Результат интеллектуальной деятельности: СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ДРОБЛЕНИЕМ СТРУЖКИ
Вид РИД
Изобретение
Изобретение относится к механической обработке металлов резанием и может быть использовано для разделения стружки на элементы при обработке конструкционных сталей на токарных универсальных и станках с числовым программным управлением.
Известен способ дробления стружки (авторское свидетельство №664753, опубл. 30.05.1979 г.), при котором стружку завивают в спираль, диаметр которой вписывается в область термического влияния дуги, а затем осуществляют дополнительную ориентацию стружки в направлении, перпендикулярном оси ее перемещения с помощью свободно вращающегося на оси ролика.
Недостатком данного способа является необходимость обеспечивать изменение ориентации стружки в зависимости от изменяющихся режимов резания и размеров припуска в пространстве технологического оборудования с помощью свободно вращающегося на оси ролика.
Известны способы механической обработки с подогревом (авторское свидетельство №665983, опубл. 05.06.1979 г.), заключающиеся в том, что для осуществления дробления стружки создаются периодические кратковременные воздействия импульса тока плазматрона на поверхность резания для нанесения стружкоразделительных канавок.
Недостатком является наличие вибраций резца и ударных нагрузок на режущий клин при прохождении стружкоразделительных канавок, приводящих к снижению стойкости режущего инструмента.
Известен способ механической обработки с подогревом зоны резания плазменной дугой (авторское свидетельство №872035, 15.10.1981 г.), заключающийся в том, что для осуществления дробления стружки создаются периодические кратковременные воздействия плазмообразующим газом на поверхность резания для нанесения стружкоразделительных канавок.
Недостатки - технологические сложности одновременного совмещения процесса нанесения канавок и процесса резания.
Известен способ механической обработки с подогревом (авторское свидетельство №872036, опубл. 07.09.1981 г.), при котором перед резцом на поверхности резания источником-плазмотроном на пересечении поверхности резания и обработанной поверхности образуют канавку и осуществляют нагрев слоя металла, подлежащего удалению до температуры, при которой его механические свойства изменяются, с последующим удалением обычным резцом.
Недостатками является применение способа, только для черновой обдирки литых и кованных слитков, энергоемкость процесса и не решение проблемы стружкодробления.
Известен способ механической обработки заготовок из сталей с нагревом срезаемого слоя (авторское свидетельство №982847, опубл. 23.12.1982 г.), в соответствии с которым осуществляют локальный нагрев срезаемого слоя выше температуры рекристаллизации металла.
Недостатком известного способа является относительно низкая производительность, обусловленная тем, что производится одновременный опережающий нагрев срезаемого слоя и последующая обработка при высоких температурах резания.
Известен способ механической обработки с дроблением стружки (авторское свидетельство №1024155, опубл. 23.06.1983 г.), принятый за прототип, включающий нагрев обрабатываемой поверхности заготовки, осуществляемый газовой горелкой по винтовой линии с последующим охлаждением и на этапе резания со снятием слоя металла обеспечивающий дробление стружки вследствие изменения упругих ее свойств при пересечении резцом на заготовке зоны с измененной структурой и свойствами. Дробление стружки в процессе последующего резания происходит вследствие изменения условий пластического деформирования и разрушения металла в зоне резания, а следовательно и упругих свойств образующейся стружки при пересечении резцом в снимаемом слое металла локальной зоны с измененной структурой и свойствами.
Недостатком является неустойчивость сегментирования стружки при механической обработке на различных режимах вследствие неопределенности параметров теплового воздействия и несогласованности их с параметрами механической обработки, что в свою очередь приводит к неравномерным нагрузкам на режущий инструмент.
Техническим результатом является повышение надежности стружкодробления и стойкости режущего инструмента.
Технический результат достигается тем, что ось факела пламени горелки располагают по касательной к обрабатываемой поверхности, а нагрев осуществляют до достижения в срезаемом слое температур, превышающих температуру полного фазового перехода Ас3 для обрабатываемой стали, с образованием неравновесной структуры при охлаждении. Для повышения стойкости режущего инструмента направление оси пламени горелки располагают параллельно углу наклона и главному углу в плане главной режущей кромки в плоскости передней поверхности режущего инструмента. Для уменьшения зоны термического влияния на основной материал заготовки диаметр сопла газовой горелки не должен быть больше величины снимаемого припуска
Способ механической обработки с дробленим стружки поясняется следующими фигурами:
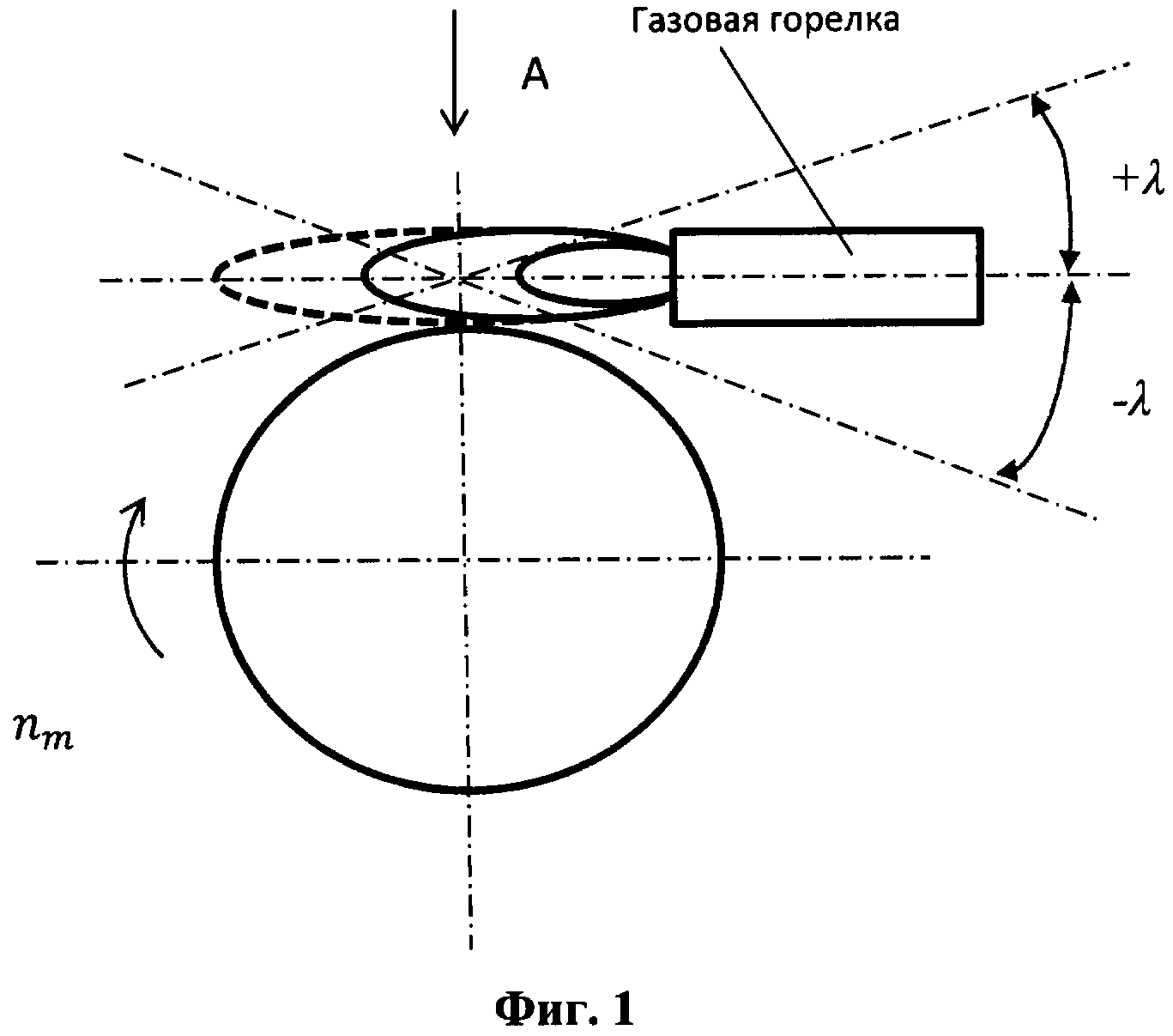
фиг. 1 - схема нанесения линии локального воздействия на этапе подготовки (фронтальный разрез);
фиг. 2 - схема нанесения линии локального воздействия на этапе подготовки (вид сверху);
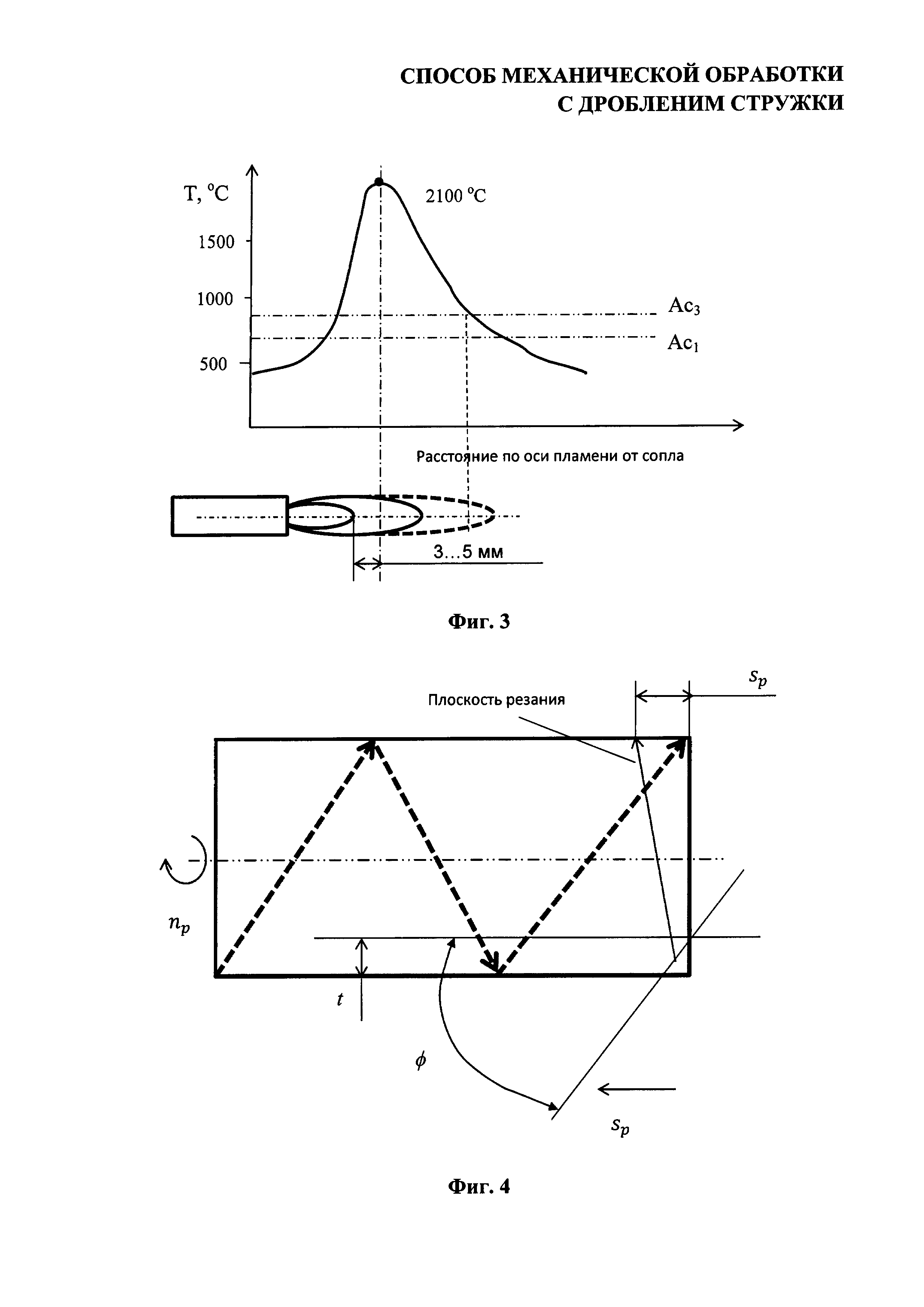
фиг. 3 - схема изменения температуры вдоль оси пламени горелки;
фиг. 4 - схема механической обработки с пересечением линии локального воздействия для обеспечения сегментации на отрезки витой стружки.
Способ осуществляется следующим образом.
На этапе подготовки (фиг. 1 и 2) при холостом ходе sm в продольном направлении суппорта станка и с частотой вращения заготовки nm посредством газовой горелки по внешней поверхности заготовки нагрев осуществляют до достижения в срезаемом слое температур, превышающих температуру полного фазового перехода Ас3 для обрабатываемой стали (фиг. 3), с образованием неравновесной структуры при ее охлаждении, при этом ось факела пламени горелки располагают по касательной к обрабатываемой поверхности и параллельно углу наклона λ и главному углу в плане ϕ главной режущей кромки в плоскости передней поверхности режущего инструмента (фиг. 4).
На этапе механической обработки металла резанием (фиг. 4) заготовка вращается с частотой np, происходит съем слоя металла резцом с углом наклона λ и главным углом в плане φ главной режущей кромки в плоскости передней поверхности режущего инструмента с подачей sp на глубину резания t. Плоскость резания в зоне пересечения линии локального термического воздействия образует между витками стружки концентратор напряжений с измененными упругими свойствами стружки, в которой происходит сегментация и отделение витка стружки. Параллельное расположение главной режущей кромки позволяет обеспечить безударное врезание в линию локального термического воздействия, которая имеет по сравнению с исходным материалом заготовки слой, подвергнутый температурному воздействию, превышающему температуру полного фазового перехода Ас3 для обрабатываемой стали, с образованием неравновесной структуры при последующем охлаждении.
Для обеспечения надежности сегментации необходимо иметь в пограничной зоне наибольшую разницу в физико-механических свойствах исходного материала заготовки и зоны по линии локального термического воздействия. Уменьшение величины зоны термического влияния между зоной термического воздействия и основным материалом заготовки обеспечивается посредством использования сопла газовой горелки, диаметр которой не должен быть больше величины снимаемого припуска (глубины резания t), что обеспечит формирование концентратора напряжения, достаточного для кратковременного изменения угла сдвига при формировании стружки и ее разрушения.
Предлагаемый способ механической обработки с дроблением стружки позволяет повысить надежность стружкодробления, снизить динамические нагрузки при врезании в локальный термически обработанный слой материала и повысить стойкость режущего инструмента.
Способ механической обработки с дроблением стружки посредством режущего инструмента, имеющего переднюю поверхность и главную режущую кромку, включающий нагрев обрабатываемой поверхности заготовки пламенем газовой горелки перед обработкой по винтовой линии с последующим охлаждением и срезанием припуска, отличающийся тем, что нагрев осуществляют до достижения в срезаемом слое температуры, превышающей температуру полного фазового перехода Ас для обрабатываемой стали, с образованием неравновесной структуры при ее охлаждении, при этом ось факела пламени горелки располагают по касательной к обрабатываемой поверхности и параллельно углу наклона и главному углу в плане главной режущей кромки в плоскости передней поверхности режущего инструмента.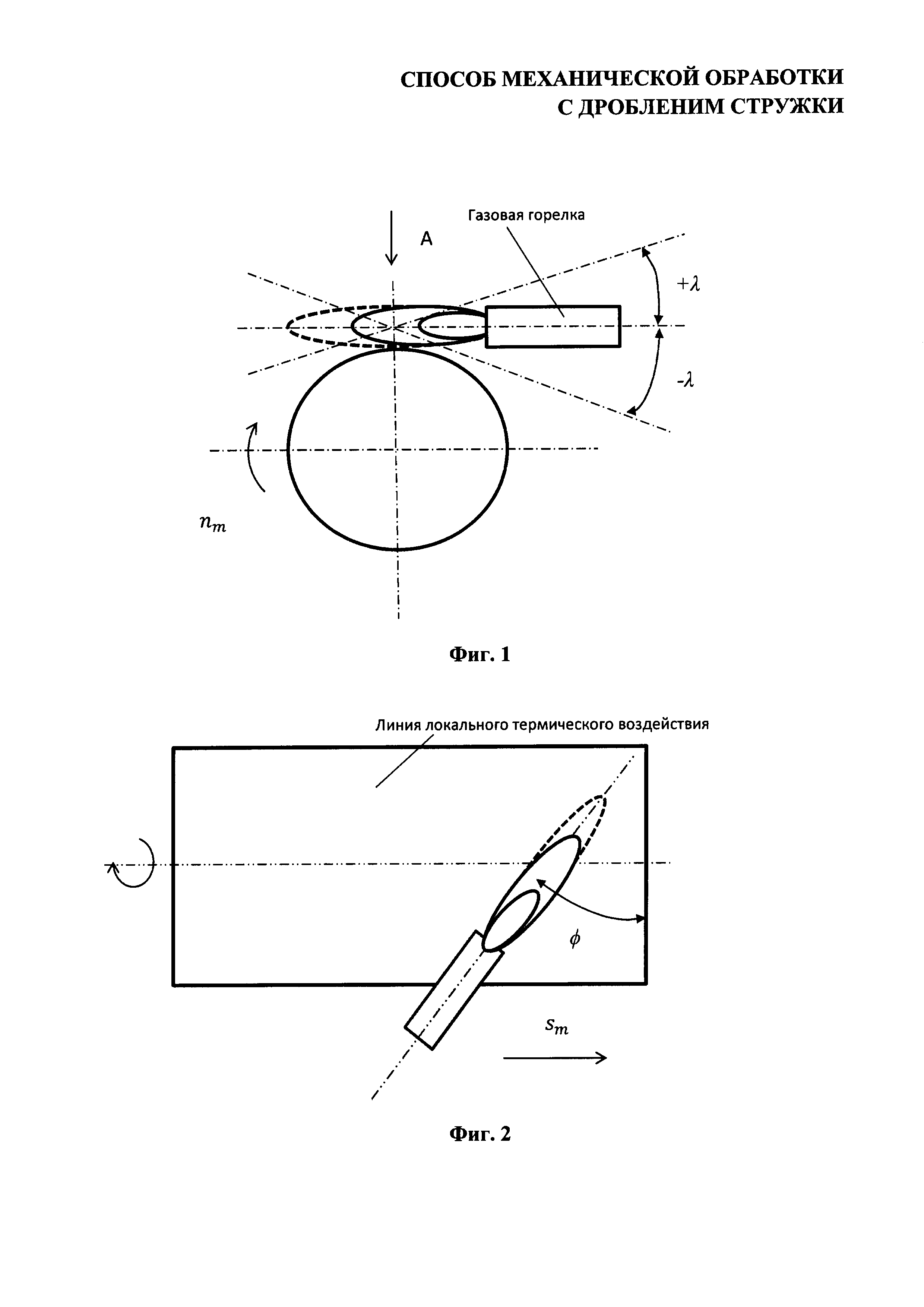
Способ изготовления износостойких поворотных резцов
Способ механической обработки стальной заготовки с дроблением стружки
Способ механической обработки заготовки из титанового сплава
Теплозащитная крепь
Тампонажный раствор для крепления скважин и боковых стволов с горизонтальными участками
Способ захоронения твердых радиоактивных отходов
Способ прогнозирования работоспособности инструментов, оснащенных режущей керамикой
Перистальтический насос-смеситель для сильно сгущенных веществ
Метчик для нарезания точных резьб
Способ магнитно-абразивного полирования рабочих участков метчика
Способ изготовления износостойких поворотных резцов
Способ механической обработки стальной заготовки с дроблением стружки
Способ механической обработки заготовки из титанового сплава

