Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ПЛАВЛЕНОЛИТОГО КАЛИЕВОГО ФТОРФЛОГОПИТА
Вид РИД
Изобретение
Изобретение относится к изготовлению искусственных плавленых слюдяных материалов, в частности к технологии каменного литья и составам исходной шихты, и может быть использовано при синтезе новых видов каменного литья в области металлургической, горно-обогатительной, огнеупорной и строительной промышленности.
Минерал фторфлогопит [KMg3(AlSi3O10)F2] является синтетическим аналогом природной слюды - флогопита, в котором анионы гидроксила (ОН)- замещаются ионами фтора (F)-, имеющими с гидроксилом одинаковый заряд. Материал фторфлогопит изготавливают с помощью каменолитейной технологии слюдокристаллических материалов и изделий на его основе. Технология получения фторфлогопитового каменного литья базируется на температурном синтезе из оксифторидного расплава, включающего оксиды калия, магния, кремния, алюминия и др., а также ионы фтора. При охлаждении и затвердевании оксифторидного расплава протекают процессы кристаллизации литой структуры материала, соответствующие законам формирования структуры литейных сплавов (а именно зональность строения, образование усадочных раковин и пористости). Фторфлогопит обладает прочностными, жаростойкими, эрозионно- и коррозионно-стойкими свойствами, благодаря чему его используют в металлургическом, теплотехническом, высокоточном оборудовании.
В настоящее время известен ряд патентных работ по разработке шихты для расплавов каменного литья по получению слюдяных, каменных, стеклокристаллических, силикатных материалов.
Известны патенты SU 592762, МПК С03В 1/00, опубл. 15.02.1978, RU 2058944, МПК С03В 1/00, опубл. 27.04.1996, RU 2131853, МПК С03С 10/06, опубл. 20.06.1999, RU 2152363, МПК С03С 1/00, С03С 1/02, опубл. 10.07.2000, RU 2281924, МПК С03С 10/00, С03В 19/06, опубл. 20.08.2006. Изобретения относятся к области разработки составов смесей и шихт, используемых для производства искусственно плавленым способом стеклянных, силикатных, керамических, фторслюдяных материалов, направленных на снижение температуры плавления исходного компонента. Недостатками данных разработок является: использование дорогостоящего кремнефтористого калия и применение поташа (реакция взаимодействия которого с компонентами смеси приводит к образованию выбросов углекислого газа).
Также известен патент RU 2130435, МПК С03С 10/00, С04В 35/653, опубл. 20.05.1999. Изобретение относится к изменению технологии выливки и кристаллизации каменно-литейного расплава, экономический эффект изобретения рассматривается в увеличении количества годного по литью. Недостатком данного изобретения является узконаправленность экономического эффекта, так как себестоимость исходного сырья остается высокой, а используемые при производстве технологическая цепочка и оборудование требует высоких энергозатрат.
Известно авторское свидетельство СССР 787381, МПК С03С 3/22, опубл. 15.12.1980 и авторское свидетельство СССР 992446, МПК С03С 3/22, опубл. 30.01.1983. Изобретения относятся к области каменного литья из осадочных горных пород и технического сырья для изготовления литого слюдокристаллического материала. Изобретения направлены на получение материала фторфлогопит с мелкокристаллическим однородным строением с повышенной прочностью. В качестве предлагаемого усовершенствования используется подход изменения кристаллизационных свойств расплава путем внесения в состав исходной шихты добавки карбида кремния в диапазоне 3-7% мас. Недостатком данных изобретений является вероятность образования локальных концентраций карбида кремния при подготовке смеси. А также вероятное частичное горение центров кристаллизации при плавке и выливке расплава. Вопрос энергоемкости процесса остается открытым.
Известен патент SU 649669, МПК С03С, опубл. 28.02.1979. Изобретение относится к изготовлению каменного литья, в частности к составам на основе осадочных пород и технических сырьевых материалов, и может быть использовано в камнелитейном производстве. Патент направлен на увеличение коррозионной стойкости изделий из материала калиевый фторфлогопит путем увеличения содержания фторидной составляющей.
Известен патент РФ 2462415, МПК С03С 10/16, С01В 33/42, опубл. 27.09.2012. Изобретение базируется на попытке снижения себестоимости изделия и снижения выбросов углекислого газа за счет замены компонента исходной смеси поташ на едкий калий.
Известна технология выплавки каменного литья (Сборник научных трудов и статей «Проблемы каменного литья», Малявин А.Г. Технологические режимы изготовления фасонных отливок из фторсиликатных расплавов, Киев, Наукова думка, 1975, вып. 342 3).
Недостатками данных технических решений являются высокая трудоемкость и энергоемкость стадии подготовки шихтового сырья (дробление, сушка, комкование), а также энергоемкий процесс плавления.
Известен патент РФ 2410349, МПК С04В 28/30, С04В 35/66, опубл. 27.01.2011, в котором предложено изменить фракционный состав исходной шихты и заменить один из исходных компонентов с целью увеличения температурного коридора эксплуатации изделий. Способ получения плавленолитого калиевого фторфлогопита включает подготовку шихты путем смешения слюдосодержащего и фторсодержащего компонентов, плавление полученной шихты, заливку расплава в форму, выдержку, извлечение отливки из формы и охлаждение.
По технической сущности, по количеству сходных существенных признаков известный патент выбран в качестве ближайшего аналога (прототипа). В известном патенте, так же как в предлагаемом решении, рассматривается возможность комбинирования исходной шихты. Недостатком данного изобретения является низкая коррозионно- и эрозионно-стойкость получаемого фторфлогопита, а также высокая себестоимость изделия.
Задачей настоящего изобретения является снижение себестоимости производства за счет уменьшения количества производственных стадий и энергозатрат, упрощения аппаратурного оформления, снижения рисков кристаллизационной стадии.
Техническим результатом изобретения является увеличение химической чистоты калиевого фторфлогопита, увеличение коррозионной и эрозионной стойкости материала, увеличение точности выхода продукта по химическому составу.
Технический результат достигается тем, что в способе получения плавленолитого калиевого фторфлогопита, включающем подготовку шихты путем смешения слюдосодержащего и фторсодержащего компонентов, плавление полученной шихты, заливку расплава в форму, выдержку, извлечение отливки из формы и охлаждение, используют в качестве слюдосодержащего компонента вермикулит - 60-90 мас. %, в качестве фторсодержащего компонента - калиевый криолит 10-40 мас. %, причем плавление шихты проводят при последовательном ступенчатом нагреве шихты, а подготовку шихты осуществляют послойной укладкой компонентов, верхний слой шихты при этом состоит из смеси компонентов, кроме того, заливку расплава осуществляют в предварительно нагретую форму.
Способ дополняют частные отличительные признаки, способствующие достижению технического результата.
На подготовку шихты могут направлять вермикулит в виде вспученных гранул 0,7-8 мм, а калиевый криолит - в виде чешуйчатых пластин 1-3 мм (или в измельченном виде с размером частиц не более 1 мм).
Нагрев шихты могут проводить ступенчато: первая ступень до 110°C, вторая ступень до 600°C, третья ступень 1150-1250°C.
Расплав могут заливать в нагретую форму не менее 800°C.
Плавление шихты проводят при температуре 1250°C.
Патентуемый способ камнелитейного производства позволяет получать материал калиевый фторфлогопит с требуемой чистотой материала по содержанию основного компонента фторфлогопит (KMg3(Si3Al)O10F2) до 99,9%. Простота компоновки по исходному сырью и рабочий диапазон температур позволяют контролировать содержание в готовом изделии основного компонента фторфлогопит KMg3(Si3Al)O10F2 в диапазоне от 75 до 99% с точностью до 0,1%.
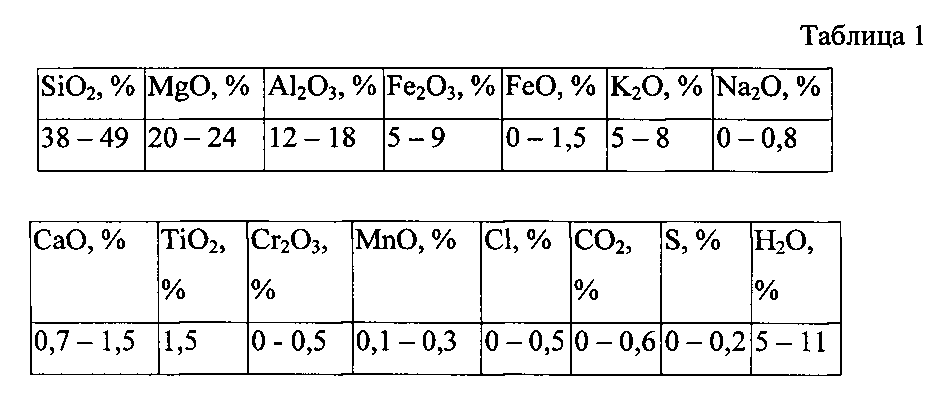
В качестве исходной шихты для камнелитейного производства используется двухкомпонентная смесь, каждый компонент смеси готовится отдельно друг от друга, но при этом является повсеместно распространенным и экономически выгодным. В табл. 1 приведено содержание химических элементов в первом компоненте. Первый компонент (А) смеси вермикулит ((Mg+2, Fe+2, Fe+3)3 [(AlSi)4O10]·(OH)2·4H2O) используется при следующем соотношении элементов, мас. %:
В табл. 2 приведено содержание химических элементов во втором компоненте. Вторым компонентом (В) смеси является калиевый криолит (KAlF4) содержание основного вещества (F+Al+K) не менее 98-99%, соотношение элементов следующее, мас. %:

Сырье компонента A используется в виде вспученных гранул фракционного состава 0,7-8 мм. Сырье компонента B используется в виде чешуйчатых пластин размером в диапазоне от 1 до 5 мм или в измельченном виде с размером частиц не более 1 мм.
Основной кристаллической фазой литья данного состава является калиевый фторфлогопит, который является коррозионно- и эрозионно-стойким материалом к разрушающему воздействию парогазовой фазы и расплавов солей, а также обладает высокой термической устойчивостью в условиях частой и резкой смены температур. При смешивании двухкомпонентной смеси компонент смеси - (A) может использоваться в диапазоне от 60 до 90%, а компонент смеси - (B) может использоваться в диапазоне от 10 до 40%. Таким образом, комбинирование компонентов смеси (A) и (B) осуществляется в следующем соотношении:

где A - вермикулит, B - калиевый криолит.
Соотношение компонентов A и B в исходной шихте определяет физико-химические свойства получаемого материала (прочность, пластичность, пористость, электропроводность и др.). Например, уменьшение компоненты (B) в заявляемых пределах, увеличивает химическую чистоту материала по основному компоненту KMg3(Si3Al)O10F2 и увеличивает температуру плавления смеси, определяет химическую чистоту калиевого фторфлогопита и соответственно химическую стойкость.
В заявляемом техническом решении, в отличие от прототипа, предлагается кардинальное изменение сырьевой составляющей в компонентах исходной смеси, по отношению к существующим и запатентованным технологиям производства изделий из материала фторфлогопит.
Процесс подготовки исходной шихты заключается только в стадии взвешивания компонентов согласно выбранному пропорциональному соотношению компонентов и требованиям к параметрам эксплуатации изделия.
После взвешивания компонентов шихты осуществляется затарка шахты печи. Укладку шихты в камеру печи осуществляют послойно: А-В-А-В-А и т.д., количество слоев определяется объемом, высотой шахты и массой плавки, толщина одного слоя (компонента A) не должна превышать 12 см, а толщина слоя (компонента B) не должна превышать 6 см. В любом из вариантов верхний слой состоит из смеси компонента A и B, в соотношении соответствующего соотношению плавки, при этом толщина верхнего слоя должна соответствовать 1/10 от общей высоты засыпки смеси. Выполнение верхнего слоя наплавляемой шихты из смеси компонентов A и B позволяет обеспечить их высокую скорость растворения и взаимодействия, что обеспечивает герметичность зеркала наплавляемой шихты, тем самым обеспечивается теплоизоляция, минимизируется испарение фторидной составляющей и ограничивается взаимодействие с окружающей средой. В данном способе возможно использование бракованных изделий предыдущих плавок, литников или прибыли фторфлогопитового литья. Для чего их измельчают в дробилке до фракции 1-3 мм и полученный продукт переплавляют вместе со свежей шихтой, добавляя его в качестве одного нижнего слоя, но не более 10 мас. % по отношению к исходной шихте. Послойная укладка компонентов шихты (A и B) заявляемой концентрации и объеме обеспечивает снижение максимальной температуры плавления процесса и химическую чистоту вещества по исходному компоненту.
Компонент смеси B (калиевый криолит) переходит в жидкую фазу при температуре 600-700°C, плавясь, криолит протекает (стекает) вниз между частицами слоя компонента A. В ходе контакта двух фаз происходит растворение компонента A в компоненте B с протеканием химических реакций, при этом температура плавления образующегося соединения повышается, что приводит к началу кристаллизации. При этом поверхность расплава криолита не открыта, что минимизирует потери по фторкомпоненту. Также разбивка по слоям шихты увеличивает площадь контакта компонентов, соответственно скорость реакции и однородность расплава. В случае изначально высокой концентрации компонента B (40 мас. %) кристаллизационные процессы минимизированы. В ходе наплавки шихты в каждом из слоев протекают процессы плавления компонента B и его взаимодействия с компонентом A, которые обусловлены уменьшением объема шихты. Полное проплавление слоев и образование в расплаве химического соединения фторфлогопит происходит при температуре 1150-1250°C. Чем выше начальная концентрация компонента A, тем ниже температура процесса.
Технология плавления построена на ступенчатом нагреве шихты для удаления влаги из сырья. Скорость и количество ступеней нагрева зависят от площади поверхности засыпки шихты и от высоты насыпного слоя. Зачастую процесс плавления шихты рационально проводить по трехступенчатому режиму нагрева, например для отливки массой 100-150 кг рекомендуется следующий технологический режим (при условии наличия соответствующего аппаратного оформления):
1) первая ступень - нагрев со скоростью 75°C /ч до 110°C;
2) вторая ступень - нагрев со скоростью 110°C /ч до 600°C;
3) третья ступень - нагрев со скоростью 250°C /ч до температуры 1150-1250°C, с последующим наплавлением расплава из шихты.
После расплавления шихты производится выливка расплава в кристаллизационные изложницы, соответствующие требуемым габаритам изделия. Перед разливкой расплава изложницы теплоизолируют по наружному контуру и нагревают до температуры не менее 800°C. Заливку форм производят непрерывной струей расплава, выливку расплава из шихты начинают при стабилизации температуры в диапазоне 1150-1250°C. После разливки верх изложницы теплоизолируют материалом, инертным к расплаву при температуре 900°C, например: силикат кальция, вермикулит, термоизол. Изложницу оставляют до полной кристаллизации, в зависимости от массы расплава длительность кристаллизационного процесса составляет от 24 до 72 часов. При работе с небольшими массами расплава для формирования цельного изделия в процессе кристаллизации необходимо использовать термические камеры (печи) или смеси типа термит.
При проведении расчетов формы необходимо учитывать требования к допускам по поверхности, например для гладких и без пористых поверхностей в форму необходимо закладывать толщину заготовки на проведения работ по механической обработке. Так как поверхность изделия кристаллизуется быстрее сердцевины, на поверхности образуется корковое покрытие, характеризующееся наличием впадин и каверн. При выливке солевого расплава из печи рекомендуется использовать формованные изложницы (песочно-глинистые смеси, высокоглиноземистый бетон, алюмосиликатный бетон) или многоразовые формы (графитовые, металлизированные изделия). Любую из изложниц до ее непосредственного применения необходимо просушить и нагреть до температуры не менее 800°C. При правильно поставленной технологии выливки и кристаллизации достигается равномерная структура материала по всей толщине изделия, но на поверхности изделия все равно будет образовываться корка толщиной 2-4 мм. В случае необходимости наплавки большой массы расплава при наличии печи с маленькой шахтой используется методика предварительной наплавки для уменьшения исходного объема смеси.
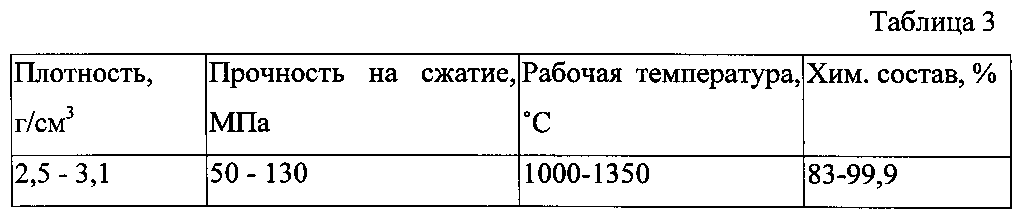
Возможность многопланового производства в условиях одной производственной площадки позволяет получать материал с разными физико-химическими свойствами. Возможно варьирование следующих свойств изделия: прочность на сжатие, термический коэффициент линейного расширения, термостойкость, температуру плавления (табл. 3).
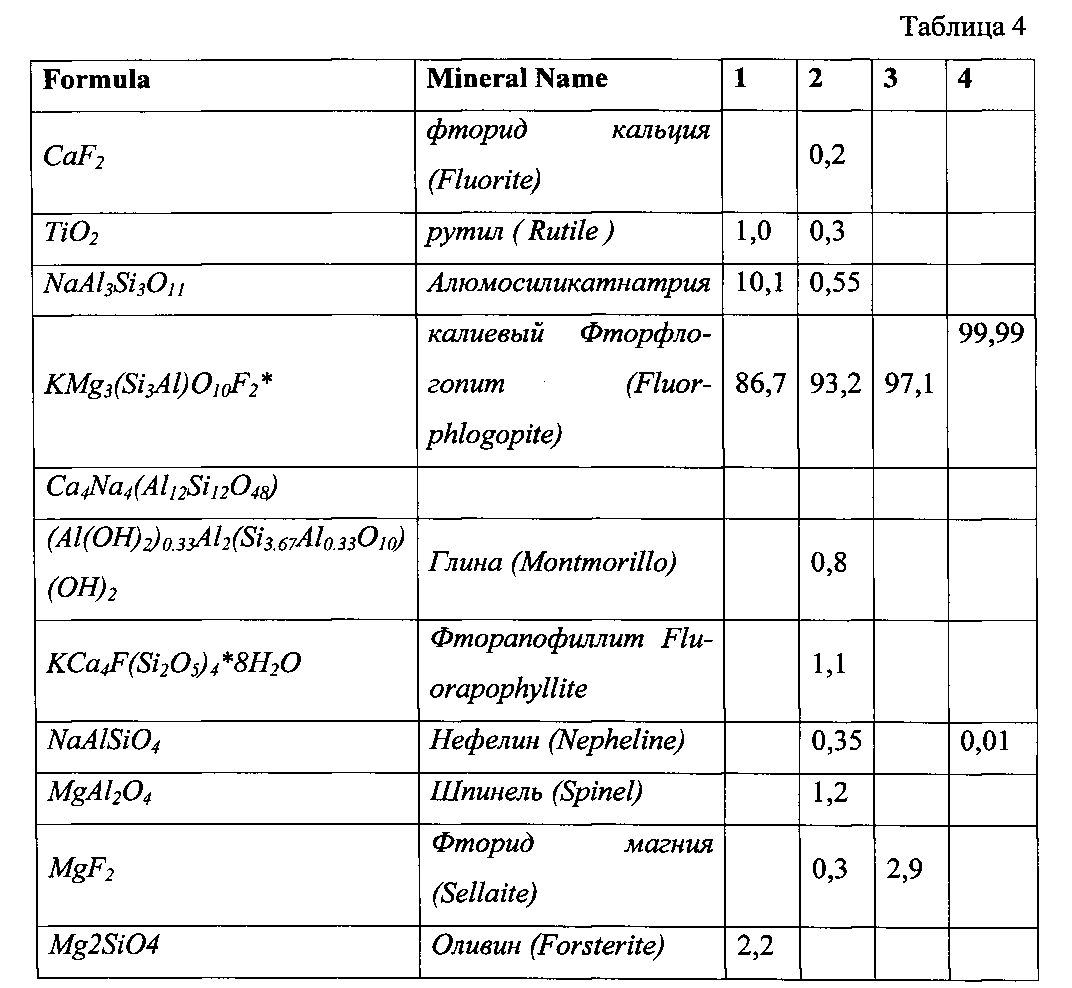
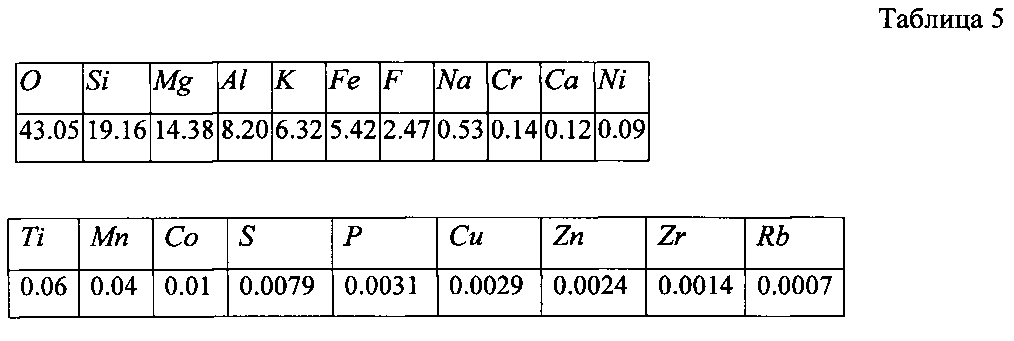
Рентгенофазовый и рентгеноспектральный анализ образцов материала по толщине изделий показали химическое соответствие минеральной фазе калиевый фторфлогопит с отклонением в 0,1% от заданного параметра. Например, в табл. 4 представлен анализ РФА, а в табл. 5 - анализ РСА образца №4 (по чистоте 99.99%) изделий с разным соотношением компонентов A и B в исходной шихте:

Использование заявляемого способа позволяет:
1) Полностью исключить стадию предварительной подготовки компонентов смеси к шихтовке, что исключает из процесса такие энергоемкие операции, как дробление, сушка, комкование, выход годного. Поскольку предлагаемые компоненты смеси являются распространенными в продаже и доступны на рынке в готовом, к применению, состоянии;
2) Уменьшить температуру плавки с 1450-1550°C до диапазона 1150-1250°C и тем самым:
а) упрощается аппаратурное оформление технологического процесса, а именно появляется возможность использовать для плавки дуговые, индукционные печи и печи сопротивления в более доступном ценовом диапазоне;
б) снижаются энергозатраты на термическую стадию процесса;
в) повышается точность химической чистоты изделия за счет:
- снижения потерь с газообразными выбросами сырья при нагреве и плавлении;
- равномерности распределения температур и проплавления шихты;
г) повышается качество изделия и увеличивается выход годного за счет снижения температурного градиента кристаллизации;
3) Повысить химическую чистоту изделия по основному компоненту и обеспечить низкую поверхностную пористость (≈0,15%), что в совокупности обеспечивают высокую эрозионную и коррозионную стойкость материала;
4) Использовать для производства сырье промышленной доступности и с низкой стоимостью;
5) Снизить риски появления неоднородности, пустот в теле изделия на стадии кристаллизации, ввиду уменьшения величины температурного градиента на стадии расплав - кристаллизация.
6) Достигнуть разнообразных направлений использования изделий из получаемого материала ввиду простоты перенастройки процесса на изменение свойств отливаемого материала.
Технологическая линия очистки отходящих газов электролитического производства алюминия в электролизерах, оснащенных системой автоматической подачи сырьевых сыпучих материалов
Способ получения брикетов из фторуглеродсодержащих отходов
Способ защиты катодных блоков со смачиваемым покрытием на основе диборида титана при обжиге электролизера
Ошиновка электролизера для получения алюминия
Система автоматической подачи сырья в электролизеры с самообжигающимися анодами
Анододержатель алюминиевого электролизера
Катодная секция алюминиевого электролизера
Способ изготовления комбинированных подовых блоков
Способ замены четырехстоячной ошиновки на трехстоячную в алюминиевом электролизере содерберга
Способ определения степени износа карбидокремниевых блоков для боковой футеровки кожуха алюминиевых электролизеров
Технологическая линия очистки отходящих газов электролитического производства алюминия в электролизерах, оснащенных системой автоматической подачи сырьевых сыпучих материалов
Способ получения брикетов из фторуглеродсодержащих отходов
Способ защиты катодных блоков со смачиваемым покрытием на основе диборида титана при обжиге электролизера
Ошиновка электролизера для получения алюминия
Система автоматической подачи сырья в электролизеры с самообжигающимися анодами
Анододержатель алюминиевого электролизера
Катодная секция алюминиевого электролизера
Способ изготовления комбинированных подовых блоков
Способ замены четырехстоячной ошиновки на трехстоячную в алюминиевом электролизере содерберга
Способ определения степени износа карбидокремниевых блоков для боковой футеровки кожуха алюминиевых электролизеров

