Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСТИ И ОТВЕРСТИЯ В ПРЕССОВАННОЙ ЗАГОТОВКЕ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано при изготовлении прессованных металлических и диэлектрических заготовок, имеющих открытые полости и отверстия.
Известен способ изготовления охлаждающих каналов в металлической заготовке турбинной лопатки, включающий закладку перед штамповкой стержней-заполнителей, которые вытравливаются в течение 35-50 часов [1], стр. 67. К недостаткам способа относится высокая трудоемкость удаления заполнителя, нарушение качества поверхностного слоя, точности и прочности каналов из-за воздействия травителя.
Наиболее близким является способ получения отверстий в диэлектрических прессованных заготовках путем электрохимического удаления металлических вставок вдоль их длины [2], который заключается в том, что с целью расширения технологических возможностей за счет получения глубоких отверстий вставку выполняют в виде втулки, внутри которой размещают изолированный токоподвод.
Недостатками способа являются: высокая трудоемкость удаления вставок, ограничение глубины отверстий, возможность изготовления деталей только из диэлектрических материалов.
Изобретение направлено на снижение трудоемкости изготовления прессованных металлических заготовок с полостями и отверстиями, повышение качества.
Это достигается тем, что до прессования заготовки на вставки, помещаемые в места нахождения полостей и отверстий, наносят слой реологической жидкости, на которую одним слоем насыпают осесимметричные гранулы из легкоплавкого материала, вставку с жидкостью и гранулами помещают в магнитное поле и выдерживают до затвердевания реологической жидкости, затем устанавливают в пресс-форму и прессуют заготовку, после чего снимают магнитное поле и удаляют реологическую жидкость, далее спекают заготовку при температуре выше температуры плавления материала гранул, удаляют расплавленные гранулы и вынимают из заготовки вставки.
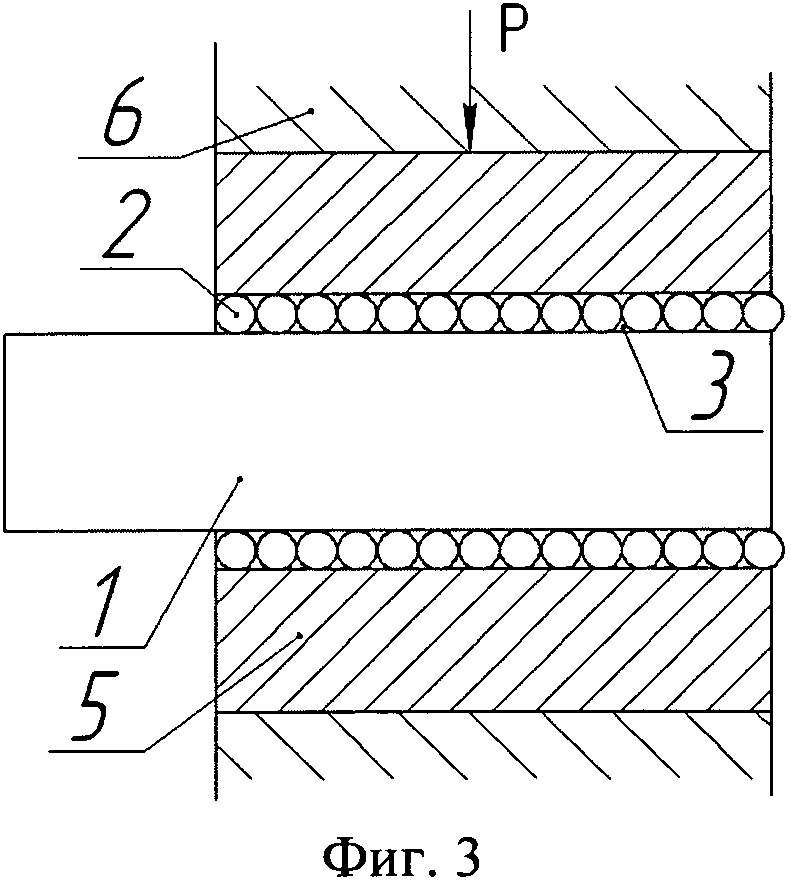
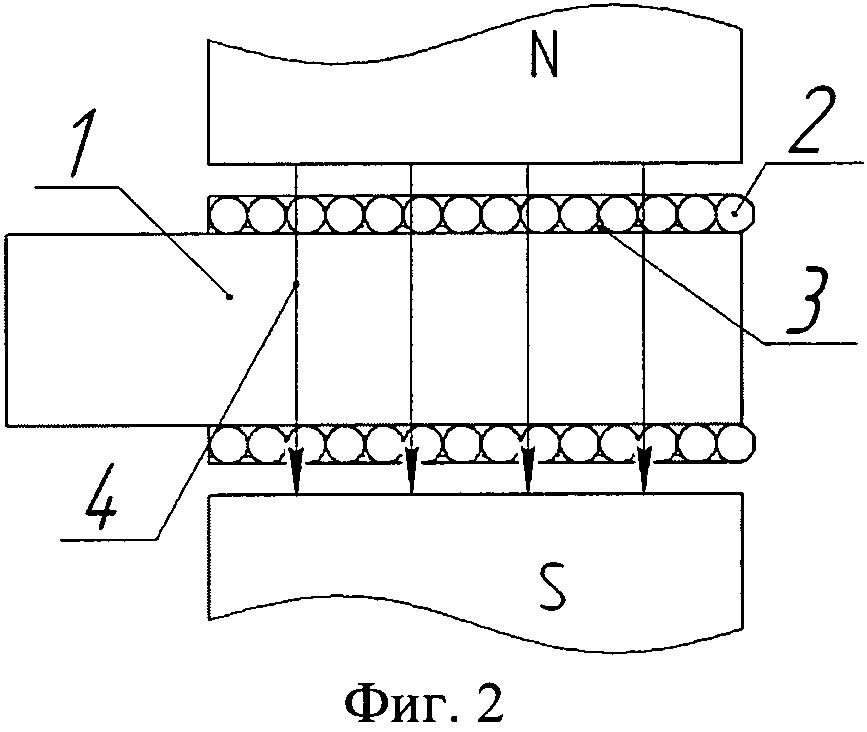
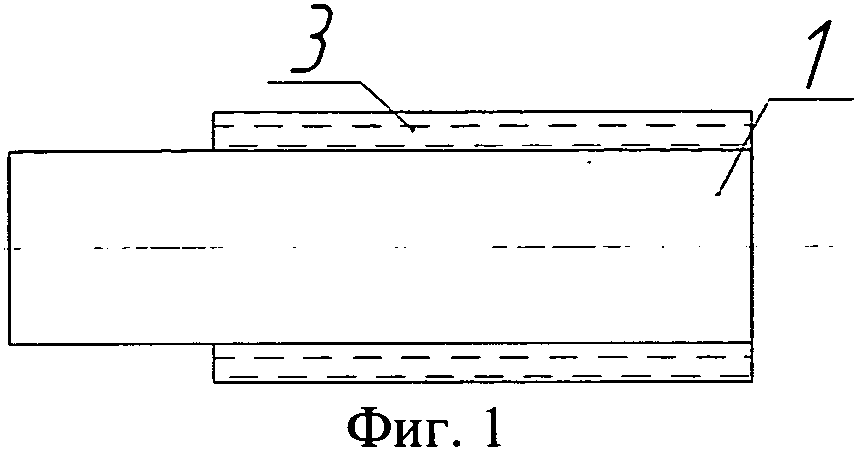
Способ поясняется следующими чертежами: на фиг. 1 показана вставка по форме полости или отверстия с нанесенным слом реологической жидкости; на фиг. 2 - вставка после нанесения в реологическую жидкость слоя гранул; фиг. 3 - схема прессования заготовки с вставками; фиг. 4 - спекание заготовки и расплавление материала вставок; фиг. 5 - готовая спеченная заготовка.
Способ осуществляется следующим образом: выполняют вставку 1 (фиг. 1), имеющую форму полости или отверстия с размерами, уменьшенными на двойную величину размера гранулы 2 (фиг. 2). Гранулы 2 должны иметь осесимметричную форму, например шара, что гарантирует точность полостей или отверстий в получаемых заготовках. На вставку 1 наносят, например окунанием, слой реологической жидкости 3 (фиг. 1) на длину вставки 1, не менее глубины полости или отверстия в заготовке 5 (фиг. 3). Вставку 1 с гранулами 2 и реологической жидкостью 3 помещают в магнитное поле 4 (фиг. 2) и выдерживают до затвердевания реологической жидкости 3. После этого вставку 1 с гранулами 2 в реологической жидкости 3 помещают на место положения полостей или отверстий в заготовке 5 и прессуют силой «Р», определяемой в каждом конкретном случае, в пресс-форме 6 до формирования заготовки 5 (фиг. 3). Снимают магнитное поле 4, после чего реологическая жидкость 3 переходит в жидкое состояние и удаляется (фиг. 3) из пространства между вставкой 1 и заготовкой 5. Удаление жидкости 3 необходимо, т.к. при нагреве она может возгораться или выделять токсичные вещества. Спрессованную заготовку 5 (фиг. 3) вынимают из пресс-формы и спекают (фиг. 4) до получения требуемых свойств материала заготовки 5, расплавления гранул 2 (фиг. 3) и получения жидкого материала 7, который удаляют из пространства между вставкой 1 и заготовкой 5 (фиг. 4) вставку 1, после чего получают готовую прессованную заготовку 5 (фиг. 5) с полостью или отверстием 8.
Пример 1 использования способа: в керамической диэлектрической прессованной заготовке нужно получить сферическую полость диаметром 1 мм на глубину 3 мм. Используют реологическую жидкость МК2-40, гранулы из цинкового сплава сферической формы с радиусом 0,12 мм. Тогда радиус рабочей части вставки будет 0,88 мм, диаметр цилиндрической части 1,76 мм. После нанесения окунанием реологической жидкости на вставку ее обсыпают одним слоем цинковых гранул и вдавливают их до контакта с вставкой, после чего вставку помещают в пространство между электромагнитами и создают напряженность поля 20·103 А/м, что для реологической жидкости на базе магнетита (МК2-40) обеспечивает магнитную индукцию 0,029 Тл. При таких режимах время «застывания» реологической жидкости небольшой глубины составляет 3-4 секунды. Заготовка прессуется из порошка минералокерамики ЦН 222. В конце прессования электромагнит выключают, после чего через 6-7 секунд образуется жидкая фаза реологической жидкости, которая сливается для последующего использования.
Заготовку с вставкой помещают в печь для спекания при 1200 К в течение 2-5 минут. За это время цинковый сплав гранул с температурой плавления около 700 К переходит в жидкое состояние и вытекает из зазора между вставкой и заготовкой. После этого вставка вынимается из заготовки, которая имеет полость радиусом 1-0,3 мм и глубину  мм. Шероховатость поверхности полости 1,25 мкм, что соответствует требованиям чертежа. Общее время изготовления заготовки не превышало 1 часа, что на порядок ниже, чем при других методах.
мм. Шероховатость поверхности полости 1,25 мкм, что соответствует требованиям чертежа. Общее время изготовления заготовки не превышало 1 часа, что на порядок ниже, чем при других методах.
Пример 2. В твердосплавной заготовке матрицы высадочного штампа из вольфрамо-кобальтого сплава ВК20 необходимо получить сквозное отверстие диаметром 2,8 мм. Используя те же гранулы и реологическую жидкость, как в примере 1, получаем диаметр вставки 2,56 мм. При прессовании применяют силу 1,2·104 Па. Температура спекания 1700 К, остальные параметры аналогичны рассмотренным в примере 1. После удаления вставки получено отверстие с диаметром  с шероховатостью 0,63 мкм, что соответствует требованиям чертежа. Трудоемкость изготовления матрицы снизилась в 28 раз по сравнению с эрозионной прошивкой и доводкой отверстия на доводочном станке.
с шероховатостью 0,63 мкм, что соответствует требованиям чертежа. Трудоемкость изготовления матрицы снизилась в 28 раз по сравнению с эрозионной прошивкой и доводкой отверстия на доводочном станке.
Источники информации
1. Изготовление основных деталей авиадвигателей / М.И.Евстигнеев и др. М.: Машиностроение. 1972 - 448 с.
2. Авторское свидетельство 1673329 (СССР) Электрохимическое получение отверстий малого диаметра в диэлектриках (Авт. В.П.Смоленцев, В.Т.Трофимов, В.В.Трофимов). Бюл. изобр. №32, 1991.
Способ изготовления прессованной заготовки с отверстием, включающий использование вставки и пресс-формы, отличающийся тем, что на вставку наносят слой реологической жидкости, на который насыпают осесимметричные гранулы из легкоплавкого материала, затем вставку с жидкостью и гранулами помещают в магнитное поле и выдерживают до затвердевания реологической жидкости, затем вставку с реологической жидкостью и гранулами устанавливают в пресс-форму и прессуют до формирования заготовки, после чего снимают магнитное поле, удаляют реологическую жидкость и спекают заготовку при температуре выше температуры плавления материала гранул, удаляют расплавленные гранулы и вынимают вставку из готовой заготовки.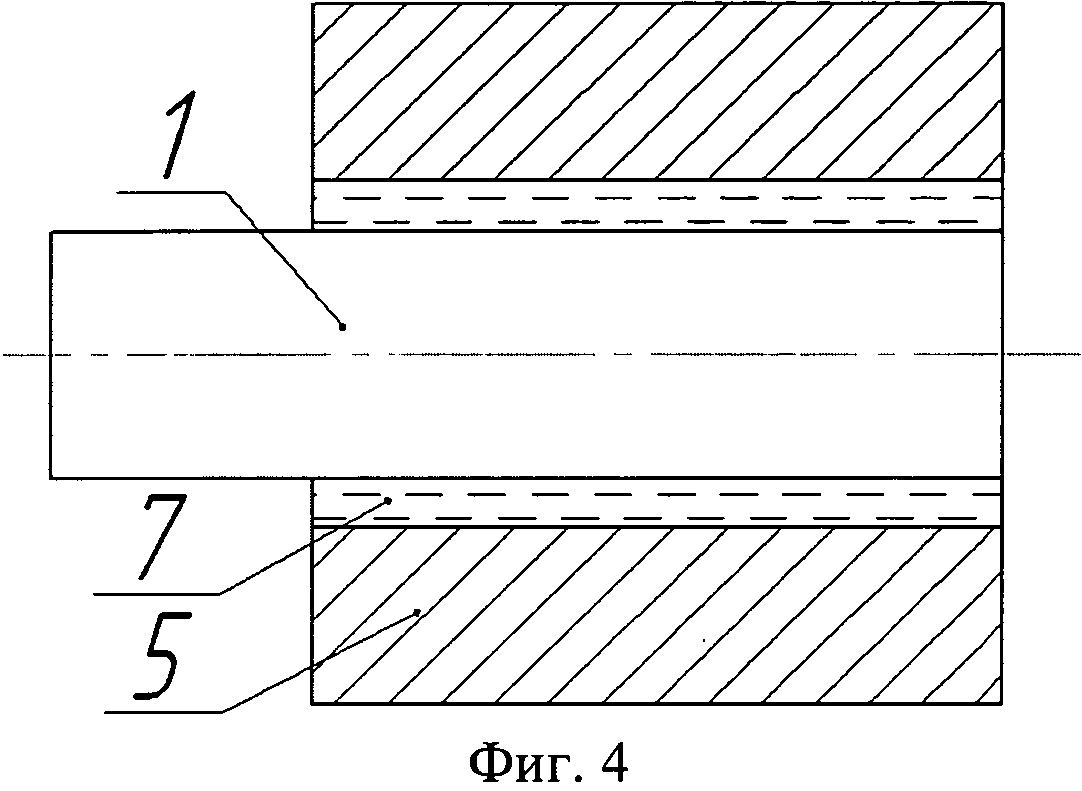
Способ изготовления электрода-проволоки
Способ изготовления диффузионной сваркой стоистой тонкостенной конструкции из титановых листовых материалов
Способ объемной штамповки на механическом прессе
Инструмент и способ калибровки отверстий малого сечения в форсунках
Электрод-инструмент для прошивки отверстий
Способ упрочнения каналов детали
Способ лазерного упрочнения плоской заготовки
Способ удаления диэлектрических покрытий с металлической основы
Способ разделения листовых металлических заготовок переменной толщины в среде электролита и устройство для его осуществления
Устройство для очистки воздуха
Ротор сегментного ветроэлектроагрегата
Полупроводниковый фотопреобразователь
Камера жидкосного ракетного двигателя
Автомобильный генератор
Грейферная подача для перемещения деталей в прессе
Износостойкое наноструктурное покрытие
Способ струйной электрохимической обработки
Способ магнитно-импульсной обработки деталей
Цифровой демодулятор сигналов с частотной модуляцией
Мобильный модуль автоматизированной клепки панелей

