,020 Nb; 0,002-0,015 Ti; 0,001-0,005 B; не более 0,005 S; не более 0,010 P; остальное Fe, при этом закалку осуществляют при температуре 930-980°C, отпуск при температуре 170-200°C.
Сущность изобретения состоит в следующем. Сначала изготавливают непрерывнолитой сляб (заготовку) из стали с заданным химическим составом. Указанное содержание элементов обеспечивает стабильное получение высоких прочностных характеристик толстолистовой стали при реализации предлагаемых технологических режимов обработки. При этом готовый лист обладает достаточным уровнем пластичности и запасом вязкости.
Содержание углерода в стали предложенного состава определяет ее прочность. При концентрации углерода менее 0,40% не достигается требуемая прочность и твердость стали. Увеличение содержания углерода более 0,47% ухудшает пластические и вязкостные свойства закаленной низкоотпущенной листовой стали.
При содержании кремния менее 0,20% ухудшается раскисленность стали, снижается прочность листового проката. Увеличение содержания кремния более 0,50% приводит к возрастанию количества силикатных включений, снижает ударную вязкость металла.
Марганец раскисляет и упрочняет сталь, связывает серу. При содержании марганца менее 0,50% прочность и твердость стали недостаточны. Увеличение содержания марганца более 0,90% приводит к снижению ударной вязкости закаленной стали.
Хром повышает прочность стали. При его концентрации менее 0,40% прочностные свойства не достигают оптимальных значений. Увеличение содержания хрома более 0,80% приводит к потере пластичности.
Никель является эффективным упрочняющим сталь элементом, повышает склонность к релаксации напряжений и снижает чувствительность к хрупкому разрушению, способствует повышению пластичности и ударной вязкости закаленной стали. При содержании никеля более 2,30% происходит интенсивная коалесценция карбидов и их рост до размеров, снижающих положительное влияние никеля на пластичность. Кроме того, в микроструктуре реечного мартенсита повышается содержание остаточного аустенита, что дополнительно снижает пластичность и повышает склонность стали к хрупким разрушениям. Содержание никеля менее 1,80% при данном содержании легирующих в стали является недостаточным для достижения необходимой пластичности и ударной вязкости.
Добавление молибдена в указанном диапазоне способствует получению требуемых прочностных характеристик стали, а также улучшает ее прокаливаемость. При содержании молибдена менее 0,30% прочностные свойства стали ниже требуемого уровня, а увеличение его содержания более 0,50% ухудшает свариваемость и пластичность закаленной стали.
Содержание ванадия более 0,06% приводит к ухудшению свариваемости стали и экономически нецелесообразно ввиду повышения расходов на легирование. При содержании ванадия менее 0,02% прочностные свойства стали ниже требуемого уровня.
Алюминий раскисляет и модифицирует сталь, связывая азот в нитриды, подавляет его негативное воздействие на свойства листов. При содержании алюминия менее 0,02% снижается комплекс механических свойств листов. Увеличение его концентрации более 0,08% приводит к ухудшению вязкостных свойств горячекатаных листов.
Азот подавляет укрупнение зерен аустенита во время повторного нагрева сляба, повышает низкотемпературную ударную вязкость металла. Минимальное содержание азота для этой цели составляет примерно 0,001%. Верхний предел предпочтительно поддерживают на уровне примерно 0,010%, так как избыточное содержание азота увеличивает область распространения поверхностных дефектов сляба и уменьшает эффективную закаливаемость, которой способствует бор.
Добавление меди в пределах 0,10-0,20% повышает прочность и коррозионную стойкость стали. Большее содержание меди экономически нецелесообразно.
Добавки ниобия в указанных пределах служат целям дисперсионного упрочнения, а также препятствуют росту аустенитного зерна и способствуют появлению при охлаждении субзеренной структуры, закрепляемой и стабилизируемой дисперсными карбидными частицами. При содержании ниобия менее 0,002% не обеспечивается достаточное упрочнение. Увеличение содержания ниобия более 0,020% приводит к ухудшению свариваемости стали и экономически нецелесообразно ввиду повышения расходов на легирование.
Титан является сильным карбидообразующим элементом, упрочняющим сталь. При содержании титана менее 0,002% не обеспечивается достаточное упрочнение. Повышение содержания титана сверх 0,015% приводит к снижению вязкостных свойств металла.
Легирование бором повышает прочностные свойства после закалки и низкого отпуска, не изменяя или несколько снижая вязкость и пластичность. Бор, добавляемый в пределах 0,001-0,005%, значительно повышает закаливаемость стали, способствуя образованию потенциально упрочняющих компонентов, бейнита или мартенсита и одновременно замедляя образование более мягких ферритных и перлитных компонентов во время охлаждения стали от высоких температур до температур окружающей среды. Бор в количестве более 0,005% может способствовать образованию охрупчивающих частиц Fe23(C, B)6 (форма борокарбида железа). Поэтому предпочтителен верхний предел, составляющий примерно 0,005% бора. Для получения максимального влияния на закаливаемость желательна концентрация бора не менее 0,001%.
Сера и фосфор в данной стали являются вредными примесями, увеличение их содержания приводит к ухудшению пластических и вязкостных свойств. Однако при концентрации серы не более 0,005% и фосфора не более 0,010% их отрицательное влияние на свойства стали незначительно. В то же время более глубокая десульфурация и дефосфорация стали существенно удорожат ее производство, что нецелесообразно.
Нагрев горячекатаных листов под закалку до температуры выше 980°C приводит к недопустимому снижению ударной вязкости листовой стали. Снижение этой температуры менее 930°C не обеспечивает стабильного получения заданных прочностных свойств, что снижает выход годного.
Отпуск закаленных листов при температуре выше 200°C снижает их прочностные свойства ниже допустимого уровня. Уменьшение температуры отпуска ниже 170°C приводит к потере пластических и вязкостных свойств высокопрочных листов.
Таким образом, полное использование ресурса свойств, соответствующего низколегированной стали данного химического состава, обеспечивается режимами термообработки толстолистового проката.
Пример осуществления способа
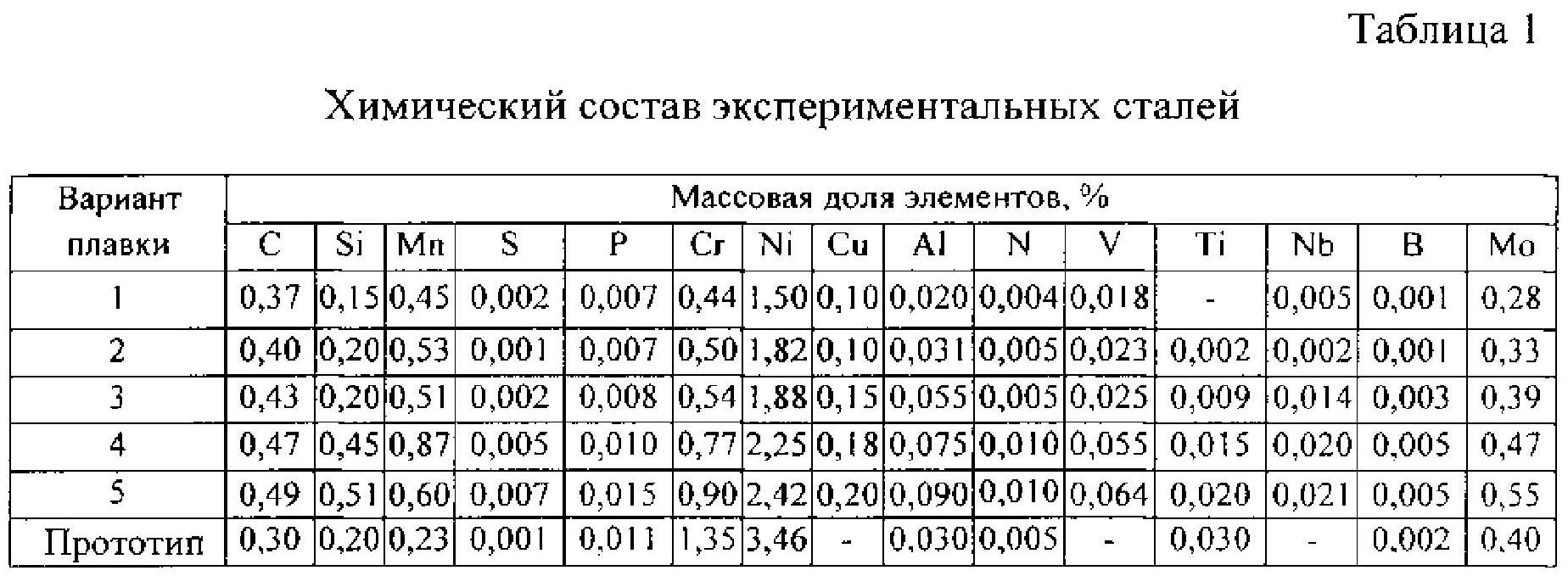
Сталь заявленного химического состава выплавили в 370-тонном кислородном конвертере ОАО «ММК». После проведения внепечной обработки металла и введения требуемых добавок осуществляли непрерывную разливку стали с последующей ее кристаллизацией и порезкой на слябы. Химический состав экспериментальных сталей представлен в табл. 1.
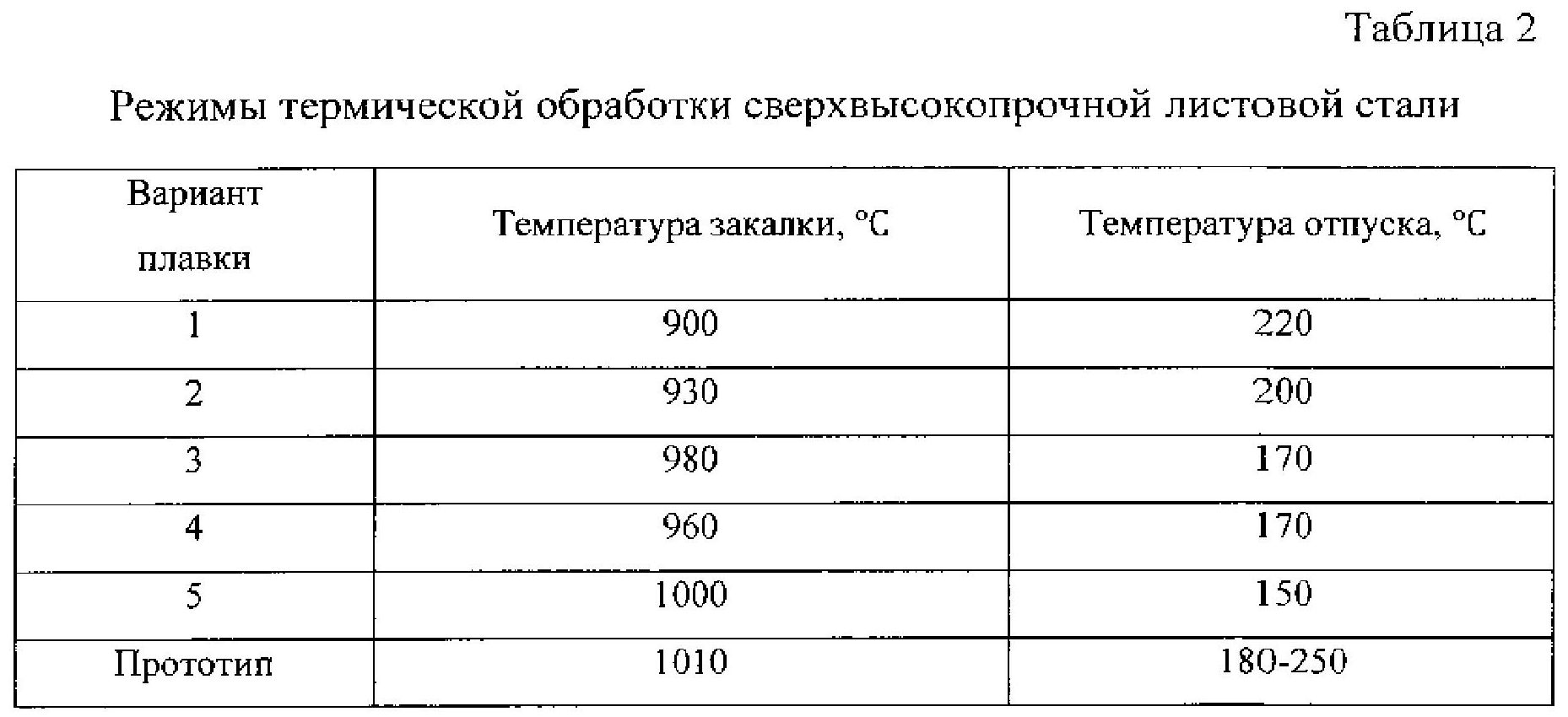
Полученную заготовку (сляб) толщиной 190 мм из стали с соответствующим химическим составом нагревали в методической печи до температуры 1210-1230°C. После этого на толстолистовом одноклетьевом стане 5000 в реверсивном режиме производили прокатку на листы толщиной 8 мм. Прокатанные листы подвергали закалке при температуре 900-1000°C и затем отпускали при температуре 150-220°C (табл. 2).
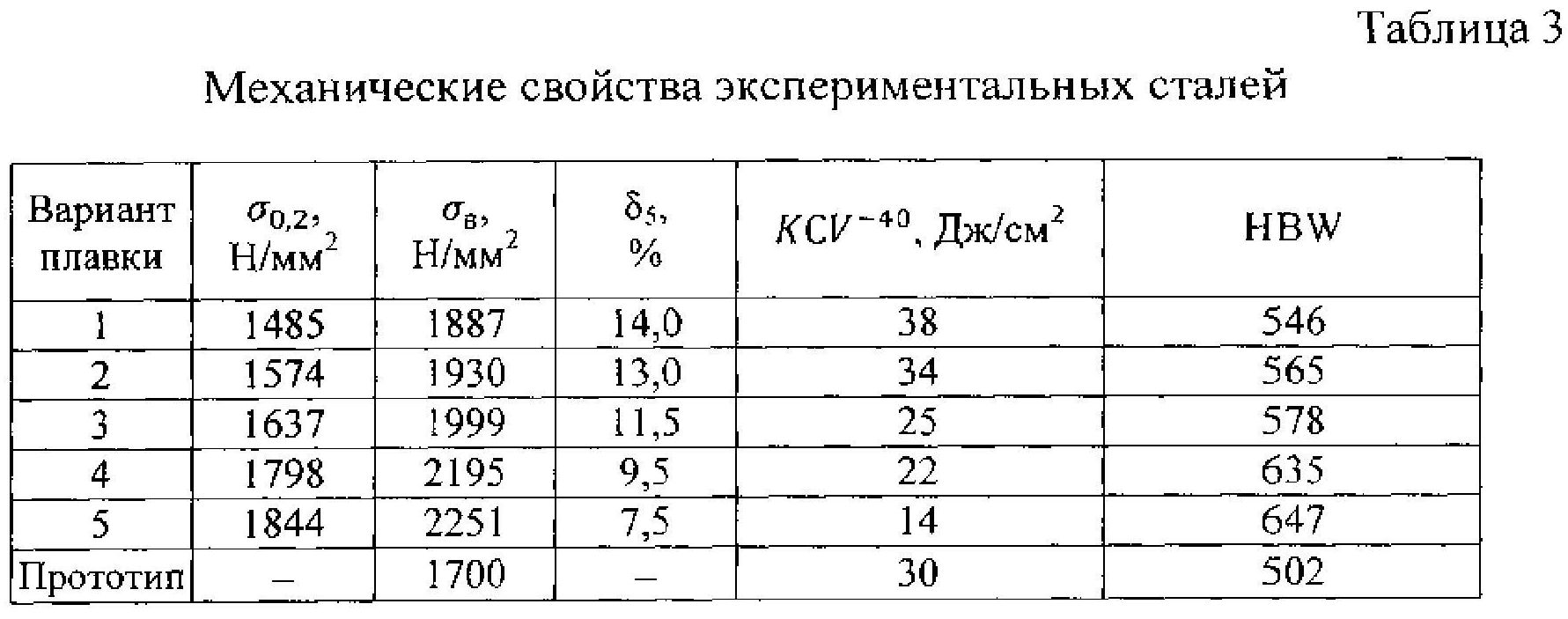
Механические свойства определяли на поперечных образцах. Испытания на статическое растяжение осуществляли на плоских образцах по ГОСТ 1497, а на ударный изгиб - на образцах с V-образным надрезом по ГОСТ 9495 при температуре -40°C. Твердость измеряли по методу Бринелля в соответствии с ГОСТ 9012.
Испытания показали, что в листовой стали, полученной по предложенному способу (варианты №2-4, табл. 3), достигается сочетание наиболее высоких прочностных, пластических и вязкостных свойств.
В случаях запредельных значений заявленных параметров (варианты №1 и №5), а также при использовании способа-прототипа не обеспечивается заданный комплекс механических свойств.
Таким образом, применение заявленного способа обеспечивает достижение требуемого результата - получение сверхвысокопрочной листовой стали с комплексом трудно сочетаемых свойств высокого уровня: прочностных - условный предел текучести σ0,2 не менее 1500 Н/мм2, временное сопротивление разрыву σв=1900-2200 Н/мм2; твердости 560-640 HBW; пластических - относительное удлинение δ5 не менее 8%; вязких - ударная вязкость KCV-40 не менее 15 Дж/см2.
Способ разливки трубной стали на машине непрерывной разливки с криволинейной технологической осью
Способ металлизации сидеритового сырья с получением гранулированного чугуна и железистомагнезиального шлака
Способ производства низколегированной холоднокатаной трубной стали
Способ ассиметричной прокатки передних концов толстых листов на реверсивных станах
Способ производства низколегированной трубной стали
Способ производства холоднокатаной ленты из низкоуглеродистой стали для вырубки монетной заготовки
Способ прокатки толстых листов на реверсивном стане
Способ непрерывного литья заготовок
Способ металлизации железорудного сырья с получением гранулированного чугуна
Способ производства листового проката
Способ разливки трубной стали на машине непрерывной разливки с криволинейной технологической осью
Способ металлизации сидеритового сырья с получением гранулированного чугуна и железистомагнезиального шлака
Способ производства низколегированной холоднокатаной трубной стали
Способ ассиметричной прокатки передних концов толстых листов на реверсивных станах
Способ производства низколегированной трубной стали
Способ производства холоднокатаной ленты из низкоуглеродистой стали для вырубки монетной заготовки
Способ прокатки толстых листов на реверсивном стане
Способ непрерывного литья заготовок
Способ металлизации железорудного сырья с получением гранулированного чугуна
Способ производства листового проката

