Результат интеллектуальной деятельности: Способ дуговой наплавки медно-никелевого сплава с содержанием никеля от 40 до 50% на алюминиево-никелевые бронзы
Вид РИД
Изобретение
Изобретение относится к области сварочного производства и может быть использовано в судостроении, машиностроении и в других отраслях промышленности для получения коррозионно-стойкого медно-никелевого покрытия на уплотнительном поле узла затвора арматуры из алюминиевых бронз.
Для трубопроводов систем забортной воды из меди и медно-никелевых сплавов судовая арматура изготавливается из алюминиево-никелевой бронзы. Алюминиево-никелевая бронза марки Бр.А9Ж4Н4Мц1 обладает высокой стойкостью к струевой коррозии (скорость коррозии составляет 0,02 мм/год при скорости потока воды до 4 м/с). Однако эта бронза, в морской воде подвержена структурно-избирательной (язвенной) коррозии со скоростью до 0,3 мм/год. Поэтому срок эксплуатации арматуры из этой бронзы из-за образования протечек в узле затвора также незначительный - 5-6 лет [А.Е. Вайнерман, М.М. Веретенников /Исследования наплавок медно-никелевого сплава с высоким содержанием никеля на алюминиево-никелевую бронзу/ Вопросы материаловедения, 2010, №1(61). С. 78-85].
Высокой стойкостью к общей, струевой и структурно-избирательной коррозии в морской воде обладают медно-никелевые сплавы с высоким (40-60%) содержанием никеля [Осинцев О.Е., Федоров В.Н. / Медь и медные сплавы. Отечественные и зарубежные марки. Справочник / М.: Машиностроение, 2004. - 336 с.]. Однако большинство медно-никелевых сплавов относится к числу деформируемых материалов, и для изготовления фасонных отливок их не применяют.
Решением является получение коррозионно-стойкого медно-никелевого покрытия с высоким (40-60%) содержанием никеля на уплотнительном поле узла затвора арматуры из алюминиевой бронзы.
Для получения коррозионно-стойких покрытий на металлических изделиях применяют различные способы наплавки: плазменный, лазерный, индукционный, аргонодуговой, электродуговой, электрошлаковый и др. В качестве присадочных материалов при наплавке покрытий используют порошки, проволоку, электроды, пасты.
Ближайшим аналогом заявляемого изобретения является принятый за прототип «Способ наплавки», авторское свидетельство №584998.
При этом способе наплавку медно-никелевых сплавов на алюминиевые бронзы выполняют следующим образом. На алюминиевые бронзы наносят промежуточный слой медно-никелевого сплава с содержанием никеля 0,5-6,5%, а потом наплавляют рабочий слой медно-никелевого сплава с содержанием никеля 10-99,5%.
Недостатком способа по прототипу является пониженная коррозионная стойкость промежуточного слоя, низкая производительность наплавки и повышенный расход цветного металла.
Низкая производительность способа по прототипу обусловлена большим количеством наплавляемых слоев в промежуточном слое. Так, наплавка промежуточного слоя медно-никелевым сплавом с содержанием никеля 0,5-6,5% на уплотнительное поле узла затвора арматуры выполняется в два и более слоев при ручной аргонодуговой наплавке неплавящимся электродом, в три и более при наплавке покрытыми электродами, а затем наплавляется рабочий слой медно-никелевым сплавом с содержанием никеля 10-99,5% в два-три слоя. Большое количество слоев в промежуточном слое связано со значительным проплавлением бронзы. Так при ручной дуговой наплавке покрытыми электродами проплавление основного металла составляет порядка 40-50%. В связи с этим содержание алюминия перешедшего из бронзы в первом слое промежуточного слоя может составлять до 5%. Согласно диаграмме состояния системы Cu-Ni-Al при содержании в сплаве более 5% никеля и более 1% алюминия при охлаждении сплава ниже температуры кристаллизации из него выделяются дисперсные интерметаллидные фазы Ni3Al и NiAl [Осинцев О.Е., Федоров В.Н. Медь и медные сплавы. Отечественные и зарубежные марки. Справочник. - М.: Машиностроение. 2004. - 336 с.]. Наплавленный медно-никелевый металл, содержащий более 1-2% алюминия, склонен к трещинообразованию [Б.П. Аравин, А.Е. Вайнерман, В.В. Карпов // Исследование особенностей наплавки медно-никелевым сплавом уплотнительных поверхностей узла затвора арматуры из алюминиевых бронз // Судостроительная промышленность, серия Материаловедение: Сварка. 1990, вып. 10, с. 39-47.]. Таким образом, большое количество слоев в промежуточном слое связано с тем, что в его верхнем последнем слое содержание алюминия не должно превышать 1-2%. Для этого необходимо наплавить не менее 3-4 слоев. При этом после наплавки первого слоя перед наплавкой последующих необходимо охлаждать изделие до температуры не выше 100°C, что связано с высокой склонностью медных сплавов к трещинообразованию при повышенных температурах [Абрамович В.Р., Демянцевич В.П., Ефимов Л.А. / Сварка меди и сплавов на медной основе // Л.: Машиностроение, 1988 г., 215 с.]. Все это существенно снижает производительность наплавки.
Повышенный расход цветного металла при наплавке по прототипу связан с повышенным количеством наплавленных слоев в промежуточном слое и рабочем слое.
Пониженная коррозионная стойкость промежуточного слоя связана с тем, что сплав МНЖ 5-1 по ГОСТ 492, принятый по прототипу в качестве промежуточного слоя, имеет коррозионную стойкость при струевой коррозии порядка 0,13-0,16 мм/год, что ниже чем у бронзы Бр.А9Ж4Н4Мц1 по ГОСТ 493, которая составляет порядка 0,046 мм/год. В связи с этим при контакте промежуточного слоя с морской водой в процессе эксплуатации изделия может произойти его разрушение, вызванное коррозионным разрушением промежуточного слоя.
Техническим результатом заявляемого изобретения является разработка способа получения коррозионно-стойкого покрытия на изделии из алюминиево-никелевой бронзы при сохранении трещиностойкости с повышенной производительностью наплавки, пониженным расходом цветного металла и повышенной коррозионной стойкостью промежуточного слоя.
Технический результат предлагаемого изобретения достигается за счет того, что для получения коррозионно-стойкого медно-никелевого покрытия на бронзу Бр.А9Ж4Н4Мц1 аргонодуговым способом неплавящимся электродом наносится промежуточный слой из медно-никелевого сплава Св-МН18 по ТУ5.965-11867 с содержанием никеля 16-18%), обладающий коррозионной стойкостью в 2 раза более высокой, чем у сплава МНЖ5-1, в 1 или 2 слоя, затем на промежуточный слой выполняют наплавку рабочего слоя медно-никелевым сплавом с 40-50% никеля в 2 слоя, при этом наплавку как промежуточного слоя, так и рабочего слоя выполняют сверху вниз при наклоне изделия 5-10°, что снижает степень проплавления на 10-15%, в связи с этим снижается количество наплавляемых слоев и уменьшается расход цветного металла.
При наплавке на постоянном токе изделий из алюминиевых бронз для получения качественного покрытия необходимо использовать спиртовой раствор флюса 34А по ТУ48-4-229, который предварительно перед наплавкой промежуточного слоя наносится на наплавляемую поверхность бронзы. Применение флюса необходимо для разрушения плен тугоплавкого окисла Al2O3 в сварочной ванне.
Опробование предложенного способа дуговой наплавки медно-никелевого сплава на алюминиевую бронзу производили следующим образом. Для наплавки по предложенному способу были взяты пластины размером 12×100×200 мм из бронзы БрА9Ж4Н4Мц1 (химический состав: Al - 9,2%; Fe - 4,3%; Mn - 0,9%; Ni - 4,1%; Cu - ост.) и установлены под наклоном 5° и 10°. На пластины выполняли наплавку промежуточного слоя в один слой по высоте с применением проволоки из сплава Св-МН18 (химический состав: Ni - 17,2%; Fe - 0,9%; Mn - 1,1%; Ti - 0,2%; Si - 0,1%; Cu - ост.) диаметром 3 мм ручным аргонодуговым способом неплавящимся электродом. Затем на промежуточный слой выполнялась наплавка рабочего слоя из медно-никелевого сплава с 40% никеля проволокой марки Св-МНЖМцТК 40-1-1-0,3-0,1 (химический состав: Ni - 42,1%; Fe - 1,1%; Mn - 1,4%; Ti - 0,3%; Si - 0,09%; Cu - ост.), в два слоя по высоте. Вся наплавка была выполнена в 3 слоя по высоте. Площадь наплавки составила 80 см2.
Для сравнения способом наплавки по прототипу было нанесено коррозионно-стойкое покрытие сплавом Св-МНЖМцТК 40-1-1-0,3-0,1 по ТУ 5.965-11953 через промежуточный слой МНЖКТ 5-1-0,2-0,2 (химический состав: Ni - 5,8%; Fe - 1,1%; Mn - 0,4%; Ti - 0,2%; Si - 0,2%; Cu - ост.). Наплавка выполнялась аргонодуговым способом неплавящимся электродом. Вся наплавка была выполнена в 4 слоя по высоте.
На обеих наплавленных пластинах было определено содержание алюминия в металле промежуточного слоя.
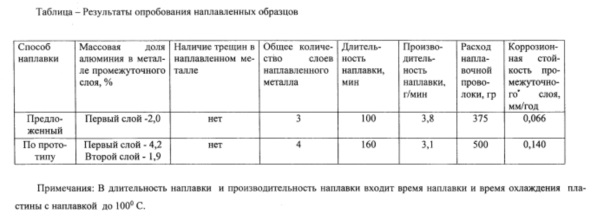
Результаты исследования приведены в таблице и показывают следующее.
При обоих способах наплавки - предложенном и по прототипу - содержание алюминия в наплавленном металле промежуточного слоя, определенное методом микрорентгеноспектрального анализа, низкое и находится примерно на одном уровне до 2 мас.%. При металлографическом исследовании шлифов, изготовленных из наплавленных образцов, на микроскопе «Axiovert 40МАТ» при увеличении x100 и x300 установлено, что микроструктура наплавленного металла во всех зонах однофазная, выделения интерметаллидной фазы при обоих способах наплавки отсутствуют. Недопустимые дефекты в наплавленном металле (трещины, свищи, не-провары) также отсутствуют при обоих способах наплавки. Отличие заключается в длительности наплавки и количестве наплавленных слоев и химического состава промежуточного слоя. Длительность наплавки по предложенному способу составила 100 мин, а при наплавке по прототипу - 160 мин, производительность наплавки соответственно 3,8 г/мин и 3,1 г/мин. Таким образом, производительность наплавки по предложенному способу на 20% выше, расход цветного металла ниже на 25%, и коррозионная стойкость промежуточного слоя в 2 раза выше, чем при наплавке по прототипу.
Система защиты от эрозионно-коррозионного разрушения корпусов морских судов и сооружений
Способ получения металлического покрытия на режущих кромках почвообрабатывающей техники
Способ изготовления лопатки компрессора
Сплав на основе титана
Сплав на основе титана
Нанокомпозит на основе никель-хром-молибден
Многослойный композиционный материал для защиты от электромагнитного излучения
Способ получения нанокристаллического порошка
Электрод для сварки теплоустойчивых сталей
Сварочная проволока для автоматической сварки теплоустойчивых сталей перлитного класса
Система защиты от эрозионно-коррозионного разрушения корпусов морских судов и сооружений
Способ получения металлического покрытия на режущих кромках почвообрабатывающей техники
Способ изготовления лопатки компрессора
Сплав на основе титана
Сплав на основе титана
Нанокомпозит на основе никель-хром-молибден
Многослойный композиционный материал для защиты от электромагнитного излучения
Способ получения нанокристаллического порошка
Электрод для сварки теплоустойчивых сталей
Сварочная проволока для автоматической сварки теплоустойчивых сталей перлитного класса

