Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ОБЪЁМНОГО МЕТАЛЛИРОВАНИЯ
Вид РИД
Изобретение
Изобретение относится к производству изделий из композиционных материалов (КМ) с металлической и карбидно-металлической матрицами, а также из керметов.
Известно устройство для объемного металлирования пористых заготовок, содержащее реактор проточного типа, теплоизоляцию из пористых углеграфитовых материалов и пневмо-газо-вакуумную систему, а также нагреватели, расположенные вокруг наружной реторты, внутреннюю реторту замкнутого объема с размещенными внутри нее металлируемыми изделиями и тиглями с металлом; причем наружная и внутренняя реторты выполнены из нескольких по высоте частей и расположены коаксиально друг к другу с зазором, а наружная реторта снабжена патрубками для соединения межретортного зазора с пневмо-газо-вакуумной системой (пат. RU на полезную модель №110089, 2011 г.).
Недостатком устройства является плохая воспроизводимость результатов металлирования от процесса к процессу, проводимых в данном устройстве.
Наиболее близким к предлагаемому является устройство, содержащее основные нагреватели, расположенные вокруг наружной реторты, внутреннюю реторту замкнутого объема с размещенными внутри нее металлируемыми изделиями и тиглями с металлом, реактор проточного типа, теплоизоляцию из пористых углеграфитовых материалов и пневмо-газо-вакуумную систему, и в котором наружная и внутренняя реторты выполнены из нескольких по высоте частей и расположены коаксиально друг другу с зазором, а наружная реторта снабжена патрубками для соединения межретортного зазора с пневмо-газо-вакуумной системой; при этом оно дополнительно содержит донный нагреватель, или расположенные вокруг наружной реторты нагреватели имеют в нижней части более высокотемпературную зону, расположенную напротив нижних частей наружной и внутренней реторты, а тигли сконсолидированы в нижней части внутренней реторты [пат.RU №2490238, 2013 г.].
Устройство позволяет существенно повысить воспроизводимость результатов объемного металлирования за счет придания парам металла более высокой температуры, чем температура металлируемой заготовки, в результате чего массоперенос металла в поры материала заготовки осуществляется путем пропитки конденсатом его паров.
Недостатком устройства является некоторая наравномерность металлирования длинномерных (высоких) пористых заготовок, а также малогабаритных заготовок, расположенных по высоте высоких реторт. Следствием этого является либо необходимость удлинения цикла обработки в парах металла (с тем, чтобы обеспечить высокую равномерность металлирования), либо сравнительно высокая вероятность получения некоторой части бракованных деталей, брак которых вызван неравномерностью металлирования (прежде всего это касается деталей из неармированных волокнами керметов), либо того и другого вместе.
Задачей изобретения является снижение длительности процесса металлирования при одновременном снижении брака деталей как длинномерных, так и выполненных из керметов.
Эта задача решается за счет того, что в устройстве для металлирования, содержащем нагреватели, расположенные вокруг наружной реторты, и дополнительный нагреватель для подогрева тиглей с металлом, внутреннюю реторту замкнутого объема с размещенными внутри нее металлируемыми изделиями и тиглями с металлом, реактор проточного типа, теплоизоляцию из пористых углеграфитовых материалов и пневмо-газо-вакуумную систему, и в котором наружная и внутренняя реторты выполнены из нескольких по высоте частей и расположены коаксиально друг другу с зазором, а наружная реторта снабжена патрубками для соединения межретортного зазора с пневмо-газо-вакуумной системой, в соответствии с заявляемым техническим решением дополнительный нагреватель, (служащий для дополнительного подогрева тиглей с металлом), расположен вертикально по центру внутренней реторты, выполнен с равномерным температурным полем по его высоте и размещен во вмоноличенном в донную часть реторты герметичном защитном стакане из термостойкого материала, вокруг которого по всей высоте установлены тигли с металлом.
В предпочтительном варианте исполнения устройства тигли с металлом выполнены в форме полуторов.
Расположение нагревателя, служащего для дополнительного подогрева тиглей с металлом, вертикально по центру внутренней реторты при его выполнении с равномерным температурным полем по высоте обеспечивает возможность осуществления равномерного нагрева металлируемых заготовок и тиглей с металлом по высоте реторты. Кроме того, при таком расположении нагревателя направление градиента температур в сторону низкой температуры совпадает с направлением в сторону стыков между частями реторты.
Размещение нагревателя во вмонтированном в донную часть реторты герметичном защитном стакане из термостойкого материала позволяет исключить прямой контакт его с парами и конденсатом паров металла. Кроме того, защитный стакан предохраняет нагреватель от электрического контакта с тиглями, заполненными металлом. Тем самым обеспечивается его длительная эксплуатация при сохранении равномерности температурного поля.
Установка тиглей с металлом вокруг защитного стакана, в котором расположен центральный нагреватель, обеспечивает дополнительный их подогрев, в результате чего между металлируемыми заготовками и тиглями с металлом устанавливается разница температур.
Выполнение тиглей с металлом в форме полуторов обеспечивает наибольшую равномерность температурного поля на металлируемых заготовках за счет уменьшения величины просветов между тиглями, через которые осуществляется прямой лучистый нагрев заготовок от защитного стакана.
В новой совокупности существенных признаков у объекта изобретения возникает новое свойство: способность создать между металлируемыми заготовками и тиглями с металлом одинаковую по всей высоте реторты разницу температур с меньшей температурой на металлируемых заготовках; причем такую, что направление градиента температур в сторону низкой температуры совпадает с направлением в сторону стыков между частями реторты, благодаря чему пары металла предпочтительно двигаются от тиглей в сторону металлируемых заготовок с образованием в их окрестности одинаковой степени пересыщения, следствием чего является равномерная пропитка заготовок образующимся конденсатом паров металла.
Благодаря новому свойству решается поставленная задача, а именно: снижается длительность процесса металлирования при одновременном снижении брака деталей как длинномерных, так и выполненных из керметов.
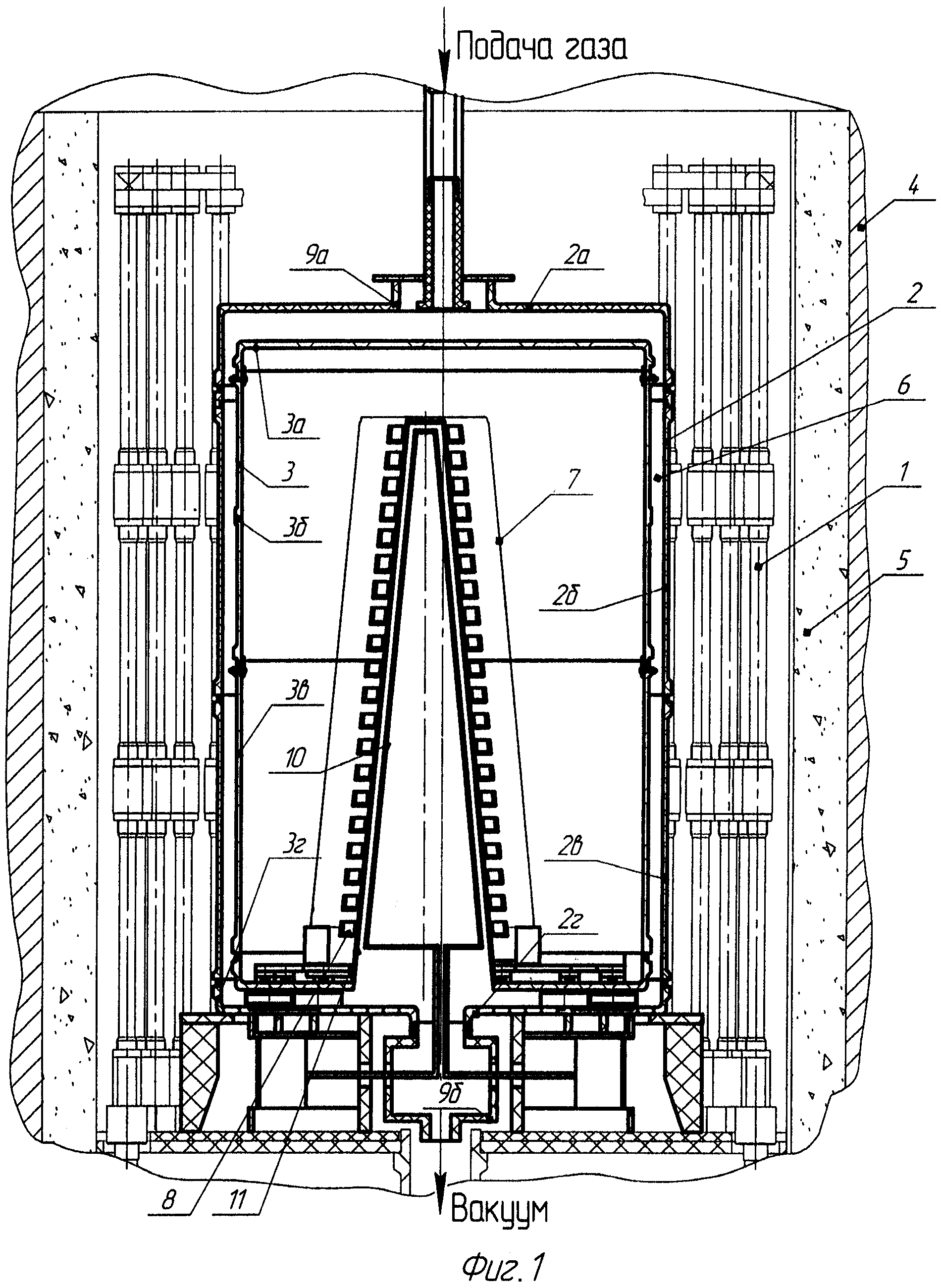
Техническая сущность заявляемого технического решения поясняется чертежом, на котором изображен общий вид устройства.
Заявляемое устройство для металлирования изделий содержит основные нагреватели 1, наружную реторту 2, состоящую из частей 2а, 2б, 2в, 2г, внутреннюю реторту 3, состоящую из частей 3а, 3б, 3в, 3г, реактор проточного типа 4, теплоизоляцию из пористых углеграфитовых материалов 5 и пневмо-газо-вакуумную систему (с обозначением на чертеже мест подачи газа и вакуумирования).
Внутренняя реторта 3 имеет замкнутый объем и расположена с зазором 6 коаксиально наружной реторте 2. Во внутренней реторте 3 размещаются металлируемые изделия 7 и тигли с металлом 8. Наружная реторта 2 снабжена патрубками 9а и 9б для соединения межретортного зазора 6 с пневмо-газо-вакуумной системой.
Устройство дополнительно содержит нагреватель 10, служащий для дополнительного подогрева тиглей с металлом. Дополнительный нагреватель 10 расположен вертикально по центру внутренней реторты 3, выполнен с равномерным температурным полем по его высоте и размещен во вмонтированном в ее донную часть 3г герметичном защитном стакане 11 из термостойкого материала.
Вокруг защитного стакана 11 по всей его высоте установлены тигли с металлом 8.
Устройство работает следующим образом.
При подаче мощности на основные нагреватели 1 происходит нагрев реторт 2 и 3, а затем и металлируемых изделий 7 и тиглей с металлом 8. Как только температура на тиглях с металлом 8 достигает температуры его испарения, происходит испарение металла.
Испарению металла способствует вакуумирование реактора 4. Оно же предохраняет изделия от окисления. При вакуумировании реактора 4 происходит вакуумирование внутренних полостей реторт 2 и 3 через стыки между их частями 2а-2г, 3а, 3г и межретортных зазоров 6.
Пары металла диффузионным путем заполняют замкнутый объем внутренней реторты 3 и через стыки между ее частями 3а-3г выходят в межретортный зазор 6. Благодаря наличию наружной реторты 2, а также подаче инертного газа в межретортный зазор 6, они увлекаются в вакуумную систему, что препятствует их выходу в объем реактора 2.
Из-за выхода паров металла в межретортный зазор 6 в окрестности металлируемых изделий не может возникнуть даже насыщенное состояние паров металла, если не предпринять соответствующих мер.
При подаче мощности на дополнительный нагреватель 10, расположенный вертикально по центру внутренней реторты 3, происходит дополнительный подогрев тиглей с металлом 8, благодаря чему устанавливается разница температур между тиглями с металлом 8 и металлируемыми заготовками 7 с меньшей температурой на металлируемых заготовках 7.
В свою очередь благодаря образованию разницы температур, не смотря на отток паров металла в проницаемые стыки реторты 3, в окрестности металлируемых заготовок 7 возникает пересыщенное состояние паров металла, что вызывает их конденсацию на поверхности и/или в порах материала заготовок.
Поскольку нагреватель 10 выполнен с равномерным по его высоте температурным полем, то на заготовке(ах) 7 по всей высоте внутренней реторты 3 устанавливается одинаковая температура, а между тиглями с металлом 8 и металлируемыми заготовками (или участками длинномерной заготовки) 7 устанавливается одинаковая разница температур. В результате конденсация паров металла в порах и/или на поверхности заготовок 7 протекает практически с одинаковой скоростью, следствием чего является равномерная пропитка заготовок 7.
Реализации равномерной пропитки заготовок 7 конденсатом паров металла способствует также совпадение направления градиента (разницы) температур с меньшей температурой на металлируемых заготовках с направлением в сторону проницаемых стыков между частями внутренней реторты 3, т.к. пары металла приобретают преимущественную направленность к металлируемым заготовкам, а, встречая их (металлируемые заготовки с меньшей температурой, чем температура паров металла) первыми на своем пути (а затем уже даже более холодные элементы вакуумной системы), на них и конденсируются.
Роль защитного стакана 11 при работе устройства заключается прежде всего в предохранении нагревателя 10 от электрического контакта с тиглями 8, заполненными металлом, что позволяет не только сохранить равномерность температурного поля по его высоте, но и обеспечить большой ресурс работы.
Кроме того, благодаря выполнению защитного стакана герметичным, исключается прямой контакт его с насыщенными и пересыщенными парами металла, а также брызгами и конденсатом паров металла, что также работает на сохранение равномерности температурного поля по его высоте.
Футеровка корпуса реактора установок для металлирования заготовок
Способ металлирования крупногабаритных заготовок в реакторе установки для объемного металлирования, конструкция реактора и способ его изготовления
Способ изготовления изделий из углерод-карбидокремниевого материала
Соединительный элемент полого герметичного изделия интегральной конструкции и способ его изготовления
Способ силицирования крупногабаритных изделий и реторта устройства для его осуществления со стыками низкой проницаемости
Полое замкнутой формы герметичное изделие интегральной конструкции, соединительный элемент для интегральной конструкции, способы их изготовления и футеровка реактора вакуумной высокотемпературной установки, содержащая указанное герметичное изделие
Способ защиты углеродсодержащих композиционных материалов крупногабаритных изделий от окисления
Способ определения скорости образования конденсата паров металла на горячей поверхности плотного материала и устройства для его осуществления
Углерод-углеродный композиционный материал и способ изготовления из него изделий
Футеровка корпуса реактора установок для металлирования заготовок
Способ металлирования крупногабаритных заготовок в реакторе установки для объемного металлирования, конструкция реактора и способ его изготовления
Углерод-углеродный композиционный материал и способ изготовления из него изделий
Способ изготовления изделий из углерод-карбидокремниевого материала
Способ изготовления изделий из углерод-карбидокремниевого материала
Способ изготовления изделий из мелкозернистого силицированного графита
Способ изготовления изделий из ультрамелкозернистого силицированного графита
Способ изготовления изделий из керамоматричного композиционного материала

