Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ РЕЗКИ ПЛАСТИКОВЫХ ИЗДЕЛИЙ, РАЗМЕЩЕННЫХ В НЕПРЕРЫВНОЙ ПЛАСТИКОВОЙ ЛЕНТЕ, ДЛЯ ПРИМЕНЕНИЯ В МЕДИЦИНСКОЙ ОБЛАСТИ
Вид РИД
Изобретение
Настоящее изобретение относится к устройству для резки пластиковых изделий, размещенных в непрерывной пластиковой ленте, в котором отдельные пластиковые изделия соединены друг с другом, для применения в медицинской области, включающее по меньшей мере один лазер, по меньшей мере одну систему управления лазером, по меньшей мере одно оптическое устройство для сбора и обработки данных, и устройство для контроля качества со встроенным датчиком давления, для определения неправильных или недостаточных лазерных разрезов. Кроме того, настоящее изобретение направлено на устройство для изготовления пластиковых изделий, в особенности изготовления заполненных или заполняемых пластиковых изделий для применения в медицинской области, включающее устройство для резки пластиковых изделий, размещенных в непрерывной пластиковой ленте соединенными друг с другом. Также представлен способ резки пластиковых изделий в непрерывной пластиковой ленте, в которой отдельные пластиковые изделия соединены друг с другом.
Известно, что лазеры могут быть использованы, например, для резки, сварки или гравирования. В прототипе рассматривались различные подходы. Патентная заявка DE 102007046142 А1 описывает устройство с роботом с электронным управлением, имеющим лазерную режущую головку, которая может перемещаться в предварительно заданные исходные положения. Еще один способ гравирования лазером описан в патентном документе DE 10148759 А1. В этом способе лазер фокусируют на подложке, и подложку перемещают в х-у-осям. Еще один способ сварки описан в патенте DE 102005035495 В4.
Документ US 5 231 262 А раскрывает устройство для лазерной резки, включающее лазер, систему определения положения, процессор для обработки изображений и систему управления лазером в форме зеркал, оптических затворов, объективных линз и поворотной консоли. Патентная заявка US 4 328 411 А описывает способ резки аморфного металла путем кристаллизации лазером. Также представлена вырубная машина в сочетании с пресс-формой, который вырубает заготовку, предварительно вырезанную из аморфного металла.
Задача настоящего изобретения заключается в создании устройства, которое дополнительно совершенствует прототип и позволяет повысить производительность при резке пластиковых изделий, размещенных в непрерывной ленте, для применения в медицинской области.
Эта задача решается настоящим изобретением с помощью устройства для резки согласно пункту 1 формулы изобретения, и способа резки согласно пункту 7 формулы изобретения.
Дополнительные предпочтительные варианты реализации следуют из зависимых пунктов формулы изобретения, примеров, фигур и описания.
Неожиданно было обнаружено, что устройство, включающее по меньшей мере один лазер, по меньшей мере одну систему управления лазером, по меньшей мере одно оптическое устройство для сбора и обработки данных, и устройство для контроля качества со встроенным датчиком давления для обнаружения неправильных лазерных разрезов обеспечивает повышенную результативность при резке пластиковых изделий, размещенных в непрерывной ленте, в которой отдельные пластиковые изделия соединены друг с другом, для применения в медицинской области.
Функциональный принцип соответствующего изобретению устройства состоит в следующем: оптическое устройство для сбора данных определяет позиционные параметры пластиковых изделий, размещенных в непрерывной ленте и соединенных друг с другом. Позиционные параметры используются для расчета схемы резания, которая передается в систему управления лазером. В соответствии со схемой резания фокусирующая оптика и отклоняющее устройство регулируют положение, интенсивность и фокальную точку по меньшей мере одного лазерного луча.
Согласно настоящему изобретению, могут быть использованы газовые лазеры, твердотельные лазеры и/или лазеры на красителях. Лазеры, входящие в группу газовых лазеров, включают эксимерный лазер, лазер на ионах инертных газов, лазер на парах металлов или молекулярный газовый лазер.
Группа эксимерных лазеров включает, но не ограничивается таковыми, Н2-лазер (116/123 нм), Ar2-лазер (126 нм), F2-лазер (157 нм), Xe2-лазер (172 нм), ArF-лазер (193 нм), KrF-лазер (248 нм), XeBr-лазер (282 нм), XeCl-лазер (308 нм) и XeF-лазер (351 нм). Лазеры на ионах инертных газов включают, но не ограничиваются таковыми, (Ar)+-лазер (включающий ~460 нм, 480 нм, 500 нм, 520 нм), (Kr)+-лазер (650 нм) и He-Cd-лазер (325 нм, 440 нм).
Группа лазеров на парах металлов включает, но не ограничивается таковыми, Cu-лазер (500 нм, 545 нм) и Au-лазер (310 нм, 605 нм). Группа молекулярных газовых лазеров включает CO-лазер (6-8 мкм), CO2-лазер (9 мкм, 10,6 мкм, 11 мкм) и N2-лазер (337 нм).
Твердотельные лазеры могут быть выбраны из рубинового Cr3+:Al2O3-лазера (694 нм), лазера на неодимовом стекле (Nd:стекло) (1062 нм), неодимового лазера на иттрий-алюминиевом гранате (YAG) (1064 нм), александритового лазера (755 нм), AlGaN/GaN-лазера (400-500 нм), InGaAs/GaAs-лазера (700-880 нм), InGaAsP/InP-лазера (900-1100 нм) и Pb-халькогенидного лазера (2,6-30 мкм). Группа лазеров на красителях включает, среди прочих, стильбены, кумарины и родамины, охватывающие всю область спектра от ~300 нм до 1300 нм.
В дополнительных вариантах реализации процесс резки может быть выполнен параллельно, синхронно или последовательно многочисленными лазерами. Процесс резки предпочтительно проводят двумя лазерами, более предпочтительно тремя лазерами, и наиболее предпочтительно четырьмя лазерами. Ограничения на число лазеров нет. Число лазеров может быть соответственно приспособлено и зависит от сложности схемы резания и величины и размерных характеристик пластиковых изделий, размещенных в непрерывной ленте. Также возможно расщепление лазерного луча с помощью светоделителя на многочисленные пучки, и управление каждым пучком независимо друг от друга для процесса резки. Предпочтительными являются СО2-лазер и УФ-лазер. В частности, предпочтительны СО2-лазеры с длиной волны 9,4 мкм, более предпочтительно с 10,3 мкм или 10,6 мкм, с предпочтительной выходной мощностью 200 Вт или между 180 Вт и 220 Вт, соответственно. Предпочтительные УФ-лазеры включают твердотельные лазеры на основе Nd:YAG, YLF (иттрий-литий-фторидный) или Nd:VO4, где путем преобразования частоты нелинейными кристаллами генерируется третья гармоника с длиной волны 355 нм или близко к ней. Эти лазеры позволяют исключительно точно сфокусировать лазерный луч, который пригоден для резки или разделения или перфорирования узких соединений между пластиковыми компонентами полностью или частично.
Согласно настоящему изобретению сфокусированный лазерный луч проводят вдоль контуров пластиковых изделий, размещенных в непрерывной ленте, для расплавления или испарения материала между изделиями и/или непрерывной лентой. Гауссово распределение интенсивности по поперечному сечению лазерного луча обеспечивает то, что излучение лазера расплавляет материал на кромках, и образования заусенцев не происходит. Это имеет то преимущество, что на кромке пластиковых изделий не образуются острые края, которые могут повредить, например, стерильные перчатки, используемые в медицинской практике, или даже привести к порезам рук сотрудника, работающего с разрезанными пластиковыми изделиями. Разделение лазерным лучом создает явные преимущества перед устройствами для механического разделения, например, таких как вырубные штампы, поскольку применение механических устройств заведомо ведет к образованию заусенцев или острых кромок. Острота возникших заусенцев и/или отрезной кромки непосредственно зависит от твердости/жесткости материала пластика.
Пластики предпочтительно выбирают из группы, состоящей из полиамидов, полиолефинов или сополимеров, а также комбинаций таких пластиков или сополимеров в форме композитных материалов. Пластик предпочтительно представляет собой полиэтилен (РЕ), еще более предпочтительно полипропилен (PP), или любой другой пластик по меньшей мере с такими же, как у полипропилена (PP), твердостью/жесткостью, пределом прочности на разрыв, модулем кручения, модулем Юнга и/или диапазоном температур плавления. Согласно настоящему изобретению, предпочтительно может быть подвергнут резке любой пластик, который является по меньшей мере столь же твердым или еще более жестким или более твердым, как PP.
Дополнительные пластики, которые могут быть использованы в устройстве согласно изобретению, могут быть выбраны из группы, состоящей или включающей: поливалеролактоны, поли-ε-декалактоны, полимолочную кислоту, полигликолевую кислоту, полилактиды, полигликолиды, сополимеры полилактидов и полигликолидов, поли-ε-капролактон, полигидроксимасляную кислоту, полигидроксибутираты, полигидроксивалераты, сополимеры гидроксибутиратов и гидроксивалератов, поли(1,4-диоксан-2,3-дионы), поли(1,3-диоксан-2-оны), поли-пара-диоксаноны, полиангидриды, такие как полималеиновые ангидриды, полигидроксиметакрилаты, фибрин, полицианоакрилаты, поликапролактондиметакрилаты, поли-b-малеиновую кислоту, поликапролактонбутилакрилаты, мультиблоксополимеры, такие как образованные из олигокапролактондиолов и олигодиоксанондиолов, мультиблоксополимеры на основе простых-сложных полиэфиров, такие как PEG (полиэтиленгликоль) и полибутилентерефталат, полипивотолактоны, триметилкарбонаты полигликолевой кислоты, поликапролактонгликолиды, поли-g-этилглутамат, поли(DTH-иминокарбонат), (DTH=дезаминотирозилтирозингексиловый эфир), поли(DTE-со-DT-карбонат) (DTE=дезаминотирозилтирозинэтиловый эфир, и DT=дезаминотирозилтирозин), поли(бисфенол-А-иминокарбонат), полиортоэфиры, триметилкарбонаты полигликолевой кислоты, политриметилкарбонаты, полииминокарбонаты, поли(N-винил)пирролидон, поливиниловые спирты, сложные полиэфирамиды, гликолированные сложные полиэфиры, сложные полифосфоэфиры, полифосфазены, поли[(пара-карбоксифенокси)пропан], полигидроксивалериановую кислоту, полиангидриды, сополимер этиленоксида и пропиленоксида, полиуретаны, сополимеры простых и сложных эфиров, такие как полиэтиленоксид, полиалкеноксалаты, полиортоэфиры, а также их сополимеры, каррагинаны, коллаген, полигидроксиалканоаты, пектиновую кислоту, актиновую кислоту, карбоксиметилсульфат, коллаген, коллаген-N-гидроксисукцинимид, полиакриловую кислоту, полиакрилаты, полиметилметакрилат, полибутилметакрилат, полиакриламид, полиакрилонитрил, полиамиды, простой полиэфирамид, полиэтиленамин, полиимиды, поликарбонаты, поликарбонат-уретан, поливинилкетоны, поливинилгалогениды, поливинилиденгалогениды, простые поливиниловые эфиры, поливинилированные ароматические соединения, сложные поливиниловые эфиры, поливинилпирролидон, полиоксиметилен, полибутилен, политетрафторэтилен, полиолефиновые эластомеры, полиизобутилен, этилен-пропилен-диеновый (EPDM) каучук, фторсиликон, карбоксиметилхитозан, полиэтилентерефталат, поливалерат, этилен-винилацетатные сополимеры, полисульфоны, простые полиэфирсульфоны, эпоксидные смолы, акрилонитрил-бутадиен-стирольные (ABS) сополимеры, силиконы, такие как полисилоксаны, поливинилгалогенид, и сополимеры и/или смеси вышеупомянутых полимеров, а также ламинированные и многослойные системы из вышеупомянутых полимеров.
Пластиковые изделия, изготовленные из полипропилена, имеют наибольшее преимущество перед пластиковыми изделиями, сделанными из полиэтилена, так как они могут быть подвергнуты обработке в автоклаве и стерилизованы при температурах 121°С или выше. Это является в особенности важным в медицинской области, где непременно необходима гарантия, что все микроорганизмы убиты. Вследствие более высоких температур, необходимых для обработки полипропилена, пластиковые изделия должны быть охлаждены на протяжении более длинной дистанции и/или в течение более длительного времени перед тем, как можно будет вырезать пластиковые изделия из непрерывной ленты, в которой отдельные пластиковые изделия соединены друг с другом. Более того, PP является гораздо более твердым, чем РЕ, и, естественно, механическая резка или вырубка ведет к еще более острым заусенцам и/или отрезным кромкам.
С помощью устройства согласно изобретению можно разрезать пластики при высокой технологической температуре непосредственно после обработки. При этом не только нет необходимости в ожидании, пока пластик охладится, но и не нужно монтировать длинные конвейерные ленты для охлаждения пластиковых изделий во время транспортирования до температуры, при которой можно отрезать пластиковые изделия. Поэтому также предпочтительно разрезать пластики, которые имеют высокий модуль Юнга и тем самым склонны формировать острые заусенцы и/или кромки, будучи разрезанными или вырубленными механическим путем. В особенности предпочтителен полипропилен, который имеет стандартные характеристики диапазона температур плавления между 160°С и 170°С и модуля Юнга около 1520 Н/мм2. Таким образом, являются предпочтительными такие пластики, которые имеют диапазон температур плавления выше 160°С, более предпочтительно выше 180°С, дополнительно предпочтительно выше 200°С, и в особенности предпочтительно выше 220°С, и могут быть обычным порядком автоклавированы при температурах 121°С или выше без проявления деформации. Кроме того, являются предпочтительными такие пластики, которые имеют рабочую температуру выше 100°С, более предпочтительно выше 110°С, и/или с модулем Юнга выше 1500 Н/мм2, более предпочтительно выше 1700 Н/мм2, и дополнительно предпочтительно выше 1900 Н/мм2. В особенности предпочтительным пластиком, который может быть разрезан с помощью соответствующего изобретению устройства, является полипропилен и любой другой пластик, характеризуемый интервалом температур плавления, пределом прочности на разрыв, модулем кручения или твердостью/жесткостью, в диапазоне полипропилена, причем выражение «в диапазоне» определяется как ±10% соответствующего значения для полипропилена, то есть, значением как для полипропилена, с отклонением от -10% до +10%.
В устройстве согласно изобретению используют лазер для отрезания пластиковых изделий, размещенных в непрерывной ленте из пластика. Канал охлаждения для горячих пластиковых изделий не требуется, поскольку лазер может надежно и точно резать горячий материал, или горячий материал в процессе его охлаждения, соответственно. Это является в особенности преимущественным при резке пластиковых изделий для медицинской области при повышенных температурах, непосредственно сразу или вскоре после того, как пластиковые изделия покидают формовальный валок, когда они уже начинают затвердевать. Дополнительно можно полностью или частично перфорировать узкие соединения между пластиковыми компонентами, или создавать предварительно заданные точки излома, облегчающие отделение пластиковых изделий друг от друга. Это является в особенности преимущественным, когда пластиковые изделия изготовлены из полипропилена, который является предельно вязким после охлаждения, чем затрудняет отделение пластиковых изделий вручную без любого дополнительного механического приспособления, например, ножниц.
Поэтому устройство согласно изобретению для лазерной резки является в особенности полезным для разрезания теплых или горячих полимеров и пластиков, то есть, разрезания полимеров или пластиков с температурой по меньшей мере 60°С, предпочтительно по меньшей мере 80°С, дополнительно предпочтительно по меньшей мере 100°С, более предпочтительно по меньшей мере 115°С, более предпочтительно по меньшей мере 125°С, еще более предпочтительно по меньшей мере 135°С, дополнительно предпочтительно 145°С, и более предпочтительно по меньшей мере 155°С, благодаря чему пластики и/или полимеры могут быть разрезаны даже при температурах от 200°С до 250°С. Кроме того, устройство согласно изобретению предпочтительно используют для разрезания пластиковых изделий, которые находятся в процессе охлаждения или нагревания, при котором температура разрезаемого сегмента в начале процесса резки отличается от температуры в конце процесса резки. Слово «сегмент» следует понимать как секцию, например, в непрерывной ленте, которая распознается в рабочем цикле оптическим устройством для сбора данных, и где определяется схема резки. Лазерная резка является очень точной, даже когда имеет место температурный градиент, то есть, температура изменяется во время резки в пластиковом изделии или в пластиковом сегменте, соответственно. Соответствующее изобретению устройство правильно распознает и обрабатывает схему резки для пластиковых изделий в диапазоне температур от -100°С до +300°С. Любые изменения температуры пластика вплоть до 1°С в секунду могут быть выявлены и обработаны соответствующим изобретению устройством. Сюда входят также изменения следующих друг за другом схем резки и режимов резки, а также смена пластических материалов во время разрезания по схеме резки, или для последовательных сегментов и схем резки.
Термин «резка» или «лазерная резка», как используемый здесь, следует понимать как резку лазерным лучом насквозь пластического материала, предпочтительно полипропилена и подобных полимеров или полиэтилена, с включением сюда также перфорирования, то есть, чередующихся участков со сквозным прорезанием и непрорезанных участков, а также резку частично насквозь или с образованием истонченных участков, что значит, что материал в точке резки прорезается не полностью, но только с сокращением толщины, то есть, связывание материала все еще существует, но может быть разделено механическим путем с меньшим усилием. Таким образом, термин «резка» или «лазерная резка» описывает полное прорезание пластического материала насквозь вдоль всего рисунка резки, или же только в заданных точках схемы резки, а также перфорирование пластического материала вдоль всего рисунка резки или только в заданных точках схемы резки, то есть, полностью прорезанные насквозь участки перемежаются непрорезанными участками.
Термин «схема резки» следует понимать как совокупность всех прорезаемых участков, которые распознаются оптическим устройством для сбора данных в одной стадии детектирования. Схема резки может быть позиционирована в сегменте непрерывной ленты взаимосвязанных пластиковых изделий. Таким образом, если предполагается резка пластиковых изделий в непрерывной полосе или ленте взаимосвязанных пластиковых изделий, оптическое устройство для сбора данных постепенно распознает участок (то есть, сегмент) непрерывной полосы или ленты взаимосвязанных пластиковых изделий, которая подается в соответствующее изобретению устройство и затем разрезается согласно схеме резки. Схема резки включает пластиковые изделия, распознаваемые оптическим устройством для сбора данных, которые обычно являются трехмерными и располагаются выше и ниже уровня плоскости, и определяются непрерывной полосой или непрерывной лентой, которая может включать дополнительную определяемую пользователем и тем самым предварительно заданную информацию относительно режима резки. Оптическое устройство для сбора данных может детектировать, например, где должна быть выполнена резка. Режим резки (полностью, частично, с перфорированием, и т.д.) может быть предварительно задан пользователем. Альтернативно или дополнительно, оптическое устройство для сбора данных может детектировать соответственные маркировки, которые не только дают информацию, где должны быть сделаны разрезы, но также могут включать в качестве информации режим резки. Естественно, возможна комбинация вышеупомянутых характеристик, то есть, возможно сочетание предварительно заданных рисунков и автоматического детектирования режима резки и/или схемы резки. Вместо непрерывной полосы или непрерывной ленты также возможно, что оптическое устройство для сбора данных детектирует одиночные блоки или только участки непрерывной ленты, только есть, изолированные сегменты.
Схема резки и, в итоге, режим резки, заново определяется оптическим устройством для сбора данных перед разрезанием конкретной секции, или конкретного участка непрерывной полосы или непрерывной ленты, тем самым можно реализовывать разнообразные схемы резки и режимы резки в произвольном порядке. Это представляет собой явное преимущество перед способами механической резки и/или вырубки. Инструмент для механической вырубки или механической резки жестко детерминирован для данной схемы резки или заданного режима резки и не может приспосабливаться к изменениям чередующихся сегментов с различными схемами резки и режимами резки. Соответствующее изобретению устройство для лазерной резки может реализовывать до десяти различных схем резки с различными режимами резки, чего невозможно достигнуть с инструментом для механической резки или вырубки. Даже если использовать различные инструменты для вырубки или резки, все же имеется только ограниченное число рисунков, которые могут быть реализованы. Соответствующее изобретению устройство не зависит от точной схемы резки, то есть, не ограничено конкретным рисунком, но может детектировать и реализовывать любую схему резки.
Схема резки определяется с помощью подходящих маркировок, которые детектируются оптическим устройством для сбора данных. Они могут включать цветные метки, объемные метки, а также радиоактивные метки.
Цветные метки включают, например, окрашенные метки в видимой области, инфракрасной области или УФ-области, и могут быть введены в пластик или присоединены к нему. Это распространяется также на другие материалы, которые могут быть введены в пластик или присоединены к нему и отличаются от пластического материала, такие как тонкие нити, проволоки или микрочастицы. Объемные метки, с другой стороны, могут быть выполнены как выступы, вмятины или отверстия в пластическом материале. Радиоактивные метки представляет собой радиоактивные вещества, введенные в пластический материал или присоединенные к нему, причем в качестве метки могут служить меченое вещество или раствор в пластиковом изделии.
Устройство для обработки данных определяет, какие участки схемы резки должны быть прорезаны лазером полностью или только перфорированы, сделаны более тонкими и/или не должны быть обработаны. Таким образом, лазер способен прорезать конкретные участки полностью, перфорировать их, уменьшать толщину материала до заданной степени, и/или пропускать заданные участки, все в пределах схемы резки, детектированной и/или предварительно заданной оптическим устройством для сбора данных, в зависимости от которой режим резки был предварительно определен пользователем или маркировкой в схеме резки или сегменте, соответственно. Лазер находится под управлением устройства для обработки данных и направляется согласно схеме резки, детектированной оптическим устройством для сбора данных, и предварительно заданному режиму резки.
Применение лазерного луча для точного отрезания пластиковых изделий обусловливается оптическим устройством для сбора данных, которое определяет позиционные параметры взаимосвязанных пластиковых изделий, размещенных в непрерывной пластиковой ленте. Позиционные параметры могут включать информацию о формах, размерах, очертаниях, геометрических конфигурациях, лазерных метках, теневой проекции, распознавании цвета, светлых/темных зонах или отражениях, которые детектируются оптическим устройством для сбора данных.
В предпочтительном варианте выполнения оптическое устройство для сбора данных включает камеру. В еще одном предпочтительном варианте выполнения лазерный сканер используют вместе с детектором для определения позиционных параметров измерением взаимосвязанных пластиковых изделий, размещенных в непрерывной пластиковой ленте. Лазер может быть отклонен системой зеркал для изображения полного профиля поверхности пластиковых изделий.
Позиционные параметры передаются в устройство для обработки данных, например, программируемый микропроцессор, где они дополнительно обрабатываются. Термин «обработанный» следует понимать таким образом, что реально определенные позиционные параметры сравниваются с позиционными параметрами, сохраняемыми в устройстве для обработки данных. Для каждой комбинации позиционных параметров в устройстве для обработки данных сохраняется схема резки, которая передается в систему управления лазером для направления лазера.
Это имеет то преимущество, что точное соблюдение размеров размещенных в ленте пластиковых изделий не требуется, поскольку оптическое устройство для сбора данных детектирует соответственное фактическое состояние пластиковых изделий. В частности, для изготовления пластиковых изделий обычно используют высокие температуры. Обусловленное этим зависящее от температуры расширение и/или сокращение пластика делает, например, механическую вырубку возможной только при фиксированных более низких температурах. Применение соответствующего изобретению устройства устраняет эту проблему, и пластиковые изделия могут быть точно отрезаны при различных температурах. Более того, отсюда следует, что при резке многообразных различающихся пластиковых изделий не требуется сложная переналадка устройства, поскольку для позиционных параметров должны быть изменены только схемы резки.
В еще одном предпочтительном варианте выполнения позиционные параметры не сравниваются с сохраненными позиционными параметрами, но устройство для обработки данных рассчитывает соответственную схему резки по собранным позиционным параметрам и передает рассчитанную схему резки в систему управления лазером для направления лазера.
В дополнительном предпочтительном варианте выполнения в памяти сохраняются позиционные параметры, а также схемы резки, которые корректируются соответственными фактическими позиционными параметрами, приводя к приспособленной схеме резки, которая передается в систему управления лазером для направления лазера.
Система управления лазером предпочтительно состоит из регулируемой фокусирующей оптической системы, регулируемого отклоняющего устройства и лучеобразующего устройства. В этом контексте термин «регулируемый» следует понимать так, что фокусирующая оптическая система и отклоняющее устройство могут регулироваться согласно схемам резки, рассчитанным в устройстве для обработки данных, и дополнительно тем, что данные передаются в подходящем формате. Лучеобразующее устройство коллимирует лазерный луч и сокращает расхождение луча с целью лучшего фокусирования. В соответствии с определенными позиционными параметрами положение фокуса и интенсивность в фокальной точке по меньшей мере одного лазера регулируется с помощью регулируемой фокусирующей оптической системы и регулируемого отклоняющего устройства. Если используют более чем один лазер, то предпочтительно каждый лазер регулируется еще одной системой управления лазером.
В одном варианте выполнения система управления лазером включает лучеобразующее устройство, которое коллимирует лазерный луч, систему телескопических линз, которая сокращает расхождение пучка с целью лучшего фокусирования, систему отклоняющих зеркал, которая направляет лазерный луч в двух или трех измерениях вокруг взаимосвязанных пластиковых изделий согласно предварительно заданной схеме резки, фокусирующую оптическую систему, которая фокусирует лазерный луч так, что пластический материал испаряется во время перемещения лазерного луча, и электронное устройство с программным управлением, которое преобразует данные для схемы резки в перемещения зеркал.
В предпочтительном варианте выполнения регулируемое отклоняющее устройство представляет собой сканер с гальванометрическим зеркалом, отклоняющий направление лазерного луча с помощью зеркал. В более предпочтительных вариантах выполнения сканер с гальванометрическим зеркалом отклоняет лазерный луч через два или более зеркал. В зависимости от геометрических характеристик пластиковых изделий могут быть использованы одно или более регулируемых отклоняющих устройств. В одном предпочтительном варианте выполнения между пластиковым изделием и лазерной оптикой не происходит никакого перемещения, то есть, лазерная оптика является зафиксированной и неподвижной, и лазерный луч управляется только регулируемым отклоняющим устройством.
В еще одном варианте выполнения лазерный луч не отклоняется регулируемым отклоняющим устройством, но лазерная оптика или часть лазерной оптики перемещается относительно пластикового изделия для выполнения процесса резки. Термин «лазерная оптика» включает все компоненты, необходимые для формирования, фокусирования, регулирования или усиления лазерного луча. Например, относительно пластикового изделия может перемещаться только линза и система зеркал, или только линза, или только система зеркал, или вся лазерная оптика в целом.
В особенно предпочтительном варианте выполнения лазерный луч управляется подвижным регулируемым отклоняющим устройством. Термин «подвижный» в этом контексте означает, что регулируемое отклоняющее устройство может перемещаться по х-, y- и z-осям. Этим обеспечивается то, что лазерный луч также может достигать и прорезать участки, которые являются труднодоступными.
Дополнительное преимущество заключается в том, регулируемое отклоняющее устройство также может быть использовано для одновременной маркировки ампул, тем самым резка и маркировка выполняются в одной технологической стадии.
Фокусирующая оптическая система предпочтительно представляет собой линзу или зеркало, более предпочтительно собирающую линзу или фокусирующее вогнутое зеркало. Вогнутое зеркало обеспечивает дополнительное преимущество в том, что каждая длина волны лазерного излучения может быть сфокусирована в той же точке без необходимости применения специальных оптических материалов.
В одном варианте выполнения устройство включает транспортное устройство для взаимосвязанных пластиковых изделий, размещенных в непрерывной ленте. Это транспортное устройство предпочтительно состоит из подающего устройства, которое протягивает взаимосвязанные пластиковые изделия, размещенные в непрерывной ленте, под лазером и оптическим устройством для сбора данных. Это позволяет достигнуть высокой производительности и полностью автоматизировать резку пластиковых изделий, размещенных в непрерывной ленте.
В других вариантах выполнения транспортное устройство представляет собой конвейерную ленту, на которой транспортируются взаимосвязанные пластиковые изделия.
Одно из значительных преимуществ лазерного разделения пластиковых изделий, например, ампул, пакетов или других емкостей, состоит в создании оплавленной кромки, в отличие от острой грани после механического разделения. Это является особенно важным при резке пластиковых изделий для применения в медицинской области, поскольку острая грань может вызвать повреждение стерильных перчаток или даже привести к травмированию руки врача или больничного персонала при использовании таких ампул. Разрезанные механическим путем пластиковые изделия всегда имеют острые кромки вследствие того факта, что на стороне, где режущее лезвие оставляет линию разреза, будет возникать острая грань.
Традиционный способ лазерной резки фиксированным лучом и фокусированием через сопло для технологического газа также может вести к образованию заусенцев на краях. Лучше разрезать ампулы подвижным лучом, например, с помощью гальваносканера, поскольку этот способ может быть проведен более точно благодаря тонкой настройке параметров лазера и лучеобразующих элементов, таких как телескопы и линзы, и перемещений сканера так, что кромки оплавляются на стыках. Для достижения этого требуются датчик и система управления, как предусмотрено в настоящем изобретении.
Однако даже с этим типом разделения может быть так, что разрезанные пластиковые изделия, например, ампулы, не отделяются по оплавленным кромкам. Это представляет собой ситуацию, когда ампулы удерживаются вместе всего лишь ощущаемой острой гранью. Когда ампулы затем в конце концов разделяются, все еще остаются острые грани. Такие острые грани могут быть результатом небольшого колебания мощности лазера или едва обнаруживаемой вариации направления луча.
Поскольку ампулы размещены внутри упаковки ампул с очень узкими соединениями, качество лазерного разреза обычно может быть оценено только с помощью очень сложной системы распознавания изображений и специальных камер. Такая система замедляет весь технологический процесс, является изначально дорогостоящей и предрасположена к сбоям, и не может быть легко встроена в существующие системы.
Поэтому устройство согласно изобретению дополнительно включает устройство для контроля качества со встроенным датчиком давления для выдавливания разрезанных пластиковых изделий. Взаимосвязанные пластиковые изделия, размещенные в непрерывной пластиковой ленте, предпочтительно не отделяются полностью лазером от остаточного материала, то есть, каркаса, так что отрезанные пластиковые изделия могут транспортироваться внутри окружающего материала, пока не произойдет конечное разделение. Во время лазерной резки между пластиковыми изделиями и окружающим остаточным материалом остаются точно определенные узкие соединения. Для стадии конечного разделения пластиковые изделия транспортируются под устройством для контроля качества со встроенным датчиком давления. Штамп с формой упаковки ампул или штамп с определенным числом штифтов, которые ударяют в предварительно заданные положения на отдельном пластиковом изделии или секции непрерывной пластиковой ленты, то есть, приспособленный штамп, выдавливает пластиковые изделия и особенно материал между суженными участками ампул, то есть, материал между областями горлышек соседних ампул, из остаточного окружающего материала. Если давление или усилие, необходимое для выталкивания ампул из окружающего материала и/или материала между суженными участками, превышает предварительно заданное первое регулируемое значение, то это является показателем того, что пластиковые изделия недостаточно разделены и все еще соединены с окружающим материалом, то есть, все еще соединены с лентой или между собой.
Вместо штампа, который реально ударяет по пластиковым изделиям, или блокам, или пачкам пластиковых изделий, чтобы разделить их, может быть использована струя газа, такая как воздушный поток или многочисленные воздушные потоки, генерированные одним или многочисленными соплами, для приложения определенного давления газовой струи к пластиковым изделиям, или блокам, или пачкам пластиковых изделий. Для этого создаются одиночные газовые струи с определенным давлением, которое опять же показывает качество лазерной резки в том плане, что можно определить, были ли газовая струя или газовые струи достаточными для разделения одиночных пластиковых изделий, или блоков, или пачек пластиковых изделий. Вместо газа квалифицированный специалист также может использовать для той же цели жидкость, такую как вода.
Таким образом, устройство для контроля качества со встроенным датчиком давления предназначено для выдавливания разрезанных лазером пластиковых изделий из окружающего остаточного материала непрерывной ленты, тем самым формируя отдельные пластиковые изделия, или блоки пластиковых изделий, которые все еще присоединены друг к другу, но уже перфорированы, предпочтительно, лазером, применяемым в устройстве для резки, так, что разделение может быть сделано легко без образования острых граней. Обычно это делается с использованием приспособленной пресс-формы, имеющей форму ампулы или упаковки ампул. Дополнительно, могут быть включены узкие штампы, которые выталкивают остаточный материал между суженными участками, то есть, области между участками горлышек двух смежных ампул. Если предварительно заданное первое регулируемое значение превышается, то лазерная резка была недостаточной, и эти пластиковые изделия собирают отдельно. Это имеет то преимущество, что недостаточно разрезанные пластиковые изделия могут быть собраны отдельно от правильно разрезанных пластиковых изделий, и затем впоследствии обработаны опять, и тем самым не теряются в отходы. Таким образом, в одном варианте выполнения устройство для контроля качества со встроенным датчиком давления состоит из пресс-формы, приспособленной к форме ампул, которая точно выдавливает пластиковые изделия из окружающего остаточного материала.
Кроме того, устройство для контроля качества со встроенным датчиком давления может контролировать качество лазерной резки, то есть, качество намеченного разделения, измерением сопротивления и/или усилия, которое необходимо для выдавливания пластиковых изделий из окружающего остаточного материала. Давление/усилие, необходимое для выталкивания ампул из окружающего материала и/или суженных участков ампул, то есть, материала между участками горлышек смежных ампул, дает непосредственную информацию о том, достаточно ли лазерная резка расплавила материал на краях, чтобы не происходило образование острых заусенцев.
Заявитель обнаружил, что при лазерной резке, например, полипропиленовых ампул справедливо следующее:
если датчик давления не регистрирует никакого сопротивления, ампулы разделяются правильно, и кромки являются полностью оплавленными вокруг ампул
если датчик давления регистрирует сопротивление вплоть до 0,5 Н для выталкивания ампул из окружающего остаточного материала, то образовалось только пренебрежимо малое ребро, и использование ампул является безопасным.
если же датчик давления регистрирует сопротивление свыше 0,5 Н для выталкивания ампул из окружающего остаточного материала, то образовалось значительное острое ребро, и ампулы, возможно, являются безвредными и будут отсортированы.
Таким образом, если требуемое давление, необходимое для выталкивания пластиковых изделий, таких как пакеты, пузырьки, баллончики, ампулы или прочие емкости, из окружающего остаточного материала и/или суженных участков ампул, то есть, материала между участками горлышек соседних ампул, превышает второе пороговое значение, но все еще меньше первого порогового значения, это дает указание на то, что лазерная резка является неудовлетворительной, и происходит потенциальное опасное образование острых граней или заусенцев в пластиковом изделии.
В дополнительном варианте выполнения контроль качества выполняется на материале между суженными участками, то есть, в области между участками горлышек двух соседних ампул.
Таким образом, усилие, требуемое для выталкивания пластиковых изделий из окружающего остаточного материала, предоставляет информацию о том, правильно ли отрезано пластиковое изделие, то есть, могут ли пластиковые изделия быть вытолкнуты из окружающего материала или нет. Кроме того, требуемое усилие показывает, безопасны ли грани, или образовались ли любые кромки, которые могут быть потенциально опасными.
Специалисту в данной области техники, ознакомленному с описанием данного устройства для контроля качества со встроенным датчиком давления, будет ясно, что точные первое и второе значения или пороговые величины для давления/усилия зависят от таких факторов, как сорт разрезаемого пластика, толщина материала, температура, при которой выполняется резка, выходная мощность лазера, и/или геометрическая форма или размер пластиковых изделий, и тому подобные. В пределы компетенции квалифицированного специалиста входит определение с помощью минимальной экспериментальной работы, какое давление или пороговое усилие является показательным для пластиковых изделий в непрерывной ленте. Таким образом, является совсем несложным и даже непатентоспособным выяснение надлежащего диапазона давлений, который для данного пластикового изделия показывает безупречную резку или неприемлемую резку, чтобы было необходимо проводить регулировку лазера.
В еще одном варианте выполнения устройство для контроля качества со встроенным датчиком давления определяет качество лазерной резки приложением пониженного давления к пластиковому изделию, такому как ампула, упаковка ампул и/или суженный участок, то есть, материал между участками горлышек ампул. Принцип действия является подобным вышеописанному варианту выполнения, однако здесь не измеряют усилие, которое требуется для отделения ампулы, упаковки ампул и/или суженного участка из окружающего остаточного материала. Вместо этого устройство для контроля качества со встроенным датчиком давления измеряет усилие, необходимое для приложения определенного пониженного давления, такого как определенный вакуум.
В то время как давление или усилие прилагают сверху к верхней стороне отдельных пластиковых изделий или упаковки или пакета пластиковых изделий, пониженное давление или вакуум прилагают снизу к отдельным пластиковым изделиям или упаковке или пакету пластиковых изделий, чтобы отделить отдельные пластиковые изделия или упаковку или пакет пластиковых изделий от непрерывной пластиковой ленты и от других отдельных пластиковых изделий или других упаковок или пакетов пластиковых изделий.
В третьем варианте осуществления изобретения устройство для контроля качества со встроенным датчиком давления прилагает вытягивающее усилие, которое может быть определено, чтобы оценить качество лазерной резки. Такое вытягивающее усилие может быть приложено посредством устройства, которое захватывает отдельные пластиковые изделия или упаковку или пакет пластиковых изделий и отделяет их от непрерывной пластиковой ленты и от других отдельных пластиковых изделий или других упаковок или пакетов пластиковых изделий. Усилие, требуемое для отделения отдельных пластиковых изделий или упаковки или пакета пластиковых изделий, может быть измерено и также является показателем качества лазерной резки, чтобы оценить, была ли лазерная резка безупречной или недостаточной.
Таким образом, согласно настоящему изобретению неважно, проводится ли отделение отдельных пластиковых изделий или отдельных упаковок или отдельных пакетов пластиковых изделий приложением выталкивающего усилия, такого как давление, или же вытягивающего усилия или пониженного давления, такого как вакуум.
В дополнительном варианте выполнения устройство включает систему компенсации эффектов долговременного дрейфа лазерного луча и регулируемого отклоняющего устройства. Это может происходить вследствие изменений температуры, влажности, воздействия вибрации, механического напряжения и старения компонентов, и может негативно влиять на точность лазерного луча. Система компенсации эффектов долговременного дрейфа лазерного луча обеспечивает то, что точность лазера всегда является оптимальной, сокращая до абсолютного минимума производственные потери благодаря поддержанию устройства в рабочем состоянии.
В одном варианте выполнения используют камеру для регистрации тепловых изображений для регистрации селективного нагревания на поверхности материала, лежащей за пределами схемы резки, но все еще внутри диапазона отклонения системы зеркал регулируемого отклоняющего устройства. Селективное нагревание имеет место в результате кратковременного направления луча на эту поверхность материала в течение конкретного промежутка времени. Это кратковременное нагревание может быть, например, выполнено в то время, как подающее устройство протягивает следующие взаимосвязанные пластиковые изделия, размещенные в непрерывной ленте, под лазером и оптическим устройством для сбора данных. Камера для регистрации тепловых изображений сравнивает положение на ресивере с ранее запрограммированными настроенными/проектными положениями. Собранные данные затем передаются в систему управления лазером для корректирования и настройки схемы резки. Этот контрольный механизм может иметь место как в каждом процессе резки, так и перед ним, или же с определенными предварительно заданными интервалами. Камера для регистрации тепловых изображений также может одновременно определять температуру поверхности нагретого материала и из этих данных делать вывод о мощности лазера, используемой для резки пластиковых изделий. Затем соответственно этому может быть подкорректирована мощность лазера.
В еще одном варианте выполнения лента, лежащая за пределами схемы резки, но все еще внутри диапазона отклонения системы зеркал регулируемого отклоняющего устройства, вытягивается вместе с пластиковой лентой внутри или снаружи нее, соответственно чему лазер удаляет количество материала в ленте в форме точки. Камера сравнивает положение этой точки с программированной контрольной точкой, и любые отклонения передаются как корректировочные данные в систему управления лазером, подобно описанному выше процессу.
Взаимосвязанные пластиковые изделия для применения в медицинской области, размещенные в непрерывной пластиковой ленте, предпочтительно представляют собой пузырьки, пакеты или контейнеры, и еще более предпочтительно ампулы. Кроме того, согласно изобретению могут быть отрезаны медицинские устройства или детали медицинских устройств, такие как шприцы, пробирки, полые волокна для диализаторов или детали порошковых ингаляторов.
В особенности преимущественным является применение устройства для отрезания многослойных пластиковых изделий, таких как изделия, изготовленные соэкструзионным раздувным формованием. Эти многослойные пластиковые изделия сочетают положительные свойства различных пластиков и обычно характеризуются барьерным слоем, который размещен между двумя несущими слоями, которые соединены между собой связующим средством. Эти многослойные пластиковые изделия предпочтительно используются в вариантах применения, где необходимы улучшенные барьерные характеристики в отношении газов. Способы механической резки имеют особенные проблемы в местах соединений многослойных пластиковых изделий. Естественно, в местах соединений барьерный слой не очень эффективен, и есть повышенная опасность того, что барьерный слой разрушается в результате механической резки в этих областях. Соответствующее изобретению устройство имеет то преимущество, что индивидуальные слои в многослойных пластиковых изделиях свариваются друг с другом в местах соединений и вдоль краев во время резки лазером. Таким образом, барьерные свойства в местах соединений, на краях или в швах остаются невредимыми и даже улучшаются, по сравнению со способами механической резки.
Способ разделения пластиковых изделий, размещенных в пластике или окруженных им, может быть применен и выполнен в принципе подобным образом с помощью описанной системы управления лазером в отношении других пластиковых изделий, таких как товары широкого потребления или детали промышленного назначения.
В особенно предпочтительном варианте выполнения соответствующее изобретению устройство работает в комбинации с устройством, производящим пластиковые изделия, в условиях BFS-процесса (процесса «раздув-наполнение-запайка»). Такие устройства хорошо известны и описаны, например, в патенте ЕР 1626903 В1.
Соответствующее изобретению устройство является в особенности преимущественным для резки пластиковых ампул, взаимосвязанных, соединенных друг с другом и/или сцепленных вместе. Эти ампулы, например, могут быть заполнены в ходе BFS-процесса (процесса «раздув-наполнение-запайка»), но также могут быть обработаны пустые ампулы. Когда пластиковые ампулы изготавливают в BFS-процессе (процессе «раздув-наполнение-запайка»), ампулы выходят из загрузочной машины в виде рядов взаимосвязанных, соединенных друг с другом и/или сцепленных вместе ампул в непрерывной ленте. В этой непрерывной ленте за одним рядом взаимосвязанных, соединенных друг с другом и/или сцепленных вместе ампул следует другой ряд ампул, и все ряды встроены в непрерывную ленту и окружены остаточным пластиковым материалом. Чтобы получить как можно больше ампул внутри непрерывной пластиковой ленты, ампулы размещают очень близко друг к другу, и тем самым разделение ампул является очень трудным. Это в особенности справедливо для суженной части у горлышка ампул. Суженная часть у горлышка ампул является критической областью во время механической вырубки, так как имеется только очень маленькая площадь, которая должна быть прорезана точно, и часто достигается только частичное разделение. Таким образом, при вскрытии или отделении единичной ампулы существует постоянная опасность, что случайно будет вскрыта соседняя ампула вследствие неполного разделения между суженными участками ампул. Соответствующее изобретению устройство может разделять эти участки ампул надежно без риска повреждения при вскрытии ампул.
Ампулы в медицинской области обычно производят в виде упаковок, то есть, из непрерывной ленты механическим путем вырубают определенное число взаимосвязанных ампул. Однако ампулы, особенно сделанные из полипропилена, склонны образовывать острые края при механической резке, или когда одну ампулу вручную отделяют от упаковки ампул.
В отличие от механической вырубки, резка с помощью соответствующего изобретению устройства имеет следующие преимущества. Пластиковые ампулы не нуждаются в охлаждении и могут быть отрезаны при более высоких температурах. Различия в размерах ампул, которые являются изначально присущими или неизбежными, когда ампулы изготавливают при высоких температурах, и в процессе усадки ампул, когда они охлаждаются, детектируются устройством, и сообразно этому корректируется лазерный луч. Кроме того, при резке лазером избегают образования острых кромок и/или заусенцев, и с помощью лазера ампулы могут быть снабжены перфорациями или точками излома между пластиковыми изделиями или в них, тем самым облегчая отделение их друг от друга.
Комбинация устройства согласно изобретению с машиной для производства пластиковых изделий в условиях BFS-процесса (процесса «раздув-наполнение-запайка») является в особенности преимущественной, поскольку больше нет необходимости в сооружении канала охлаждения, и пластиковые изделия могут быть разрезаны при более высоких температурах немедленно после изготовления. Вместе с вышеупомянутыми преимуществами, это ведет к повышению производительности, надежности и экономичности.
Настоящее изобретение также включает соответствующий изобретению способ резки взаимосвязанных пластиковых изделий для применения в медицинской области, размещенных в непрерывной ленте из пластика, который включает следующие стадии, в которых:
а) создают взаимосвязанные пластиковые изделия, встроенные в непрерывную ленту из пластика,
b) определяют позиционные параметры взаимосвязанных пластиковых изделий, встроенных в непрерывную ленту из пластика, с помощью оптического устройства для сбора данных и рассчитывают схему резки в устройстве для обработки данных,
с) регулируют лазер с помощью системы управления лазером, состоящей из регулируемой фокусирующей оптической системы, регулируемого отклоняющего устройства и лучеобразующего устройства, причем в зависимости от определенных позиционных параметров регулируется положение и интенсивность фокальной точки по меньшей мере одного лазера,
d) разрезают взаимосвязанные пластиковые изделия, размещенные в непрерывной ленте из пластика, согласно рассчитанной схеме резки.
В предпочтительном варианте выполнения пластиковые изделия или упаковки пластиковых изделий разрезаются при температурах пластиковых изделий или упаковок пластиковых изделий от 60°С до 155°С.
В дополнительных вариантах выполнения способ может дополнительно включать одну из следующих стадий е)-е''), в которых:
е) выполняют испытание качества с помощью устройства для контроля качества со встроенным датчиком давления, которое измеряет усилие, необходимое для выталкивания отрезанных пластиковых изделий или упаковок отрезанных пластиковых изделий.
e') выполняют испытание качества с помощью устройства для контроля качества со встроенным датчиком давления, которое измеряет пониженное давление, требуемое для отделения отрезанных пластиковых изделий или упаковок отрезанных пластиковых изделий.
e'') выполняют испытание качества с помощью устройства для контроля качества со встроенным датчиком давления, которое измеряет вытягивающее усилие, нужное для отделения отрезанных пластиковых изделий или упаковок отрезанных пластиковых изделий.
Таким образом, с помощью встроенного датчика давления измеряют усилие, пониженное давление, вытягивающее усилие или любое другое усилие, которое требуется для отделения пластиковых изделий от окружающего остаточного материала. Давление, или усилие, или пониженное давление (такое как вакуум), ниже определенного значения (например, значения А) показывает правильную и безупречную резку без острых кромок, тогда как давление, или усилие, или пониженное давление выше определенного значения (например, значения В) показывает неправильную или дефектную резку, так что пластиковые изделия не могут быть отделены, или не могут быть легко отделены, или не могут быть отделены без образования острых кромок. Давление, или усилие, или пониженное давление между значением А и значением В показывает недостаточную резку, где пластиковые изделия все еще могут быть разделены, но могли бы иметь острые кромки. В зависимости от пластикового изделия, сорта используемого пластика и применения пластикового изделия в медицине, отрезанные пластиковые изделия, полученные в пределах диапазона между значением А и значением В, могли бы быть проданы как правильные медицинские изделия, или могли бы быть выбракованы как неисправимый производственный брак. Более того, в зависимости от пластикового изделия, сорта использованного пластика и применения пластикового изделия в медицине, значение А может быть идентичным или почти идентичным значению В.
В предпочтительном варианте выполнения, когда усилие для отделения пластиковых изделий от окружающего материала достигает первого предварительно заданного регулируемого значения, это показывает, что пластиковые изделия все еще соединены с лентой и не были успешно отделены, то есть, усилие было недостаточным. Это также подразумевает, что, когда эта первая пороговая величина или первое значение было достигнуто, никакое дополнительное усилие не прилагается для отделения пластиковых изделий. Это важно, поскольку, если пластиковые изделия все еще прочно соединены с окружающим остаточным материалом, приложение усилия неограниченной величины могло бы привести к повреждению ленты и затем пластиковых изделий, например, при слишком сильном растяжении (горячей) ленты.
Кроме того, можно предварительно задавать второе значение/пороговую величину, которая находится около или ниже первого значения. Если усилие, необходимое для отделения пластиковых изделий от окружающего остаточного материала, превышает это второе значение, но все еще составляет менее первого значения, пластиковые изделия были разделены успешно, но это является показателем неудовлетворительного и потенциально опасного образования острых краев или заусенцев. Если требуемое усилие остается ниже этого второго значения/пороговой величины, то качество лазерной резки является удовлетворительным, и нет опасности острых кромок и/или заусенцев.
Как описано выше, квалифицированному специалисту ясно, что точные первое и второе значения или пороговые величины для давления/усилия зависят от таких факторов, как сорт разрезаемого пластика, толщина материала, температура, при которой выполняется резка, выходная мощность лазеров и/или геометрическая форма или размер пластиковых изделий, и тому подобные. В пределах компетенции квалифицированного специалиста является определение с помощью минимальной экспериментальной работы, какое давление или пороговое усилие является показательным для пластиковых изделий в непрерывной ленте. Таким образом, является совсем несложным и даже непатентоспособным выяснение надлежащего диапазона давлений, который для данного пластикового изделия показывает безупречную резку или неприемлемую резку, чтобы было необходимо проводить регулировку лазера.
В предпочтительном варианте выполнения ленту (1) ампул протягивают и позиционируют с помощью подающего устройства (2) по меньшей мере под одним регулируемым отклоняющим устройством (5) и оптическим устройством (5а) для сбора данных. Оптическое устройство (5а) для сбора данных распознает позиционные параметры по меньшей мере одной дорожки (II) ампул, и устройство для обработки данных рассчитывает по позиционным параметрам схему резки для вырезания ампул (III) индивидуально или в упаковках из нескольких ампул по меньшей мере из одной дорожки (II) ампул. По меньшей мере один сфокусированный лазерный луч (IV) модифицируется лучеобразующим устройством (4) так, что лазерный луч пригоден для разделения ампул путем испарения материала между и/или вокруг ампул. Регулируемое отклоняющее устройство (5) и регулируемая фокусирующая оптическая система (5b) регулируют по меньшей мере один сфокусированный лазерный луч (IV) согласно схеме резки, рассчитанной устройством для обработки данных, для отрезания ампул индивидуально или в упаковках из нескольких ампул. После процесса резки ленту (1) ампул протягивают дальше с помощью подающего устройства (2), и следующую дорожку (II) ампул позиционируют под регулируемым отклоняющим устройством (5) и оптическим устройством (5а) для сбора данных. Отрезанные ампулы (III) все еще расположены в ленте (1) ампул и теперь размещены под устройством (7) для контроля качества со встроенным датчиком давления и ножом (8) для разделения дорожек. Устройство (7) для контроля качества со встроенным датчиком давления и нож (8) для разделения дорожек срабатывают, и отделенный материал между суженными участками собирается в отдельный контейнер (14). Ампулы (III) теперь полностью отделены от ленты (1) ампул и транспортируются в вертикальном положении по наклонной плоскости в наружный транспортер (9) для дальнейшей обработки. Нож (8) отделяет остаточный материал (10) дорожки от ленты и собирает остаточный материал в контейнер (15). Когда устройство (7) для контроля качества со встроенным датчиком давления срабатывает для выдавливания ампул (III) из ленты, оно одновременно измеряет необходимое давление. Если одна или более ампул не отделились, как намечалось, то давление, необходимое для выдавливания ампул (III) из ленты, превышает предварительно заданное регулируемое пороговое значение, в результате открывается заслонка (11), и остаточный материал с заполненными ампулами (12) падает в контейнер (16). Если устройство для лазерной резки полностью выходит из строя, тогда срабатывают две заслонки (13), и подающее устройство (2) транспортирует оставшуюся ленту (1) ампул неразрезанными из устройства для более поздней резки.
В еще одном варианте выполнения соответствующее изобретению устройство отделяет контейнерные изделия от каркаса и/или друг от друга и состоит по меньшей мере из одного лазера по меньшей мере с одной системой управления лазером, и по меньшей мере одной оптоэлектронной системы для распознавания изображений и обработки изображений, которая определяет положение контейнерных изделий в каркасе и/или относительно друг друга и передает эти данные по меньшей мере в одну систему управления лазером, в результате чего по меньшей мере один лазер и/или лазерный луч направляется так, что контейнерные изделия отделяются от каркаса и/или друг от друга. Другие описанные соответствующие изобретению варианты выполнения и примеры в этой заявке преимущественно применимы также и в этом варианте выполнения.
Способ резки пластиковых изделий при варьирующих температурах
Настоящее изобретение, кроме того, направлено на способ резки пластиковых изделий, размещенных в непрерывной ленте, состоящей из сегментов, разрезаемых одним лазерным разрезом, для применения в медицинской области, причем способ позволяет проводить резку пластиковых изделий, размещенных в непрерывной ленте, при варьирующих температурах.
Патентная заявка WO 2009030311 А1 описывает режущее устройство для отрезания одиночных контейнеров, размещенных в пластиковой ленте, отличающееся свободно падающим механическим вырубным устройством, которое отделяет в свободном падении отдельные контейнеры от окружающего материала. В еще одной заявке WO 2009106219 А1 механическое вырубное устройство имеет привод от электрического двигателя, который приводит в движение вырубное устройство от исходного положения в положение вырубки.
Когда пластиковые изделия выходят из пресс-формы, они обычно должны быть охлаждены, прежде чем будет возможным отделение от окружающего остаточного материала. Во время процесса охлаждения пластиковые изделия подвергаются зависящим от температуры изменениям своего размера (усадке). Таким образом, прототипные механические вырубные устройства зависят от предварительно заданной температуры, при которой могут быть отделены пластиковые изделия, поскольку только при этой температуре размер пластиковых изделий в непрерывной ленте согласуется с формой вырубного инструмента. Это значит, что механическое вырубное устройство размещено на фиксированном расстоянии от устройства для изготовления пластиковых изделий, например, устройства для «раздува-наполнения-запайки», чтобы пластиковые изделия имели точную предварительно заданную температуру, когда они поступают в механическое вырубное устройство. Однако, если в процессе производства происходят любые несоответствия, мелкие отклонения и/или задержки, тогда пластиковые изделия уже больше не имеют требуемой температуры, и тем самым рассчитанный размер пластиковых изделий уже больше не действителен. Вследствие этого последующая механическая вырубка неизбежно вызывает повреждение и/или разрушение пластиковых изделий, когда они «вырубаются» из окружающего остаточного материала. Таким образом, почти все механические вырубные устройства согласно прототипу для пластиковых изделий, применяемых в медицинской области, работают при комнатной температуре, где пластиковое изделие, изготовленное при более высоких температурах, было полностью охлаждено так, чтобы больше уже не происходила никакая вариация размеров. Если процесс механической резки проводят при повышенных температурах, устройства для механической резки требуют подачи разрезаемых взаимосвязанных пластиковых изделий, которые имеют почти идентичную температуру, вследствие того факта, что изменение температуры пластиковых изделий будет вызывать изменение их геометрической формы и размера. Устройства для механической резки неспособны следовать этим изменениям в геометрической форме и размере, так что разрезы при различных температурах будут обусловливать неточные или неправильные разрезы, тем самым производя неисправимый брак. Поэтому нужен способ, который способен отрезать пластиковые изделия от сегмента взаимосвязанных пластиковых изделий при любой температуре или в любом диапазоне температур между 30°С и 155°С.
Таким образом, дополнительная цель настоящего изобретения состоит в создании способа резки пластиковых изделий или резки сегментов пластиковых изделий, размещенных в непрерывной ленте, для применения в медицинской области, причем способ позволяет проводить резку пластиковых изделий или их сегментов, размещенных в непрерывной ленте, при варьирующих температурах.
Эта цель достигается способом резки согласно пункту 12 патентной формулы. Дополнительные предпочтительные варианты выполнения следуют из зависимых пунктов патентной формулы, примеров, фигур и описания.
Таким образом, представлен способ резки пластиковых изделий для применения в медицинской области, размещенных в непрерывной ленте из пластика, состоящей из разрезаемых лазером сегментов, включающий следующие стадии, в которых:
а) создают взаимосвязанные пластиковые изделия, встроенные в непрерывную ленту из пластика, состоящую из сегментов, разрезаемых лазером, причем каждый сегмент охлаждается, будучи разрезаемым лазером, и при резке имеет любую температуру в пределах диапазона от 30°С и 155°С,
b) определяют позиционные параметры взаимосвязанных пластиковых изделий, встроенных в непрерывную ленту из пластика, в одном сегменте с помощью оптического устройства для сбора данных и рассчитывают схему резки в устройстве для обработки данных,
с) регулируют лазер с помощью системы управления лазером, состоящей из регулируемой фокусирующей оптической системы, регулируемого отклоняющего устройства и лучеобразующего устройства, причем в зависимости от определенных позиционных параметров регулируется положение и интенсивность фокальной точки по меньшей мере одного лазера,
d) проводят лазерную резку взаимосвязанных, охлаждающихся пластиковых изделий, размещенных в непрерывной ленте из пластика, в одном сегменте согласно рассчитанной схеме резки.
Поэтому соответствующий изобретению способ применим для резки теплых или горячих полимеров и пластиков, то есть, резки полимеров или пластиков с температурой по меньшей мере 30°С, предпочтительно по меньшей мере 60°С, предпочтительно по меньшей мере 80°С, дополнительно предпочтительно по меньшей мере 100°С, более предпочтительно по меньшей мере 115°С, более предпочтительно по меньшей мере 125°С, еще более предпочтительно по меньшей мере 135°С, дополнительно предпочтительно 145°С, и более предпочтительно по меньшей мере 155°С, благодаря чему пластики и/или полимеры могут быть разрезаны даже при температурах от 200°С до 250°С. Таким образом, в начале лазерной резки температура сегмента имеет по меньшей мере одну из вышеописанных температур.
В дополнительных вариантах выполнения при начале лазерной резки сегмент имеет любые температуры, варьирующие от 30°С до 155°С, предпочтительно от 35°С до 125°С, более предпочтительно от 40°С до 110°С, еще более предпочтительно от 45°С до 100°С, еще более предпочтительно от 50°С до 90°С, и наиболее предпочтительно от 55°С до 80°С.
Таким образом, соответствующий изобретению способ позволяет проводить резку пластиковых изделий, размещенных в непрерывной ленте или внутри сегментов непрерывной ленты, при любой температуре, и является полностью независимым от любых изменений размеров пластиковых изделий вследствие усадки, например, в результате охлаждения. В зависимости от формы и размера пластиковых изделий, точного типа используемого пластика и некоторых других факторов, температура пластиковых изделий может варьировать, что делает механическую вырубку при предварительно заданной температуре возможной только для очень узкого круга вариантов применения, а именно, только в условиях одного фиксированного производственного процесса для одного изделия. Каждое изменение одного из этих параметров неизбежно делает необходимой переналадку производственной линии, которая не только включает изменение самой вырубной формы, но и предусматривает переустановку всего вырубного устройства. Это могло бы иметь место, когда используют еще один тип пластика, который имеет более высокую температуру технологической обработки и тем самым должен охлаждаться в течение более длительного периода времени до того, как станет возможной механическая вырубка. В некоторых ситуациях переналадка производственной линии могла бы стать даже невозможной ввиду простой ограниченности имеющейся производственной площади. Без необходимости в изменении вырубных форм, переналадки производственной линии и сооружения длинного канала охлаждения представленный способ имеет гораздо более высокую технологическую гибкость, является более экономичным и экономит массу места.
Термин «взаимосвязанные пластиковые изделия, размещенные в непрерывной ленте» следует понимать как бесконечную ленту с определенной шириной, в которую встроены взаимосвязанные пластиковые изделия, то есть, окруженные остаточным материалом.
Термин «сегмент» следует понимать как секцию, например, в непрерывной ленте, которая распознается в одном отдельном технологическом цикле оптическим устройством для сбора данных, и где определяется схема резки. Таким образом, «сегмент» имеет определенную длину и ширину, с определенным числом взаимосвязанных пластиковых изделий. Поэтому пропорции сегментов напрямую зависят от настроек оптического устройства для сбора данных. Термин «сегмент» не следует понимать в физическом смысле в том плане, что, например, имеются предварительно прорезанные участки или маркировки в непрерывной ленте, но он исключительно определяется полем распознавания оптическим устройством для сбора данных. «Сегмент» предпочтительно представляет собой ту часть непрерывной ленты, которая детектируется или выхватывается оптическим устройством для сбора данных и устройством для обработки данных в одном технологическом цикле, и которая предпочтительно содержит определенное число взаимосвязанных пластиковых изделий. Однако, подразделение или расчленение непрерывной ленты на сегменты представляет собой больше теоретическую концепцию ввиду того факта, что непрерывная лента не содержит маркеров, обозначающих сегменты, и ввиду того факта, что положение сегментов может быть выбрано произвольно. Более того, возможно, что два сегмента перекрываются, или что два последовательных сегмента непосредственно не примыкают друг к другу.
Соответственно этому, с помощью соответствующего изобретению способа можно разрезать один сегмент, который имеет определенную температуру, и непосредственно после этого разрезать последующий сегмент, который может иметь другую температуру. Таким образом, каждый сегмент может быть разрезан точно, независимо от его температуры и температуры предшествующего или последующего сегмента, с пластиковыми изделиями в непрерывной ленте. В случае механического вырубного устройства такая точная резка при переменных температурах невозможна. Пластиковые изделия имели бы различные размеры вследствие различных температур и тем самым не могли бы быть вырублены механическим путем.
Таким образом, способ согласно изобретению предпочтительно используют для резки пластиковых изделий, которые находятся в процессе охлаждения или нагревания, причем температура разрезаемого сегмента является иной в начале процесса резки по сравнению с температурой в конце процесса резки. Лазерная резка является очень точной, даже когда существует температурный градиент, то есть температурные изменения во время резки в пластиковом изделии или в пластиковом сегменте, соответственно. Схема резки для пластиковых изделий может быть сформирована и исполнена правильно в диапазоне температур от -30°С до +300°С, и предпочтительно от +30°С до +300°С. Могут быть распознаны и обработаны любые изменения температуры пластика вплоть до 1°С в секунду. Сюда также входят изменения последовательных схем резки и режимов резки, а также изменения сорта пластических материалов во время резки по схеме резки или для последовательных сегментов и схем резки.
Таким образом, в одном варианте выполнения по меньшей мере один сегмент с взаимосвязанными пластиковыми изделиями имеет варьирующую температуру, нежели любой из предшествующих сегментов с взаимосвязанными пластиковыми изделиями. Термин «варьирующая температура» следует понимать как включающий любые разности температур, которые превышают по меньшей мере 0,5°С. Это является в особенности преимущественным, если связано с задержками и/или мелкими несоответствиями во время производственного процесса. В таких случаях все еще возможно проведение резки следующего сегмента с взаимосвязанными пластиковыми изделиями, которые размещены в непрерывной ленте, даже если размер пластиковых изделий изменился вследствие излишнего времени охлаждения. Таким образом, в соответствующем изобретению способе предпочтительно проводить резку взаимосвязанных пластиковых изделий, размещенных в непрерывной ленте, которые имеют скорость охлаждения от 0,01°С до 5°С в минуту. В предпочтительном варианте выполнения взаимосвязанные пластиковые изделия, размещенные в непрерывной ленте, состоят из полипропилена и/или полиэтилена.
В еще одном варианте выполнения не полностью или неправильно разрезанные сегменты подаются вновь и затем разрезаются опять при более низкой температуре. Не полностью или неправильно разрезанные сегменты обычно отбрасываются, поскольку вновь разрезать эти сегменты невозможно, так как эти сегменты полностью охладились и уже больше не соответствуют машинам для механической вырубки, которые конфигурированы на вырубку сегментов с более высокой температурой. В случае соответствующего изобретению способа эти сегменты могут быть поданы опять и затем соответственно разрезаны.
Соответствующий изобретению способ может быть выполнен с помощью устройства, включающего по меньшей мере один лазер, по меньшей мере одну систему управления лазером, по меньшей мере одно оптическое устройство для сбора данных и устройство для обработки данных, и, необязательно, устройство для контроля качества со встроенным датчиком давления для обнаружения неправильных лазерных разрезов.
Оптическое устройство для сбора данных определяет в сегменте позиционные параметры пластиковых изделий, размещенных в непрерывной ленте и соединенных друг с другом. Позиционные параметры в сегменте используются для расчета схемы резания, которая передается в систему управления лазером. В соответствии со схемой резания фокусирующая оптика и отклоняющее устройство регулируют положение, интенсивность и фокальную точку по меньшей мере одного лазерного луча.
Соответственно этому, могут быть использованы газовые лазеры, твердотельные лазеры и/или лазеры на красителях. Лазеры, входящие в группу газовых лазеров, включают эксимерный лазер, лазер на ионах инертных газов, лазер на парах металлов или молекулярный газовый лазер.
Группа эксимерных лазеров включает, но не ограничивается таковыми, Н2-лазер (116/123 нм), Ar2-лазер (126 нм), F2-лазер (157 нм), Xe2-лазер (172 нм), ArF-лазер (193 нм), KrF-лазер (248 нм), XeBr-лазер (282 нм), XeCl-лазер (308 нм) и XeF-лазер (351 нм). Лазеры на ионах инертных газов включают, но не ограничиваются таковыми, (Ar)+-лазер (включающий ~460 нм, 480 нм, 500 нм, 520 нм), (Kr)+-лазер (650 нм) и He-Cd-лазер (325 нм, 440 нм).
Группа лазеров на парах металлов включает, но не ограничивается таковыми, Cu-лазер (500 нм, 545 нм) и Au-лазер (310 нм, 605 нм). Группа молекулярных газовых лазеров включает CO-лазер (6-8 мкм), CO2-лазер (9 мкм, 10,6 мкм, 11 мкм) и N2-лазер (337 нм).
Твердотельные лазеры могут быть выбраны из рубинового Cr3+:Al2O3-лазера (694 нм), лазера на неодимовом стекле (Nd:стекло) (1062 нм), неодимового лазера на иттрий-алюминиевом гранате (YAG) (1064 нм), александритового лазера (755 нм), AlGaN/GaN-лазера (400-500 нм), InGaAs/GaAs-лазера (700-880 нм), InGaAsP/InP-лазера (900-1100 нм) и Pb-халькогенидного лазера (2,6-30 мкм). Группа лазеров на красителях включает, среди прочих, стильбены, кумарины и родамины, охватывающие всю область спектра от ~300 нм до 1300 нм.
В дополнительных вариантах выполнения процесс резки или лазерный разрез могут быть выполнены параллельно, синхронно или последовательно многочисленными лазерами. Процесс резки или лазерный разрез предпочтительно проводят двумя лазерами, более предпочтительно тремя лазерами, и наиболее предпочтительно четырьмя лазерами. Ограничения на число лазеров нет. Число лазеров может быть соответственно приспособлено и зависит от сложности схемы резания и величины и размерных характеристик пластиковых изделий, размещенных в непрерывной ленте. Также возможно расщепление лазерного луча с помощью светоделителя на многочисленные пучки, и управление каждым пучком независимо друг от друга для процесса резки. Предпочтительными являются СО2-лазер и УФ-лазер. В частности, предпочтительны СО2-лазеры с длиной волны 9,4 мкм, более предпочтительно с 10,3 мкм или 10,6 мкм, с предпочтительной выходной мощностью 200 Вт или между 180 Вт и 220 Вт, соответственно. Предпочтительные УФ-лазеры включают твердотельные лазеры на основе Nd:YAG, YLF или Nd:VO4, где путем преобразования частоты нелинейными кристаллами генерируется третья гармоника с длиной волны 355 нм или близко к ней. Эти лазеры позволяют исключительно точно сфокусировать лазерный луч, который пригоден для резки или разделения или перфорирования узких соединений между пластиковыми компонентами полностью или частично.
Согласно соответствующему изобретению способу, сфокусированный лазерный луч проводят вдоль контуров пластиковых изделий в сегменте, размещенных в непрерывной ленте, для расплавления или испарения материала между изделиями и/или непрерывной лентой. Гауссово распределение интенсивности по поперечному сечению лазерного луча обеспечивает то, что излучение лазера расплавляет материал на кромках, и образования заусенцев не происходит. Это имеет то преимущество, что на кромке пластиковых изделий не образуются острые края, которые могут повредить, например, стерильные перчатки, используемые в медицинской практике, или даже привести к порезам рук сотрудника, работающего с разрезанными пластиковыми изделиями. Разделение лазерным лучом создает явные преимущества перед устройствами для механического разделения, например, таких как вырубные штампы, поскольку применение механических устройств заведомо ведет к образованию заусенцев или острых кромок. Острота возникших заусенцев и/или отрезной кромки непосредственно зависит от твердости/жесткости материала пластика.
Пластики предпочтительно выбирают из группы, состоящей из полиамидов, полиолефинов или сополимеров, а также комбинаций таких пластиков или сополимеров в форме композитных материалов. Пластик предпочтительно представляет собой полиэтилен (РЕ), еще более предпочтительно полипропилен (PP), или любой другой пластик по меньшей мере с такими же, как у полипропилена (PP), твердостью/жесткостью, пределом прочности на разрыв, модулем кручения, модулем Юнга и/или интервалом температур плавления. Согласно настоящему изобретению, предпочтительно может быть подвергнут резке любой пластик, который является по меньшей мере столь же твердым или еще более жестким или более твердым, как PP.
Лазерный разрез сегмента, или лазерную резку полипропилена (PP) выполняют при любой температуре между 30°С до 155°С, предпочтительно между 35°С до 125°С, более предпочтительно между 40°С до 110°С, еще более предпочтительно между 45°С до 100°С, еще более предпочтительно между 50°С до 90°С, и наиболее предпочтительно между 55°С до 80°С.
Дополнительные пластики, которые могут быть использованы, могут быть выбраны из группы, состоящей или включающей: поливалеролактоны, поли-ε-декалактоны, полимолочную кислоту, полигликолевую кислоту, полилактиды, полигликолиды, сополимеры полилактидов и полигликолидов, поли-ε-капролактон, полигидроксимасляную кислоту, полигидроксибутираты, полигидроксивалераты, сополимеры гидроксибутиратов и гидроксивалератов, поли(1,4-диоксан-2,3-дионы), поли(1,3-диоксан-2-оны), поли-пара-диоксаноны, полиангидриды, такие как полималеиновые ангидриды, полигидроксиметакрилаты, фибрин, полицианоакрилаты, поликапролактондиметакрилаты, поли-b-малеиновую кислоту, поликапролактонбутилакрилаты, мультиблоксополимеры, такие как образованные из олигокапролактондиолов и олигодиоксанондиолов, мультиблоксополимеры на основе простых-сложных полиэфиров, такие как PEG (полиэтиленгликоль) и полибутилентерефталат, полипивотолактоны, триметилкарбонаты полигликолевой кислоты, поликапролактонгликолиды, поли-g-этилглутамат, поли(DTH-иминокарбонат), поли(DTE-со-DT-карбонат), поли(бисфенол-А-иминокарбонат), полиортоэфиры, триметилкарбонаты полигликолевой кислоты, политриметилкарбонаты, полииминокарбонаты, поли(N-винил)пирролидон, поливиниловые спирты, сложные полиэфирамиды, гликолированные сложные полиэфиры, сложные полифосфоэфиры, полифосфазены, поли[(пара-карбоксифенокси)пропан], полигидроксивалериановую кислоту, полиангидриды, сополимер этиленоксида и пропиленоксида, полиуретаны, сополимеры простых и сложных эфиров, такие как полиэтиленоксид, полиалкеноксалаты, полиортоэфиры, а также их сополимеры, каррагинаны, коллаген, полигидроксиалканоаты, пектиновую кислоту, актиновую кислоту, карбоксиметилсульфат, коллаген, коллаген-N-гидроксисукцинимид, полиакриловую кислоту, полиакрилаты, полиметилметакрилат, полибутилметакрилат, полиакриламид, полиакрилонитрил, полиамиды, простой полиэфирамид, полиэтиленамин, полиимиды, поликарбонаты, поликарбонат-уретан, поливинилкетоны, поливинилгалогениды, поливинилиденгалогениды, простые поливиниловые эфиры, поливинилированные ароматические соединения, сложные поливиниловые эфиры, поливинилпирролидон, полиоксиметилен, полибутилен, политетрафторэтилен, полиолефиновые эластомеры, полиизобутилен, этилен-пропилен-диеновый (EPDM) каучук, фторсиликон, карбоксиметилхитозан, полиэтилентерефталат, поливалерат, этилен-винилацетатные сополимеры, полисульфоны, простые полиэфирсульфоны, эпоксидные смолы, акрилонитрил-бутадиен-стирольные (ABS) сополимеры, силиконы, такие как полисилоксаны, поливинилгалогенид, и сополимеры и/или смеси вышеупомянутых полимеров, а также ламинированные и многослойные системы из вышеупомянутых полимеров.
Пластиковые изделия, изготовленные из полипропилена, имеют наибольшее преимущество перед пластиковыми изделиями, сделанными из полиэтилена, так как они могут быть подвергнуты обработке в автоклаве и стерилизованы при температурах 121°С или выше. Это является в особенности важным в медицинской области, где непременно необходима гарантия, что все микроорганизмы убиты. Вследствие более высоких температур, необходимых для обработки полипропилена, пластиковые изделия должны быть охлаждены на протяжении более длинной дистанции и/или в течение более длительного времени перед тем, как можно будет вырезать пластиковые изделия из непрерывной ленты, в которой отдельные пластиковые изделия соединены друг с другом. Более того, PP является гораздо более твердым, чем РЕ, и, естественно, механическая резка или вырубка ведет к еще более острым заусенцам и/или отрезным кромкам.
С помощью соответствующего изобретению способа можно разрезать пластики, в особенности PP, при высокой технологической температуре непосредственно после обработки. При этом не только нет необходимости в ожидании, пока пластик охладится, но и не нужно монтировать длинные конвейерные ленты для охлаждения пластиковых изделий во время транспортирования до температуры, при которой можно отрезать пластиковые изделия. Поэтому также предпочтительно разрезать пластики, которые имеют высокий модуль Юнга и тем самым склонны формировать острые заусенцы и/или кромки, будучи разрезанными или вырубленными механическим путем. В особенности предпочтителен полипропилен, который имеет стандартные характеристики диапазона температур плавления между 160°С и 170°С и модуля Юнга около 1520 Н/мм2. Таким образом, являются предпочтительными такие пластики, которые имеют интервал температур плавления выше 160°С, более предпочтительно выше 180°С, дополнительно предпочтительно выше 200°С, и в особенности предпочтительно выше 220°С, и могут быть обычным порядком автоклавированы при температурах 121°С или выше без проявления деформации. Кроме того, являются предпочтительными такие пластики, которые имеют рабочую температуру выше 100°С, более предпочтительно выше 110°С, и/или с модулем Юнга выше 1500 Н/мм2, более предпочтительно выше 1700 Н/мм2, и дополнительно предпочтительно выше 1900 Н/мм2. В особенности предпочтительным пластиком, который может быть разрезан с помощью соответствующего изобретению устройства, является полипропилен и любые другие пластики, характеризуемые интервалом температур плавления, пределом прочности на разрыв, модулем кручения или твердостью/жесткостью, в диапазоне полипропилена, причем выражение «в диапазоне» определяется как ± 10% соответствующего значения для полипропилена, то есть, значением как для полипропилена, с отклонением от -10% до +10%.
В соответствующем изобретению способе используют лазер для отрезания пластиковых изделий, размещенных в непрерывной ленте из пластика. Канал охлаждения для горячих пластиковых изделий не требуется, поскольку лазер может надежно и точно резать горячий материал, или горячий материал в процессе его охлаждения, соответственно. Это является в особенности преимущественным при резке пластиковых изделий для медицинской области при повышенных температурах, непосредственно сразу или вскоре после того, как пластиковые изделия покидают формовальный валок, когда они уже начинают затвердевать. Дополнительно можно полностью или частично перфорировать узкие соединения между пластиковыми компонентами, или создавать предварительно заданные точки излома, облегчающие отделение пластиковых изделий друг от друга. Это является в особенности преимущественным, когда пластиковые изделия изготовлены из полипропилена, который является предельно вязким после охлаждения, чем затрудняет отделение пластиковых изделий вручную без любого дополнительного механического приспособления, например, ножниц.
Термин «резка» или «лазерная резка», как используемый здесь, следует понимать как резку лазерным лучом насквозь пластического материала, предпочтительно полипропилена и подобных полимеров или полиэтилена, с включением сюда также перфорирования, то есть, чередующихся участков со сквозным прорезанием и непрорезанных участков, а также резку частично насквозь или с образованием истонченных участков, что значит, что материал в точке резки прорезается не полностью, но только с сокращением толщины, то есть, связывание материала все еще существует, но может быть разделено механическим путем с меньшим усилием. Таким образом, термин «резка» или «лазерная резка» описывает полное прорезание пластического материала насквозь вдоль всего рисунка резки, или же только в заданных точках схемы резки, а также перфорирование пластического материала вдоль всего рисунка резки или только в заданных точках схемы резки, то есть, полностью прорезанные насквозь участки перемежаются непрорезанными участками. Термин «резка», или «разрез», или «лазерный разрез», предпочтительно следует понимать как резку, выполненную в одном сегменте непрерывной ленты. После того, как резка была сделана в одном сегменте, выполняют следующую резку в последующем сегменте. Таким образом, каждая резка относится к одному сегменту, и каждый сегмент начинает новый процесс резки, называемый как «разрез» или «лазерный разрез».
Термин «схема резки» следует понимать как совокупность всех прорезаемых участков, которые распознаются оптическим устройством для сбора данных в одной стадии детектирования/технологическом цикле. Схема резки может быть позиционирована в сегменте непрерывной ленты взаимосвязанных пластиковых изделий. Таким образом, термин «схема резки» имеет отношение ко всей совокупности отдельных линий прорезов внутри одного сегмента. Таким образом, если предполагается резка пластиковых изделий в непрерывной ленте или полосе из взаимосвязанных пластиковых изделий, оптическое устройство для сбора данных постепенно распознает участок (то есть, сегмент) непрерывной полосы или ленты взаимосвязанных пластиковых изделий, которая подается в соответствующее изобретению устройство и затем разрезается согласно схеме резки. Схема резки включает пластиковые изделия, распознаваемые оптическим устройством для сбора данных, которые обычно являются трехмерными и располагаются выше и ниже уровня плоскости, и определяются непрерывной полосой или непрерывной лентой, которая может включать дополнительную определяемую пользователем и тем самым предварительно заданную информацию относительно режима резки. Оптическое устройство для сбора данных может детектировать, например, где должна быть выполнена резка. Режим резки (полностью, частично, с перфорированием, и т.д.) может быть предварительно задан пользователем. Альтернативно или дополнительно, оптическое устройство для сбора данных может детектировать соответственные маркировки, которые не только дают информацию, где должны быть сделаны разрезы, но также могут включать в качестве информации режим резки. Естественно, возможна комбинация вышеупомянутых характеристик, то есть, возможно сочетание предварительно заданных рисунков и автоматического детектирования режима резки и/или схемы резки. Вместо непрерывной полосы или непрерывной ленты также возможно, что оптическое устройство для сбора данных детектирует одиночные блоки или только участки непрерывной ленты, только есть, изолированные сегменты.
Схема резки и, в итоге, режим резки, заново определяется оптическим устройством для сбора данных для каждого сегмента, тем самым можно реализовывать разнообразные схемы резки и режимы резки в произвольном порядке. Это представляет собой явное преимущество перед способами механической резки и/или вырубки. Инструмент для механической вырубки или механической резки предназначен для данной схемы резки или заданного режима резки и не может приспосабливаться к изменениям чередующихся сегментов с различными схемами резки и режимами резки. Устройство для лазерной резки может реализовывать до десяти различных схем резки с различными режимами резки, чего невозможно достигнуть с инструментом для механической резки или вырубки. Даже если использовать различные инструменты для вырубки или резки, все же имеется только ограниченное число рисунков, которые могут быть реализованы. Устройство не зависит от точной схемы резки, то есть, не ограничено конкретным рисунком, но может детектировать и реализовывать любую схему резки.
Схема резки определяется с помощью подходящих маркировок, которые детектируются оптическим устройством для сбора данных. Они могут включать цветные метки, объемные метки, а также радиоактивные метки.
Цветные метки включают, например, окрашенные метки в видимой области, инфракрасной области или УФ-области, и могут быть введены в пластик или присоединены к нему. Это распространяется также на другие материалы, которые могут быть введены в пластик или присоединены к нему и отличаются от пластического материала, такие как тонкие нити, проволоки или микрочастицы. Объемные метки, с другой стороны, могут быть выполнены как выступы, вмятины или отверстия в пластическом материале. Радиоактивные метки представляет собой радиоактивные вещества, введенные в пластический материал или присоединенные к нему, причем в качестве метки могут служить меченое вещество или раствор в пластиковом изделии.
Устройство для обработки данных определяет, какие участки схемы резки должны быть прорезаны лазером полностью, или только перфорированы, сделаны более тонкими и/или не должны быть обработаны. Таким образом, лазер способен прорезать конкретные участки полностью, перфорировать их, уменьшать толщину материала до заданной степени, и/или пропускать заданные участки, все в пределах схемы резки, детектированной и/или предварительно заданной оптическим устройством для сбора данных, в зависимости от которой режим резки был предварительно определен пользователем или маркировкой в схеме резки или сегменте, соответственно. Лазер находится под управлением устройства для обработки данных и направляется согласно схеме резки, детектированной оптическим устройством для сбора данных, и предварительно заданному режиму резки.
Применение лазерного луча для точного отрезания пластиковых изделий обусловливается оптическим устройством для сбора данных, которое определяет позиционные параметры взаимосвязанных пластиковых изделий, размещенных в непрерывной пластиковой ленте. Позиционные параметры могут включать информацию о формах, размерах, очертаниях, геометрических конфигурациях, лазерных метках, теневой проекции, распознавании цвета, светлых/темных зонах или отражениях, которые детектируются оптическим устройством для сбора данных.
В предпочтительном варианте выполнения оптическое устройство для сбора данных включает камеру. В еще одном предпочтительном варианте выполнения лазерный сканер используют вместе с детектором для определения позиционных параметров измерением взаимосвязанных пластиковых изделий, размещенных в непрерывной пластиковой ленте. Лазер может быть отклонен системой зеркал для изображения полного профиля поверхности пластиковых изделий.
Позиционные параметры передаются в устройство для обработки данных, например, программируемый микропроцессор, где они дополнительно обрабатываются. Термин «обработанный» следует понимать таким образом, что реально определенные позиционные параметры сравниваются с позиционными параметрами, сохраняемыми в устройстве для обработки данных. Для каждой комбинации позиционных параметров в устройстве для обработки данных сохраняется схема резки, которая передается в систему управления лазером для направления лазера.
Это имеет то преимущество, что точное соблюдение размеров размещенных в ленте пластиковых изделий не требуется, поскольку оптическое устройство для сбора данных детектирует соответственное фактическое состояние пластиковых изделий. В частности, для изготовления пластиковых изделий обычно используют высокие температуры. Обусловленное этим зависящее от температуры расширение и/или сокращение пластика делает, например, механическую вырубку возможной только при фиксированных более низких температурах. Применение соответствующего изобретению способа устраняет эту проблему, и пластиковые изделия могут быть точно отрезаны при различных температурах. Более того, отсюда следует, что при резке многообразных различающихся пластиковых изделий не требуется сложная переналадка устройства, поскольку для позиционных параметров должны быть изменены только схемы резки.
В еще одном предпочтительном варианте выполнения позиционные параметры не сравниваются с сохраненными позиционными параметрами, но устройство для обработки данных рассчитывает соответственную схему резки по собранным позиционным параметрам и передает рассчитанную схему резки в систему управления лазером для направления лазера.
В дополнительном предпочтительном варианте выполнения в памяти хранятся позиционные параметры, а также схемы резки, которые корректируются соответственными фактическими позиционными параметрами, приводя к приспособленной схеме резки, которая передается в систему управления лазером для направления лазера.
Система управления лазером предпочтительно состоит из регулируемой фокусирующей оптической системы, регулируемого отклоняющего устройства и лучеобразующего устройства. В этом контексте термин «регулируемый» следует понимать так, что фокусирующая оптическая система и отклоняющее устройство могут регулироваться согласно схемам резки, рассчитанным в устройстве для обработки данных, и дополнительно тем, что данные передаются в подходящем формате. Лучеобразующее устройство коллимирует лазерный луч и сокращает расхождение луча с целью лучшего фокусирования. В соответствии с определенными позиционными параметрами положение фокуса и интенсивность в фокальной точке по меньшей мере одного лазера регулируется с помощью регулируемой фокусирующей оптической системы и регулируемого отклоняющего устройства. Если используют более чем один лазер, то предпочтительно каждый лазер регулируется еще одной системой управления лазером.
В одном варианте выполнения система управления лазером включает лучеобразующее устройство, которое коллимирует лазерный луч, систему телескопических линз, которая сокращает расхождение пучка с целью лучшего фокусирования, систему отклоняющих зеркал, которая направляет лазерный луч в двух или трех измерениях вокруг взаимосвязанных пластиковых изделий согласно предварительно заданной схеме резки, фокусирующую оптическую систему, которая фокусирует лазерный луч так, что пластический материал испаряется во время перемещения лазерного луча, и электронное устройство с программным управлением, которое преобразует данные для схемы резки в перемещения зеркал.
В предпочтительном варианте выполнения регулируемое отклоняющее устройство представляет собой сканер с гальванометрическим зеркалом, отклоняющий направление лазерного луча с помощью зеркал. В более предпочтительных вариантах выполнения сканер с гальванометрическим зеркалом отклоняет лазерный луч через два или более зеркал. В зависимости от геометрических характеристик пластиковых изделий могут быть использованы одно или более регулируемых отклоняющих устройств. В одном предпочтительном варианте выполнения между пластиковым изделием и лазерной оптикой не происходит никакого перемещения, то есть, лазерная оптика является зафиксированной и стационарной, и лазерный луч управляется только регулируемым отклоняющим устройством.
В еще одном варианте выполнения лазерный луч не отклоняется регулируемым отклоняющим устройством, но лазерная оптика или часть лазерной оптики перемещается относительно пластикового изделия для выполнения процесса резки. Термин «лазерная оптика» включает все компоненты, необходимые для формирования, фокусирования, регулирования или усиления лазерного луча. Например, относительно пластикового изделия может перемещаться только линза и система зеркал, или только линза, или только система зеркал, или вся лазерная оптика в целом.
В особенно предпочтительном варианте выполнения лазерный луч управляется подвижным регулируемым отклоняющим устройством. Термин «подвижный» в этом контексте означает, что регулируемое отклоняющее устройство может перемещаться по х-, y- и z-осям. Этим обеспечивается то, что лазерный луч также может достигать и прорезать участки, которые являются труднодоступными.
Дополнительное преимущество состоит в том, регулируемое отклоняющее устройство также может быть использовано для одновременной маркировки ампул, тем самым резка и маркировка выполняются в одной технологической стадии.
Фокусирующая оптическая система предпочтительно представляет собой линзу или зеркало, более предпочтительно собирающую линзу или фокусирующее вогнутое зеркало. Вогнутое зеркало обеспечивает дополнительное преимущество в том, что каждая длина волны лазерного излучения может быть сфокусирована в той же точке без необходимости применения специальных оптических материалов.
В одном варианте выполнения устройство включает транспортное устройство для взаимосвязанных пластиковых изделий, размещенных в непрерывной ленте. Это транспортное устройство предпочтительно состоит из подающего устройства, которое протягивает взаимосвязанные пластиковые изделия, размещенные в непрерывной ленте, под лазером и оптическим устройством для сбора данных. Это позволяет достигнуть высокой производительности и полностью автоматизировать резку пластиковых изделий, размещенных в непрерывной ленте. Более того, не полностью или неправильно прорезанные сегменты непрерывной ленты могли бы быть введены в процесс лазерной резки опять, чтобы завершить резку. Вновь введенные сегменты дополнительно охладились или охлаждаются до комнатной температуры перед тем, как они были вновь введены в процесс резки. Однако соответствующий изобретению способ в состоянии завершить неправильный или несовершенный лазерный разрез внутри этих сегментов даже при значительно отличающихся температурах по сравнению с температурами, где был выполнен первоначальный неправильный или несовершенный лазерный разрез. Бракованные изделия детектируются по-новому оптическим устройством для сбора данных и устройством для обработки данных, и лазерная резка повторяется без необходимости в перенастройке всего устройства на новую температуру забракованных изделий, и без нужды в нагревании забракованных изделий до температур, где был выполнен первоначальный лазерный разрез.
В других вариантах выполнения транспортное устройство представляет собой конвейерную ленту, на которой транспортируются взаимосвязанные пластиковые изделия.
Одно из существенных преимуществ лазерного разделения пластиковых изделий, например, ампул, пакетов или других емкостей, состоит в создании оплавленной кромки, в отличие от острой грани после механического разделения. Это является особенно важным при резке пластиковых изделий для применения в медицинской области, поскольку острая грань может вызвать повреждение стерильных перчаток или даже привести к травмированию руки врача или больничного персонала при использовании таких ампул. Разрезанные механическим путем пластиковые изделия всегда имеют острые кромки вследствие того факта, что на стороне, где режущее лезвие оставляет линию разреза, будет возникать острая грань.
Традиционный способ лазерной резки фиксированным лучом и фокусированием через сопло для технологического газа также может вести к образованию заусенцев на краях. Лучше разрезать ампулы подвижным лучом, например, с помощью гальваносканера, поскольку этот способ может быть проведен более точно благодаря тонкой настройке параметров лазера и лучеобразующих элементов, таких как телескопы и линзы, и перемещений сканера так, что кромки оплавляются на стыках. Для достижения этого требуются датчик и система управления, как предусмотрено в настоящем изобретении.
Однако даже с таким типом разделения может быть так, что разрезанные пластиковые изделия, например, ампулы, не отделяются по оплавленным кромкам. Это представляет собой ситуацию, когда ампулы удерживаются вместе едва ощущаемой острой гранью. Когда ампулы затем в конце концов разделяются, все еще остаются острые грани. Такие острые грани могут быть результатом небольшого колебания мощности лазера или едва обнаруживаемой вариации направления луча.
Поскольку ампулы размещены внутри упаковки ампул с очень узкими соединениями, качество лазерного разреза обычно может быть оценено только с помощью очень сложной системы распознавания изображений и специальных камер. Такая система замедляет весь технологический процесс, является изначально дорогостоящей и предрасположена к сбоям, и не может быть легко встроена в существующие системы.
В еще одном варианте осуществления изобретения устройство для лазерной резки может необязательно включать устройство для контроля качества со встроенным датчиком давления для выдавливания разрезанных пластиковых изделий. Взаимосвязанные пластиковые изделия, размещенные в непрерывной пластиковой ленте, предпочтительно не отделяются полностью лазером от остаточного материала, то есть, каркаса, так что отрезанные пластиковые изделия могут транспортироваться внутри окружающего материала, пока не произойдет конечное разделение. Во время лазерной резки между пластиковыми изделиями и окружающим остаточным материалом остаются точно определенные узкие соединения. Для стадии конечного разделения пластиковые изделия транспортируются под устройством для контроля качества со встроенным датчиком давления. Штамп с формой упаковки ампул или штамп с определенным числом штифтов, которые ударяют в предварительно заданные положения на отдельном пластиковом изделии или секции непрерывной пластиковой ленты, то есть, приспособленный штамп, выдавливает пластиковые изделия и особенно материал между суженными участками ампул, то есть, материал между областями горлышек соседних ампул, из остаточного окружающего материала. Если давление или усилие, необходимое для выталкивания ампул из окружающего материала и/или материала между суженными участками, превышает предварительно заданное первое регулируемое значение, то это является показателем того, что пластиковые изделия недостаточно разделены и все еще соединены с окружающим материалом, то есть, все еще соединены с лентой или между собой.
Вместо штампа, который фактически ударяет по пластиковым изделиям, или блокам, или пачкам пластиковых изделий, чтобы разделить их, может быть использована струя газа, такая как воздушный поток или многочисленные воздушные потоки, генерированные одним или многочисленными соплами, для приложения определенного давления газовой струи к пластиковым изделиям, или блокам, или пачкам пластиковых изделий. Для этого создаются одиночные газовые струи с определенным давлением, которое опять же показывает качество лазерной резки в том плане, что можно определить, были ли газовая струя или газовые струи достаточными для разделения одиночных пластиковых изделий, или блоков, или пачек пластиковых изделий. Вместо газа квалифицированный специалист также может использовать для той же цели жидкость, такую как вода.
Таким образом, устройство для контроля качества со встроенным датчиком давления предназначено для выдавливания разрезанных лазером пластиковых изделий из окружающего остаточного материала непрерывной ленты, тем самым формируя отдельные пластиковые изделия, или блоки пластиковых изделий, которые все еще присоединены друг к другу, но уже перфорированы, предпочтительно, лазером, применяемым в устройстве для резки, так, что разделение может быть сделано легко без образования острых граней. Обычно это делается с использованием приспособленной пресс-формы, имеющей форму ампулы или упаковки ампул. Дополнительно, могут быть включены узкие штампы, которые выталкивают остаточный материал между суженными участками, то есть, области между участками горлышек двух смежных ампул. Если предварительно заданное первое регулируемое значение превышается, то лазерная резка была недостаточной, и эти пластиковые изделия собирают отдельно. Это имеет то преимущество, что недостаточно разрезанные пластиковые изделия могут быть собраны отдельно от правильно разрезанных пластиковых изделий, и затем впоследствии обработаны опять, и тем самым не теряются в отходы. Таким образом, в одном варианте выполнения устройство для контроля качества со встроенным датчиком давления состоит из пресс-формы, приспособленной к форме ампул, которая точно выдавливает пластиковые изделия из окружающего остаточного материала.
Кроме того, устройство для контроля качества со встроенным датчиком давления может контролировать качество лазерной резки, то есть, качество намеченного разделения, измерением сопротивления и/или усилия, которое необходимо для выдавливания пластиковых изделий из окружающего остаточного материала. Давление/усилие, необходимое для выталкивания ампул из окружающего материала и/или суженных участков ампул, то есть, материала между участками горлышек смежных ампул, дает непосредственную информацию о том, достаточно ли лазерная резка расплавила материал на краях, чтобы не происходило образование острых заусенцев.
Заявитель обнаружил, что при лазерной резке, например, полипропиленовых ампул, справедливо следующее:
если датчик давления не регистрирует никакого сопротивления, ампулы разделяются правильно, и кромки являются полностью оплавленными вокруг ампул
если датчик давления регистрирует сопротивление вплоть до 0,5 Н для выталкивания ампул из окружающего остаточного материала, то образовалось только пренебрежимо малое ребро, и использование ампул является безопасным.
если же датчик давления регистрирует сопротивление свыше 0,5 Н для выталкивания ампул из окружающего остаточного материала, то образовалось значительное острое ребро, и ампулы, возможно, являются безвредными и будут отсортированы.
Таким образом, если требуемое давление, необходимое для выталкивания пластиковых изделий, таких как пакеты, пузырьки, баллончики, ампулы или прочие емкости, из окружающего остаточного материала и/или суженных участков ампул, то есть, материала между участками горлышек соседних ампул, превышает второе пороговое значение, но все еще меньше первого порогового значения, это дает указание на то, что лазерная резка является неудовлетворительной, и происходит потенциальное опасное образование острых граней или заусенцев в пластиковом изделии.
В еще одном варианте выполнения контроль качества выполняется на материале между суженными участками, то есть, в области между участками горлышек двух соседних ампул.
Таким образом, усилие, требуемое для выталкивания пластиковых изделий из окружающего остаточного материала, предоставляет информацию о том, правильно ли отрезано пластиковое изделие, то есть, могут ли пластиковые изделия быть вытолкнуты из окружающего материала или нет. Кроме того, требуемое усилие показывает, безопасны ли грани, или образовались ли любые кромки, которые могут быть потенциально опасными.
Специалисту в данной области техники, ознакомленному с описанием устройства согласно изобретению для контроля качества со встроенным датчиком давления, будет ясно, что точные первое и второе значения или пороговые величины для давления/усилия зависят от таких факторов, как сорт разрезаемого пластика, толщина материала, температура, при которой выполняется резка, выходная мощность лазера, и/или геометрическая форма или размер пластиковых изделий, и тому подобные. В пределах компетенции квалифицированного специалиста является определение с помощью минимальной экспериментальной работы, какое давление или пороговое усилие является показательным для пластиковых изделий в непрерывной ленте. Таким образом, является совсем несложным и даже непатентоспособным выяснение надлежащего диапазона давлений, который для данного пластикового изделия показывает безупречную резку или неприемлемую резку, чтобы было необходимо проводить регулировку лазера.
В еще одном варианте выполнения устройство для контроля качества со встроенным датчиком давления определяет качество лазерной резки приложением пониженного давления к пластиковому изделию, такому как ампула, упаковка ампул и/или суженный участок, то есть, материал между участками горлышек ампул. Принцип действия является подобным вышеописанному варианту выполнения, однако здесь не измеряют усилие, которое требуется для отделения ампулы, упаковки ампул и/или суженного участка из окружающего остаточного материала. Вместо этого устройство для контроля качества со встроенным датчиком давления измеряет усилие, необходимое для приложения определенного пониженного давления, такого как определенный вакуум.
В то время как давление или усилие прилагают сверху к верхней стороне отдельных пластиковых изделий или упаковки или пакета пластиковых изделий, пониженное давление или вакуум прилагают снизу к отдельным пластиковым изделиям или упаковке или пакету пластиковых изделий, чтобы отделить отдельные пластиковые изделия или упаковку или пакет пластиковых изделий от непрерывной пластиковой ленты и от других отдельных пластиковых изделий или других упаковок или пакетов пластиковых изделий.
В третьем варианте осуществления изобретения устройство для контроля качества со встроенным датчиком давления прилагает вытягивающее усилие, которое может быть определено, чтобы оценить качество лазерной резки. Такое вытягивающее усилие может быть приложено посредством устройства, которое захватывает отдельные пластиковые изделия или упаковку или пакет пластиковых изделий и отделяет их от непрерывной пластиковой ленты и от других отдельных пластиковых изделий или других упаковок или пакетов пластиковых изделий. Усилие, требуемое для отделения отдельных пластиковых изделий или упаковки или пакета пластиковых изделий, может быть измерено и также является показателем качества лазерной резки, чтобы оценить, была ли лазерная резка безупречной или недостаточной.
Таким образом, неважно, проводится ли отделение отдельных пластиковых изделий или отдельных упаковок или отдельных пакетов пластиковых изделий приложением выталкивающего усилия, такого как давление, или же вытягивающего усилия или пониженного давления, такого как вакуум.
В другом варианте выполнения устройство включает систему компенсации эффектов долговременного дрейфа лазерного луча и регулируемого отклоняющего устройства. Это может происходить вследствие изменений температуры, влажности, воздействия вибрации, механического напряжения и старения компонентов, и может негативно влиять на точность лазерного луча. Система компенсации эффектов долговременного дрейфа лазерного луча обеспечивает то, что точность лазера всегда является оптимальной, сокращая до абсолютного минимума производственные потери благодаря поддержанию устройства в рабочем состоянии.
В одном варианте выполнения используют камеру для регистрации тепловых изображений для регистрации селективного нагревания на поверхности материала, лежащей за пределами схемы резки, но все еще внутри диапазона отклонения системы зеркал регулируемого отклоняющего устройства. Селективное нагревание имеет место в результате кратковременного направления луча на эту поверхность материала в течение конкретного промежутка времени. Это кратковременное нагревание может быть, например, выполнено в то время, как подающее устройство протягивает следующие взаимосвязанные пластиковые изделия, размещенные в непрерывной ленте, под лазером и оптическим устройством для сбора данных. Камера для регистрации тепловых изображений сравнивает положение на ресивере с ранее запрограммированными настроенными/проектными положениями. Собранные данные затем передаются в систему управления лазером для корректирования и настройки схемы резки. Этот контрольный механизм может иметь место как в каждом процессе резки, так и перед ним, или же с определенными предварительно заданными интервалами. Камера для регистрации тепловых изображений также может одновременно определять температуру поверхности нагретого материала и из этих данных делать вывод о мощности лазера, используемой для резки пластиковых изделий. Затем соответственно этому может быть подкорректирована мощность лазера.
В еще одном варианте выполнения лента, лежащая за пределами схемы резки, но все еще внутри диапазона отклонения системы зеркал регулируемого отклоняющего устройства, вытягивается вместе с пластиковой лентой внутри или снаружи нее, соответственно чему лазер удаляет количество материала в ленте в форме точки. Камера сравнивает положение этой точки с программированной контрольной точкой, и любые отклонения передаются как корректировочные данные в систему управления лазером, подобно описанному выше процессу.
Взаимосвязанные пластиковые изделия для применения в медицинской области, размещенные в непрерывной пластиковой ленте, предпочтительно представляют собой пузырьки, пакеты или контейнеры, и еще более предпочтительно ампулы. Кроме того, согласно изобретению могут быть отрезаны медицинские устройства или детали медицинских устройств, такие как шприцы, пробирки, полые волокна для диализаторов или детали порошковых ингаляторов.
Особенно предпочтительным является применение способа для отрезания многослойных пластиковых изделий, таких как изделия, изготовленные соэкструзионным раздувным формованием. Эти многослойные пластиковые изделия сочетают положительные свойства различных пластиков и обычно характеризуются барьерным слоем, который размещен между двумя несущими слоями, которые соединены между собой связующим средством. Эти многослойные пластиковые изделия предпочтительно используются в вариантах применения, где необходимы улучшенные барьерные характеристики в отношении газов. Способы механической резки имеют особенные проблемы в местах соединений многослойных пластиковых изделий. Естественно, в местах соединений барьерный слой не очень эффективен, и есть повышенная опасность того, что барьерный слой разрушается в результате механической резки в этих областях. Соответствующий изобретению способ имеет то преимущество, что индивидуальные слои в многослойных пластиковых изделиях свариваются друг с другом в местах соединений и вдоль краев во время резки лазером. Таким образом, барьерные свойства в местах соединений, на краях или в швах остаются невредимыми и даже улучшаются, по сравнению со способами механической резки.
Способ разделения пластиковых изделий, размещенных в пластике или окруженных им, может быть применен и выполнен в принципе подобным образом с помощью описанной системы управления лазером в отношении других пластиковых изделий, таких как товары широкого потребления или детали промышленного назначения.
Соответствующий изобретению способ является в особенности преимущественным для резки пластиковых ампул, взаимосвязанных, соединенных друг с другом и/или сцепленных вместе. Эти ампулы, например, могут быть заполнены в ходе BFS-процесса (процесса «раздув-наполнение-запайка»), но также могут быть обработаны пустые ампулы. Когда пластиковые ампулы изготавливают в BFS-процессе (процессе «раздув-наполнение-запайка»), ампулы выходят из загрузочной машины в виде рядов взаимосвязанных, соединенных друг с другом и/или сцепленных вместе ампул в непрерывной ленте. В этой непрерывной ленте за одним рядом взаимосвязанных, соединенных друг с другом и/или сцепленных вместе ампул следует другой ряд ампул, и все ряды встроены в непрерывную ленту и окружены остаточным пластиковым материалом. Чтобы получить как можно больше ампул внутри непрерывной пластиковой ленты, ампулы размещают очень близко друг к другу, и тем самым разделение ампул является очень трудным. Это в особенности справедливо для суженной части у горлышка ампул. Суженная часть у горлышка ампул является критической областью во время механической вырубки, так как имеется только очень маленькая площадь, которая должна быть прорезана точно, и часто достигается только частичное разделение. Таким образом, при вскрытии или отделении единичной ампулы существует постоянная опасность, что случайно будет вскрыта соседняя ампула вследствие неполного разделения между суженными участками ампул. Соответствующий изобретению способ может разделять эти участки ампул надежно без риска повреждения при вскрытии ампул.
Ампулы в медицинской области обычно производят в виде упаковок, то есть, из непрерывной ленты механическим путем вырубают определенное число взаимосвязанных ампул. Однако ампулы, особенно сделанные из полипропилена, склонны образовывать острые края при механической резке, или когда одну ампулу вручную отделяют от упаковки ампул.
В отличие от механической вырубки, резка с помощью соответствующего изобретению устройства имеет следующие преимущества. Пластиковые ампулы не нуждаются в охлаждении и могут быть отрезаны при более высоких температурах. Различия в размерах ампул, которые являются изначально присущими или неизбежными, когда ампулы изготавливают при высоких температурах, и в процессе усадки ампул, когда они охлаждаются, детектируются устройством, и сообразно этому корректируется лазерный луч. Кроме того, при резке лазером избегают образования острых кромок и/или заусенцев, и с помощью лазера ампулы могут быть снабжены перфорациями или точками излома между пластиковыми изделиями или в них, тем самым облегчая отделение их друг от друга.
В предпочтительном варианте выполнения пластиковые изделия или упаковки пластиковых изделий разрезаются при температурах пластиковых изделий или упаковок пластиковых изделий от 30°С до 155°С.
В других вариантах выполнения способ может дополнительно включать одну из следующих стадий е)-е''), в которых:
е) выполняют испытание качества с помощью устройства для контроля качества со встроенным датчиком давления, которое измеряет усилие, необходимое для выталкивания отрезанных пластиковых изделий или упаковок отрезанных пластиковых изделий.
e') выполняют испытание качества с помощью устройства для контроля качества со встроенным датчиком давления, которое измеряет пониженное давление, требуемое для отделения отрезанных пластиковых изделий или упаковок отрезанных пластиковых изделий.
e'') выполняют испытание качества с помощью устройства для контроля качества со встроенным датчиком давления, которое измеряет вытягивающее усилие, нужное для отделения отрезанных пластиковых изделий или упаковок отрезанных пластиковых изделий.
Таким образом, с помощью встроенного датчика давления измеряют усилие, пониженное давление, вытягивающее усилие или любое другое усилие, которое требуется для отделения пластиковых изделий от окружающего остаточного материала. Давление, или усилие, или пониженное давление (такое как вакуум), ниже определенного значения (например, значения А) показывает правильную и безупречную резку без острых кромок, тогда как давление, или усилие, или пониженное давление выше определенного значения (например, значения В) показывает неправильную или дефектную резку, так что пластиковые изделия не могут быть отделены, или не могут быть легко отделены, или не могут быть отделены без образования острых кромок. Давление, или усилие, или пониженное давление между значением А и значением В показывает недостаточную резку, где пластиковые изделия все еще могут быть разделены, но могли бы иметь острые кромки. В зависимости от пластикового изделия, сорта используемого пластика и применения пластикового изделия в медицине, отрезанные пластиковые изделия, полученные в пределах диапазона между значением А и значением В, могли бы быть проданы как правильные медицинские изделия, или могли бы быть выбракованы как неисправимый производственный брак. Более того, в зависимости от пластикового изделия, сорта использованного пластика и применения пластикового изделия в медицине, значение А может быть идентичным или почти идентичным значению В.
В предпочтительном варианте выполнения, когда усилие для отделения пластиковых изделий от окружающего материала достигает первого предварительно заданного регулируемого значения, это показывает, что пластиковые изделия все еще соединены с лентой и не были успешно отделены, то есть, усилие было недостаточным. Это также подразумевает, что, когда эта первая пороговая величина или первое значение было достигнуто, никакое дополнительное усилие не прилагается для отделения пластиковых изделий. Это важно, поскольку, если пластиковые изделия все еще прочно соединены с окружающим остаточным материалом, приложение усилия неограниченной величины могло бы привести к повреждению ленты и затем пластиковых изделий, например, при слишком сильном растяжении (горячей) ленты.
Кроме того, можно предварительно задавать второе значение/пороговую величину, которая находится около или ниже первого значения. Если усилие, необходимое для отделения пластиковых изделий от окружающего остаточного материала, превышает это второе значение, но все еще составляет менее первого значения, пластиковые изделия были разделены успешно, но это является показателем неудовлетворительного и потенциально опасного образования острых краев или заусенцев. Если требуемое усилие остается ниже этого второго значения/пороговой величины, то качество лазерной резки является удовлетворительным, и нет опасности острых кромок и/или заусенцев.
Как описано выше, специалисту в данной области техники ясно, что точные первое и второе значения или пороговые величины для давления/усилия зависят от таких факторов, как сорт разрезаемого пластика, толщина материала, температура, при которой выполняется резка, выходная мощность лазеров и/или геометрическая форма или размер пластиковых изделий, и тому подобные. В пределах компетенции квалифицированного специалиста является определение с помощью минимальной экспериментальной работы, какое давление или пороговое усилие является показательным для пластиковых изделий в непрерывной ленте. Таким образом, является совсем несложным и даже непатентоспособным выяснение надлежащего диапазона давлений, который для данного пластикового изделия показывает безупречную резку или неприемлемую резку, чтобы было необходимо проводить регулировку лазера.
В предпочтительном варианте выполнения ленту (1) ампул протягивают и позиционируют с помощью подающего устройства (2) по меньшей мере под одним регулируемым отклоняющим устройством (5) и оптическим устройством (5а) для сбора данных. Оптическое устройство (5а) для сбора данных распознает в сегменте позиционные параметры по меньшей мере одной дорожки (II) ампул, и устройство для обработки данных рассчитывает по позиционным параметрам схему резки для вырезания ампул (III) индивидуально или в упаковках из нескольких ампул по меньшей мере из одной дорожки (II) ампул. Дорожка (II) ампул может быть обозначена как сегмент ленты (1) ампул. Этот сегмент или дорожка (II) ампул имеет температуру 67,5°С, когда подается в режущее устройство. Когда лазерная резка начинается, температура сегмента или дорожки (II) ампул составляет 67,1°С. По меньшей мере один сфокусированный лазерный луч (IV) модифицируется лучеобразующим устройством (4) так, что лазерный луч пригоден для разделения ампул (III) путем испарения материала между и/или вокруг ампул. Регулируемое отклоняющее устройство (5) и регулируемая фокусирующая оптическая система (5b) регулируют по меньшей мере один сфокусированный лазерный луч (IV) согласно схеме резки, рассчитанной устройством для обработки данных, для отрезания ампул индивидуально или в упаковках из нескольких ампул. После процесса резки ленту (1) ампул протягивают дальше с помощью подающего устройства (2), и следующую дорожку (II) ампул позиционируют под регулируемым отклоняющим устройством (5) и оптическим устройством (5а) для сбора данных. Отрезанные ампулы (III) все еще расположены в ленте (1) ампул и теперь размещены под устройством (7) для контроля качества со встроенным датчиком давления и ножом (8) для разделения дорожек. Устройство (7) для контроля качества со встроенным датчиком давления и нож (8) для разделения дорожек срабатывают, и отделенный материал между суженными участками собирается в отдельный контейнер (14). Ампулы (III) теперь полностью отделены от ленты (1) ампул и транспортируются в вертикальном положении по наклонной плоскости в наружный транспортер (9) для дальнейшей обработки. Нож (8) отделяет остаточный материал (10) дорожки от ленты и собирает остаточный материал в контейнер (15). Когда устройство (7) для контроля качества со встроенным датчиком давления срабатывает для выдавливания ампул (III) из ленты, оно одновременно измеряет необходимое давление. Если одна или более ампул не отделились, как намечалось, то давление, необходимое для выдавливания ампул (III) из ленты, превышает предварительно заданное регулируемое пороговое значение, в результате открывается заслонка (11), и остаточный материал с заполненными ампулами (12) падает в контейнер (16). Если устройство для лазерной резки полностью выходит из строя, тогда срабатывают две заслонки (13), и подающее устройство (2) транспортирует оставшуюся ленту (1) ампул неразрезанными из устройства для более поздней резки. В случае, если устройство (7) для контроля качества со встроенным датчиком давления обнаруживает недостаточный, или неточный, или дефектный лазерный разрез сегмента или дорожки (II) ампул, этот сегмент или дорожка (II) ампул, когда они отделены от ленты (1) ампул, которая представляет собой непрерывную ленту, может быть вновь введена в процесс лазерной резки и опять подана в режущее устройство. При повторной подаче этого отделенного сегмента или отделенной дорожки (II) ампул этот сегмент или дорожка (II) ампул за это время охладились до температуры 48°С и сократились в размере. Однако изменение размера и геометрической формы вновь подаваемых сегмента или дорожки (II) ампул не влияет на второй лазерный разрез. Схема резки заново детектируется оптическим устройством (5а) для сбора данных, и опять выполняется лазерный разрез для обеспечения правильно и точно разрезанных сегмента или дорожки (II) ампул. Правильно и точно разрезанные сегмент или дорожка (II) ампул затем обрабатывают, как обычно, в устройстве (7) для контроля качества со встроенным датчиком давления без детектирования неточных или дефектных разрезов.
В еще одном варианте выполнения соответствующее изобретению устройство отделяет контейнерные изделия от каркаса и/или друг от друга и состоит по меньшей мере из одного лазера по меньшей мере с одной системой управления лазером, и по меньшей мере одной оптоэлектронной системы для распознавания изображений и обработки изображений, которая определяет положение контейнерных изделий в каркасе и/или относительно друг друга и передает эти данные по меньшей мере в одну систему управления лазером, в результате чего по меньшей мере один лазер и/или лазерный луч направляется так, что контейнерные изделия отделяются от каркаса и/или друг от друга. Другие описанные соответствующие изобретению варианты выполнения и примеры в этой заявке преимущественно применимы также и в этом варианте выполнения.
Нижеследующие примеры описывают предпочтительные варианты осуществления настоящего изобретения и никоим образом не должны пониматься как ограничение изобретения. Любые альтернативы и/или варианты осуществления настоящего изобретения, которые являются естественными или очевидными для квалифицированного специалиста, рассматриваются как определенные настоящим изобретением и входящие в область пунктов патентной формулы.
Примеры
Пример 1:
Способ резки взаимосвязанных пластиковых ампул, размещенных в непрерывной ленте:
Камера распознает позиционные параметры взаимосвязанных пластиковых ампул, размещенных в непрерывной ленте из пластика. Позиционные параметры преобразуются устройством для обработки данных в схему резки для лазерного луча. Точная траектория для разделения ампул лазерными лучами получается преобразованием CAD-графиков (автоматизированного проектирования) ампул, которые передаются в форме преобразованных команд в систему управления лазерным лучом. Лучеобразующая система, состоящая из системы (4) линз для улучшения характеристик луча, модифицирует лазерный луч (6) так, что луч пригоден для отделения ампул испарением, и также разделяется на несколько лучей. В целом используют четыре СО2-лазера с выходной мощностью 200 Вт каждый. Для улучшения характеристик фокусирования лазерных лучей диаметр лазерных лучей расширяется и корректируется к последующим зеркальным отклоняющим устройствам. Зеркальные отклоняющие устройства подобраны по размерам так, что луч может свободно перемещаться внутри апертуры фокусирующей оптической системы после отклонения в пределах необходимого интервала отклонения. В этом примере используют стационарно размещенные друг за другом четыре зеркальных отклоняющих системы и фокусирующую оптику. Лазерные лучи вырезают упаковки ампул из ленты ампул с двадцатью смежными ампулами, причем каждая упаковка состоит из пяти ампул. Вследствие геометрических форм ампул лазерный луч не может достигать донышек ампул в той же технологической стадии. Поэтому донышки ампул отделяют в предшествующей технологической стадии. В данной технологической стадии разрезаются остальные стороны упаковок ампул, и отрезаются донышки следующих ампул. Упаковки ампул все еще соединены узкими соединительным участками с наружным каркасом, однако отдельные упаковки ампул отделяются полностью от соседних упаковок ампул. Материал между ампулами внутри упаковки перфорируется лазером, что облегчает разделение ампул вручную.
Пример 2:
Устройство для резки взаимосвязанных пластиковых ампул для применения в медицинской области, размещенных в непрерывной ленте:
Ленту (1) с дорожками ампул, которая выходит из заполняющей машины, протягивают с помощью подающего устройства (2) в положение обработки под зеркальным отклоняющим устройством (5). В этом положении цифровая камера снимает изображение многочисленных реперных меток и сравнивает положение этих меток с проектным положением ранее сохраненных реперных меток. Таким образом, регистрируются как положение, так и размер ампул, и отклонения в размере и форме вследствие вариации температур или вариации областей охлаждения внутри ампул или дорожки (1) ампул корректируются и передаются для управления лазерным лучом.
Точная траектория для разделения ампул лазерными лучами получается преобразованием CAD-графиков ампул, которые передаются в форме преобразованных команд в систему управления лазерным лучом. Лучеобразующая система, состоящая из системы (4) линз для улучшения характеристик луча, модифицирует лазерный луч (6) так, что луч пригоден для отделения ампул испарением, и также разделяется на несколько лучей. В целом используют четыре СО2-лазера с выходной мощностью 200 Вт каждый. Для улучшения характеристик фокусирования лазерных лучей диаметр лазерных лучей расширяется и корректируется к последующим зеркальным отклоняющим устройствам. Зеркальные отклоняющие устройства подобраны по размерам так, что луч может свободно перемещаться внутри апертуры фокусирующей оптической системы после отклонения в пределах необходимого интервала отклонения. В этом примере используют стационарно размещенные друг за другом четыре зеркальных отклоняющих системы и фокусирующую оптику. Лазерные лучи вырезают упаковки ампул из ленты ампул с двадцатью смежными ампулами, причем каждая упаковка состоит из пяти ампул. Вследствие геометрических форм ампул лазерный луч не может достигать донышек ампул в той же технологической стадии. Поэтому донышки ампул отделяют в предшествующей технологической стадии. В данной технологической стадии разрезаются остальные стороны упаковок ампул, и отрезаются донышки следующих ампул.
Все компоненты, необходимые для формирования луча, соединены с замкнутыми (17) гранитными конструкциями (3), обеспечивающими то, что никакие вибрации или колебания не передаются к высокочувствительной системе направления луча. Управляющая программа для отклонения подвижных зеркал направляет сфокусированные лазерные лучи вдоль контуров ампул так, что ампулы отделяются от остаточного материала, оставляя пару узких соединений. После этого процесса подающее устройство (2) протягивает следующую дорожку ампул в положение обработки. Полностью или почти полностью разделенные ампулы, а также, возможно, имеющийся между суженными участками материал, отделяются от остаточного каркаса с помощью устройства (7) для контроля качества со встроенным датчиком давления, и ампулы транспортируются в вертикальном положении по наклонной плоскости в наружный транспортер (9) для дальнейшей обработки, причем остаточный материал между суженными участками собирается в контейнер (14). Устройство (7) для контроля качества со встроенным датчиком давления состоит из двух одновременно срабатывающих штампов, причем один штамп выталкивает упаковку ампул, и другой штамп выталкивает остаточный материал между суженными участками. Штампы приводятся в движение пневматически, причем давление может регулироваться. Если требуемое давление превышает первое пороговое значение, активируется датчик, показывая неполное отделение ампул, и тогда датчик передает сигнал на сортирующее устройство, которое удаляет ампулы. Если требуемое давление превышает второе пороговое значение, но все еще является меньшим, чем первое пороговое значение, активируется датчик, показывая неудовлетворительное и потенциально опасное образование острых ребер или заусенцев в ампулах, тогда датчик передает сигнал в сортирующее устройство, которое удаляет ампулы. Удаленные ампулы не являются неисправимым производственным браком, но скорее могут быть повторно введены в соответствующее изобретению устройство для повторения лазерной резки. Поскольку это повторное введение может быть выполнено автоматически, соответствующее изобретению устройство или соответствующая изобретению машина создает лишь немного неисправимого производственного брака и тем самым экономит расходы и материал, и сокращает отходы.
Нож (8) отделяет остаточный материал (10) дорожки от ленты, и остаточный материал собирается в контейнер (15). Если одна или более ампул не отделяются, как намечено, и все еще соединены с остаточным материалом, например, когда устройство для контроля качества со встроенным датчиком давления передает сигнал на сортирующее устройство, открывается заслонка (11), и остаточный материал с заполненными ампулами (12) падает в контейнер (16). Если устройство для лазерной резки полностью останавливается, то срабатывают две заслонки (13), и подающее устройство (2) транспортирует неразрезанную ленту из устройства для более поздней резки.
Список условных обозначений:
Фигура 1
I Лента с дорожками ампул
II Дорожки с ампулами
III Ампулы
IV Сфокусированный лазерный луч
V Материал между ампулами
VI Остаточный материал / каркас
Фигура 2
1 Лента ампул
2 Подающее устройство
3 Гранитная конструкция
4 Лучеобразующее устройство
5 Регулируемое отклоняющее устройство
5а Оптическое устройство для сбора данных
5b Регулируемая фокусирующая оптическая система
6 Лазер
7 Устройство для контроля качества со встроенным датчиком давления
8 Нож для отделения дорожек
9 Наружный транспортер
10 Наклонная плоскость для остаточного материала
11 Заслонка для неотделенных ампул
12 Дорожки с неотделенными ампулами
13 Заслонка для перенаправления заполненной ленты
14 Контейнер для остаточного материала между суженными участками
15 Контейнер для остаточного материала
16 Контейнер для дорожек с ампулами
17 Покровная крышка для системы лазерного луча
Описание фигур
Фигура 1
Вид А:
Вид сверху на ленту или непрерывную полосу с взаимосвязанными пластиковыми ампулами (показаны только три дорожки ампул)
Вид В:
Вид сбоку на «Вид А» (с левой стороны). Показаны донышки ампул на дорожке ампул. Пунктирные линии схематически показывают снимок лазерных лучей.
Вид С:
Вид сбоку на «Вид А» (направление рассматривания спереди). Показаны три дорожки ампул в ленте.
Каждая дорожка содержит двадцать ампул, каждая из которых взаимно соединена с остальным окружающим материалом, а также с соседними ампулами по сторонам и в суженном участке. Лазер вырезает четыре упаковки ампул с пятью ампулами в каждой из дорожек ампул, содержащих двадцать ампул. Это значит, что две самых наружных ампулы в дорожке ампул все еще соединены с окружающим материалом несколькими узкими соединениями; однако соединения между упаковками ампул, то есть, после каждой пятой ампулы, полностью отделены друг от друга. Соединения между ампулами внутри упаковки ампул перфорированы, что облегчает отделение ампул от упаковки ампул вручную. Материал между суженными участками ампул полностью вырезан, и верхний край ампул отделен от остального материала, за исключением некоторых узких соединений. В этой стадии донышки ампул следующей дорожки ампул отделены от окружающего материала, опять же за исключением немногих узких соединений. Причиной тому является геометрическая форма ампул, поскольку лазерные лучи не могут достигать донышек ампул в той же технологической стадии. Таким образом, донышки ампул отделяются в предшествующей технологической стадии. В данной технологической стадии разрезаются остальные стороны упаковок ампул, и отрезаются донышки следующих ампул.
Фигура 2
Схематический вид сбоку варианта выполнения для отрезания взаимосвязанных пластиковых ампул.
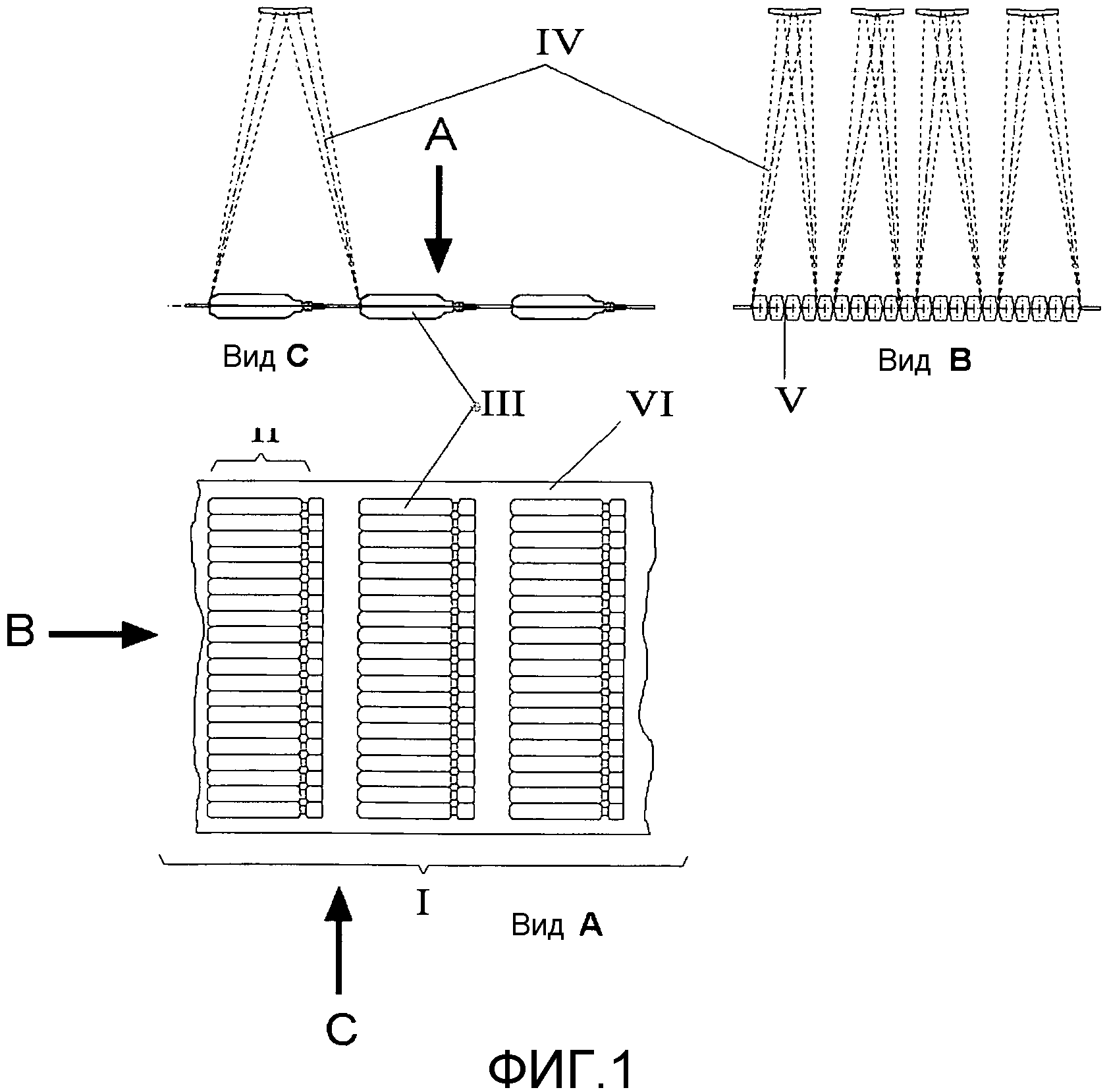
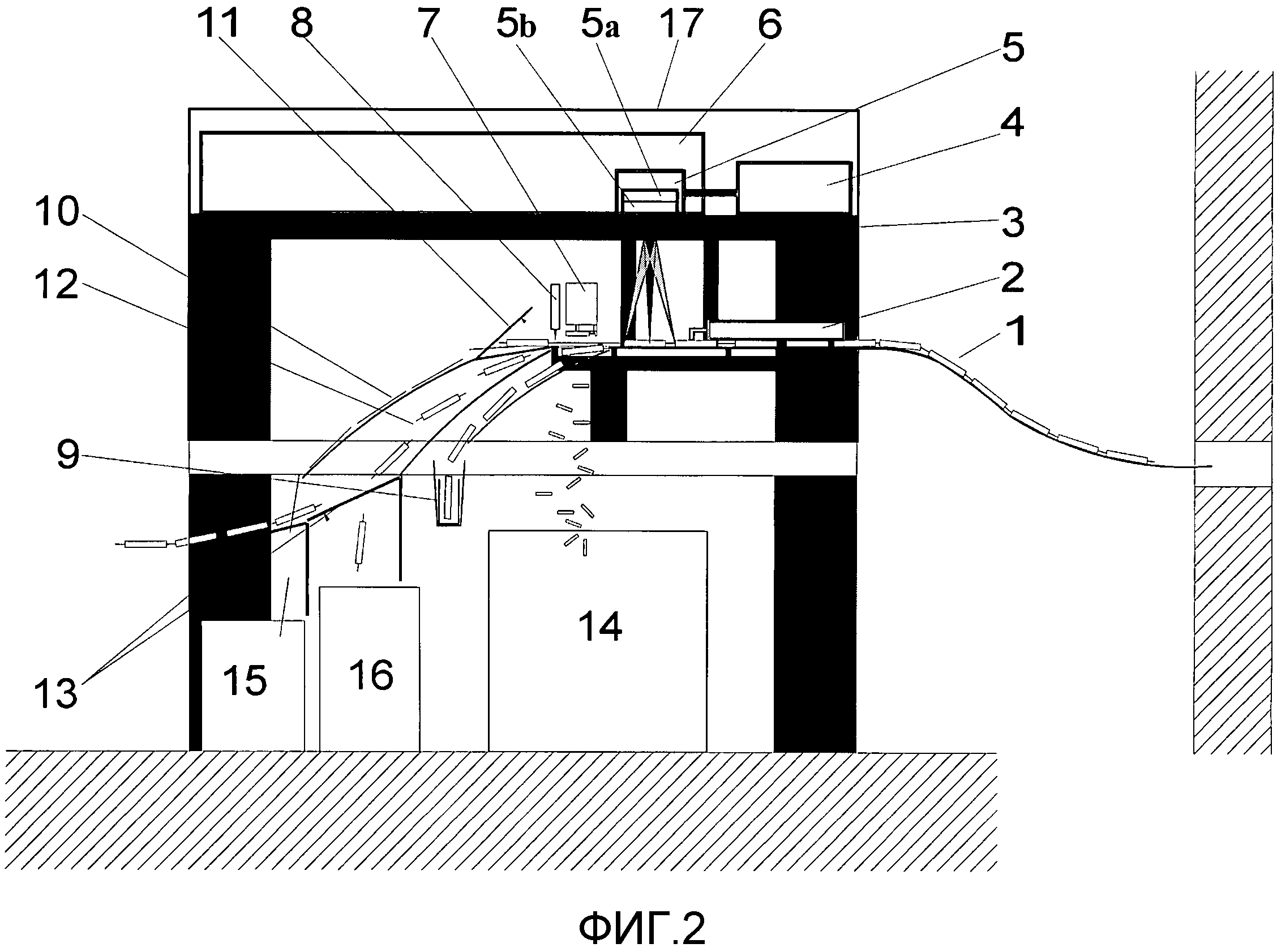
Катетерное устройство
Устройство для введения медикамента в инфузионный сосуд
Избирательно герметично закрываемые охватываемые безыгольные соединители и соответствующие способы
Опосредующие транспорт коллоидные лекарственные соединения
Система для мониторинга и способ мониторинга периода времени и процессов мониторинга параметров крови
Жировая эмульсия для искусственного питания тяжелобольных, нуждающихся в интенсивной терапии
Катетерное устройство
Система и способ управления передачей данных к медицинским устройствам и/или от них
Продукты слияния аминированных полисахаридов
Адаптированный к плазме сбалансированный раствор электролитов
Катетерное устройство
Устройство для введения медикамента в инфузионный сосуд
Избирательно герметично закрываемые охватываемые безыгольные соединители и соответствующие способы
Опосредующие транспорт коллоидные лекарственные соединения
Система для мониторинга и способ мониторинга периода времени и процессов мониторинга параметров крови
Жировая эмульсия для искусственного питания тяжелобольных, нуждающихся в интенсивной терапии
Катетерное устройство
Система и способ управления передачей данных к медицинским устройствам и/или от них
Продукты слияния аминированных полисахаридов
Адаптированный к плазме сбалансированный раствор электролитов

