Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА ТРАНСФЕРНО-МЕМБРАННЫМ ФОРМОВАНИЕМ "ТМФ" (ВАРИАНТЫ)
Вид РИД
Изобретение
Область техники
Изобретение относится к области авиастроения и машиностроения и касается технологии изготовления изделий из полимерных композиционных материалов трансферно-мембранным формованием «ТМФ». Преимущественно, заявляемый способ предназначен для изготовления высокоответственных конструкций сложной формы летательных аппаратов.
Основными материалами таких конструкций являются стекло-, угле- и органопластики на термореактивных эпоксидных, эпокси-фенольных, полиимидных и других связующих, формование которых необходимо производить при избыточных давлениях.
Уровень техники
В последнее 2-3 десятилетия развитие технологий производства изделий из полимерных композиционных материалов идет по пути снижения трудоемкости, энергоемкости и себестоимости производства. Повсеместно происходит отход от традиционной и дорогостоящей препрегово-автоклавной технологии, требующей огромных энерго- и капитальных затрат на оборудование и высокой трудоемкости в производстве.
В настоящее время на первый план выдвигаются технологии изготовления конструкций методами пропитки предварительно подготовленных заготовок армирующего наполнителя (преформа) полимерным связующим под давлением (RTM - Resin Transfer Moulding).
Наиболее наглядно технология RTM представлена в опубликованной заявке US 2011192531 (А1). Предварительно подготовленная заготовка армирующего наполнителя (преформа) помещается в жесткую герметичную формообразующую оснастку, состоящую из двух полуформ. Затем производится пропитка преформы путем инжекции полимерного связующего под избыточным давлением. По окончании процесса пропитки производят полимеризацию связующего при повышенных температурах. Такое техническое решение имеет ограниченное применение - для малоответственных деталей простой формы, поскольку полимеризация связующего производится практически без избыточного давления на формуемый материал и, как следствие, детали имеют повышенную пористость, а в случае сложных поверхностей возникают дефекты в виде недоформованных участков изделия.
Известный патент FR 2740380 (А1) предусматривает изготовление высокоответственной конструкции сложной формы - лопасть винта вертолета. Изделие имеет аэродинамическую поверхность, оформляемую жесткой герметичной оснасткой. На пенопластовый сердечник укладывают слои армирующего материала и помещают в герметичную формообразующую оснастку. Затем производят пропитку армирующего материала полимерным связующим под давлением по технологии RTM. Полимеризация связующего происходит при повышенных температурах. Пенопластовый сердечник не удаляют, он остается внутри готового изделия.
Недостатком данного способа является наличие пенопластового сердечника в конструкции лопасти. Во-первых, пенопластовый сердечник имеет хотя и небольшую массу, но лишнюю, не оказывающую положительного влияния на прочностные свойства конструкции. Во-вторых, изготовление пенопластового сердечника требует дополнительной технологической оснастки и дополнительных трудозатрат. В-третьих, при проведении полимеризации при повышенных температурах происходит газовыделение из пенопластового сердечника, что приводит к дополнительному порообразованию в силовой оболочке из полимерного композиционного материала и к снижению физико-механических свойств конструкции. В четвертых, данный способ не обеспечивает избыточного давления формования, необходимого для достижения максимальных прочностных характеристик отвержденного полимерного композиционного материала,
Ближайшим аналогом к заявляемому техническому решению является способ из опубликованной заявки JP 2003306197 (А), в котором предусматривается метод формования, получивший в России наименование «Метод термокомпрессионного формования». Вышеуказанный метод является теоретически обоснованным и практически реализованным в ряде изделий из углепластиков и стеклопластиков авиационного назначения имеющих замкнутый профиль в виде круглого и трапецеидального сечения. Согласно JP 2003306197 на жесткий сердечник одевается предварительно изготовленный в отдельной оснастке толстостенный чехол из материала, имеющего высокий коэффициент термического расширения На вышеуказанный чехол укладываются слои полимерного композиционного материала. Следующей операцией является перемещение сборки в жесткую формообразующую оснастку, имеющую внутреннюю поверхность, обеспечивающую заданный наружный контур изделия. Далее следуют операции термической обработки полимерного композиционного материала при температуре 125-135°C, преследующие цель полимеризации связующего при необходимом избыточном давлении, создаваемом за счет высокого коэффициента линейного термического расширения толстостенного чехла. Дальнейшие операции по проведению полимеризации связующего, разборке оснастки, удалению жесткого сердечника и толстостенного чехла и по проведению контроля изделия не подлежат комментариям в данной заявке.
Недостатками способа, изложенного в JP 2003306197, являются:
1. Прямая зависимость избыточного давления на полимерный композиционный материал от температуры формообразующей оснастки и температуры терморасширяющегося чехла, что не позволяет управлять процессом полимеризации связующего, что в свою очередь, приводит к недостатку или избытку связующего и ухудшению физико-механических свойств изделия.
2. Изготовление чехла из термокомпрессионного материала требует специальной индивидуальной для каждого изделия пресс-формы и специализированного оборудования, а следовательно увеличения капитальных и трудовых затрат.
3. Способ предназначен для изготовления изделий из предварительно пропитанного полимерным связующим армирующего наполнителя (препрега) и не может быть использован для применения в высокотехнологичных методах производства типа RTM.
Раскрытие изобретения
Изобретение направлено на решение задачи по созданию высокопрочной и обладающей минимальным весом конструкции, из полимерного композиционного материала, авиационного назначения. Одновременно предлагаемое техническое решение обеспечивает и значительный экономический эффект, достигаемый за счет повышения надежности и ресурсопригодности изделия. При этом затраты на изготовление формообразующей оснастки и самой конструкции ниже суммы затрат в известном по JP 2003306197 способе. Из существующей теории и практики производства конструкций из полимерных композиционных материалов известно, что приложение избыточного давления к наружной (охватываемой) поверхности конструкции приводит к искривлению ориентации армирующего наполнителя, образованию волнистости, свилеватости и складок, что является недопустимыми дефектами, снижающими прочность. Предлагаемое изобретение решает задачу создания управляемого избыточного давления на полимерный композиционный материал со стороны внутренней поверхности, что позволяет сохранить заданную схему ориентации армирующего наполнителя в процессе формования конструкции.
Технический результат, достигаемый при реализации заявляемого изобретения, заключается в возможности управления и контроля за технологическим процессом, а следовательно, в повышении качества и надежности изделия при наименьших технологических затратах.
Для достижения указанного технического результата предлагается два варианта способа трансферно-мембранного формования (ТМФ).
В соответствии с первым вариантом заявляется способ, операции которого производятся по технологии RTM, то есть обеспечивается трансфер полимерного связующего под избыточным давлением в предварительно подготовленную заготовку армирующего наполнителя с последующим формованием изделия при повышенных температурах и управляемом избыточном давлениии с помощью герметичной оболочки мембранного типа. Способ изготовления изделия из полимерного композиционного материала включает в себя следующие операции: изготовление формообразующего сердечника из жесткого материала, наружная поверхность которого выполнена по форме внутренней поверхности получаемого изделия; формирование герметичной (замкнутой) оболочки из эластичного материала на формообразующем сердечнике; изготовление заготовки изделия путем послойной укладки армирующего наполнителя на герметичную оболочку, имеющую внутри себя формообразующий сердечник; установку заготовки изделия совместно с заключенным в герметичную оболочку сердечником в формообразующую оснастку, обеспечивающую оформление заданного наружного контура изделия; использование полимерного связующего для связывания волокон армирующего наполнителя; формование изделия с полимеризацией (отверждением) связующего в формообразующей оснастке с использованием воздействия указанной оболочки на заготовку изделия со стороны внутренней поверхности заготовки; извлечение отформованного изделия вместе с сердечником и эластичной оболочкой из формообразующей оснастки; удаление сердечника и эластичной оболочки из отформованного изделия. При изготовлении формообразующего сердечника из жесткого материала в нем формируют внутреннюю полость и сообщенные с ней и выходящие наружу отверстия. В качестве герметичной оболочки, в которую заключен формообразующий сердечник, используют пленку, обладающую свойствами эластичной мембраны. Перед формованием изделия или при его формовании в армирующий наполнитель подают полимерное связующее. При формовании изделия производят нагревание формообразующей оснастки до температуры, обеспечивающей достижение требуемой при формовании величины вязкости полимерного связующего, после чего подают под избыточным давлением воздух или инертный газ через внутреннюю полость и сквозные отверстия сердечника под эластичную оболочку, обеспечивающую передачу давления на материал заготовки изделия и равномерное уплотнение его по всему объему.
При формовании изделия полимерное связующее подают в армирующий наполнитель через предусмотренные в формообразующей оснастке отверстия.
Согласно второму варианту предлагается способ изготовления изделия из полимерного композиционного материала, который включает следующие операции: изготовление формообразующего сердечника из жесткого материала, наружная поверхность которого выполнена по форме внутренней поверхности получаемого изделия; формирование герметичной (замкнутой) оболочки из эластичного материала на формообразующем сердечнике; изготовление заготовки изделия из предварительно пропитанного полимерным связующим армирующего наполнителя из полимерного композиционного материала путем его послойной укладки на герметичную оболочку, имеющую внутри себя формообразующий сердечник; установку заготовки изделия совместно с заключенным в герметичную оболочку сердечником в формообразующую оснастку, обеспечивающую оформление заданного наружного контура изделия; формование изделия с полимеризацией (отверждением) связующего в формообразующей оснастке с использованием воздействия указанной оболочки на заготовку изделия со стороны внутренней поверхности заготовки; извлечение отформованного изделия вместе с сердечником и эластичной оболочкой из формообразующей оснастки; удаление сердечника и эластичной оболочки из отформованного изделия. При изготовлении формообразующего сердечника из жесткого материала в нем формируют внутреннюю полость и сообщенные с ней и выходящие наружу отверстия. В качестве герметичной оболочки, в которую заключен формообразующий сердечник, используют пленку, обладающую свойствами эластичной мембраны. При формовании изделия производят нагревание формообразующей оснастки до температуры, обеспечивающей достижение требуемой при формовании величины вязкости полимерного связующего, после чего подают под избыточным давлением воздух или инертный газ через внутреннюю полость и сквозные отверстия сердечника под эластичную мембрану оболочку, обеспечивающую передачу давления на материал заготовки изделия и равномерное уплотнение его по всему объему.
Как в первом так и во втором вариантах проведения способа в качестве оболочки используют пленку из силикона или наиритовой резины, удовлетворяющую следующим условиям:
величина эластичного удлинения пленки при разрыве - не менее 300%,
сохранение эластичных свойств при температурах до 200°C,
толщина пленки 0,5-1,0 мм,
возможность клеевого соединения слоев пленки,
антиадгезионные свойства пленки по отношению к полимерному связующему, используемому при получении заготовки изделия,
На чертеже изображена оснастка, обеспечивающая реализацию предлагаемого способа.
Осуществление изобретения
Реализация способа производится следующим образом.
Предварительно изготавливают формообразующий сердечник из жесткого материала (преимущественно, металла), наружную поверхность которого выполняют по форме внутренней поверхности получаемого изделия. При изготовлении сердечника в нем формируют внутреннюю полость и сообщенные с ней и выходящие на наружную поверхность сердечника сквозные отверстия,
Обеспечивают формирование на формообразующем сердечнике герметичной оболочки из эластичного материала, охватывающей сердечник по всей наружной поверхности. В результате формообразующий сердечник оказывается герметично замкнутым внутри оболочки из эластичного материала, сохраняющего свои свойства при повышенных до 200°С температурах. В качестве герметичной оболочки, в которую заключен сердечник, используют пленку, обладающую свойствами эластичной мембраны, которая, по определению, представляет собой гибкую тонкую пленку, обладающую упругостью при приведении ее внешними силами в состояние натяжения. Преимущественно, в качестве оболочки используют пленку из силикона (силиконовой резины) или наиритовой резины,
Дополнительными требованиями к материалу для изготовления герметичной оболочки являются:
величина эластичного удлинения до разрыва - не менее 300%,
толщина материала от 0,5 до 1,0 мм,
возможность клеевого соединения слоев материала,
антиадгезионные свойства материала по отношению к полимерному связующему.
Таким образом, существенным отличием обоих вариантов предлагаемого изобретения от известного по JP 2003306197 способа термокомпрессионного формования является то, что в известном способе применяется толстостенный чехол, расширяющийся при повышенной температуре, тогда как в данном изобретении используется оболочка (мембранного типа) из тонкой пленки, величиной термического расширения которой можно пренебречь.
Следующей операцией является установка и фиксация на поверхности герметичной оболочки, охватывающей сердечник, преформы из армирующего наполнителя. Полученную в результате сборку устанавливают в жесткую герметичную формообразующую оснастку, обеспечивающую формование внешних аэродинамических поверхностей будущего изделия.
Собранную оснастку помещают в термопечь и производят подсоединение необходимых инжекционных, пневматических и вакуумных коммуникаций к оборудованию для проведения инжекции связующего, создания вакуума в формообразующей полости оснастки и к компрессору для создания избыточного давления под герметичной оболочкой (эластичной пленкой). Обеспечивают инжекцию полимерного связующего под избыточным давлением и при помощи вакуума в преформу.
Осуществляют формование изделия, при котором производят нагрев оснастки с заложенным в ней технологическим пакетом до заданной температуры, обеспечивающей достижение требуемой при формовании величины вязкости полимерного связующего. При достижении заданной температуры и при определенной продолжительности выдержки, необходимой для начала гелеобразования связующего, создают избыточное давление воздуха или инертного газа (подаваемого через внутреннюю полость и сквозные отверстия сердечника) в эластичной оболочке, обеспечивающее удаление из заготовки изделия газообразных продуктов полимеризации и остаточного воздуха, содержащегося в микропорах армирующего наполнителя. Под действием давления со стороны эластичной оболочки на материал заготовки изделия происходит равномерное уплотнение материала заготовки по всему объему.
При этом необходимо учитывать, что величина вязкости полимерного связующего должна быть с одной стороны достаточно низкой, чтобы обеспечить полную пропитку волокон армирующего наполнителя, а с другой стороны чрезмерно низковязкое связующее может быть выдавлено из формообразующей оснастки, и в результате не будет достигнуто оптимальное соотношение армирующего наполнителя и сявзующего.
После необходимой технологической выдержки при температуре гелеобразования полимерного связующего, процесс продолжают при заданном избыточном давлении, требуемой температуре и продолжительности выдержки до полного проведения процесса полимеризации связующего.
Извлечение из оснастки полученного в результате формования отвержденного изделия производят после охлаждения оснастки до температуры не более 50°C.
После этого отформованное изделие подвергается необходимой механической обработке и проведению контроля качества и готово к проведению сборки в составе летательного аппарата.
В данном разделе описания предлагается конструктивно-технологическая схема выполнения трансферно-мембранного формования изделий из полимерных композиционных материалов.
Реализация предлагаемого способа требует использования следующего специализированного оборудования:
1. Компрессор для создания избыточного давления инертного газа (азот).
2. Установка для пропитки армирующего наполнителя полимерным связующим под давлением.
3. Вакуум-насос для создания вакуума в полости диафрагмы.
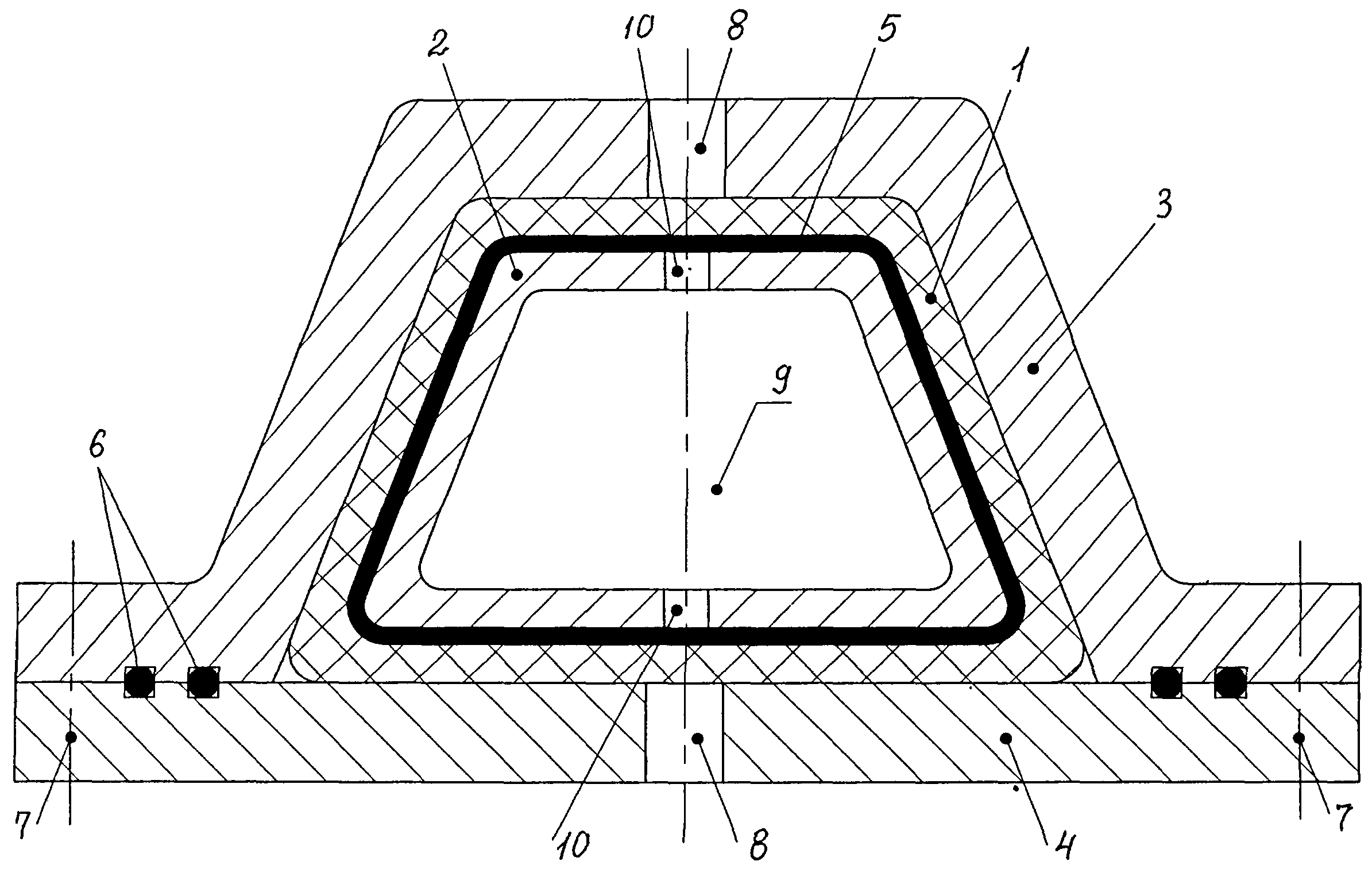
Технологическая оснастка для реализации заявляемого способа представлена на прилагаемом чертеже.
Формообразование внутреннего контура изделия 1 обеспечивается жестким формообразующим сердечником 2, имеющим наружную поверхность, эквидистантную внутренней поверхности частей 3 и 4 оснастки.
На поверхности жесткого формообразующего сердечника 2 оформляется герметичная тонкостенная пленочная оболочка (мембрана) 5, изготавливаемая путем склейки из силиконовой пленки (силиконовой резины) или из наиритовой резины, и способная выдерживать температурные воздействия до 200°C без потери эластичных свойств. Герметичная оболочка 5 выполняется из материала, удовлетворяющего требованиям, которые были изложены выше.
На поверхность герметичной оболочки 5 укладывают заданное количество слоев армирующего наполнителя (образующего заготовку изделия 1) с необходимой ориентацией относительно продольной оси сердечника 2.
Формообразование наружного контура изделия производят в герметичной оснастке, состоящей из, по крайней мере, двух частей (полуформ) 3 и 4. Герметичность оснастки обеспечивается двумя контурами уплотнительных жгутов 6. Сборка технологической оснастки и ее герметизация обеспечивается соединительными болтами 7 или другими аналогичными средствами.
Заготовку изделия в составе сердечника 2, герметичной оболочки 5 и армирующего наполнителя устанавливают в формообразующую оснастку (части 3, 4) и герметизируют уплотнительными жгутами 6 при содействии соединительных болтов 7.
Далее производится пропитка армирующего наполнителя полимерным связующим под давлением с использованием установки типа Hypaject MK III. Пропитка производится через отверстие 8 в формообразующей оснастке.
По окончании процесса пропитки армирующего наполнителя, производится формообразование изделия при повышенных температурах и избыточном давлении. Повышенная температура (до 200°C) необходима для проведения полимеризации связующего и может быть обеспечена как встроенными в части 3, 4 технологической оснастки нагревателями, так и наружными обогревателями в термопечи.
Для изготовления изделия создается необходимое избыточное давление от отдельного компрессора в заданной момент времени при достижении требуемой величины вязкости полимерного связующего. Избыточное давление формования передается от компрессора через выполненные в сердечнике 2 полость 9 и дренажные отверстия 10, выходящие на наружную поверхность сердечника 2, в герметичную оболочку 5, и тем самым обеспечивается необходимое уплотнение материала изделия 1.
Дальнейшие операции являются типовыми для производства изделий из полимерных композиционных материалов - термостатирование при заданной температуре и давлении, продолжительность термостатирования, условия охлаждения, удаление технологической оснастки и герметичного мешка и т.д..
Варианты предлагаемого способа отличаются один от другого особенностями внедрения полимерного связующего в армирующий наполнитель для связывания волокон последнего. По первому варианту выполнения способа полимерное связующее подают в армирующий наполнитель или перед формованием изделия в формообразующей оснастке или во время его формования.
Второй вариант выполнения предусматривает предварительную пропитку полимерным связующим армирующего наполнителя до подачи его на послойную укладку на герметичной оболочке.
Реализация изобретения обеспечит повышение качества изготавливаемого изделия за счет возможности управления процессом подачи давления вне связи с процессом поддержания температуры, благодаря чему технологический процесс формования полимерного композиционного материала становится управляемым. Также обеспечивается снижение трудоемкости, энергоемкости и себестоимости изделия за счет применения прогрессивной технологии пропитки под давлением предварительно подготовленных заготовок армирующего наполнителя полимерным связующим.
Устройство для виброударной обработки деталей
Способ изготовления корпусных деталей из композиционных материалов и композиционная окантовка иллюминатора, полученная таким способом
Самолет с двойным фюзеляжем
Стапель для сборки воздухозаборника двигателя летательного аппарата
Термоплавкое связующее, способ получения его, препрег и сотовая панель, выполненные на его основе
Установка для изготовления деталей методом послойного синтеза
Высокоэффективная ветроэнергетическая установка модульного типа и модуль ветрогенератора для нее
Способ фрикционной сварки вращающимся диском
Оснастка для формования рамы иллюминатора
Способ фрикционно-лучевой сварки
Устройство для виброударной обработки деталей
Способ изготовления корпусных деталей из композиционных материалов и композиционная окантовка иллюминатора, полученная таким способом
Стапель для сборки воздухозаборника двигателя летательного аппарата
Термоплавкое связующее, способ получения его, препрег и сотовая панель, выполненные на его основе
Установка для изготовления деталей методом послойного синтеза
Высокоэффективная ветроэнергетическая установка модульного типа и модуль ветрогенератора для нее
Способ фрикционной сварки вращающимся диском
Оснастка для формования рамы иллюминатора
Способ фрикционно-лучевой сварки
Стапель для сборки аэродинамического органа управления летательного аппарата

