Результат интеллектуальной деятельности: ДУГОВАЯ ЭЛЕКТРОПЕЧЬ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ
Вид РИД
Изобретение
Изобретение относится к дуговой электропечи, а также к способу ее эксплуатации. Дуговая электропечь состоит, по существу, из нижней емкости с выпускным устройством для выпуска расплава и устанавливаемой на нижнюю емкость крышки. Через крышку внутрь дуговой электропечи выступает по меньшей мере один электрод. Электрод удерживается с помощью удерживающего электрод устройства. Предусмотрено устройство для снабжения электрода напряжением для длительной эксплуатации в течение нескольких плавок.
В целом по теме дуговые электропечи имеется обширный уровень техники, например, в публикациях US 4423514; US 4238632; ЕР 0269465 В1; ЕР 1181492 В1; ЕР 8430020 В1; US 4805186; ЕР 617739 В1; ЕР 1029089 В1; ЕР 0889138 В1; DE 4123039 A1; DE 3543773 A1; DE 10392661 T5 и в книге Manfred Jellinghaus "Stahlerzeugung im Lichtbogenofen", Verlag: Stahl Eisen N 23232/11/94, dritte Auflage, страницы 99-102.
Дуговые электропечи для непрерывного производства железа посредством непрерывного плавления скрапа, при этом печь во время выпуска стоит вертикально и неподвижно и поэтому не должна опрокидываться, раскрыты в немецкой выложенной публикации DE 1937839 и в публикации US 2002/0071473 А1.
Дуговая электропечь, которая может работать в качестве дуговой электропечи постоянного тока или переменного тока, известна из европейской публикации ЕР 1779705 В1. Раскрытая там дуговая электропечь содержит регулировочное устройство для подстройки электродов во время процесса плавления, с целью, например, предотвращения прерывания электрической дуги на основании укорочения электродов за счет износа, соответственно обгорания, посредством подходящей установки.
Дуговая электропечь для производства стали в квазинепрерывном режиме в течение 6-7 суток известна из европейского патента ЕР 0190313 В1. Раскрытая в нем дуговая электропечь содержит нижнюю емкость для создания расплава посредством плавления расплавляемого материала. Для выпуска расплава нижняя емкость содержит выпускное устройство. Кроме того, дуговая электропечь содержит крышку для установки на нижней емкости и по меньшей мере один электрод, который с помощью удерживающего электрод устройства удерживается через первое отверстие в крышке внутри дуговой электропечи. Электрод снабжается электрическим напряжением, которое подается с помощью устройства электроснабжения. Для многодневной длительной эксплуатации, согласно идее ЕР 0190313 В1, предусмотрено, что электрическое напряжение для электродов непрерывно включено и остается включенным, в частности, также во время загрузки печи железосодержащими материалами или добавками, во время рафинирования расплава за счет добавления легирующих материалов, а также во время выполняемых кратковременно выпусков во время длительной эксплуатации и, естественно, во время собственно процесса плавления. В качестве железосодержащих материалов в печь подают скрап или железо прямого восстановления (DRI), предпочтительно предварительно подогретое. Выпуски осуществляют регулярно во время непрерывной эксплуатации дуговой электропечи. Предусмотрено, что при каждом выпуске остается высота болота, равная 40%-50% максимальной высоты уровня ванны в нижней емкости, в качестве остатка. Для выпуска температуру расплава увеличивают до желаемой температуры выпуска. Крышка дуговой электропечи охлаждается с помощью водяного охлаждения. По существу, непрерывная работа дуговой электропечи прерывается лишь с целью технического обслуживания. В этом случае печь охлаждают, а затем все нуждающиеся в ремонте компоненты заменяют или ремонтируют.
Исходя из этого уровня техники, в основу изобретения положена задача усовершенствования известной дуговой электропечи и известного способа ее эксплуатации так, что упрощается квазинепрерывная работа дуговой электропечи.
Эта задача решена с помощью предмета пункта 1 формулы изобретения. Он характеризуется тем, что устройство для удерживания электрода имеет устройство для подстройки электрода в соответствии с его износом при включенном подаваемом напряжении и устройство для соединения ниппелем электрода при включенном подаваемом напряжении.
Понятие «квазинепрерывная работа» означает, что подаваемое напряжение по меньшей мере для одного электрода непрерывно во времени, т.е. длительно, включено для большого количества выполняемых последовательно плавок, с прерыванием лишь для работ по техническому обслуживанию дуговой электропечи.
Понятие «плавка» применяется в данном описании в двойном значении. С одной стороны, понятие плавка означает расплавленный железосодержащий материал. С другой стороны, это же понятие означает периодически повторяющийся во время длительной эксплуатации дуговой электропечи цикл плавления. В последнем случае понятие плавка обозначает длительность времени между двумя следующими друг за другом выпусками расплава.
Понятие «соединение ниппелем электрода» означает удлинение имеющегося электрода в удерживающем электрод устройстве посредством привинчивания нового электродного стержня к концу зажатого в данный момент в удерживающем приспособлении электрода, который выступает из внутреннего пространства дуговой электропечи.
За счет соединения ниппелем, согласно изобретению, электрода при включенном напряжении питания предпочтительно обеспечивается возможность непрерывной эксплуатации дуговой электропечи, без необходимости выключения дуговой электропечи при замене обгоревшего электрода. Также предусмотрение сменного электрода, который лишь тогда вдвигается внутрь через дополнительное отверстие в крышке дуговой электропечи и подключается к напряжению, когда необходимо заменять обгоревший электрод, в этом случае, в принципе, не требуется для обеспечения непрерывной эксплуатации печи.
Дуговая электропечь, согласно изобретению, служит для получения стального расплава посредством плавления железосодержащих материалов, в частности DRI, HBI и/или жидкого и/или твердого чугуна, и/или скрапа.
Согласно первому примеру выполнения предпочтительно, если нижняя емкость во время эксплуатации дуговой электропечи и, в частности, во время выполнения выпусков выполнена неподвижно стоящей вертикально. Это имеет то преимущество, что можно отказаться от требуемых иначе дорогостоящих механизмов опрокидывания. При удалении шлаков, согласно изобретению, дуговая электропечь предпочтительно остается закрытой, то есть крышка может оставаться на нижней емкости. Это имеет то преимущество, что на процесс плавления внутри дуговой электропечи не оказывает отрицательного влияния, например, засасываемый окружающий воздух, как это происходит при поднятой крышке. Окружающий воздух может всасываться при поднятой крышке потому, что во внутреннем пространстве дуговой электропечи на основании обычно имеющегося отсасывающего устройства для дымовых газов существует некоторое разрежение. Закрытый резервуар и тем самым имеющееся внутри него разрежение имеют дополнительно то преимущество, что требуемая мощность для отсасывания дымовых газов меньше, чем при поднятой крышке, поскольку не должен всасываться окружающий воздух. Также плавка (расплав) внутри дуговой электропечи не приводится в ненужное движение, как это происходит при наклоне дуговой электропечи. В качестве другого преимущества можно назвать то, что при неподвижно стоящей вертикальной емкости можно выполнять загрузку железосодержащего материала или добавок во время выпуска расплава, что затруднительно в емкостях, которые для выпуска необходимо наклонять.
Не только подстройка и соединение ниппелем электродов и выпуск расплава, но также загрузка железосодержащих материалов и/или добавок в дуговую электропечь, а также введение продувочных агентов или химических носителей энергии через устройство для вдувания внутрь дуговой электропечи, и/или продувочных агентов через дно нижней емкости 110 (не изображен), осуществляется, согласно данному изобретению, при включенном и приложенном к электродам питающем напряжении. Выполнение указанных стадий способа при приложенном питающем напряжении имеет то преимущество, что работа дуговой электропечи не должна прерываться для выполнения указанных стадий, то есть обеспечивается возможность непрерывной эксплуатации печи.
Указанная выше задача решена также с помощью способа эксплуатации дуговой электропечи. Решение и преимущества решения соответствуют указанным выше применительно к дуговой электропечи, согласно изобретению, преимуществам.
Обеспечение болота после выполнения выпуска расплава имеет то преимущество, что за счет этого увеличивается срок службы огнеупорного материала нижней емкости, поскольку за счет остающегося расплава предотвращаются слишком большие колебания температуры в этой зоне.
Другие предпочтительные варианты выполнения предлагаемой дуговой электропечи, а также предлагаемого способа ее эксплуатации являются предметом зависимых пунктов формулы изобретения.
К описанию прилагаются два чертежа, на которых изображено:
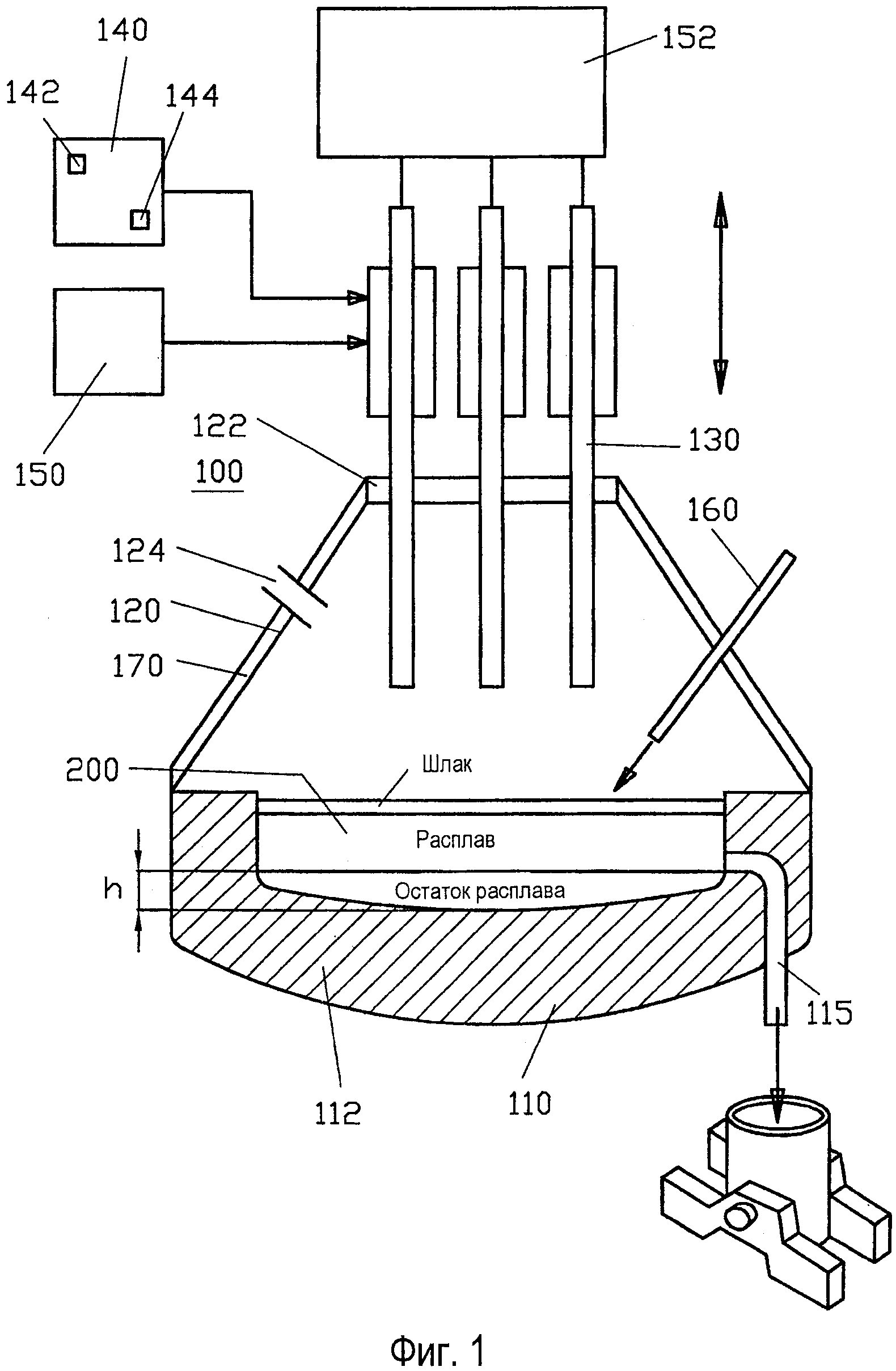
фиг. 1 - разрез дуговой электропечи, согласно изобретению; и
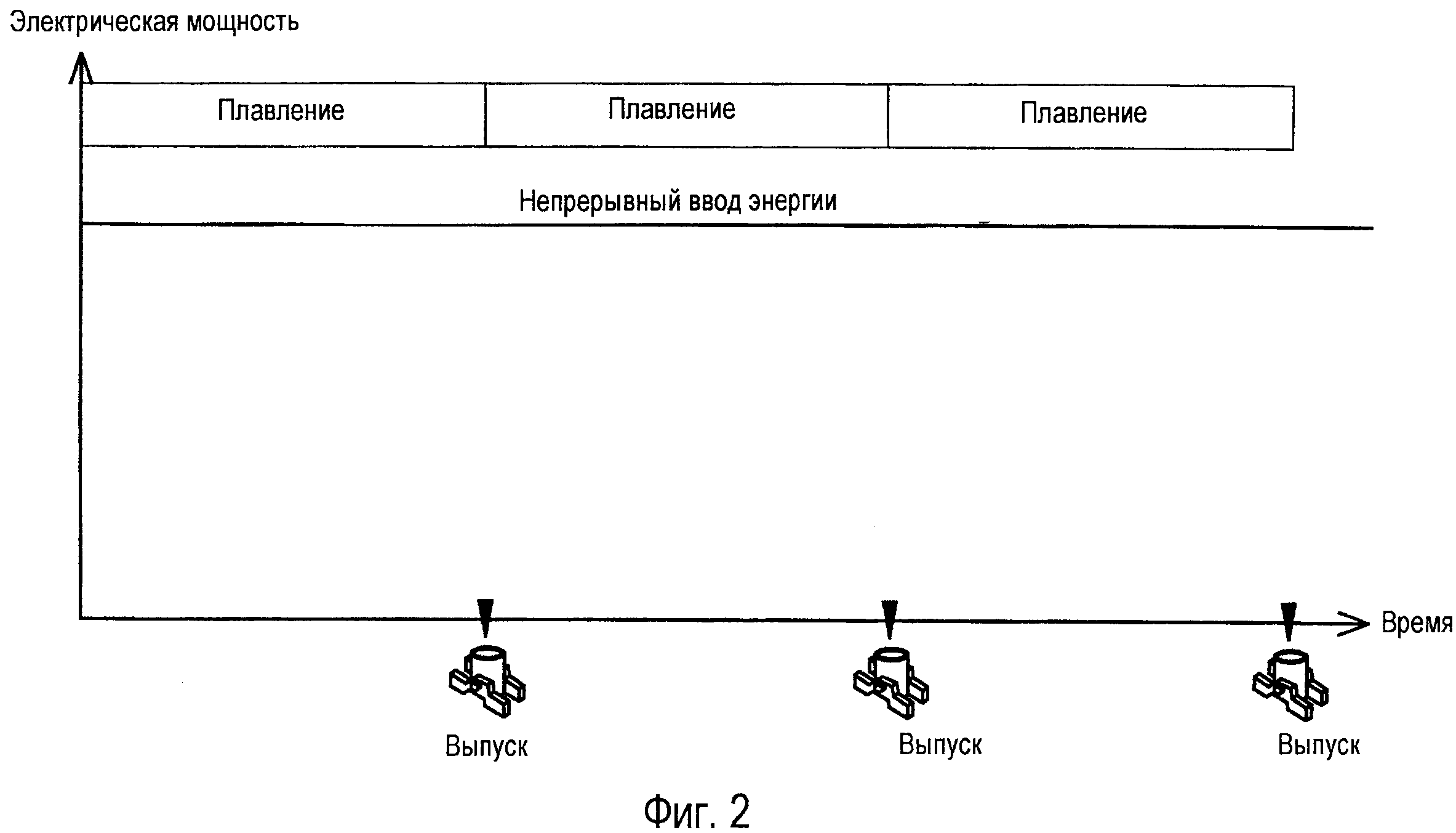
фиг. 2 - способ эксплуатации дуговой электропечи, согласно изобретению.
Ниже приводится более подробное описание изобретения на основе примеров выполнения со ссылками на прилагаемые чертежи.
На фиг. 1 показана дуговая электропечь 100, согласно изобретению, содержащая нижнюю емкость 110 и устанавливаемую на нижнюю емкость крышку 120. Крышка выполнена, например, конической и имеет охлаждающее приспособление 170 для ее периферийных поверхностей. Охлаждающее приспособление состоит, например, из трубопроводов, в которых проходит охлаждающая вода. Крышка имеет в своем центре, соответственно своей вершине, по меньшей мере одно первое большое отверстие для размещения подлежащих введению в дуговую электропечь 100 электродов 130.
Наряду с первым отверстием 122, крышка 110 имеет по меньшей мере одно второе отверстие 124 для загрузки железосодержащих материалов и/или добавок в дуговую электропечь при включенном питающем напряжении. В качестве железосодержащих материалов в печь можно подавать, например, скрап, железо прямого восстановления DRI, горяче-брикетированное железо HBI и/или жидкий и/или твердый чугун. Кроме того, в боковой поверхности крышки предусмотрено продувочное устройство 160 для введения, например, продувочных агентов, или кислорода, или угля во внутреннее пространство дуговой электропечи, предпочтительно при включенном питающем напряжении. Как показано на фиг. 1, продувочное устройство обеспечивает возможность целенаправленного ввода материалов в непосредственной близости от шлаков, соответственно расплава.
Во время эксплуатации дуговой электропечи нижняя емкость 110 стоит вертикально и неподвижно. Поэтому крышку 120 необходимо поднимать или опускать лишь в вертикальном направлении, то есть в направлении двойной стрелки на фиг. 1. Устройство для отведения крышки 120 хотя и может быть предусмотрено, однако необязательно необходимо. Например, для целей обслуживания предусмотрена возможность перемещения нижней емкости.
Нижняя емкость 110 футерована изнутри огнеупорным материалом 112. Огнеупорный материал после технического обслуживания имеет такую толщину в нижней емкости, что он также после многосуточной непрерывной эксплуатации дуговой электропечи еще имеет достаточную остаточную толщину. Нижняя емкость имеет выпускное устройство 115 для выпуска расплава предпочтительно так, что после каждого выпуска остается высота h остатка плавки (болото) по меньшей мере 500 мм в неподвижной нижней емкости.
Для удерживания электродов 130 в дуговой электропечи 100 предусмотрено удерживающее электроды устройство 140. Оно содержит устройство 142 для подстройки электродов 130 в печи в соответствии с их износом и устройство для соединения ниппелем электродов 130. Как устройство 142 для подстройки электродов в печи, так и устройство 144 для соединения ниппелем электродов выполнены в соответствии с изобретением так, что они обеспечивают возможность подачи электродов в печи и соединение ниппелем электродов во время эксплуатации дуговой электропечи при подключенном к электродам 130 питающем напряжении. В частности, лишь за счет этого обеспечивается возможность непрерывной эксплуатации дуговой электропечи в течение нескольких циклов выпуска, соответственно плавок.
Для ввода электрической энергии в дуговую электропечь предусмотрено устройство 150 электроснабжения для обеспечения электрического питающего напряжения по меньшей мере для одного электрода. Устройство электроснабжения может быть выполнено в виде источника постоянного тока для создания питающего напряжения в виде постоянного напряжения или в виде источника переменного тока для создания питающего напряжения в виде переменного напряжения для электродов 130. Оно содержит трансформаторное устройство 152, которое в соответствии с изобретением расположено над крышкой печи. В случае выполнения устройства электроснабжения в виде источника переменного напряжения и эксплуатации дуговой электропечи в качестве печи переменного тока, трансформаторное устройство 152 содержит три однофазных трансформатора, которые расположены симметрично со сдвигом на угол 120° относительно друг друга.
Ниже приводится более подробное описание способа эксплуатации дуговой электропечи согласно изобретению.
Главная характеристика способа, согласно изобретению, состоит в том, что дуговая электропечь работает в квазинепрерывном режиме в течение нескольких суток и множества плавок, соответственно циклов выпуска, без перерыва. Ее лишь выключают для целей обслуживания после нескольких суток непрерывной эксплуатации и затем, соответственно, выполняют обслуживание.
Возможность непрерывной эксплуатации обеспечивается, с одной стороны, с помощью устройства для подстройки электродов в печи, которое во время эксплуатации дуговой электропечи вводит электроды 130 внутрь печи так, что в идеальном случае, несмотря на происходящий износ, соответственно обгорание электродов, длина электрической дуги остается, по существу, постоянной. Для исключения прерывания эксплуатации дуговой электропечи также при достижении минимальной длины электродов 130, согласно данному изобретению, предусмотрено, что наряду с устройством 142 для подстройки электродов в печи предусмотрено также устройство 144 для соединения ниппелем электродов, которое обеспечивает возможность удлинения вверх электродов 130 перед достижением их минимальной длины. Это так называемое соединение ниппелем осуществляется обычно посредством навинчивания удлинительного электрода, соответственно нового электродного стержня, на открытый конец электрода. Согласно изобретению, это устройство 144 обеспечивает возможность соединения ниппелем электродов при включенном питающем напряжении, так что во время соединения ниппелем электродов может продолжаться работа дуговой электропечи.
Однако не только подстройку и соединение ниппелем электродов 130, но и загрузку железосодержащих материалов или добавок или вдувание продувочных агентов в дуговую электропечь, рафинирование расплава посредством добавления легирующих материалов, а также, в частности, выпуск расплава или шлаков предпочтительно осуществляется, согласно изобретению, при включенном питающем напряжении в любые моменты времени во время непрерывной эксплуатации. Это имеет то преимущество, что также для этих указанных процессов нет необходимости в прерывании эксплуатации дуговой электропечи, что приводит, в частности, к значительной экономии стоимости по сравнению с прерывистой работой дуговой электропечи. Экономия стоимости получается, в частности, за счет того, что возникающие при прерывистой работе дуговой электропечи интервалы выключения исключаются при непрерывной работе, согласно изобретению. Подводимую электрическую мощность можно оптимально использовать с помощью данного изобретения. В частности, нет необходимости в применении накопителей электрической энергии и других потребителей электроэнергии, с целью расходования обеспечиваемой с помощью устройства электроснабжения электрической мощности во время обычных при прерывистой работе интервалов выключения дуговой электропечи. Уменьшаются также потери энергии при питании на основании значительно сокращенного количества процессов включения и выключения.
Непрерывный во времени ввод энергии, то есть непрерывно включенное питающее напряжение для электродов 130 в течение нескольких циклов выпуска, соответственно плавок, показано идеализированно в графике на фиг. 2.
Дуговая электропечь в соответствии с предлагаемым способом эксплуатации работает в непрерывном режиме при средней температуре примерно 1600°C. Лишь в начале планового процесса выпуска, который происходит при приложенном питающем напряжении и при стоящей вертикально неподвижной нижней емкости, температуру расплава предпочтительно слегка повышают примерно на 50°, с целью предотвращения преждевременного нежелательного охлаждения расплава после его выхода из дуговой электропечи. Выпуск предпочтительно осуществляется так, что после выпуска всегда еще остается высота h расплава по меньшей мере 500 мм относительно наиболее глубокого места в нижней емкости. Это имеет то преимущество, что, в частности, нижняя емкость не разрушается за счет холостого хода без расплава при приложенном питающем напряжении и возникающей затем электрической дуге. Вследствие имеющегося остатка расплава колебания температуры расплава и тем самым нижней емкости удерживаются в пределах. Таким образом, уменьшается нагрузка огнеупорного материала и тем самым удлиняется срок службы нижней емкости.
Не только выпуск, но также и постройку и/или соединение ниппелем электродов можно осуществлять во время загрузки при приложенном питающем напряжении.
Способ изготовления полос из металла и производственная установка для осуществления этого способа
Способ и устройство для удаления окалины с металлической полосы
Способ и устройство для охлаждения валков прокатной клети
Устройство и способ для намотки полосы с изменяющейся толщиной полосы, в частности металлической полосы
Крепежная система для металлургических сосудов
Прокатная клеть для прокатки, в частности, металлического проката
Способ изготовления по меньшей мере одного рабочего валка для прокатки прокатываемого материала
Устройство для воздействия на распределение температур по ширине
Прокатная клеть с 4-, 6- или 18-hs-валковым модульным выполнением
Способ и устройство для управления затвердеванием непрерывной заготовки в установке для непрерывного литья при запуске процесса литья
Способ и устройство для измерения толщины слоя частично кристаллизованных расплавов
Тележка и способ транспортирования приводного шпинделя для валка прокатной клети
Способ изготовления полос из металла и производственная установка для осуществления этого способа
Способ и устройство для удаления окалины с металлической полосы
Способ и устройство для охлаждения валков прокатной клети
Устройство и способ для намотки полосы с изменяющейся толщиной полосы, в частности металлической полосы
Крепежная система для металлургических сосудов
Прокатная клеть для прокатки, в частности, металлического проката
Способ изготовления по меньшей мере одного рабочего валка для прокатки прокатываемого материала
Устройство для воздействия на распределение температур по ширине

