Результат интеллектуальной деятельности: ЛОПАТКА ГАЗОТУРБИННОЙ УСТАНОВКИ ИЗ ЖАРОПРОЧНОГО СПЛАВА НА ОСНОВЕ НИКЕЛЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к металлургии, в частности к литейным коррозионно-стойким жаропрочным сплавам на основе никеля с хромом, кобальтом, вольфрамом, молибденом, и может быть использовано для изготовления литьем деталей горячего тракта газотурбинных установок (ГТУ), работающих в агрессивных средах природного газа при температурах 600-900°С, например, лопаток с монокристаллической, направленной и равноосной структурами.
Высокие прочностные характеристики таких сплавов достигаются за счет значительного количества (35-55 ат%) упрочняющей γ′-фазы (Ni3Al), легированной титаном, ниобием, танталом и другими элементами, а также упрочнением твердого раствора (γ-фазы) кобальтом, хромом, молибденом, вольфрамом. Служебные характеристики лопаток из жаропрочных сплавов на основе никеля также зависят от способа термообработки, обеспечивающего оптимальную структуру металла и распределение в нем упрочняющих соединений.
Известен жаропрочный сплав на основе никеля для изготовления рабочих лопаток с равноосной структурой для газовых турбин и способ его термообработки.
(RU 2539643, С22С 19/05, приоритет от 19.02.2014)
Известный жаропрочный сплав содержит углерод, хром, кобальт, вольфрам, молибден, титан, алюминий, бор, цирконий, гафний, кремний, железо, медь, серу, азот, кислород, церий, ниобий, иттрий, марганец, фосфор и никель при следующем соотношении компонентов, мас.%: углерод 0,05-0,09; хром 15,4-15,8; кобальт 10,0-10,4; вольфрам 5,0-5,3; молибден 1,6-1,8; титан 4,3-4,5; алюминий 3,0-3,2; бор 0,06-0,09; цирконий ≤0,015; гафний 0,2-0,3; кремний ≤0,1; железо ≤0,1; медь ≤0,05; сера ≤0,005; азот ≤20 ppm; кислород ≤15 ppm, церий ≤0,015; ниобий 0,1-0,2; иттрий ≤0,03; марганец ≤0,1; фосфор ≤0,005 и никель - остальное.
При осуществлении способа изготовления лопаток из известного сплава проводят термическую обработку путем отжига с нагревом, выдержкой и охлаждением и старения, при этом отжиг ведут в инертной атмосфере с нагревом со скоростью 5-10°С/мин до температуры 1060±10°С, выдержкой в течение 3-4 часов и охлаждением со скоростью 30-50°С/мин до температуры 600-700°С и далее до комнатной температуры, а старение проводят при температуре 850±10°С в течение 16 часов с последующим охлаждением на воздухе до комнатной температуры.
Известный жаропрочный сплав в термообработанном состоянии наиболее оптимально использовать для литья крупногабаритных рабочих лопаток с равноосной структурой. Из-за очень высокого содержания бора (0,06-0,09 мас.%) в габаритных рабочих лопатках не образуется рассеянная усадочная пористость. Однако высокое содержание бора приводит к выделению легкоплавкой боридной эвтектики с температурой оплавления ≈1135°С, что препятствует достижению максимально высокого уровня жаропрочности металла лопаток, поскольку при отжиге при пониженных температурах невозможно достигнуть полного растворения упрочняющей γ′-фазы (TSOLγ′>1200°С). При этом нагрев до технически допустимой температуры 1120°С не позволяет получить повышенную пластичность из-за ослабления междендритных областей за счет роста в них γ′-фазы до недопустимой величины 1,5-2,5 мкм. Все это ограничивает применение известного сплава для литья рабочих лопаток с равноосной структурой и способа его термообработки и делает нецелесообразным его применение для изготовления сопловых лопаток как в равноосном, так и монокристаллическом состояниях.
1120°С не позволяет получить повышенную пластичность из-за ослабления междендритных областей за счет роста в них γ′-фазы до недопустимой величины 1,5-2,5 мкм. Все это ограничивает применение известного сплава для литья рабочих лопаток с равноосной структурой и способа его термообработки и делает нецелесообразным его применение для изготовления сопловых лопаток как в равноосном, так и монокристаллическом состояниях.
Наиболее близким по технической сущности и достигаемому результату является лопатка газотурбинной установки из жаропрочного сплава на основе никеля и способ изготовления лопаток газотурбинных установок.
(RU 2443792, С22С 19/05, опубликовано 27.02.2012)
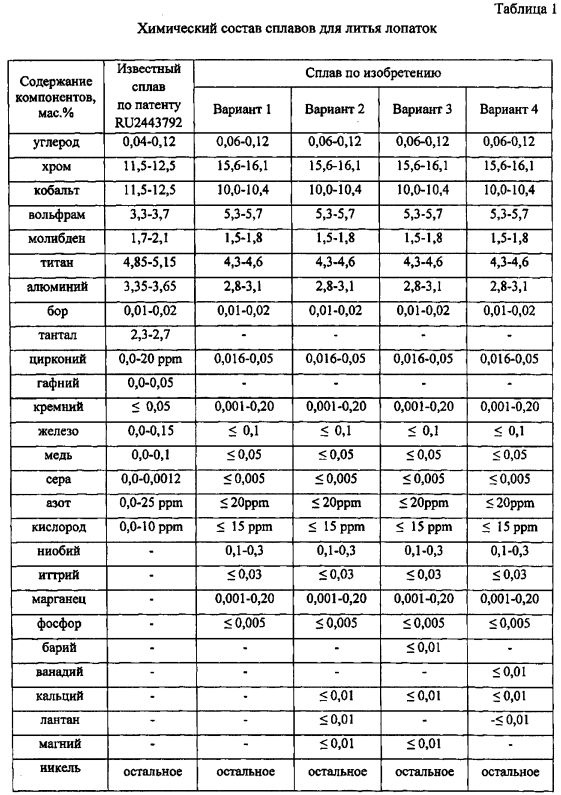
Лопатка изготовлена из сплава, содержащего углерод, хром, кобальт, вольфрам, молибден, титан, алюминий, бор, тантал, цирконий, гафний, кремний, железо, медь, серу, азот, кислород и никель при следующих соотношениях компонентов, мас.%: углерод 0,04-0,12; хром 11,5-12,5; кобальт 11,5-12,5; вольфрам 3,3-3,7; молибден 1,7-2,1; титан 4,85-5,15; алюминий 3,35-3,65; бор 0,01-0,02; тантал 2,3-2,7; цирконий 0,0-20 ppm; гафний 0,0-0,05; кремний менее 0,05; железо 0,0-0,15; медь 0,0-0,10; сера 0,0-0,0012, азот 0,0-25 ppm; кислород 0,0-10 ppm и никель - остальное.
Способ изготовления лопаток газотурбинных установок включает отливку лопатки и ее термообработку, причем термообработка включает нагрев до температуры 2050±25°F (1120±4°С), выдержку в течение 2 часов ±15 минут, охлаждение закалкой в потоке газа (аргон, гелий) до температуры 1100°F (593°С) или ниже, повторный нагрев до температуры 1975±25°F (1080±4°С) и выдержку в течение 4 часов ±15 минут, повторное охлаждение закалкой в потоке газа до температуры 1100°F (593°С) или ниже, нагрев сплава до температуры 1550°F±25°F (843±4°С) и выдержку (старение) в течение 24 часов±30 минут, и охлаждение сплава до температуры 1100°F (593°С) или ниже.
После термической обработки сплав имеет значительный объем упрочняющей γ′-фазы (≈56 ат%) и характеризуется повышенной жаропрочностью, однако содержит до 6% эвтектики, которая при используемой для этого сплава температуре термообработки 1120±4°С не может быть растворена (ее TSOL>1200°C), не участвует в упрочнении и приводит к повышению газоусадочной пористости. Кроме того, известный сплав не обладает достаточной коррозионной стойкостью и структурной стабильностью в процессе наработки в нем прогнозируется выпадение ≈2-3% охрупчивающей σ-фазы, что ограничивает области его применения, в том числе для изготовления лопаток с термобарьерным покрытием.
Задачей и техническим результатом изобретения является повышение характеристик прочности, пластичности и коррозионной стойкости жаропрочного сплава лопаток с направленной, монокристаллической и равноосной структурами в сочетании с повышенной пластичностью и структурной стабильностью на ресурс, расширение области применения сплава.
Технический результат достигается тем, что предложена лопатка газотурбинной установки из жаропрочного сплава на основе никеля, содержащего углерод, хром, кобальт, вольфрам, молибден, титан, алюминий, бор, цирконий, кремний, железо, медь, серу, азот, кислород, ниобий, иттрий, марганец, фосфор и никель при следующем соотношении компонентов, мас.%: углерод 0,06-0,12; хром 15,6-16,1; кобальт 10,0-10,4; вольфрам 5,3-5,7; молибден 1,5-1,8; титан 4,3-4,6; алюминий 2,8-3,1; бор 0,01-0,02; цирконий 0,016-0,05; кремний 0,001-0,2; железо ≤0,1; медь ≤0,05; сера ≤0,005; азот ≤20 ppm; кислород ≤15 ppm, ниобий 0,1-0,3; иттрий ≤0,03; марганец 0,001-0,2; фосфор ≤0,005 и никель - ьостальное.
Технический результат также достигается тем, что жаропрочный сплав дополнительно содержит в концентрации ≤0,01 мас.% по меньшей мере три компонента, выбранных из группы: барий, ванадий, кальций, лантан, магний.
Технический результат также достигается тем, что способ изготовления лопаток газотурбинных установок из жаропрочного сплава на основе никеля по п. 1 включает отливку лопатки и термическую обработку, при этом термическую обработку проводят в инертной атмосфере путем отжига с нагревом, выдержкой и охлаждением и старения, при этом сначала отжиг ведут с нагревом со скоростью 5-10°С/мин до температуры 1170±10°С, выдержкой в течение 3-4 часов и охлаждением со скоростью 30-50°С/мин до температуры 600-700°С и далее произвольно до комнатной температуры, затем с нагревом со скоростью 5-10°С/мин до температуры 1060±10°С, выдержкой в течение 3-4 часов и охлаждением со скоростью 30-50°С/мин до комнатной температуры, а старение проводят при температуре 850±10°С в течение 16 часов с последующим охлаждением на воздухе до комнатной температуры.
Технический результат также достигается тем, что способ изготовления лопаток газотурбинных установок из жаропрочного сплава на основе никеля по п. 1 включает отливку лопатки и термическую обработку, при этом термическую обработку проводят в инертной атмосфере путем отжига с нагревом, выдержкой и охлаждением и старения, при этом термическую обработку ведут с нагревом со скоростью 5-10°С/мин до температуры 1180±10°С, выдержкой в течение 3-4 часов, охлаждением со скоростью 5-10°С/мин до температуры 1050±10°С и выдержкой в течение 0,5-3 часов и далее со скоростью 30-50°С/мин до комнатной температуры, а старение проводят при температуре 860±10°С в течение 16 часов с последующим охлаждением на воздухе до комнатной температуры.
Технический результат также достигается тем, что способ изготовления лопаток газотурбинных установок из жаропрочного сплава на основе никеля по п. 1 включает отливку лопатки и термическую обработку, при этом термическую обработку проводят в инертной атмосфере путем отжига с нагревом, выдержкой и охлаждением и старения, при этом термическую обработку сначала ведут сначала с нагревом со скоростью 5-10°С/мин до температуры 1180±10°С, выдержкой в течение 3-4 часов, охлаждением со скоростью 5-10°С/мин до температуры 1050±10°С и далее со скоростью 30-50°С/мин до комнатной температуры, затем с нагревом со скоростью 5-10°С/мин до температуры 1050±10°С, выдержкой в течение 0,5-3 часов и охлаждением со скоростью 30-50°С/мин до комнатной температуры, а старение проводят при температуре 860±10°С в течение 16 часов с последующим охлаждением на воздухе до комнатной температуры.
Дополнительное введение ниобия (до 0,3 мас.%) в сочетании с заявленным содержанием углерода (0,06-0,12 мас.%) в присутствии иттрия и марганца способствует упрочнению границ зерен сплава карбидами оптимальной морфологии, что повышает пластичность металла лопатки в сочетании с повышенной прочностью и коррозионной стойкостью.
Дополнительное введение в сплав по изобретению по меньшей мере трех компонентов, выбранных из группы: барий, ванадий, кальций, лантан, магний; в количестве 0,01 мас.% обеспечивает подавление образования легкоплавких соединений по границам зерен, что дополнительно повышает пластичность и прочность металла лопатки.
Проведение отжига в инертной атмосфере при повышенных температуре 1170÷1180±10°С в течение 3-4 часов при заданных режимах нагрева (со скоростью 5-10°С/мин) и охлаждения (со скоростью 20-50°С/мин) обеспечивает более полное растворения упрочняющей γ′-фазы, способствует формированию вторичной упрочняющей γ′-фазы оптимального размера и необходимому сочетанию прочности и пластичности. Выбранные концентрации кобальта, молибдена, хрома и вольфрама препятствуют образованию охрупчивающей σ-фазы в прочесе наработки повышает пластичность металла и повышают структурную стабильность на ресурс. Старение при температуре 850±10°С в течение 16 часов с последующим охлаждением на воздухе до комнатной температуры обеспечивает довыделение мелкодисперсной γ′-фазы (до 0,1 мкм) и повышение кратковременной прочности.
Охлаждение после отжига в инертной атмосфере при температуре 1170±10°С со скоростью 20-50°С/мин до температуры 600-700°С и далее произвольно до комнатной температуры, последующий нагрев со скоростью 5-10°С/мин до температуры 1060±10°С, выдержка в течение 3-4 часов и охлаждение со скоростью 30-50°С/мин до комнатной температуры, а также старение при температуре 850±10°С в течение 16 часов с последующим охлаждением на воздухе до комнатной температуры (ТО-1) наиболее целесообразно использовать при изготовлении лопаток с повышенными прочностными характеристиками.
Охлаждение после отжига в инертной атмосфере при температуре 1180±10°С со скоростью 5-10°С/мин до температуры 1050±10°С, выдержка в течение 0,5-3 часов и дальнейшее охлаждение со скоростью 30-50°С/мин до комнатной температуры, а также старение при температуре 860±10°С в течение 16 часов с последующим охлаждением на воздухе до комнатной температуры (ТО-2) наиболее целесообразно использовать при изготовлении лопаток с повышенной пластичностью. При температуре 1050±10°С происходит подрастание вторичной γ′-фазы, обеспечивающее повышенную пластичность металла лопатки.
Охлаждение после отжига в инертной атмосфере при температуре 1180±10°С со скоростью 5-10°С/мин до температуры 1050±10°С и далее со скоростью 30-50°С мин до комнатной температуры, последующий нагрев со скоростью 5-10°С мин до температуры 1050±10°С, выдержка в течение 0,5-3 часов и охлаждением со скоростью 30-50°С/мин до комнатной температуры, а также старение при температуре 860±10°С в течение 16 часов с последующим охлаждением на воздухе до комнатной температуры (ТО-3) целесообразно использовать при нанесении на поверхность металла лопатки термобарьерного защитного покрытия, например, на основе Co-Cr-Al-Y. При этом режим нанесения термобарьерного защитного покрытия достаточно близок к режиму термической обработки при температуре 1050±10°С в течение 0,5-3 часов.
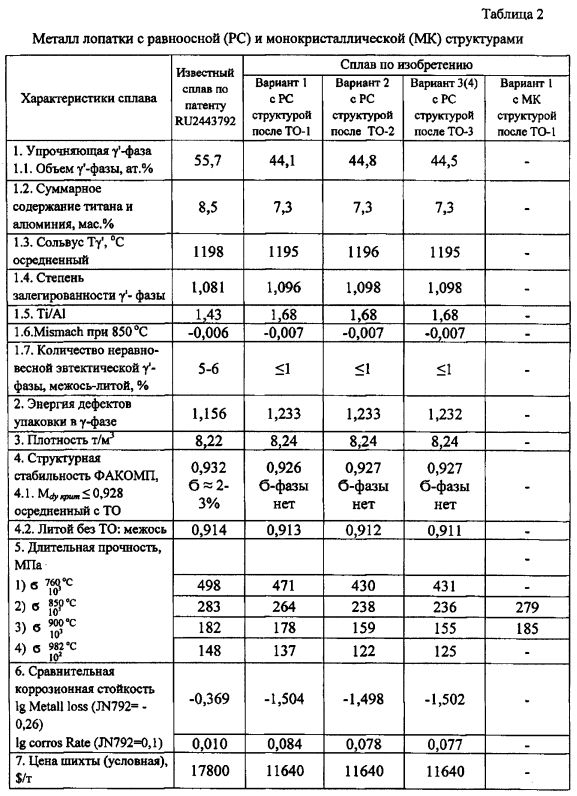
Достижение поставленного технического результата можно проиллюстрировать служебными характеристиками сплава лопатки газотурбинных установок, полученной с использованием сплава и способов по изобретению, представленными в таблицах 1 и 2. Для сравнения был использован состав известного жаропрочного сплава по патенту RU 2443792, подвергнутый термической обработке, разработанной для данного сплава. Предполагалось, что сравниваемые сплавы имели равноосную (PC) структуру, т.е. были отлиты по одинаковой технологии. Кроме того, в таблице 2 представлены служебные характеристики жаропрочного сплава по изобретению для изготовления лопатки с монокристаллической (МК) структурой.
Служебные характеристики сравниваемых металлов лопаток были оценены с использованием известной методики ФАКОМП и других известных методик расчета свойств по химическому составу сплава. Известные методики позволяют с высокой степенью достоверности оценить структурную стабильность на ресурс (образования охрупчивающих фаз), склонность к выделению в литом состоянии неравновесных эвтектических фаз, на месте которых при термообработке литых лопаток образуются поры и трещины, характеристики длительной прочности, критические точки металла лопатки и другие ее физико-механические свойства,
(Н. Harada и др., Сб. Superalloys, 1988; p.p. 733-742; Н. Harada и др., Сб. Superalloys, 2000; pp. 729-736; Н. Harada, Сб. Alloys Design for Nickel-base Superalloys, 1982, pp. 721-735).
Данные таблицы 2 показывают, что сплав по изобретению обладает оптимальным сочетанием служебных характеристик, имеет повышенную стабильность на ресурс (нет выпадения σ-фазы), более высокие показатели (в 4 раза) по коррозионной стойкости, что должно привести к повышению термоусталостных характеристик.
Сплав по изобретению с МК состоянии при рабочих температурах 850-900°С, не уступая по жаропрочности известному сплаву, превосходит его по пластичности, как и в PC состоянии по режиму ТО-2.
Состав сплава по изобретению и режимы его термообработки обеспечивают высокий уровень структурной стабильности на ресурс металла лопатки (показатели Mdy крит≤0,928 и Nv≤2.36 меньше критических значений).
Способ производства бесшовных горячекатаных труб размером 550×25-30 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 245×10-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава - эшп стали марки 10х9мбф-ш
Способ производства бесшовных труб размером 465×15-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных горячекатаных труб размером 630×28-32×4800-5500 мм из сталей марок 15х1м1ф и 10х9мфб-ш на тпу 8-16" с пилигримовыми станами для трубопроводов промежуточного перегрева пара котельных установок
Способ производства бесшовных труб размером 273×9-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10x9мфб-ш
Способ производства бесшовных труб размером 377×14-19 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 219×8-50 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 325×13-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ получения микрослитков из расплава методом центробежного распыления
Способ получения отливки лопатки газовой турбины с направленной и монокристаллической структурой
Жаропрочная сталь мартенситного класса
Жаропрочный сплав на основе никеля для литья рабочих лопаток газотурбинных установок
Жаропрочный сплав на основе никеля для литья рабочих лопаток газотурбинных установок
Износостойкий чугун с шаровидным графитом
Жаропрочный сплав
Способ производства бесшовных горячекатаных труб размером 610×28-32×5300-6000 мм из сталей марок 15х1м1ф и 10х9мфб-ш для трубопроводов промежуточного перегрева пара котельных установок
Способ производства бесшовных горячекатаных труб размером 550×25-30 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 245×10-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава - эшп стали марки 10х9мбф-ш
Способ производства бесшовных труб размером 465×15-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных горячекатаных труб размером 630×28-32×4800-5500 мм из сталей марок 15х1м1ф и 10х9мфб-ш на тпу 8-16" с пилигримовыми станами для трубопроводов промежуточного перегрева пара котельных установок

