Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ
Вид РИД
Изобретение
Изобретение относится к технологии получения изделий с внутренними полостями с помощью энергии взрыва и может быть использовано при изготовлении, например, деталей термического и химического оборудования, пуансонов для горячего прессования пластмасс и т.п.
Известен способ изготовления теплообменных композиционных элементов с внутренними полостями с помощью взрывных технологий, при котором на плакируемую заготовку, например из меди, наносят с помощью трафарета противосварочную пасту или краску на участки, где сварка не предусмотрена, сваркой взрывом приваривают плакирующий слой из другого металла, например из алюминия, проводят термическую обработку для снятия взрывного упрочнения металлов и повышения их деформационной способности, затем в специальном приспособлении формируют под действием гидравлического давления проходные каналы заданного сечения. Теплозащитные интерметаллидные слои на межканальных промежутках формируют высокотемпературной диффузионной термической обработкой полученных заготовок (Трыков Ю.П., Писарев С.П. Изготовление теплообменных композиционных элементов с помощью взрывных технологий / Сварочное производство. 1998, №6, С. 34-37).
Недостатком данного способа является повышенная склонность металлических слоев к коррозионному разрушению, поскольку внутренние полости таких изделий контактируют с разнородными металлами, возможность разрушения изделий по хрупким интерметаллидным прослойкам при резких перепадах давления в жидкостях - теплоносителях, пропускаемых через внутренние каналы. Кроме того, наружные слои получаемых изделий имеют неплоскую форму и они имеют низкую прочность при изгибающих и сжимающих нагрузках, а также малую износостойкость наружных слоев, что весьма ограничивает возможные области использования таких изделий в технике.
Наиболее близким по техническому уровню и достигаемому результату является способ получения композиционных изделий с внутренними полостями сваркой взрывом, включающий разметку металлического слоя с помощью трафарета, нанесение противосварочного вещества сверхвысокомолекулярного полиэтилена на участки, в которых сварка не предусмотрена, составление пакета из металлических слоев под сварку взрывом, размещение над ним защитной металлической прослойки с зарядом взрывчатого вещества, осуществление сварки взрывом, термическую обработку для повышения деформационной способности сваренных металлических слоев, формирование гидравлическим давлением внутренних полостей, отжиг для формирования диффузионных интерметаллидных прослоек между слоями из алюминия и никеля, составляют трехслойные пакеты с размещением в каждом из них между пластинами из алюминия и меди никелевой пластины с соотношением толщин слоев никеля и алюминия 1:(1-1,5), никеля и меди 1:(1,25-2,5), при толщине слоя никеля, равном 1-1,2 мм, сварку взрывом каждого пакета осуществляют при скорости детонации заряда взрывчатого вещества (ВВ), равной 1690-2770 м/с, высоту заряда ВВ, материал и толщину защитной металлической прослойки, а также сварочные зазоры между слоями пакетов выбирают из условия получения скорости соударения верхней алюминиевой пластины с никелевой в пределах 370-480 м/с, никелевой с нижней медной - 335-480 м/с, составляют пакет из двух полученных трехслойных заготовок, при этом предварительно на поверхность медного слоя нижней заготовки наносят по трафарету противосварочное вещество, сваривают их взрывом при скорости детонации заряда ВВ 1900-2930 м/с, высоту заряда взрывчатого вещества, а также сварочный зазор между ними выбирают из условия получения скорости соударения их медных слоев в пределах 310-550 м/с, формирование гидравлическим давлением внутренних полостей производят между медными слоями сваренной шестислойной заготовки, ее отжиг для образования сплошных интерметаллидных диффузионных прослоек между слоями из алюминия и никеля проводят при температуре 600-630°C в течение 1,5-7 ч, затем нагревают ее до температуры, превышающей температуру плавления алюминия на 30-50°C, удаляют с ее поверхностей расплавленный алюминий, выдерживают при этой температуре 0,3-1 ч для превращения остатков алюминия в интерметаллиды с образованием сплошного жаростойкого покрытия на наружных поверхностях полученного композиционного изделия, после чего производят охлаждение на воздухе (Патент РФ №2488469, МПК B23K 20/08, B23K 101/14, опубл. 27.07.2013, бюл. №21 - прототип).
К достоинствам данного способа можно отнести то, что сплошные диффузионные интерметаллидные покрытия на наружных поверхностях полученных по этому способу композиционных изделий, обладающие высокой жаростойкостью в окислительных газовых средах, придают изделиям еще и повышенную износостойкость, благодаря высокой их твердости, однако во многих теплотехнических устройствах, долговечность этих изделий в условиях абразивного изнашивания оказывается явно недостаточной из-за малой величины допускаемого износа, что связано с весьма малой толщиной этих прослоек, которая не превышает 0,05-0,07 мм, что является серьезным недостатком этого способа и существенно ограничивает применение изделий, полученных по нему в ряде технических устройств, где требуется повышенная долговечность наружных слоев при абразивном воздействии внешней среды.
Скорость роста толщины каждого диффузионного интерметаллидного слоя (покрытия) при получении изделий по прототипу слишком мала (0,01-0,033 мм/ч), из-за чего необходимы длительные выдержки сваренных заготовок при отжиге (1,5-7 ч), что также приводит к удорожанию получаемых изделий. Кроме того, изделия, полученные по этому способу, имеют недостаточную прочность при изгибающих и сжимающих нагрузках, а также слишком высокое термическое сопротивление перемычек между смежными полостями. К недостаткам можно отнести и то, что наружные поверхности изделий по прототипу имеют неплоскую форму, а это полностью исключает их использование в технических устройствах, где наружные поверхности изделий должны иметь плоскую форму, например при изготовлении пуансонов для горячего прессования и сварки пластмасс.
В связи с этим важнейшей задачей является создание нового способа получения композиционных изделий с внутренними полостями сваркой взрывом с плоскими наружными поверхностями, с пониженным термическим сопротивлением перемычек между смежными полостями, с более высокой, чем у прототипа, величиной допускаемого износа наружных покрытий в виде диффузионных интерметаллидных слоев, расположенных с двух сторон полученных изделий, с повышенной прочностью изделий при сжимающих и изгибающих нагрузках, с существенным увеличением скорости роста толщины каждого диффузионного интерметаллидного слоя на базе нового технологического цикла осуществления сварки взрывом титановых пластин с медной пластиной, содержащей внутренние полости прямоугольной формы, заполненные удаляемым после сварки взрывом легкоплавким металлом, с оптимальными расстояниями между смежными полостями, а также расстояниями от них до наружных поверхностей медной пластины, с повышением эффективности отжига сваренной заготовки для образования сплошных диффузионных интерметаллидных покрытий из титана и меди на поверхности медной пластины при температуре, превышающей температуру контактного плавления титана и меди, что обеспечивает образование износостойких покрытий оптимальной толщины, с повышенной величиной допускаемого износа со значительным увеличением при этом скорости роста толщины каждого диффузионного интерметаллидного слоя.
Техническим результатом заявленного способа является создание нового технологического цикла получения композиционных изделий с внутренними полостями сваркой взрывом, обеспечивающего с помощью одновременной сварки взрывом на оптимальных режимах двух титановых пластин с расположенной между ними медной пластиной, содержащей внутренние полости, заполненные удаляемым наполнителем - легкоплавким металлом, и последующего кратковременного отжига сваренной заготовки при температуре, превышающей температуру контактного плавления меди и титана, получение композиционных изделий с внутренними полостями с прямоугольным поперечным сечением, с плоскими наружными поверхностями, с более высокой, чем у прототипа, величиной допускаемого износа наружных покрытий в виде диффузионных интерметаллидных слоев, расположенных с двух сторон изделия, с повышенной прочностью изделий при сжимающих и изгибающих нагрузках, со значительным увеличением при этом скорости роста толщины каждого диффузионного интерметаллидного слоя, с пониженным термическим сопротивлением перемычек между смежными полостями.
Указанный технический результат достигается тем, что заявлен способ получения композиционных изделий с внутренними полостями сваркой взрывом, включающий составление пакета из металлических слоев под сварку взрывом, размещение над ним заряда взрывчатого вещества, осуществление сварки взрывом, отжиг для формирования наружных покрытий в виде диффузионных интерметаллидных слоев, составляют трехслойный пакет с размещением между пластинами из титана толщиной 0,4-0,6 мм медной пластины, содержащей внутренние полости прямоугольной формы, заполненные удаляемым после сварки взрывом легкоплавким металлом, при этом расстояние между смежными полостями и расстояние от них до наружных поверхностей медной пластины должно быть не менее 6 мм, располагают на поверхностях титановых пластин стальные защитные прослойки толщиной не менее 2 мм с зарядами взрывчатого вещества и осуществляют сварку взрывом титановых пластин с медной пластиной путем одновременного инициирования взрыва зарядов взрывчатого вещества, имеющих скорость детонации 1690-2280 м/с, при этом высоту зарядов взрывчатого вещества, а также сварочные зазоры между свариваемыми пластинами выбирают из условия получения скоростей соударения титановых пластин с медной пластиной в пределах 380-490 м/с, после чего сваренную трехслойную заготовку нагревают до температуры, превышающей на 30-50°C температуру плавления легкоплавкого металла, и удаляют его из внутренних полостей медного слоя, последующий отжиг трехслойной заготовки для образования износостойких покрытий на поверхностях ее медного слоя проводят при температуре 900-1000°C в течение 0,1-0,5 ч в вакуумной печи с последующим охлаждением до 400°C в вакууме, а затем на воздухе. При реализации способа в качестве легкоплавкого металла для заполнения внутренних полостей в медной пластине используют свинец.
В таких условиях силового и теплового воздействия на металлы происходит надежная сварка титановых слоев с медной пластиной по всем поверхностям контакта. Последующий отжиг сваренной трехслойной заготовки на предложенных режимах обеспечивает активное диффузионное взаимодействие титановых слоев с ее медным слоем. На первом этапе операции отжига происходит контактное плавление титана и меди, при этом возникают диффузионные интерметаллидные прослойки между титановыми слоями и медным слоем, а на заключительном этапе отжига титановые слои полностью переходят в интерметаллидные с образованием при этом наружных покрытий в виде сплошных диффузионных интерметаллидных слоев из титана и меди необходимой толщины со значительным увеличением скорости роста толщины каждого диффузионного интерметаллидного слоя.
Обладающие высокой твердостью и износостойкостью наружные покрытия в виде диффузионных интерметаллидных слоев оптимальной толщины, расположенные с обеих сторон полученного композиционного изделия, обеспечивают ему более высокую, чем у прототипа, величину допускаемого износа, слой из меди, содержащий внутренние полости оптимальной формы и размеров, обладающий высокой теплопроводностью, обеспечивает пониженное термическое сопротивление изделия в продольном и поперечном направлении, что способствует эффективному теплообмену между веществами-теплоносителями, которые могут быть размещены во внутренних полостях при эксплуатации изделий, при этом обеспечивается более высокая прочность получаемых изделий при сжимающих и изгибающих нагрузках. Удаляемый после сварки взрывом легкоплавкий металл во внутренних полостях при сварке взрывом препятствует неконтролируемым деформациям медной пластины, а предложенные минимальные расстояния между смежными полостями, а также расстояния от них до наружных поверхностей медной пластины обеспечивают целостность свариваемых пластин как в процессе сварки взрывом, так и в процессе снятия динамического давления, благодаря чему получают изделия с плоскими наружными поверхностями и с пониженным термическим сопротивлением перемычек между смежными полостями.
Предлагаемый способ получения композиционных изделий с внутренними полостями имеет существенные отличия в сравнении с прототипом как по внутреннему строению полученных изделий и их служебным характеристикам, так и по совокупности технологических приемов воздействия на свариваемые пластины и режимов осуществления способа. Так предложено составлять трехслойный пакет с размещением между пластинами из титана толщиной 0,4-0,6 мм медной пластины, что создает необходимые условия для получения качественных сварных соединений титановых слоев с медной пластиной, а также необходимую величину допускаемого износа получаемых покрытий на наружных поверхностях медной пластины. При толщине каждого слоя титана менее 0,4 мм толщина получаемых покрытий, а соответственно и величина допускаемого износа оказывается недостаточной для длительной эксплуатации изделий. Кроме того, возможно нарушение сплошности титановых пластин при сварке взрывом. Толщина каждого слоя титана более 0,6 мм является избыточной, поскольку получаемые покрытия на медной пластине становятся чрезмерно хрупкими, что снижает эксплуатационные характеристики получаемых изделий.
Предложено использовать медную пластину с внутренними полостями прямоугольной формы, заполненными удаляемым после сварки взрывом легкоплавким металлом, в качестве которого предложено использовать свинец, при этом расстояние между смежными полостями и расстояние от них до наружных поверхностей медной пластины должно быть не менее 6 мм, что обеспечивает необходимую прочность медной пластины как в процессе сварки взрывом, так и в стадии снятия динамического давления. При указанных расстояниях менее 6 мм возможно повреждение металла пластины при сварке взрывом. Легкоплавкий металл во внутренних полостях исключает неконтролируемые деформации медной пластины при сварке взрывом, способствует получению изделия с плоскими наружными поверхностями. Прямоугольная форма внутренних полостей способствует пониженному расходу меди в расчете на одно изделие. Использование свинца в качестве легкоплавкого металла для заполнения внутренних полостей в медной пластине связано с тем, что он не смачивает ее внутренние поверхности при сварке взрывом и поэтому без остатка легко удаляется из внутренних полостей при температурах, превышающих его температуру плавления на 30-50°C, а это, в свою очередь, способствует повышению качества получаемых изделий.
Предложено располагать на поверхностях титановых пластин стальные защитные прослойки толщиной не менее 2 мм с зарядами взрывчатого вещества и осуществлять сварку взрывом титановых пластин с медной пластиной путем одновременного инициирования взрыва зарядов взрывчатого вещества, имеющих скорость детонации 1690-2280 м/с, при этом высоту зарядов взрывчатого вещества, а также сварочные зазоры между свариваемыми пластинами предложено выбирать из условия получения скоростей соударения титановых пластин с медной пластиной в пределах 380-490 м/с, что обеспечивает качественную сварку всех разнородных металлических слоев в пакете без нарушений сплошности и неконтролируемых деформаций, снижающих качество получаемых заготовок. При скорости детонации ВВ и скоростях соударения между свариваемыми металлическими слоями ниже нижних предлагаемых пределов возможно появление непроваров в зонах соединения слоев, снижающих качество получаемой продукции. При скорости детонации ВВ и скоростях соударения свариваемых пластин выше верхних предлагаемых пределов возможны неконтролируемые деформации металлических слоев с нарушениями их сплошности, что может привести к невозможности дальнейшего использования сваренных заготовок.
Предложено сваренную трехслойную заготовку нагревать до температуры, превышающей на 30-50°C температуру плавления легкоплавкого металла, и удалять его из внутренних полостей медного слоя, что обеспечивает легкоплавкому металлу необходимую жидкотекучесть, а это способствует удалению его из полостей без остатка. Температура нагрева заготовки до температуры, превышающей температуру плавления легкоплавкого металла менее чем на 30°C, приводит к затруднению удаления его из внутренних полостей. Температура нагрева заготовки до температуры, превышающей температуру плавления легкоплавкого металла более чем на 50°C, является избыточной, приводящей к излишним энергетическим затратам на его удаление и к удорожанию получаемых изделий.
Предложено последующий отжиг трехслойной заготовки для образования износостойких покрытий на поверхностях ее медного слоя проводить при температуре 900-1000°C в течение 0,1-0,5 ч в вакуумной печи с последующим охлаждением до 400°С в вакууме, а затем на воздухе.
При этом происходит ускоренное формирование диффузионных интерметаллидных слоев оптимальной толщины, обладающих высокой твердостью и износостойкостью. При температуре и времени отжига ниже нижнего предлагаемого предела толщина получаемых диффузионных интерметаллидных слоев оказывается недостаточной для обеспечения у них необходимой величины допускаемого износа, а это значительно снижает служебные характеристики получаемых изделий. Температура и время отжига выше верхнего предлагаемого предела являются избыточными, поскольку при этом толщина получаемых диффузионных интерметаллидных слоев оказывается чрезмерной, при этом повышается вероятность хрупкого разрушения изделия при его эксплуатации в условиях циклических нагрузок.
Предложено охлаждение с температуры отжига производить до 400°C в вакууме, а затем на воздухе, что обеспечивает необходимую защиту полученного изделия от вредного воздействия окружающей среды. Охлаждение на воздухе ниже температуры 400°C является наиболее экономичной технологической операцией, которая обеспечивает необходимое качество изделий. Охлаждение с температуры отжига в вакууме до температуры, превышающей 400°C, с последующим охлаждением на воздухе приводит ухудшению качества получаемых изделий.
В результате получают композиционное изделие плоской формы с внутренними полостями прямоугольного сечения, с более высокой, чем у прототипа, величиной допускаемого износа наружных покрытий в виде диффузионных интерметаллидных слоев, расположенных с двух сторон полученного изделия, с повышенной прочностью при сжимающих и изгибающих нагрузках, со значительным увеличением скорости роста толщины покрытия, с пониженным термическим сопротивлением перемычек между смежными внутренними полостями.
На фиг. 1 изображена схема сварки взрывом металлических пластин (вид сбоку), на фиг. 2 - вид по стрелке А на фиг. 1, на фиг. 3 - поперечный разрез Б-Б схемы сварки взрывом на фиг. 2, на фиг. 4 - поперечное сечение сваренного изделия с внутренними полостями, где С - расстояние между внутренними полостями изделия; А, Б - расстояния от внутренних полостей до наружных поверхностей изделия, М, N - ширина и высота внутренних полостей, соответственно, D - расстояние от края изделия до ближайшей внутренней полости.
Предлагаемый способ получения композиционных изделий с внутренними полостями сваркой взрывом осуществляется в следующей последовательности. Очищают от окислов и загрязнений пластины из титана и меди, из которых составляют трехслойный пакет с размещением между пластинами из титана 1, 2 толщиной 0,4-0,6 мм медной пластины 3, содержащей внутренние полости прямоугольной формы шириной m и высотой n, заполненные удаляемым после сварки взрывом легкоплавким металлом 4. Пластины в пакете располагают параллельно друг другу на расстоянии одинаковых технологических сварочных зазоров. Сварочные зазоры фиксируют с помощью упоров 5, 6. Расстояние между смежными полостями с и расстояние от них до наружных поверхностей медной пластины а и b должно быть не менее 6 мм.
На поверхностях титановых пластин укладывают стальные защитные прослойки 7, 8, для защиты поверхностей титановых пластин от локальных повреждений продуктами детонации взрывчатого вещества и неконтролируемых деформаций. Толщина стальных защитных прослоек должна быть не менее 2 мм. После этого полученный пакет располагают симметрично, без зазоров, между контейнерами с одинаковыми зарядами ВВ 9, 10 с генераторами плоской детонационной волны 11, 12. Полученную сборку устанавливают вертикально на грунт 13. Сварку взрывом осуществляют путем одновременного инициирования процесса детонации в зарядах ВВ 9, 10 с помощью электродетонатора 14, двух отрезков детонирующих шнуров равной длины 15, 16 и генераторов плоской детонационной волны 11, 12. Направление детонации в зарядах ВВ осуществляется вдоль внутренних полостей медной пластины. При сварке взрывом используют ВВ со скоростью детонации 1690-2280 м/с, при этом высоту зарядов ВВ 9, 10, а также сварочные зазоры между свариваемыми пластинами выбирают с помощью компьютерной технологии из условия получения скоростей соударения титановых пластин 1, 2 с медной пластиной 3 в пределах 380-490 м/с.
После сварки, например на фрезерном станке, обрезают у сваренного пакета боковые кромки с краевыми эффектами, полученную трехслойную заготовку нагревают до температуры, превышающей на 30-50°C температуру плавления легкоплавкого металла - свинца, и удаляют его из внутренних полостей медного слоя. Последующий отжиг трехслойной заготовки для образования износостойких покрытий на поверхностях ее медного слоя проводят при температуре 900-1000°C течение 0,1-0,5 ч в вакуумной печи с последующим охлаждением до 400°C в вакууме, а затем на воздухе. После этого полученное композиционное изделие с внутренними полостями используют по назначению.
Полученное композиционное изделие с внутренними полостями (см. фиг. 4) и состоит из трех слоев. Наружные слои - покрытия 17, 18, в виде диффузионных интерметаллидных слоев из титана и меди, средний медный слой 19 содержит внутренние полости 20 прямоугольного сечения. Данное композиционное изделие с внутренними полостями имеет плоскую форму и более высокую (в 16-28 раз), чем у прототипа, величину допускаемого износа наружных покрытий в виде диффузионных интерметаллидных слоев, расположенных с двух сторон полученного изделия, не менее чем в 2,2-2,4 раза более высокую прочность изделия при сжимающих нагрузках и не менее, чем в 2-2,7 раз более высокую прочность при изгибающих нагрузках, а также более низкое (в 3,2-3,6 раза) термическое сопротивление перемычек между смежными полостями. При получении изделия значительно (в 85-1100 раз) повышается скорость роста толщины диффузионных интерметаллидных слоев в процессе операции отжига.
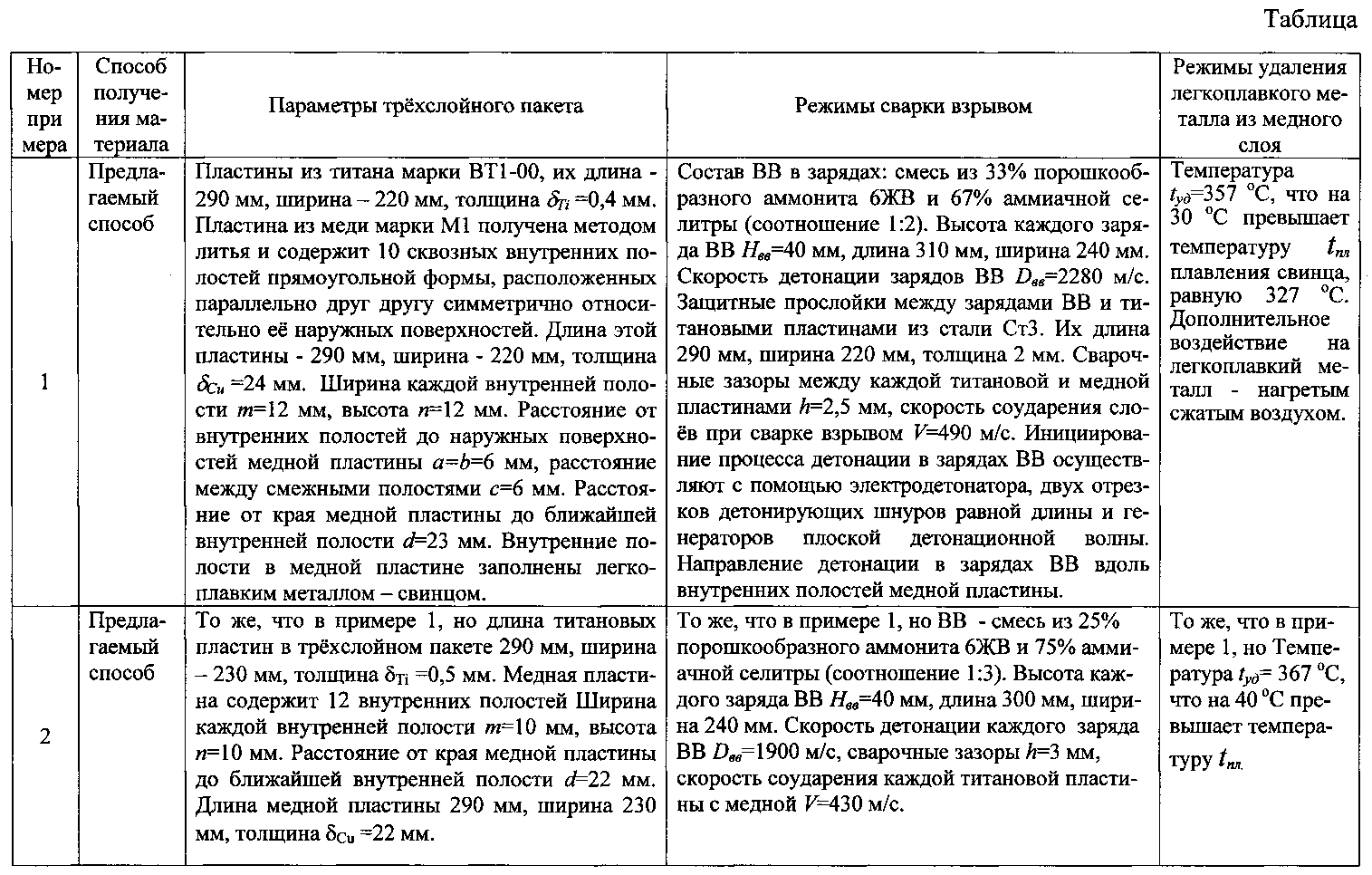
Сущность способа поясняется примерами. Все примеры, в том числе и пример по прототипу, сведены в таблице с указанием основных технологических режимов получения композиционных изделий с внутренними полостями, состава и толщин свариваемых материалов, а также свойств полученного продукта.
Пример 1 (см. таблицу, опыт 1).
Очищают от окислов и загрязнений пластины из титана и меди, из которых составляют трехслойный пакет с размещением между пластинами из титана марки ВТ 1-00 медной пластины. Пластины в пакете располагают параллельно друг другу на расстоянии одинаковых технологических сварочных зазоров. Длина титановых пластин в трехслойном пакете 290 мм, ширина - 220 мм, их толщина δTi=0,4 мм. Медная пластина получена, например, методом литья, из меди марки M1, содержит 10 сквозных внутренних полостей прямоугольной формы, расположенных параллельно друг другу симметрично относительно наружных поверхностей пластины. Ширина каждой внутренней полости m=12 мм, высота n=12 мм. Расстояние от внутренних полостей до наружных поверхностей медной пластины a=b=6 мм, расстояние между смежными полостями c=6 мм. Расстояние от края медной пластины до ближайшей внутренней полости d=23 мм. Предварительно заполняют внутренние полости в медной пластине, например методом литья, легкоплавким металлом - свинцом. Длина этой пластины 290 мм, ширина 220 мм, толщина δCu=24 мм. Сварочные зазоры фиксируют с помощью упоров, например из алюминия. На поверхностях титановых пластин укладывают стальные защитные прослойки, например из стали Ст3, толщиной 2 мм, длина и ширина защитных прослоек соответствуют длине и ширине титановых пластин. После этого полученный пакет располагают симметрично, без зазоров, между контейнерами с одинаковыми зарядами ВВ с генераторами плоской детонационной волны. Полученную сборку устанавливают вертикально на грунт. При сборке пакета под сварку предварительно, с помощью компьютерной технологии, определяют величину необходимых сварочных зазоров h между титановыми пластинами и медной пластиной. Для сварки взрывом пакета из пластин выбирают ВВ из рекомендуемого диапазона со скоростью детонации Dвв=2280 м/с. Такую скорость обеспечивает взрывчатое вещество, представляющее собой смесь из 33% порошкообразного аммонита 6ЖВ и 67% аммиачной селитры (соотношение 1:2). Высота каждого заряда ВВ Нвв=40 мм, длина 310 мм, ширина 240 мм. Для получения скорости соударения титановых пластин с медной пластиной в пределах предлагаемого диапазона, при выбранных параметрах заряда ВВ, величина сварочных зазоров между титановыми пластинами и медной пластиной h=2,5 мм, что обеспечивает скорость соударения слоев при сварке взрывом V=490 м/с. Одновременное инициирование процесса детонации в зарядах ВВ осуществляют с помощью электродетонатора, двух отрезков детонирующих шнуров равной длины и генераторов плоской детонационной волны. Направление детонации в зарядах ВВ осуществляется вдоль внутренних полостей медной пластины.
После правки сваренного трехслойного пакета на гидравлическом прессе и обрезки боковых кромок с краевыми эффектами, например на фрезерном станке, полученную заготовку нагревают до температуры tуд=357°С, превышающей на 30°С температуру плавления tпл легкоплавкого металла - свинца, которая равна 327°С, и удаляют его из внутренних полостей медного слоя, например с помощью горячего сжатого воздуха.
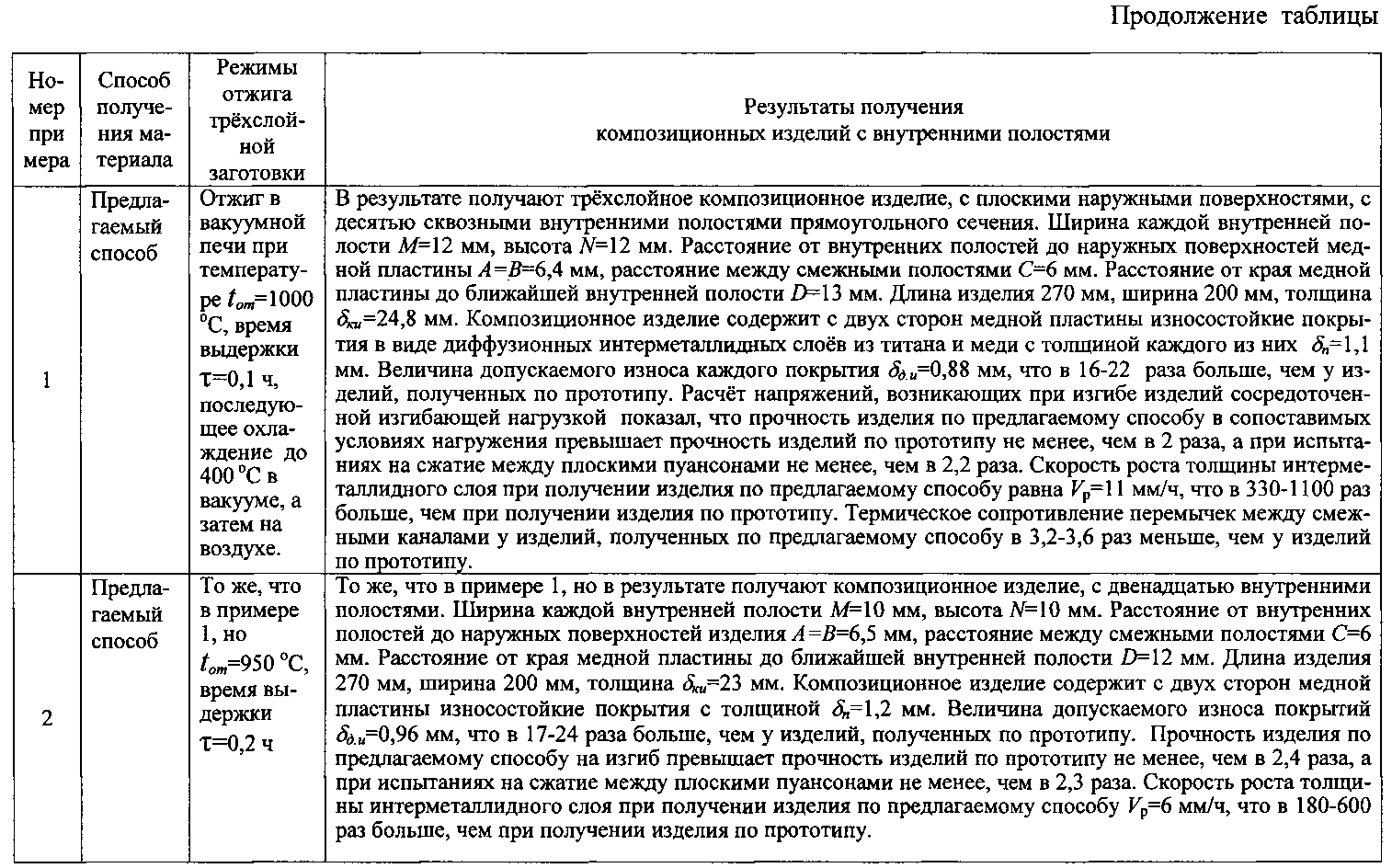
Последующий отжиг трехслойной заготовки для образования износостойких покрытий на поверхностях ее медного слоя проводят в вакуумной печи при температуре 1000°С, превышающей на 125°С температуру контактного плавления меди и титана, равную tк.п.=875°C, с выдержкой τ=0,1 ч с последующим охлаждением до 400°C в вакууме, а затем на воздухе. После этого полученное композиционное изделие с внутренними полостями используют по назначению.
В результате получают трехслойное композиционное изделие, с плоскими наружными поверхностями, с десятью сквозными внутренними полостями прямоугольного сечения. Ширина каждой внутренней полости М=12 мм, высота N=12 мм. Расстояние от внутренних полостей до наружных поверхностей медной пластины А=В=6,4 мм, расстояние между смежными полостями С=6 мм. Расстояние от края медной пластины до ближайшей внутренней полости D=13 мм. Длина изделия 270 мм, ширина 200 мм, толщина δки=24,8 мм. Композиционное изделие содержит с двух сторон медной пластины износостойкие покрытия в виде диффузионных интерметаллидных слоев из титана и меди с толщиной каждого из них δn=1,1 мм.
Величина допускаемого износа δд.и. каждого покрытия составляет 80% его толщины. В данном примере δд.и=0,88 мм, что в 16-22 раза больше, чем у изделий, полученных по прототипу. Расчет напряжений, возникающих при изгибе изделий сосредоточенной изгибающей нагрузкой, показал, что прочность изделия по предлагаемому способу в сопоставимых условиях нагружения превышает прочность изделий по прототипу не менее чем в 2 раза, а при испытаниях на сжатие между плоскими пуансонами не менее чем в 2,2 раза.
Скорость роста толщины каждого интерметаллидного слоя при получении изделия по предлагаемому способу равна Vp=11 мм/ч, что в 330-1100 раз больше, чем при получении изделий по прототипу. Термическое сопротивление перемычек между смежными каналами у изделий, полученных по предлагаемому способу, в 3,2-3,6 раз меньше, чем у изделий по прототипу. Внутренние полости изделия могут быть использованы, например, для пропускания через них жидкостей или газов-теплоносителей, либо для размещения в них электрических нагревателей.
Пример 2 (см. таблицу, опыт 2).
То же, что в примере 1, но внесены следующие изменения.
Длина титановых пластин в трехслойном пакете 290 мм, ширина - 230 мм, толщина δTi=0,5 мм. Медная пластина содержит 12 внутренних полостей. Ширина каждой внутренней полости m=10 мм, высота n=10 мм. Расстояние от края медной пластины до ближайшей внутренней полости d=22 мм. Длина медной пластины 290 мм, ширина 230 мм, толщина δCu=22 мм. Для сварки взрывом пакета из пластин выбирают ВВ из рекомендуемого диапазона со скоростью детонации Dвв=1900 м/с. Такую скорость обеспечивает взрывчатое вещество, представляющее собой смесь из 25% порошкообразного аммонита 6ЖВ и 75% аммиачной селитры (соотношение 1:3). Высота каждого заряда ВВ Нвв=40 мм, длина 300 мм, ширина 240 мм. Для получения скорости соударения титановых пластин с медной пластиной в пределах предлагаемого диапазона, при выбранных параметрах заряда ВВ, величина сварочных зазоров между титановыми пластинами и медной пластиной h=3 мм, что обеспечивает скорость соударения слоев при сварке взрывом V=430 м/с.
После правки сваренного трехслойного пакета на гидравлическом прессе и обрезки боковых кромок с краевыми эффектами сваренную трехслойную заготовку нагревают до температуры tуд=367°C, превышающей на 40°C температуру плавления tпл легкоплавкого металла - свинца, и удаляют его из внутренних полостей медного слоя. Последующий отжиг трехслойной заготовки для образования износостойких покрытий на поверхностях ее медного слоя проводят в вакуумной печи при температуре 950°С, превышающей на 75°С температуру контактного плавления меди и титана с выдержкой τ=0,2 ч.
В результате получают композиционное изделие, с двенадцатью сквозными внутренними полостями прямоугольного сечения. Ширина каждой внутренней полости М=10 мм, высота N=10 мм. Расстояние от внутренних полостей до наружных поверхностей изделия А=В=6,5 мм, расстояние между смежными полостями С=6 мм. Расстояние от края медной пластины до ближайшей внутренней полости D=12 мм. Длина изделия 270 мм, ширина 210 мм, толщина δки=23 мм. Композиционное изделие содержит с двух сторон медной пластины износостойкие покрытия в виде диффузионных интерметаллидных слоев из титана и меди толщиной δп=1,2 мм. Величина допускаемого износа таких покрытий δд.и=0,96 мм, что в 17-24 раза больше, чем у изделий, полученных по прототипу. При изгибе изделий сосредоточенной изгибающей нагрузкой прочность изделия по предлагаемому способу превышает прочность изделий по прототипу не менее чем в 2,4 раза, а при испытаниях на сжатие между плоскими пуансонами не менее чем в 2,3 раза. Скорость роста толщины интерметаллидного слоя при получении изделия по предлагаемому способу Vp=6 мм/ч, что в 180-600 раз больше, чем при получении изделий по прототипу.
Пример 3 (см. таблицу, опыт 3).
То же, что в примере 1, но внесены следующие изменения.
Длина титановых пластин в трехслойном пакете 290 мм, ширина - 230 мм, толщина δTi=0,6 мм. Медная пластина содержит 14 внутренних полостей. Ширина каждой внутренней полости m=8 мм, высота n=8 мм. Расстояние от края медной пластины до ближайшей внутренней полости d=20 мм. Длина медной пластины 290 мм, ширина 230 мм, толщина δCu=20 мм. Для сварки взрывом пакета из пластин выбирают ВВ из рекомендуемого диапазона со скоростью детонации Dвв=1690 м/с. Такую скорость обеспечивает взрывчатое вещество, представляющее собой смесь из 20% порошкообразного аммонита 6ЖВ и 80% аммиачной селитры (соотношение 1:4). Высота каждого заряда ВВ Нвв=40 мм, длина 310 мм, ширина 250 мм. Для получения скорости соударения титановых пластин с медной пластиной в пределах предлагаемого диапазона, при выбранных параметрах заряда ВВ, величина сварочных зазоров между титановыми пластинами и медной пластиной h=3 мм, что обеспечивает скорость соударения слоев при сварке взрывом V=380 м/с.
После правки сваренного трехслойного пакета на гидравлическом прессе и обрезки боковых кромок с краевыми эффектами, например на фрезерном станке, сваренную трехслойную заготовку нагревают до температуры tуд=311°C, превышающей на 50°C температуру плавления tпл легкоплавкого металла - свинца, и удаляют его из внутренних полостей медного слоя. Последующий отжиг трехслойной заготовки для образования износостойких покрытий на поверхностях ее медного слоя проводят в вакуумной печи при температуре 900°С, превышающей на 75°С температуру контактного плавления меди и титана с выдержкой τ=0,5 ч.
В результате получают композиционное изделие с четырнадцатью сквозными внутренними полостями. Ширина каждой внутренней полости М=8 мм, высота N=8 мм. Расстояние от внутренних полостей до наружных поверхностей изделия А=В=6,6 мм, расстояние между смежными полостями С=6 мм. Расстояние от края медной пластины до ближайшей внутренней полости D=10 мм. Длина изделия 270 мм, ширина 210 мм, толщина δки=21,2 мм. Композиционное изделие содержит с двух сторон медной пластины износостойкие покрытия в виде диффузионных интерметаллидных слоев из титана и меди толщиной δп=1,4 мм. Величина допускаемого износа таких покрытий δд.и=1,12 мм, что в 20-28 раз больше, чем у изделий, полученных по прототипу. Расчет напряжений, возникающих при изгибе изделий сосредоточенной изгибающей нагрузкой, показал, что прочность изделия по предлагаемому способу в сопоставимых условиях нагружения превышает прочность изделий по прототипу не менее чем в 2,7 раза, а при испытаниях на сжатие между плоскими пуансонами не менее чем в 2,4 раза.
Скорость роста толщины интерметаллидного слоя при получении изделия по предлагаемому способу Vp=2,8 мм/ч, что в 85-280 раз больше, чем при получении изделий по прототипу.
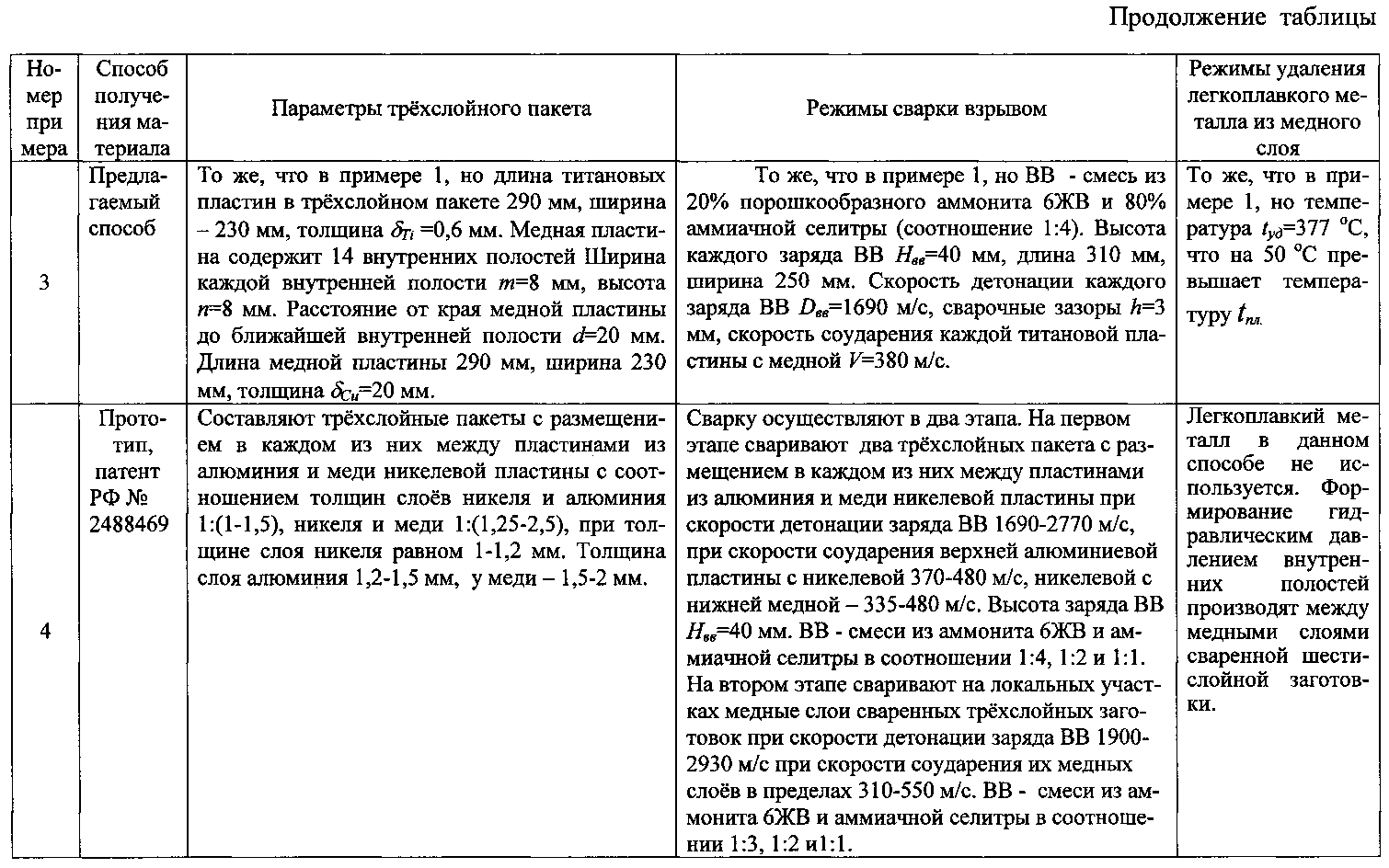
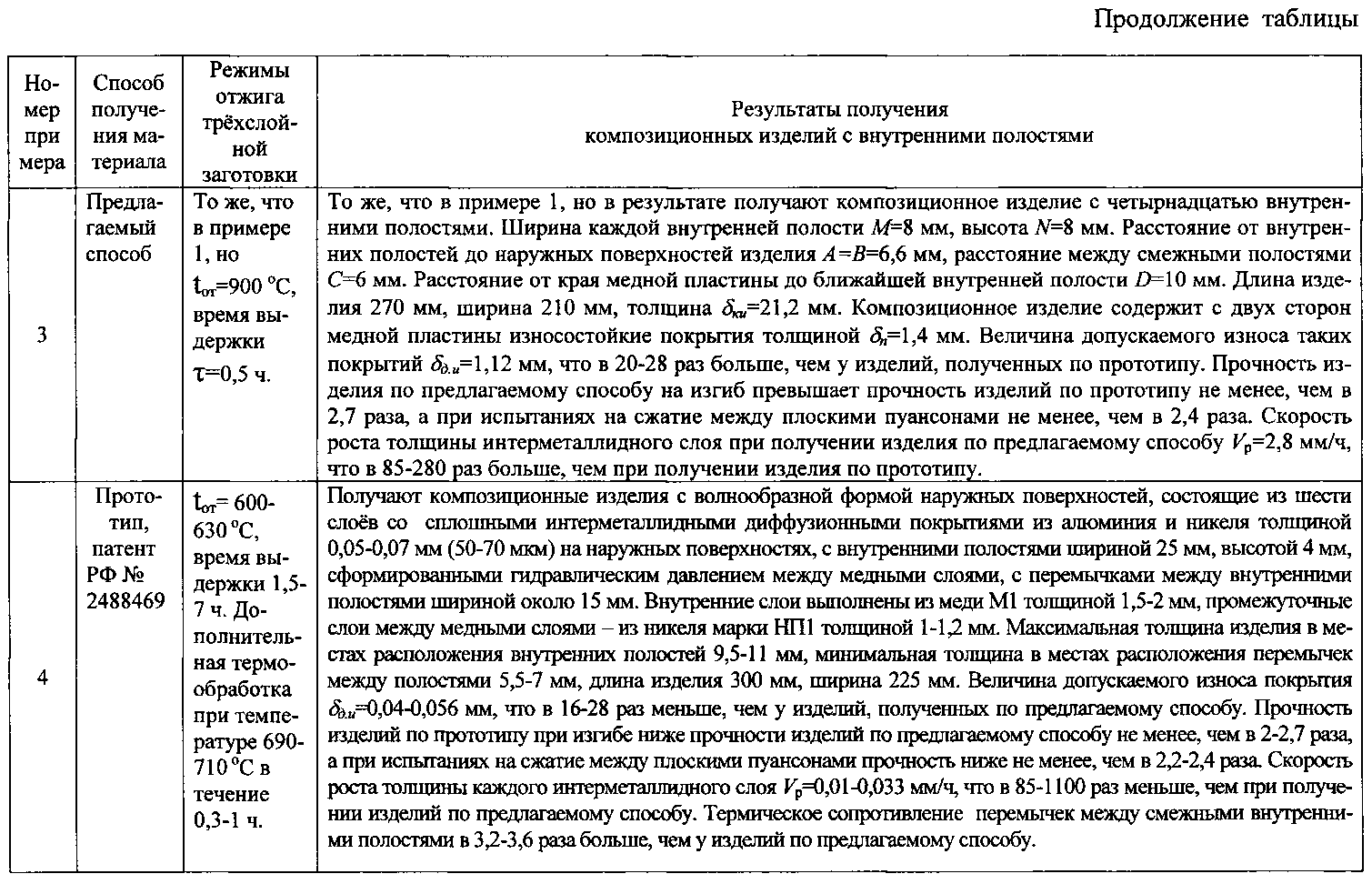
При получении композиционных изделий с внутренними полостями по прототипу (см. таблицу, пример 4), получают композиционные изделия, с волнообразной формой наружных поверхностей, состоящие из шести слоев со сплошными интерметаллидными диффузионными покрытиями из алюминия и никеля толщиной 0,05-0,07 мм (50-70 мкм) на наружных поверхностях, с внутренними полостями шириной 25 мм, высотой 4 мм, сформированными гидравлическим давлением между медными слоями, с перемычками между внутренними полостями шириной около 15 мм. Внутренние слои выполнены из меди M1 толщиной 1,5-2 мм, промежуточные слои между медными слоями - из никеля марки НП1 толщиной 1-1,2 мм. Максимальная толщина изделия в местах расположения внутренних полостей 9,5-11 мм, минимальная толщина в местах расположения перемычек между полостями 5,5-7 мм, длина изделия 300 мм, ширина 225 мм. Величина допускаемого износа покрытий δд.и=0,04-0,056 мм, что в 16-28 раз меньше, чем у изделий, полученных по предлагаемому способу. Расчет напряжений, возникающих при изгибе изделий сосредоточенной изгибающей нагрузкой, показал, что прочность изделий по прототипу в сопоставимых условиях нагружения ниже прочности изделий по предлагаемому способу не менее, чем в 2-2,7 раза, а при испытаниях на сжатие между плоскими пуансонами прочность ниже не менее чем в 2,2-2,4 раза. Скорость роста толщины каждого интерметаллидного слоя при получении изделий по прототипу Vp=0,01-0,033 мм/ч, что в 85-1100 раз меньше, чем при получении изделий по предлагаемому способу. Термическое сопротивление перемычек между смежными внутренними полостями в 3,2-3,6 раза больше, чем у изделий по предлагаемому способу.
Способ получения белкового гидролизата
Способ получения покрытия
Огнезащитная композиция
Клеевая композиция
Способ получения изделий с внутренними полостями
Способ получения композиционных изделий с внутренними полостями сваркой взрывом
Способ определения пластической твердости материала образца
Способ получения этилового эфира 2-метил-3-оксо-4-(2,6-дифторфенил)пентановой кислоты
Способ получения белкового гидролизата
Способ получения 2-(аминоалкил)-3-(аминофенил)бицикло[2.2.1]гептанов
Способ получения алкилбензолов
Способ получения фторсодержащего форполимера с изоцианатными группами
Способ совместного получения фторсодержащих форполимеров
Способ получения фторсодержащего форполимера с изоцианатными группами
Способ совместного получения фторсодержащих форполимеров
Способ получения фторсодержащего форполимера с изоцианатными группами
Клеевая композиция
Клеевая композиция
Трансмиссионное масло
Трансмиссионное масло

