Результат интеллектуальной деятельности: СПОСОБ РАЗВОДОРОЖИВАНИЯ СВАРНЫХ ШВОВ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ
Вид РИД
Изобретение
Изобретение относится к анализу материалов радиационными методами и может быть использовано для разводороживания сварных швов магистральных газопроводов.
Водород, также как кислород и азот, растворяется в расплавляемом при сварке металле. Он попадает в металл из воздуха, содержащего пары воды, из влаги покрытия электродов; из ржавчины, находящейся на поверхности металла изделия, и электродов. Водород содержится также в электродных покрытиях и в самом металле. Количество водорода в металле шва и зоне термического влияния зависит от качества сварочных материалов и способа сварки. Так при автоматической сварке под флюсом содержание водорода может достигать 5 см3/100 г наплавленного металла, а при ручной дуговой сварке покрытыми электродами более 30 см3/100 г (М.Д. Банов, Ю.В. Казаков, М.Г. Козулин и др.; под ред. Ю.В. Казакова, Сварка и резка материалов: Учебное пособие. - Издание 2-е, стереотипное. - Издательский центр «Академия», 2002. - 400 с.). При большой концентрации водорода в сварных швах сталь стенки становится хрупкой, что приводит к потере устойчивости трубопроводов и их разрушению (В.Н. Поляков. Катастрофы трубопроводов большого диаметра. Роль полей водорода. Проблемы прочности. 1995, - №1. - С. 137-146).
Известен способ разводороживания стали путем нагрева (Походня И.К., Швачко В.И., Степанюк С.Н. Водородные ловушки в сварных швах. Водородная обработка металлов. Труды 3-й Международной конференции ВОМ-2001. Донецк. 2001. 42. С. 297-298). Недостаток способа состоит в том, что он требует применения стационарных нагревательных печей, используется в заводских и лабораторных условиях и неприменим в полевых условиях прокладки газопроводов.
Известен способ удаления водорода из поковки (металла) с использованием нагрева шва в интервале температур от 660 до 700°С с выдержкой при этой температуре в печи в течение часа и последующим охлаждением до температуры 240…260ºС. Охлаждение поковки производят со скоростью 5…20ºС/час. Это позволяет повысить производительность термических печей и сократить расход топлива на термообработку единицы продукции. (Патент РФ №2252268. Способ термической противофлокенной обработки поковок // Воробьев Н.И., Лившиц Д.А., Подкорытов А.Л. и др.). Недостаток способа - технологический процесс в печах, в стационарных условиях, что делает его неприменимым в условиях прокладки газопровода.
Известен способ разводороживания стали путем обработки вакуумом (М.Д. Банов, Ю.В. Казаков, М.Г. Козулин и др.; под ред. Ю.В. Казакова, Сварка и резка материалов: Учебное пособие. - Издание 2-е, стереотипное. - Издательский центр «Академия», 2002. - 400 с.). В лабораторных условиях это одно из самых эффективных и доступных решений для удаления водорода. Недостатком способа является его узкая направленность, т.к. требуется применение сложного дорогостоящего устройства - вакууматора.
Наиболее близким к предлагаемому решению по использованию и достигаемому результату является способ разводороживания труб магистральных газопроводов, использующих ионизирующее излучение (Способ и устройство разводороживания стенок магистральных газопроводов, RU 2402755, Лапшин Б.М., Мамонтов А.П.). В данном способе перемещают облучающее устройство (радиоактивный кобальт, закрепленный на тележке) по всей длине внутри трубопровода, непрерывно облучают ионизирующим излучением стенки трубопровода, возбуждают водородную атмосферу в стенках трубы, стимулируют выход водорода из стенок трубы и обеспечивают возможности разводороживания материала стенок магистральных газопроводов за счет облучения ионизирующим излучением.
Недостаток прототипа заключается в том, что излучатель находится внутри трубы, так что вышедший водород попадает как наружу, так и вовнутрь трубы. Водород, попавший внутрь трубы, вновь поглощается материалом стенок, что снижает эффективность способа.
Задача - удаление водорода и устранение охрупчивания сварных швов газопровода за счет облучения их пучком электронов.
Для решения поставленной задачи при изготовлении сварного шва непрерывно измеряют его температуру, при достижении 200-240ºС в одной из точек шва над ней устанавливают выпускное устройство ускорителя электронов и облучают сварной шов электронами. При облучении одновременно контролируют температуру сварного шва. При уменьшении температуры шва до 60-80ºС перемещают ускоритель электронов вдоль шва, повторяя процесс измерения температуры и облучения шва электронами.
На фиг. 1 приведена схема разводороживания сварного шва 1 стенок трубы, облучаемого электронным пучком ускорителя 4. Термопара 2 и датчик измерения температуры 3 служат для измерения температуры сварного шва 1.
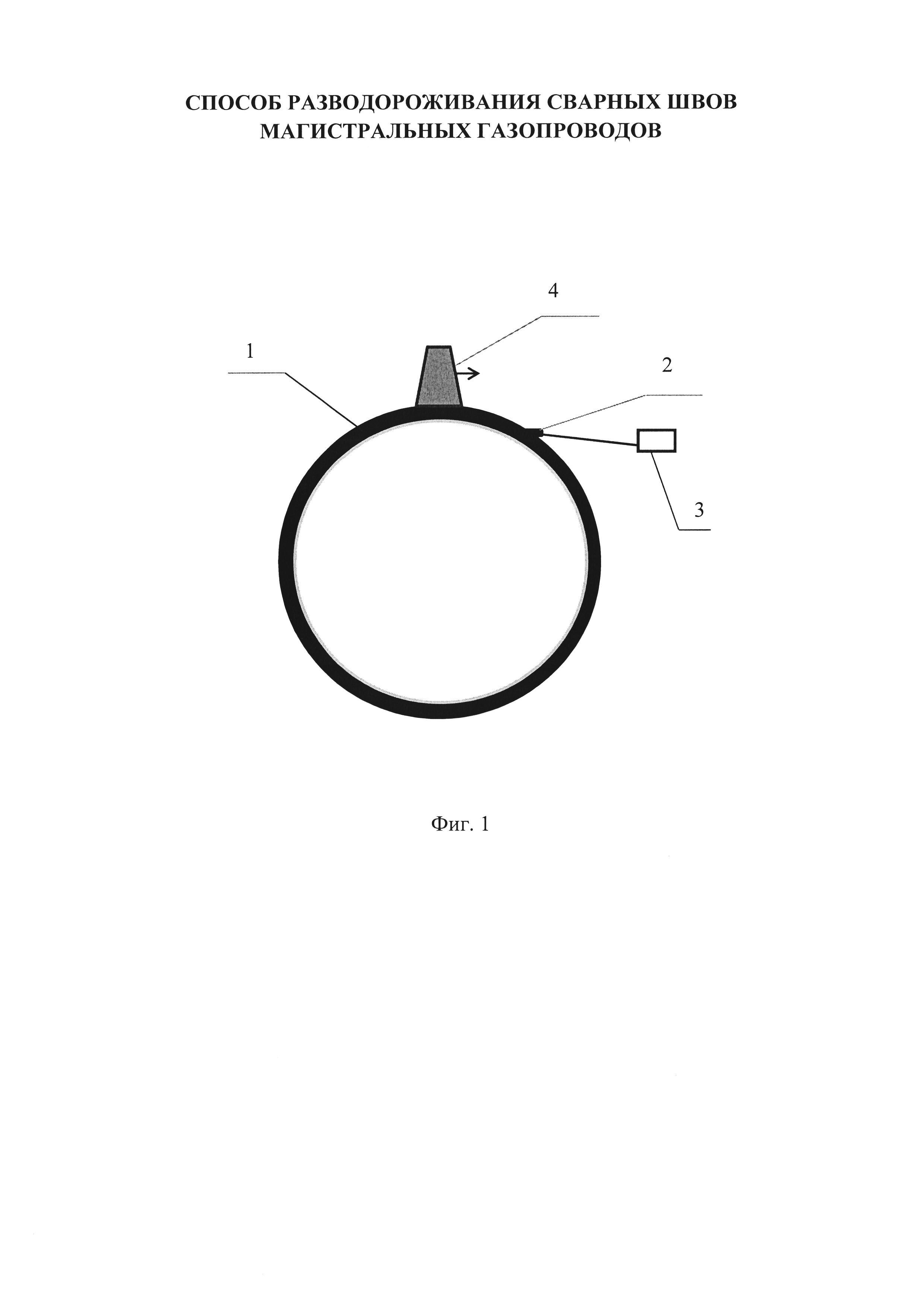
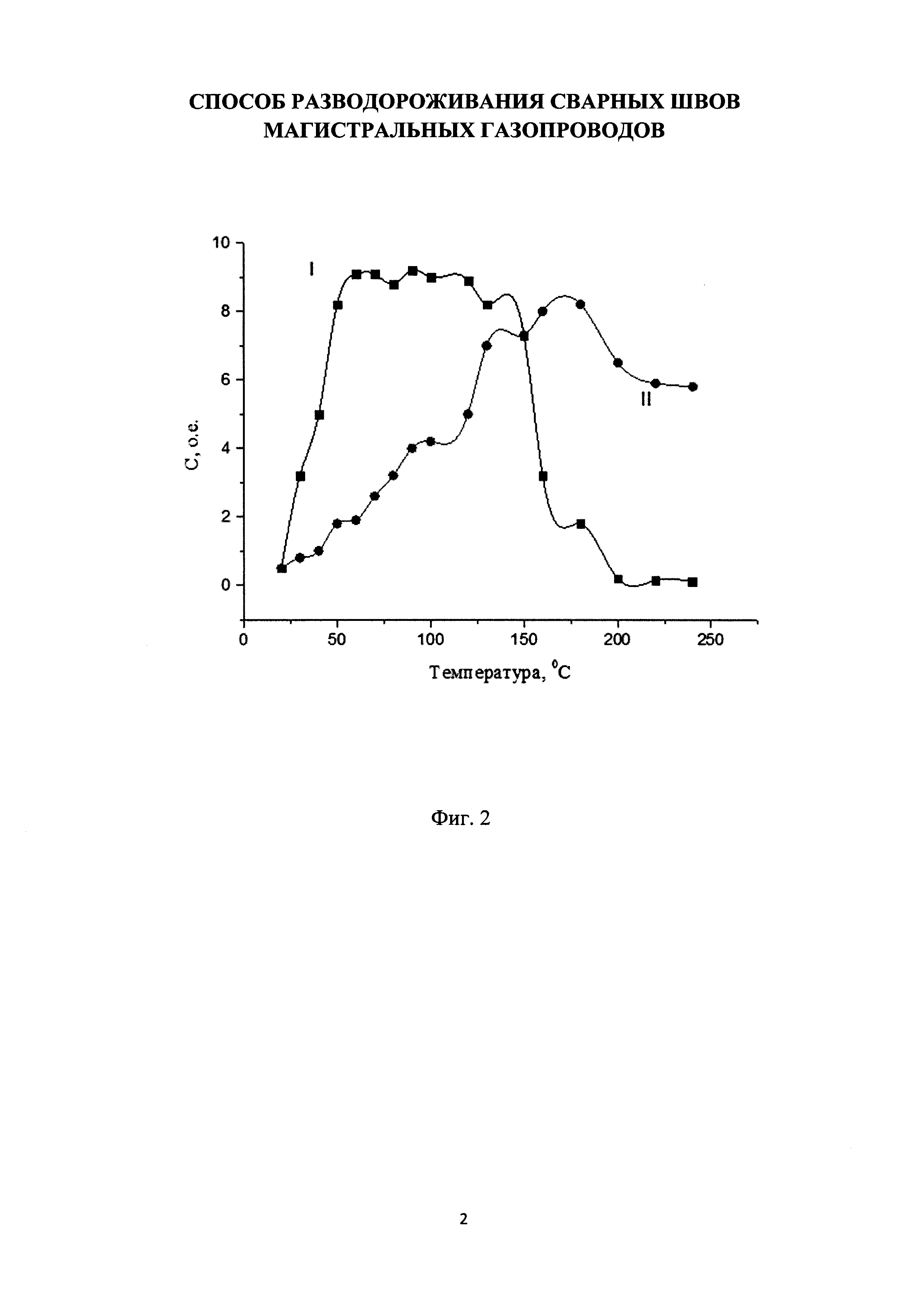
На фиг. 2 показана зависимость количества вышедшего водорода из стали 12Х18Н10Т от температуры сварного шва: I - при его облучении пучком электронов током 20 мА, II - без облучения.
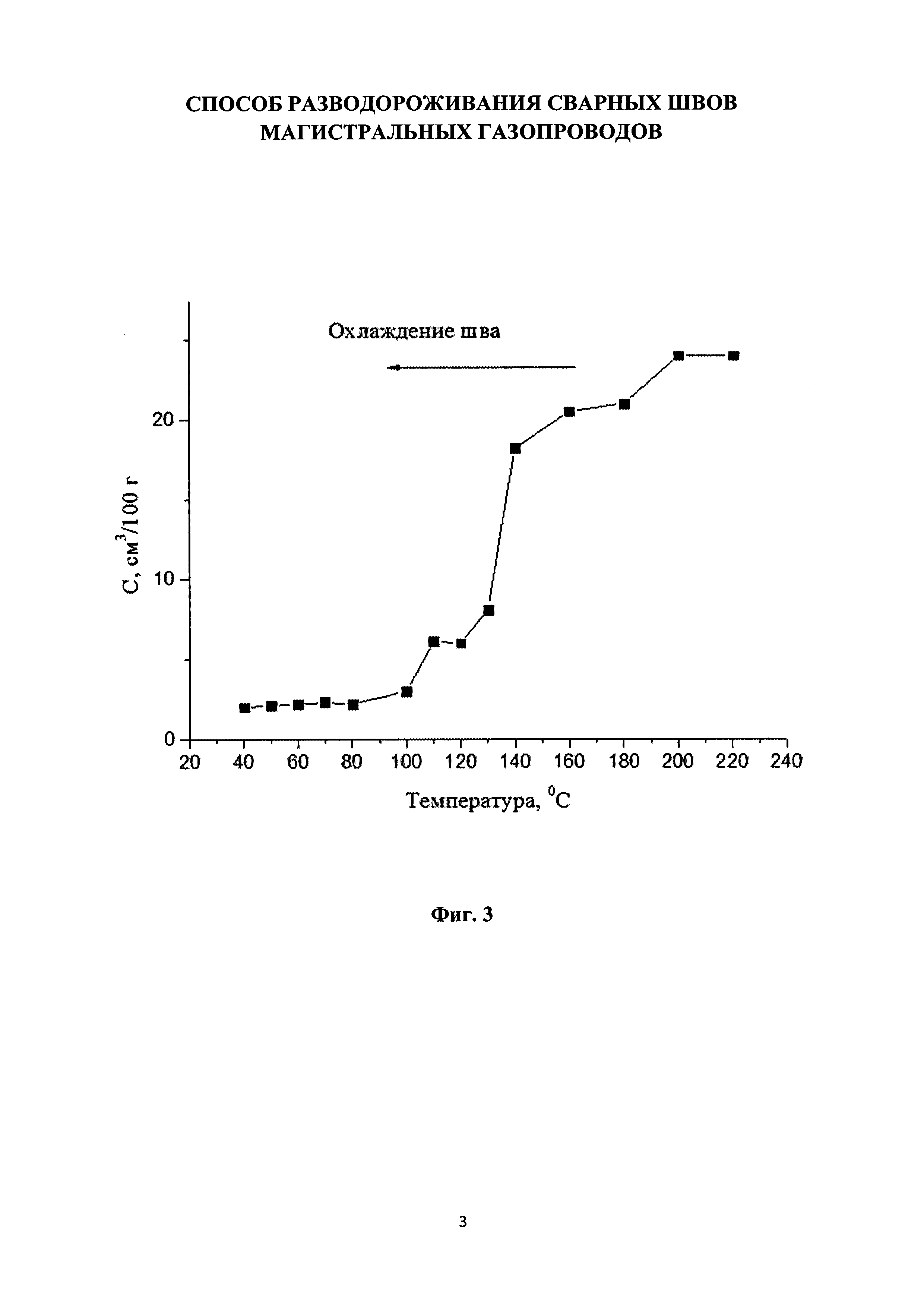
На фиг. 3 показана зависимость содержания водорода в стали 12Х18Н10Т от температуры сварного шва при его облучении пучком электронов (ток 20 мА).
В процессе сварки магистральных труб измеряют температуру сварного шва 1 на стыке свариваемых труб термопарой 2 с датчиком измерения температуры 3. При достижении температуры шва 200-240ºС на шов ставят выпускное устройство ускорителя электронов 4 с энергией 100 кэВ и током пучка 20 мА (фиг. 1). Включают ускоритель электронов 4 и облучают сварной шов 1, одновременно измеряя его температуру в течение времени, пока температура шва не уменьшится до 60-80ºС. Ускоритель электронов 4 передвигают, обеспечивая его радиальное перемещение над швом трубы.
Известно, что при охлаждении стали до 100-150º сокращается время выхода водорода из стали и степень разводороживания металла, т.к. диффузия при 100-150º идет с большей скоростью, чем при комнатной температуре 20-30º. Однако простой нагрев и охлаждение не приводят к полному разводороживанию шва трубопровода (см. фиг. 2). При этом надо учесть, что при температуре шва 900ºС образуются ловушки, в которые интенсивно натекает водород. Он попадает в металл из воздуха, содержащего пары воды, из влаги покрытия электродов, из ржавчины, находящейся на поверхности металла изделия и электродов. При высокой температуре влага превращается в пар и диссоциирует на водород и кислород. Водород содержится в электродных покрытиях и в самом металле при изготовлении на заводе. В результате наводороживания появляются трещины по всему шву газопровода. Облучение наводороженной трубопроводной стали приводит к существенному улучшению состояния поверхности в результате интенсивной диффузии и выхода водорода из металла. Облучение проводится при токах 20 мА и энергии 100 кэВ. При меньшем токе не достигается достаточной степени выхода водорода из стенок газопровода.
Нагрев с одновременным воздействием электронного пучка сопровождается сдвигом положения максимума, выходящего из стали потока водорода в низкотемпературную область, например, для стали марки 12Х18Н10Т такая температура равна 60-80ºС (фиг. 2, кривая 1). Высокая температура шва позволяет избегать применения дополнительных устройств для разогрева образца и сокращать время разводороживания сварного шва.
Разводороживание сварного шва осуществляют по следующему алгоритму: на сварной шов 1 по окончании процесса сварки листов стали устанавливают термопару 2 с датчиком измерения температуры 3 сварного шва 1 в процессе его остывания. При достижении в измеряемой точке сварного шва 1 температуры 200-240ºС в этом месте шва устанавливают выпускное устройство ускорителя электронов 4, включают его, облучают сварной шов 1 электронами. Одновременно контролируют температуру сварного шва 1. При уменьшении температуры сварного шва 1 до 60-70ºС перемещают термопару 2 датчиком измерения температуры 3 в другую точку, последовательно повторяя измерение температуры сварного шва 1 и облучение сварного шва ускорителем 4 вдоль сварного шва до тех пор, пока не будет пройден весь шов магистрального газопровода.
Конкретный пример разводороживания сварного шва
Для сварки двух листов стали марки 12Х18Н10Т используют электроды УОНИ 13/45, с диаметром стержня 4 мм. Эти электроды дают наименьший разброс содержания водорода в наплавленном металле от 5.25 до 5.74 см3/100 г. Наплавку производят электродом УОНИ 13/55, диаметр стержня 4 мм, Iсв=150 A, Uсв=24 В. Прокалку электрода осуществляют в соответствии с режимом, указанным на упаковке. После окончания сварки на сварной шов 1 помещают термопару 2 поверхностного измерителя температуры 3 Testo 905-Т2 и измеряют температуру шва термопарой 2 измерителя температуры 3 Testo 905-Т2. И при достижении температуры шва 220ºС, термопару перемещают вдоль шва в следующую точку, а на место, где находилась термопара, помещают облучатель ускорителя электронов 4 марки 6ЭЛВ-мини, позволяющий облучать материал электронами в атмосфере. Энергия пучка электронов составляет 100 кэВ, ток пучка равен 20 мА. Облучают сварной шов 1 электронным пучком ускорителя электронов 4 до тех пор, пока температура сварного шва не снизится до 60-80ºС. Затем перемещают ускоритель электронов 4 в следующую точку сварного шва 1. Процесс повторяют по всей длине сварного шва свариваемых труб.
В ходе проведения испытаний фиксируют содержание водорода в сварном шве газопровода методом термоЭДС по калибровочному графику зависимости содержания водорода в металле сварного шва от величины термоЭДС или расплавляя в камере прибора анализатора водорода LECO вырезанный образец сварного шва, фиг. 3.
Способ разводороживания сварных швов магистральных газопроводов, включающий обработку сварных швов трубопровода ионизирующим излучением для выхода водорода из шва трубы, отличающийся тем, что в процессе выполнения сварного шва непрерывно измеряют его температуру и при достижении в одной из точек шва температуры 200-240°С над ней устанавливают выпускное устройство ускорителя электронов и облучают сварной шов электронами, одновременно контролируют температуру шва, а при снижении температуры шва до 60-80°С перемещают ускоритель электронов вдоль сварного шва к другим его точкам с повторением процесса измерения температуры и облучения сварного шва.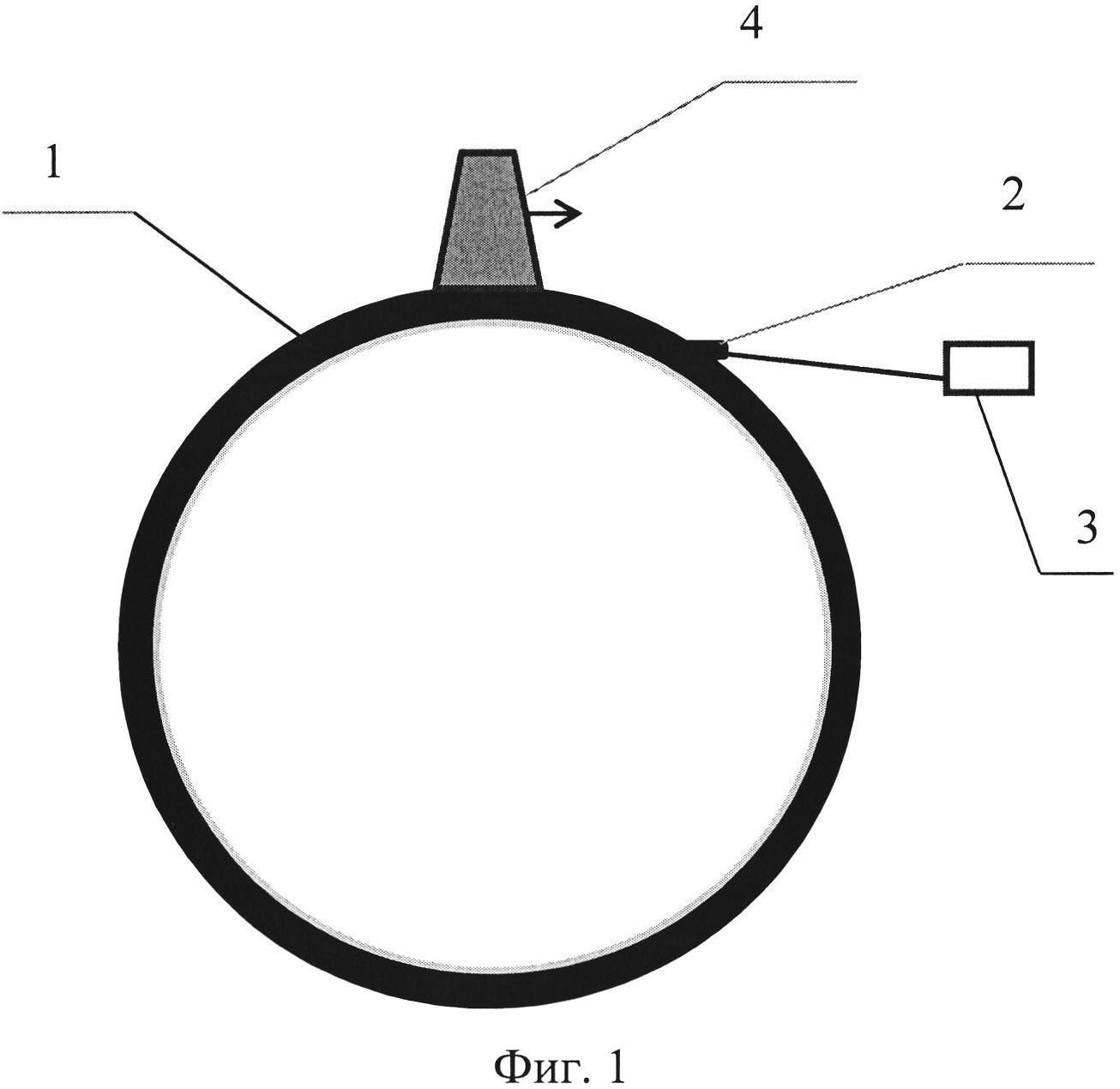
Способ прогнозирования износостойкости твердосплавных режущих инструментов
Способ ультразвукового контроля дефектности металлических изделий
Способ рентгеновского контроля внутренней структуры изделия
Способ ультразвукового контроля дефектности металлического изделия

