Результат интеллектуальной деятельности: СОЕДИНЕНИЕ СЛОИСТЫХ МЕТАЛЛОКОМПОЗИТНЫХ ЛИСТОВ (ДЕТАЛЕЙ) И СПОСОБ ЕГО ВЫПОЛНЕНИЯ
Вид РИД
Изобретение
Область техники
Изобретение относится к технологическим процессам соединения слоистых металлокомпозитов, более конкретно - механического соединения, и может быть использовано в различных областях промышленности и строительства для выполнения соединения заготовок или деталей, из которых по меньшей мере одна изготовлена из слоистого металлокомпозита, например слоистого алюмостеклопластика СИАЛа - конструкционного материала, состоящего из тонких (0,3…0,5 мм) алюминиевых листов и слоев термопластичного композита со стекловолокнами различной структуры.
Уровень техники
Известны способы механического соединения слоистых металлокомпозитных листовых заготовок встык и внахлестку (JP 2010253697 A). Этот и другие аналогичные способы механического соединения требуют выполнения отверстий в композитных деталях: сквозных - для прохождения стержня заклепок (RU 2219390, 2006112537/77 - заявка) или болтов (DE 19925953 C1) сквозь оба покрывных листа и внутренние тонколистовые металлические листы и слои термопластичного композита с последующей их опрессовкой или затяжкой гайкой, соответственно; и/или несквозных - при одностороннем подходе к соединению - для ввинчивания винтов, проходящих через ближний к головке винта покрывной лист и внутренние слои. Однако при нагружении такого соединения усилия воспринимаются, главным образом, очень малыми (узкими) площадками контактирования кромок крепежных отверстий в тонких металлических листах со стержнем болта (заклепки, винта и т.п.). Чем тоньше металлический лист, тем выше удельная нагрузка на кромку отверстия. При этом кромки листов в зоне их контакта со стержнем теряют устойчивость, деформируются, увеличиваются зазоры между стержнем и кромками отверстий в металлических листах - снижается ресурс соединения и нарушается его герметичность.
Использование втулок для увеличения диаметра стержневого элемента соединения (патент JP 2010253697 A) лишь незначительно увеличивает контактную поверхность, передающую нагрузку со стержня крепежного элемента (болта, винта, заклепки и др.) на кромку отверстия в тонких металлических листах, и не исключает ее деформацию.
Использование винтового соединения (при одностороннем подходе к месту соединения) также ограничено, поскольку из-за малой толщины металлических листов отсутствует возможность выполнения в отверстии тонкого листа даже одного витка винтовой резьбы, чего не достаточно для надежного винтового соединения.
Цель данного предложения - повышение рабочего ресурса и герметичности механического соединения слоистых металлокомпозитных деталей.
Сущность изобретения
Предлагается соединение слоистых металлокомпозитных листов, состоящих из чередующихся тонких металлических листов и слоев термопластичного композита, содержащее кромки соединяемых листов, накладные верхнюю и нижнюю соединительные пластины, крепежные детали, установленные в отверстиях кромок и накладных пластин, фиксирующие соединение; кромки отверстий в тонких металлических листах выполнены с втулками с буртами, обеспечивающими увеличение площади контакта стержней крепежных деталей с тонкими металлическими листами.
Для достижения указанной цели предлагается значительно увеличивать площадь поверхности контакта крепежного стержня с кромкой отверстия в тонком металлическом листе и значительно снизить, тем самым, концентрацию нагрузки, передаваемой со стороны стержня на кромку отверстия в тонком металлическом листе. Это позволит также увеличить число витков резьбы в отверстии листа при винтовом соединении.
Способ соединения слоистых металлокомпозитных листов, состоящих из чередующихся тонких металлических листов и слоев термопластичного композита, включающий подготовку кромок соединяемых листов, предварительную сборку и фиксацию деталей в сборочном приспособлении, выполнение крепежных отверстий и окончательную сборку соединения, осуществляют следующим образом: через крепежные отверстия в верхней соединительной пластине вводят вращающийся пуансон, прижимают его к верхней покрывной пластине слоистого металлокомпозитного листа с усилием трения 5-10 кН, в зависимости от материала пластины, разогревают место контакта и продавливают в ней и далее в тонких металлических листах и в нижней покрывной пластине слоистого металлокомпозитного листа отверстия с выдавливанием разогретых кромок отверстий и формированием на них втулок с буртами, после чего производят чистовую обработку кромок отверстий и выполняют окончательную сборку соединения.
Увеличить площадь контакта стержень - кромка отверстия можно путем применения известной технологии Centerdrill (fouktsiya/instrument-dlya-termicheskoy-formovki/tehnologiya-centerdrill/16.html), которая проводится в два этапа: 1 - специальный пуансон вращают, прижимая к поверхности листа, за счет трения разогревают место контакта; 2 - увеличивают усилие, включают осевую подачу пуансона и продавливают отверстие; при этом металл кромки выдавливается по всей окружности отверстия в направлении движения пуансона, формируя втулку, и частично - вверх, образуя бурт в форме кольца. В результате значительно увеличивают площадь контактной поверхности на торце кромки отверстия в тонком металлическом листе. При этом нагрузка, передаваемая стержнем на кромку отверстия, становится более распределенной; снижается вероятность потери устойчивости и деформации кромки, а также ползучести материала кромки при нагружении болтового соединения. В случае винтового соединения становится возможным выполнение в образовавшейся втулке с буртом нескольких витков резьбы, достаточных для надежного винтового соединения. Перечень фигур на чертежах.
Изобретение поясняется чертежами, на которых:
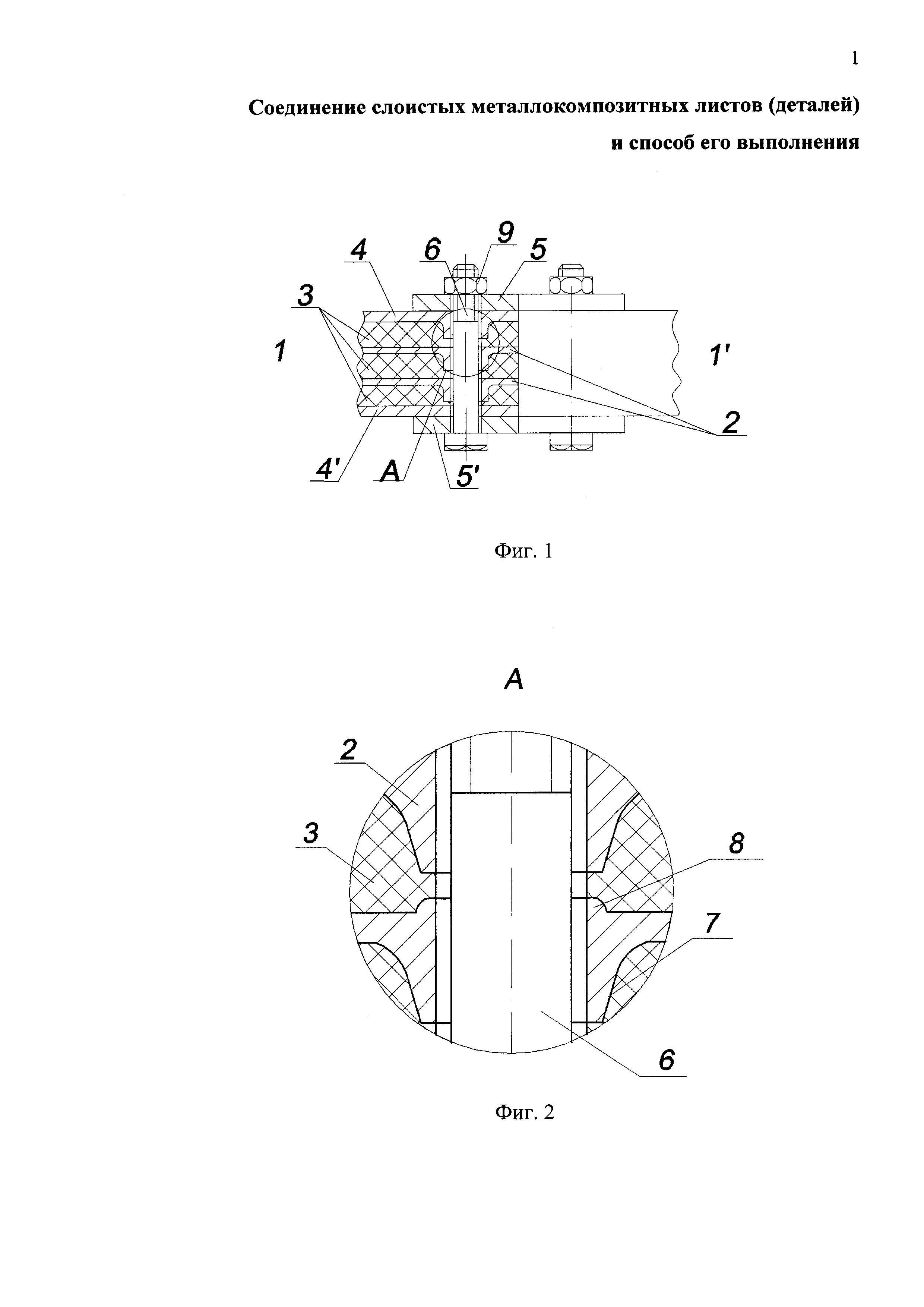
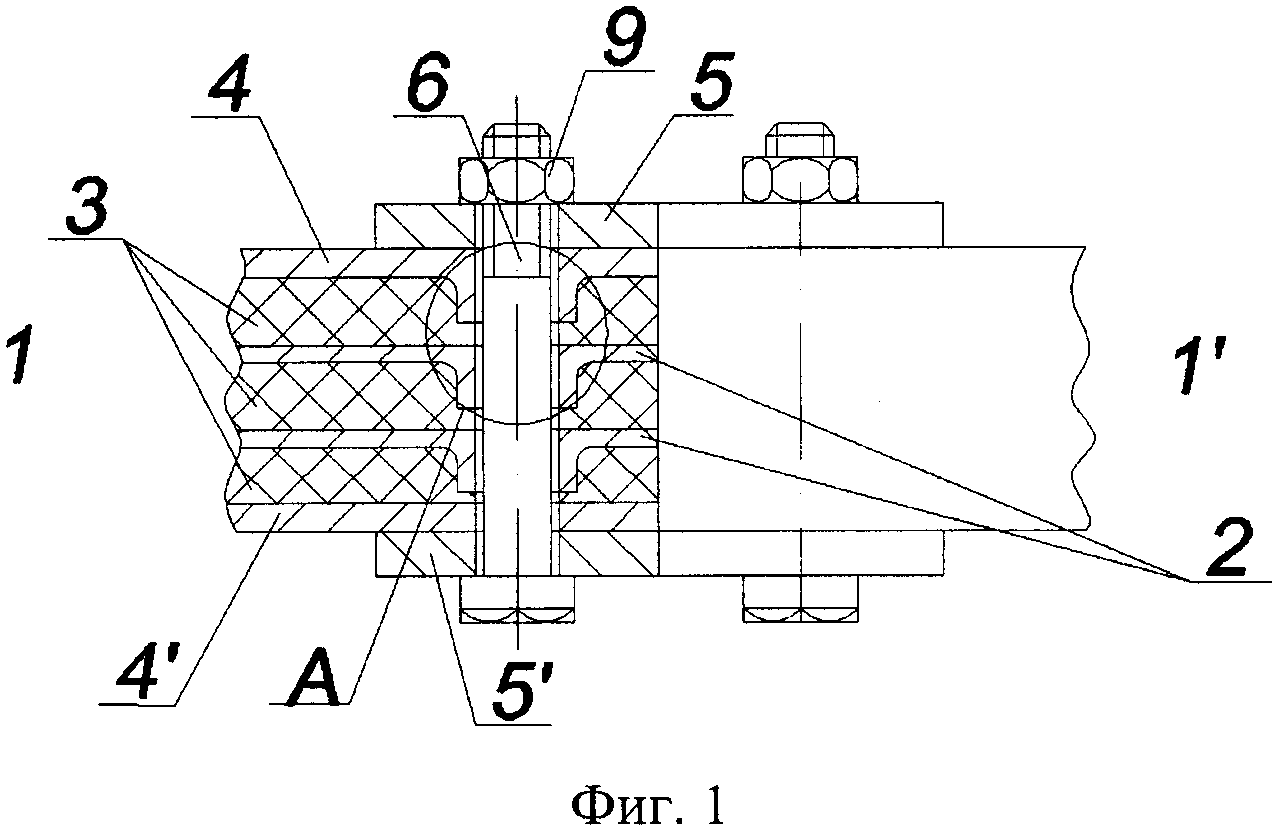
Фигуры 1, 2 показывают увеличение поверхности контакта крепежного стержня с увеличенной поверхностью торца кромки отверстия в тонком металлическом листе металлокомпозита после проведения операции Centerdrill.
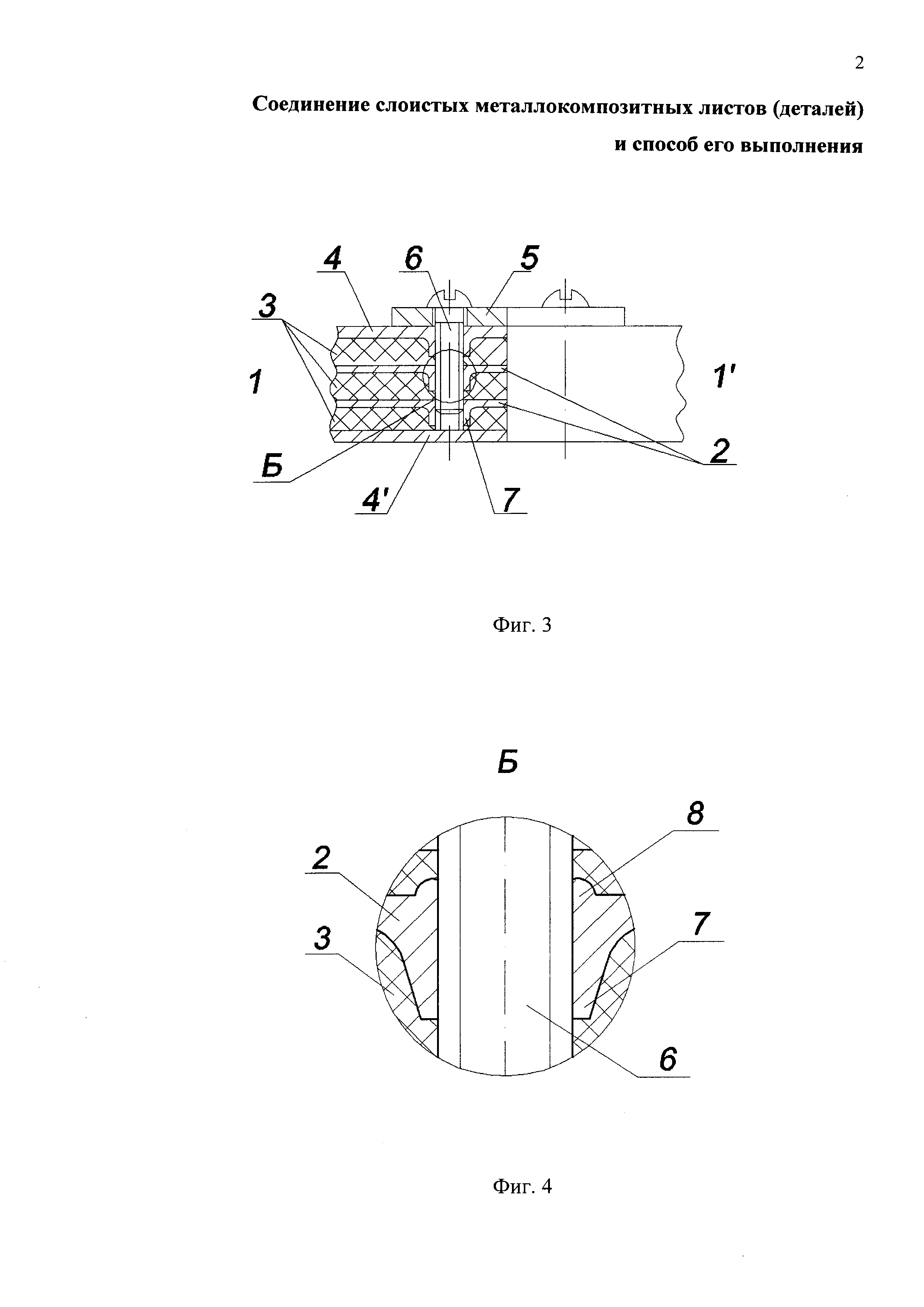
Фигуры 3, 4 показывают одностороннее винтовое соединение тонких металлических листов слоистого металлокомпозита после проведения операции Centerdrill и нарезки резьбы в увеличенной поверхности торца кромок отверстия (в отверстии втулки с буртом).
Обозначения на фигурах:
1 и 1′ - соединяемые заготовки;
2 - тонкие металлические листы металлокомпозита;
3 - слой термопластичного композита;
4 и 4' - верхний и нижний покрывные листы;
5 и 5′ - верхний и нижний соединительные элементы (пластины);
6 - стержень крепежного элемента (болта, заклепки, винта);
7 и 8 - втулка и бурт, выполненные в отверстии по технологии Centerdrill;
9 - гайка.
Конструкция соединения
Предлагаемое соединение слоистых листов относится к соединениям типа «встык». Торцы кромок слоистых листов обработаны ортогонально лицевым поверхностям. Стыкуются листы без зазора.
Соединение слоистых металлокомпозитных листов, состоящих из чередующихся тонких металлических листов и слоев термопластичного композита, содержит кромки соединяемых листов, накладные верхнюю и нижнюю соединительные пластины, крепежные детали, установленные в отверстиях кромок и накладных пластин, фиксирующие соединение; кромки отверстий в тонких металлических листах выполнены с втулками с буртами, обеспечивающими увеличение площади контакта стержней крепежных деталей с тонкими металлическими листами.
Болтовое соединение (фиг. 1) для скрепления многослойных металлокомпозитных листов 1 и 1′, состоящих из металлических листов 2 и 4 и слоев термопластичного композита 3, применяется при возможности двухстороннего подхода к месту соединения. Болтовое соединение образовано с помощью двух накладных (соединительных) пластин: верхней 5 и нижней 5′. В накладных пластинах и в слоистых листах сделаны отверстия под крепежные элементы. В каждое отверстие вставлен с зазором болт 6 и затянут гайкой 9. Передача нагрузок с детали 1 на деталь 1′ осуществляется через накладные пластины 5 и 5′. Нагрузка со слоистого листа 1 на болт 6 при деформировании всего соединения в процессе нагружения передается через боковую поверхность болта 6, главным образом, от металлических листов 3 и 4. Чтобы увеличить контактную поверхность каждого из металлических листов, отверстия в них выполняют по технологии Centerdrill продавливанием вращающегося пуансона с образованием втулок 7 и буртов 8 (фиг. 2).
Винтовое соединение (фиг. 3) для скрепления многослойных металлокомпозитных листов 1 и 1′, состоящих из тонких металлических листов 2 и 4 и тонких слоев термопластичного композита 3, применяется при возможности только одностороннего подхода к соединению. В винтовом соединении передача нагрузки с многослойного листа 1 на многослойный лист 1′ происходит через одну накладную (соединительную) пластину 5. Отверстие под винт 6 в накладной пластине 5 выполнено большего диаметра, чем винт, для постановки винта с зазором. Отверстие под винт 6 в многослойном листе 1 выполнено по технологии Centerdrill и этим сформированы втулки 7 и бурты 8 с отверстиями цилиндрической поверхности (фиг. 4) в металлических листах, в которых нарезана резьба под винт. Винты 6 вставлены в отверстие накладной пластины 5 и ввернуты в отверстия с резьбой в многослойном листе 1.
Способ соединения по данному изобретению осуществляют следующим образом.
Кромки соединяемых слоистых металлокомпозитных листов 1 и 1′, состоящих из чередующихся тонких металлических листов и слоев термопластичного композита, механически обрабатывают под сварку, предварительно собирают и фиксируют детали 1 и 1′ в сборочном приспособлении, выполняют в них крепежные отверстия и окончательную сборку соединения осуществляют следующим образом.
На опорной плите устанавливают нижнюю соединительную пластину 5′ (фиг. 1) и удерживают ее от смещения на опорной плите технологическими пластинами. Собирают встык металлокомпозитные заготовки 1 и 1′ на нижней соединительной пластине и сверху накладывают верхнюю соединительную пластину 5. Собранную конструкцию жестко закрепляют на опорной плите, например, с помощью струбцин или других фиксирующих устройств. Выбирают диаметр пуансона из твердого сплава или инструментальной стали соответствующим диаметру отверстия, необходимого для последующей установки в нем стержня болта при болтовом соединении или нарезки в нем резьбы при винтовом соединении. Например, для винтового соединения с использованием винтов с метрической резьбой М6 выполняют отверстие во втулке диаметром 5,4 мм под нарезку резьбы М6. Вставляют и закрепляют пуансон в шпиндельный зажим станка. Устанавливают частоту вращения. В зависимости от диаметра инструмента (пуансона), теплопроводности и прочности материала листа частота вращения может составлять, например, 1000-2500 об/мин для сталей и 1500-3000 об/мин - для алюминиевых сплавов. Через крепежные отверстия в верхней соединительной пластине 5 вводят вращающийся пуансон, прижимают его к верхней покрывной пластине слоистого металлокомпозитного листа с усилием трения 5-10 кН, в зависимости от материала пластины, разогревают место контакта и продавливают в ней и далее в металлических тонколистовых слоях и в нижней покрывной пластине слоистого металлокомпозитного листа отверстия с выдавливанием разогретых кромок отверстий и формированием на них втулок с буртами, после чего производят чистовую обработку кромок отверстий и выполняют окончательную сборку соединения.
Выполнение соединения
Обрабатываются торцы кромок соединяемых листов.
Производится разметка и сверление отверстий в соединительных пластинах.
Соединяемые листы состыковываются плотно, без зазора.
В приспособлении собирается и фиксируется пакет из состыкованных листов и соединительных пластин.
Через отверстия в верхней соединительной пластине вводится вращающийся пуансон.
По технологии Centerdrill вращающимся пуансоном касаются верхней покрывной пластины 4 слоистого листа, с усилием трения 5-10 кН разогревают место контакта и продавливают в ней отверстие. Продолжая осевое движение вращающегося пуансона, продавливают отверстия в металлических тонколистовых слоях 2 металлокомпозита и в нижней покрывной пластине 4′ с выходом пуансона в отверстие нижней соединительной пластины 5′ и в заранее предусмотренное свободное пространство, например отверстие в опорной плите. При этом в отверстиях в тонколистовых металлических слоях выдавливают разогретые кромки отверстий и формируют втулку 7 с буртом 8 (фиг. 2). Очищают с наружной поверхности нижней соединительной пластины вытесненный на нее лишний металл. Во втулки 7 с буртами 8 устанавливают стержень, например, болта 6, который затягивают гайкой 9 (см. фиг. 1 и 2).
При одностороннем доступе к соединению в пластине 5′ отверстия не сверлят. После выведения пуансона из отверстия (из кромок соединяемых листов 1, 1′ и верхней соединительной пластины 5), при необходимости, отверстие разворачивают дополнительно до размера, соответствующего диаметру крепежной резьбы (под винт). Нарезают резьбу на внутренних поверхностях втулок 7 и буртов 8. После этого винт 6 вставляют в отверстие соединительной пластины 5 и ввинчивают во все слои скрепляемых металлокомпозитных деталей 1 и 1′ (см. фиг. 3 и 4).
Технико-экономическая эффективность
Предлагаемый способ позволит получать силовые соединения металлокомпозитных листовых конструкций с повышенными характеристиками усталостной и статической прочности при одновременном снижении трудоемкости и с возможностью односторонней сборки.
Устройство для виброударной обработки деталей
Способ изготовления корпусных деталей из композиционных материалов и композиционная окантовка иллюминатора, полученная таким способом
Стапель для сборки воздухозаборника двигателя летательного аппарата
Термоплавкое связующее, способ получения его, препрег и сотовая панель, выполненные на его основе
Установка для изготовления деталей методом послойного синтеза
Высокоэффективная ветроэнергетическая установка модульного типа и модуль ветрогенератора для нее
Способ фрикционной сварки вращающимся диском
Способ изготовления изделия из полимерного композиционного материала трансферно-мембранным формованием "тмф" (варианты)
Оснастка для формования рамы иллюминатора
Способ фрикционно-лучевой сварки
Устройство для виброударной обработки деталей
Способ изготовления корпусных деталей из композиционных материалов и композиционная окантовка иллюминатора, полученная таким способом
Стапель для сборки воздухозаборника двигателя летательного аппарата
Термоплавкое связующее, способ получения его, препрег и сотовая панель, выполненные на его основе
Установка для изготовления деталей методом послойного синтеза
Высокоэффективная ветроэнергетическая установка модульного типа и модуль ветрогенератора для нее
Способ фрикционной сварки вращающимся диском
Способ изготовления изделия из полимерного композиционного материала трансферно-мембранным формованием "тмф" (варианты)
Оснастка для формования рамы иллюминатора
Способ фрикционно-лучевой сварки

