Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОГО СОСТАВНОГО ОБРАЗЦА ТИПА СТ ДЛЯ ИСПЫТАНИЙ НА ТРЕЩИНОСТОЙКОСТЬ ОБЛУЧЕННОГО МЕТАЛЛА
Вид РИД
Изобретение
Изобретение относится к методам испытаний металлов на трещиностойкость [1-4], в частности к способу изготовления сварного составного образца типа СТ для испытаний на трещиностойкость облученного металла, и может быть использовано в научно-исследовательских организациях для определения свойств металла эксплуатирующихся корпусов водо-водяных энергетических реакторов (ВВЭР).
Для надежной оценки текущего состояния и определения ресурса корпусов ВВЭР необходимо получение прямых экспериментальных данных по трещиностойкости металла корпусов реакторов, которые непосредственно используются при расчете на сопротивление хрупкому разрушению корпусов реакторов. В настоящее время большинство данных по трещиностойкости металла корпусов реакторов действующих ВВЭР получено при испытаниях малоразмерных (сечением 10×10 мм) образцов-свидетелей типа Шарпи с трещиной. Известно, что трещиностойкость, определенная на малоразмерных образцах такого типа, является завышенной по сравнению с трещиностойкостью, определенной на образцах типа СТ, что может привести к неадекватным оценкам при расчетах на сопротивление хрупкому разрушению корпусов реакторов. Кроме того, количество образцов-свидетелей для действующих ВВЭР достаточно ограничено, что может привести к дополнительным погрешностям при определении трещиностойкости металла.
Известен способ изготовления сварного составного образца типа СТ, описанный в [5] и приятый нами за прототип, суть которого заключается в том, что вначале из обломка испытанного ранее облученного образца-свидетеля изготавливают вставку, затем из необлученного металла изготавливают обойму по форме и размерам, соответствующую стандартному образцу СТ, далее в центре обоймы прорезают сквозное гнездо по размерам, соответствующим размерам вставки, после этого вставку приваривают к обойме по периметру с помощью электронно-лучевой или лазерной сварки, далее прорезают надрез и симметрично ему изготавливают два отверстия для захватов испытательной машины, затем путем приложения к образцу знакопеременной нагрузки выращивают усталостную трещину до середины вставки с последующим испытанием полученного образца в соответствии со стандартной методикой испытаний на трещиностойкость.
Недостатком известного способа изготовления образца является то, что в процессе приварки вставки к жесткой конструкции обоймы в металле вставки возникают растягивающие остаточные сварочные напряжения, которые в дальнейшем при испытаниях на трещиностойкость приводят к существенному занижению определяемой трещиностойкости исследуемого металла вставки.
Техническим результатом изобретения является повышение достоверности результатов испытаний на трещиностойкость облученного металла путем испытания предлагаемого сварного составного образца типа СТ за счет снижения остаточных сварочных напряжений при сохранении свойств облученного металла.
Технический результат достигается за счет того, что в предлагаемом способе изготовления сварного составного образца типа СТ для испытания на трещиностойкость облученного металла, включающем изготовление вставки из облученного металла обломка ранее испытанного образца-свидетеля и обоймы из необлученного металла, создание в обойме сквозного гнезда по размерам, соответствующим размерам вставки, размещение в нем вставки и приварку с помощью электронно-лучевой или лазерной сварки вставку к обойме, прорезку на обойме образца надреза, изготовление в обойме отверстий для захватов испытательной машины, расположенных симметрично относительно надреза, далее путем приложения к образцу знакопеременной нагрузки производят выращивание усталостной трещины до середины вставки с последующим испытанием на трещиностойкость изготовленного образца в соответствии со стандартной методикой, согласно изобретению предварительно определяют предел текучести облученного металла вставки и далее по диаграмме «предел текучести металла вставки - предел текучести металла обоймы» выбирают металл для обоймы, а саму обойму изготавливают составной, состоящей из отдельных элементов, которые последовательно приваривают к облученной вставке, вначале приваривают к ней передний элемент обоймы, затем поочередно приваривают к вставке оба боковых элемента обоймы и после этого последним сварным швом приваривают задний элемент обоймы, при этом создают условия, чтобы температура в центре вставки облученного металла в процессе сварки не превышала температуру облучения, затем прорезают задний элемент обоймы до вставки, потом после циклического нагружения и выращивания усталостной трещины до середины вставки последующее испытание сварного составного образца на трещиностойкость проводят по стандартной методике.
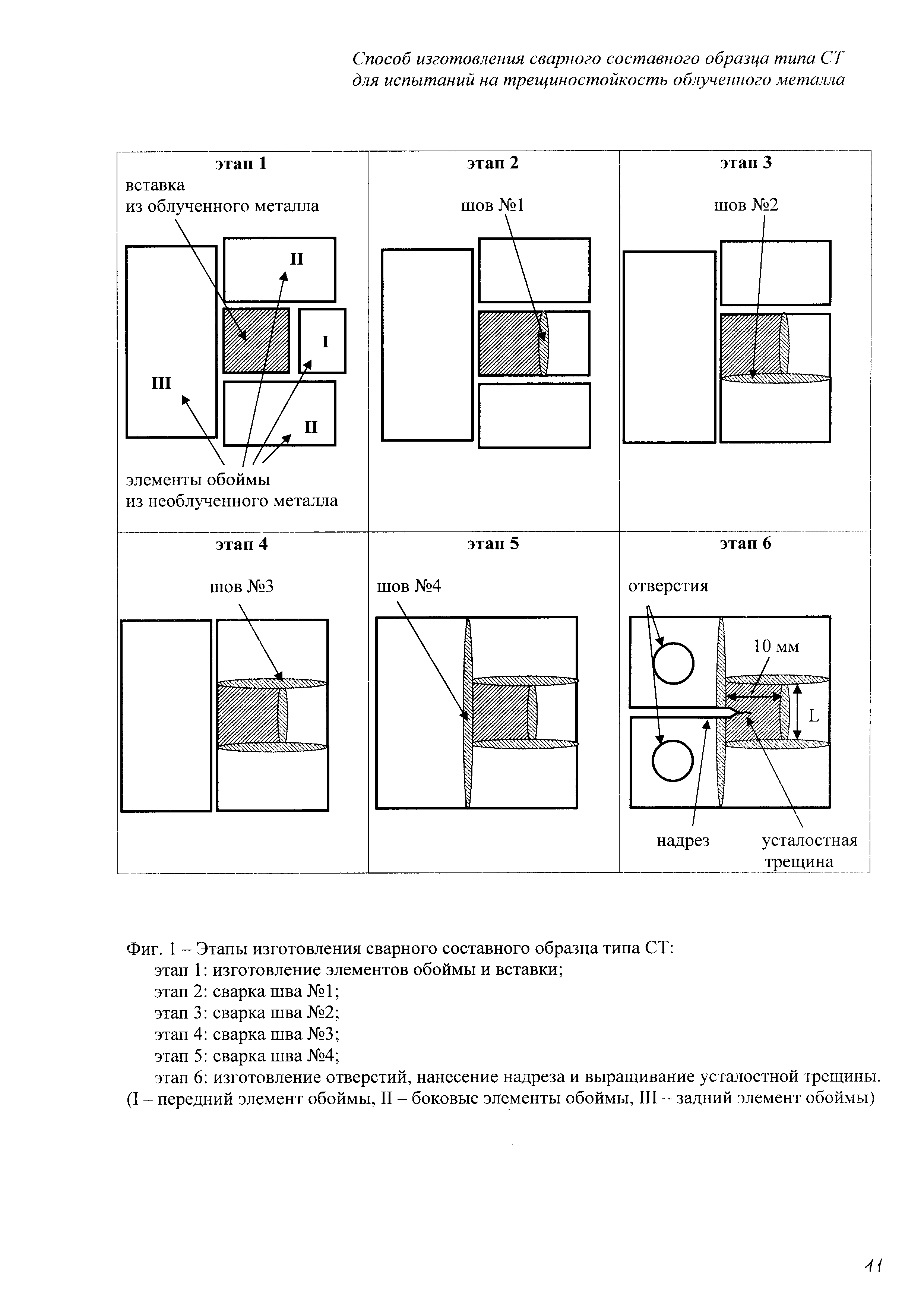
Предлагаемый способ изготовления сварного составного образца типа СТ с использованием электронно-лучевой или лазерной сварки и предлагаемой последовательностью выполнения сварных швов, показанной в фиг. 1, обеспечивает следующее.
1. Значения остаточных сварочных напряжений и их градиент в центре вставки практически равны нулю и, как следствие, отсутствие их влияния на величину трещиностойкости, определяемую при испытаниях предлагаемого сварного составного образца. Такой результат является следствием того, что в предлагаемом образце обойма является не цельной, как в образце-прототипе, а составной, и сварка отдельных элементов обоймы со вставкой проводится с помощью прямолинейных швов отдельно и последовательно друг за другом. Это приводит к тому, что при сварке одного шва свариваемые части имеют свободную усадку по сравнению с образцом-прототипом, в котором сварка производится в жесткий контур, в результате чего появляются значительные растягивающие остаточные напряжения. Кроме того, предлагаемая последовательность выполнения швов, представленная в фиг. 1, приводит к тому, что в результате суммирования знакопеременных продольных и поперечных остаточных сварочных напряжений от каждого шва результирующие остаточные сварочные напряжения в центре вставки практически равны нулю.
2. При изготовлении образца с использованием сварки необходимо обеспечить условия, при которых температура металла в центре вставки в процессе сварки не превысит температуру облучения. Такое ограничение по температуре необходимо во избежание «отжига» радиационных дефектов в облученном металле в центре вставки, поскольку при перегреве металла при сварке определяемая трещиностойкость на сварных составных образцах будет завышена вследствие восстановления свойств облученного металла. Применение в предлагаемом способе высокоскоростной электронно-лучевой или лазерной сварки для сварки швов с полным охлаждением после выполнения каждого шва позволяет обеспечить температуру металла в центре вставки в процессе сварки, не превышающую температуру облучения.
3. Важным фактором, влияющим на определяемую трещиностойкость металла вставки, являются механические свойства металла обоймы. В самом деле, если предел текучести металла обоймы  будет значительно ниже, чем предел текучести металла вставки
будет значительно ниже, чем предел текучести металла вставки  , то при нагружении образца деформироваться будет в основном обойма. В этом случае значение определяемой трещиностойкости KJC будет завышено из-за завышенного значения перемещений по линии действия нагрузки. В противоположном случае, когда
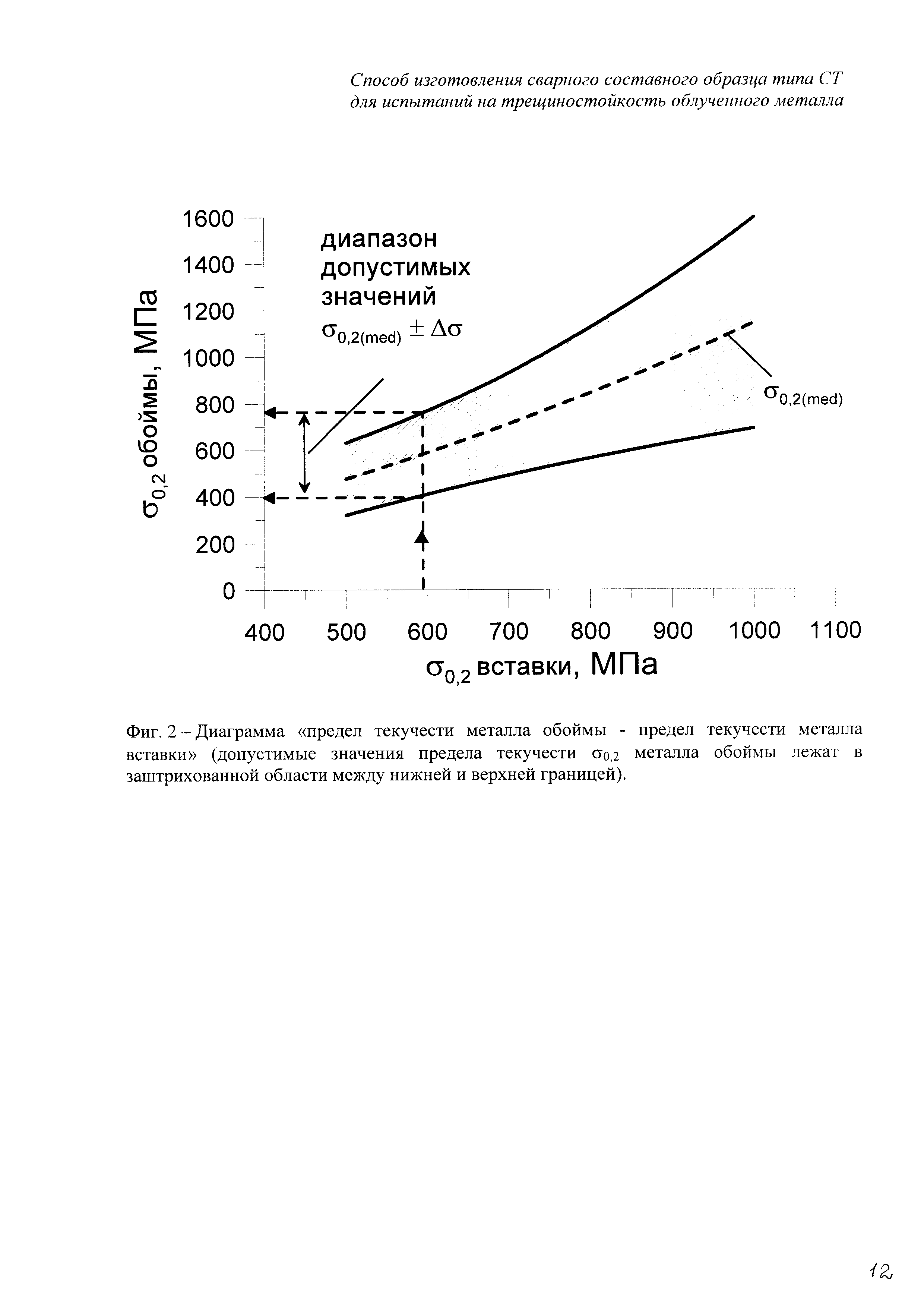
, то при нагружении образца деформироваться будет в основном обойма. В этом случае значение определяемой трещиностойкости KJC будет завышено из-за завышенного значения перемещений по линии действия нагрузки. В противоположном случае, когда  трещиностойкость KJC будет занижена. В предлагаемом способе изготовления сварного составного образца выбор значения предела текучести металла обоймы выполняется по диаграмме «предел текучести металла вставки - предел текучести металла обоймы», представленной в фиг. 2. Данная диаграмма была получена авторами на основе трехмерных численных расчетов напряженно-деформированного состояния методом конечных элементов для стандартного и сварного составного образца типа СТ. Построение диаграммы осуществлялось путем определения таких сочетаний значений пределов текучести металла вставки и обоймы, которые обеспечивают идентичность напряженно-деформированного состояния рассмотренных образцов. Поэтому значение предела текучести металла обоймы, определенное по этой диаграмме, обеспечивает одинаковое деформирование металла вставки у вершины трещины предлагаемого сварного составного СТ образца и стандартного цельного образца типа СТ, изготовленного целиком из металла вставки, что приводит к практически одинаковым результатам при испытаниях на трещиностойкость этих образцов.
трещиностойкость KJC будет занижена. В предлагаемом способе изготовления сварного составного образца выбор значения предела текучести металла обоймы выполняется по диаграмме «предел текучести металла вставки - предел текучести металла обоймы», представленной в фиг. 2. Данная диаграмма была получена авторами на основе трехмерных численных расчетов напряженно-деформированного состояния методом конечных элементов для стандартного и сварного составного образца типа СТ. Построение диаграммы осуществлялось путем определения таких сочетаний значений пределов текучести металла вставки и обоймы, которые обеспечивают идентичность напряженно-деформированного состояния рассмотренных образцов. Поэтому значение предела текучести металла обоймы, определенное по этой диаграмме, обеспечивает одинаковое деформирование металла вставки у вершины трещины предлагаемого сварного составного СТ образца и стандартного цельного образца типа СТ, изготовленного целиком из металла вставки, что приводит к практически одинаковым результатам при испытаниях на трещиностойкость этих образцов.
4. Геометрические размеры предлагаемого сварного составного СТ образца соответствуют размерам стандартных СТ образцов и экспериментальное определение трещиностойкости выполняется согласно стандартным методикам испытаний на трещиностойкость.
5. В предлагаемом способе изготовления сварного составного образца типа СТ рекомендуется использовать вставки с типовым размером - L×10 мм, где L=10÷20 мм. Данные размеры обусловлены размерами обломков образцов Шарпи с трещиной, из которых изготавливают вставки. Этапы изготовления сварного составного образца типа СТ со вставкой L×10 мм показаны в фиг. 1.
6. Применение предложенного способа изготовления сварных составных образцов типа СТ позволит в три раза увеличить количество экспериментальных данных для исследуемого облученного металла корпуса реактора, поскольку из обломков одного испытанного ранее образца-свидетеля типа Шарпи с трещиной можно дополнительно изготовить два образца типа СТ.
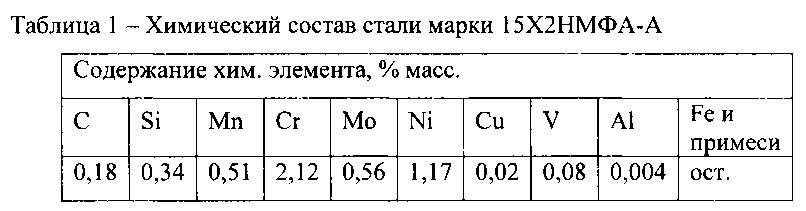
Экспериментальная верификация предлагаемого способа изготовления сварного составного СТ образца была выполнена путем сравнения величины референсной температуры хрупкости, Т0, рассчитанной на основании экспериментальных данных по трещиностойкости, полученных с использованием сварных составных СТ образцов и цельных стандартных СТ образцов. В качестве исследуемых материалов был использован металл корпусов реакторов типа ВВЭР в различных состояниях: в исходном (необлученном) и облученном. В качестве необлученного металла была использована сталь марки 15Х2НМФА-А, из которой изготовляются корпусы реакторов ВВЭР-1000. Химический состав исследованного металла стали марки 15Х2НМФА-А представлен в таблице 1.
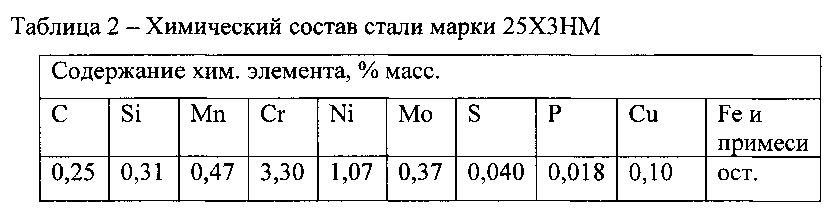
В качестве облученного металла был использован основной металл (сталь марки 25Х3НМ) корпуса реактора типа ВВЭР, который эксплуатировался 30 лет. Химический состав исследованного металла стали марки 25Х3НМ представлен в таблице 2.
Из необлученного металла стали марки 15Х2НМФА-А и облученного металла стали марки 25Х3НМ были изготовлены цельные стандартные образцы типа СТ. Изготовление цельных стандартных СТ образцов было выполнено согласно ASTM Е 399 [2]. Было изготовлено 12 цельных стандартных СТ образцов из стали марки 15Х2НМФА-А и 11 из стали марки 25Х3НМ.
Изготовление сварных составных образцов типа СТ было выполнено согласно описанному выше способу изготовления сварных составных образцов типа СТ. Вначале было изготовлено и испытано на растяжение по 3 гладких цилиндрических образца (диаметр 3 мм, длина рабочей части 15 мм) для определения пределов текучести исследуемых материалов. Изготовление и испытания на растяжение проводили согласно ГОСТ 1497-84 [6]. Средние значения пределов текучести исследованных материалов при 20°С, определенные по результатам испытаний на растяжение, составили: для необлученной стали марки 15Х2НМФА-А σ0,2=550 МПа, для облученного металла стали марки 25Х3НМ σ0,2=596 МПа. Учитывая полученные значения пределов текучести, по диаграмме в фиг. 2 были определены допустимые значения пределов текучести для металла обоймы: σ0,2±Δσ=530±165 МПа для необлученного металла и σ0,2±Δσ=580±170 МПа для облученного металла. Учитывая эти значения, в качестве металла для изготовления обоймы для образца как с облученной, так и с необлученной вставкой, была выбрана корпусная реакторная сталь 15Х2НМФА-А с пределом текучести, равным 550 МПа.
Из выбранных материалов были изготовлены элементы обоймы и вставки с размерами, обеспечивающими изготовление сварного составного образца СТ с размерами стандартного образца СТ - 30×31 мм с толщиной В=10 мм. Были изготовлены вставки двух типовых размеров L×10 мм: с длиной вставки L=10 мм и L=20 мм. Вставки из облученного материала были изготовлены из половинок испытанных ранее образцов Шарпи на ударный изгиб. Сварка вставки и элементов обоймы была выполнена согласно описанному выше способу изготовления составных сварных образцов. Вначале с помощью электронно-лучевой сварки приварили к вставке передний элемент составной обоймы, затем поочередно два боковых элемента обоймы и после этого приварили задний элемент обоймы. В процессе сварки контролировали, чтобы температура металла в центре вставки не превышала температуру облучения 270°С. После приварки заднего элемента обоймы в нем наносили надрез до вставки и симметрично ему высверливали два отверстия для захватов испытательной машины. Из вершины надреза путем приложения знакопеременных нагрузок выращивали усталостную трещину. Выращивание исходных усталостных трещин на стандартных и сварных составных образцах выполнялось на резонансной испытательной машине «Румул Микротрон» (Швейцария) мощностью 5 кН в автоматическом режиме контроля величин нагрузки, количества циклов и длины трещины.
По описанному выше способу были изготовлены сварные составные СТ образцы: из стали марки 15Х2НМФА-А со вставкой L=20 мм - 12 шт., со вставкой L=10 мм - 8 шт., из стали марки 25Х3НМ со вставкой L=20 мм - 12 шт., со вставкой L=10 мм - 8 шт.
Испытания на трещиностойкость, определение значений KJC и референсной температуры хрупкости, Тo, проводили согласно [4]. Испытания на трещиностойкость образцов типа СТ выполняли на универсальной испытательной машине Zwick/Roell Z100 мощностью 100 кН (Германия). Управляющие модули установок оснащены персональными компьютерами (ПК) и соответствующим программным обеспечением, позволяющим проводить работы в режиме автоматизированного контроля. Для создания необходимой температуры испытания установка снабжена термокриокамерой, которая установлена на нагружающей раме испытательной машины. Контроль температуры осуществлялся с помощью поверенных термопар типа "хромель - алюмель" и цифрового термометра. Образцы испытывались в режиме контроля смещения по оси нагружения. При этом производилась запись диаграммы нагружения в координатах "смещение - нагрузка" в цифровом виде на ПК. Нагружение доводилось до момента скачкообразного разрушения образца. Смещение регистрировалось по датчику раскрытия трещины. В качестве датчика раскрытия трещины использовался высокотемпературный преобразователь фирмы SANDNER. Обработку диаграмм испытаний и расчет характеристик KJC и То проводили по формулам документа [4].
Величины референсной температуры хрупкости, То, полученные на основе обработки результатов испытаний на трещиностойкость KJC стандартных цельных СТ образцов и предлагаемых сварных составных СТ образцов из сталей марок 15Х2НМФА-А и 25Х3НМ, представлены таблице 3.
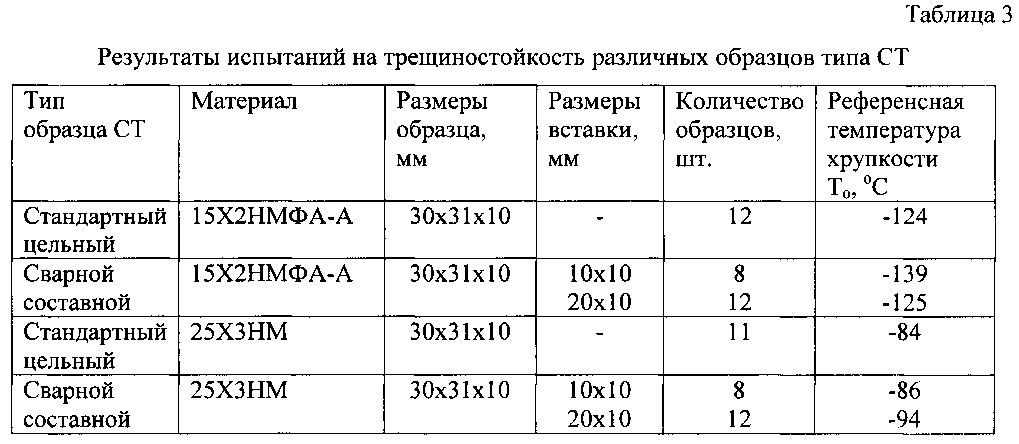
Как видно из таблицы 3, для стали марки 15Х2НМФА-А значение референсной температуры хрупкости, То, для стандартных цельных образцов составляет минус 124°С, а сварных составных образцов составляет минус 139°С (вставка 10×10) и минус 125°С (вставка 20×10). Максимальное различие параметра, То, для этих образцов составляет 12%. Для стали марки 25Х3НМ значение референсной температуры хрупкости, То, для стандартных цельных образцов составляет минус 84°С, а для сварных составных образцов составляет минус 86°С (вставка 10×10) и минус 94°С (вставка 20×10). Максимальное различие параметра, То, для этих образцов составляет 12%. Полученные близкие значения референсной температуры хрупкости, То, свидетельствуют о хорошем соответствии экспериментальных данных, полученных с использованием предлагаемых сварных составных образцах типа СТ, по отношению к экспериментальным данным, полученным на стандартных цельных образцах СТ.
Технико-экономические результаты по сравнению с прототипом:
Предлагаемый способ изготовления сварного составного образца типа СТ обеспечивает отсутствие влияния остаточных сварочных напряжений на величину трещиностойкости при сохранении свойств облученного металла, что позволяет повысить достоверность результатов испытаний на трещиностойкость облученного металла.
Внедрение данного способа изготовления сварного составного образца типа СТ с использованием металла обломков испытанных ранее облученных образцов-свидетелей необходимо для прямого определения трещиностойкости металла эксплуатирующихся корпусов реакторов типа ВВЭР, при этом количество экспериментальных данных, полученных в результате испытаний предлагаемых образцов с использованием обломков образцов-свидетелей, увеличивается втрое. Применение такого подхода позволит повысить безопасность эксплуатации и увеличить срок службы корпусов реакторов ВВЭР, что приведет к снижению себестоимости вырабатываемой на этих реакторах энергии.
Источники информации
1. ГОСТ 25.506-85 Методы механических испытаний металлов. Определение характеристик трещиностойкости (вязкости разрушения) при статическом нагружении. Государственный комитет СССР по стандартам, Москва, 1985.
2. ASTM Е 399-09 Standard Test Method for Plane-Strain Fracture Toughness of Metallic Materials. Annual Book of ASTM Standard. Vol. 03.01.
3. ASTM E 1921-10 Standard Test Method for Determination of Reference Temperature, To, for Ferritic Steels in the Transition Range. Annual Book of ASTM Standard. Vol. 03.01.
4. РД ЭО 1.1.2.09.0789-2012 Методика определения вязкости разрушения по результатам испытаний образцов свидетелей для расчета прочности и ресурса корпусов реакторов ВВЭР-1000. ОАО «Концерн Росэнергоатом», Москва, 2012.
5. van Walle Е. Reconstruction: where do we stand? // Effects of Radiation on Material: 17th International Symposium. ASTM STP 1270, 1996.
6. ГОСТ 1497-84 Металлы. Методы испытаний на растяжение. Государственный комитет СССР по стандартам, Москва, 1984.
Способ преобразования энергии ионизирующего излучения в электрическую энергию
Способ химико-термической обработки деталей из сталей мартенситного класса
Наномодифицированный эпоксидный сферопластик
Сплав на основе титана
Способ изготовления сверхпроводящих многосекционных оптических детекторов
Способ дуговой наплавки медно-никелевого сплава с содержанием никеля от 40 до 50% на алюминиево-никелевые бронзы
Способ центробежной отливки тонкостенных труб из жаропрочных сплавов
Высокопрочная износостойкая сталь для сельскохозяйственных машин (варианты)
Способ термодиффузионного цинкования крепежных деталей из сталей бейнитного класса с одновременным повышением их хладостойкости
Литейный сплав на основе титана
Способ преобразования энергии ионизирующего излучения в электрическую энергию
Способ химико-термической обработки деталей из сталей мартенситного класса
Наномодифицированный эпоксидный сферопластик
Сплав на основе титана
Способ изготовления сверхпроводящих многосекционных оптических детекторов
Способ дуговой наплавки медно-никелевого сплава с содержанием никеля от 40 до 50% на алюминиево-никелевые бронзы
Способ центробежной отливки тонкостенных труб из жаропрочных сплавов
Высокопрочная износостойкая сталь для сельскохозяйственных машин (варианты)
Способ термодиффузионного цинкования крепежных деталей из сталей бейнитного класса с одновременным повышением их хладостойкости
Литейный сплав на основе титана

