Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ В ДУГОВУЮ ПЕЧЬ
Вид РИД
Изобретение
Изобретение относится к области металлургии, а именно к устройствам загрузки шихты или сыпучих материалов, например металлизованных окатышей (брикетов) и других сыпучих материалов, в плавильные агрегаты, например, в дуговые печи для выплавки стали.
Известно изобретение по загрузке шихты, в том числе металлизованных окатышей, в плавильную емкость, например в дуговую сталеплавильную печь (ДСП), через загрузочную трубу под принудительным давлением [Патент Франции №1385224, кл. В22d, 1964 г. Способ загрузки шихты в плавильную емкость]. Недостатком изобретения является сложность конструктивного исполнения данного устройства.
Кроме того, известно другое устройство, основанное на применении способа (Авт. Свид. СССР (II) 711336. БИ №3 от 25.01.1980 г. // Способ загрузки металлизованных окатышей в плавильную емкость. Авторы: Н.А. Маняк и др.) загрузки металлизованных окатышей, например, в дуговую печь. Недостатком этих известных устройств (Патент Франции №1385224, кл. В22d, 1964 г. Способ загрузки шихты в плавильную емкость; Авт. Свид. СССР (II) 711336. БИ №3 от 25.01.1980 г. // Способ загрузки металлизованных окатышей в плавильную емкость. Авторы: Н.А. Маняк и др.) является их громоздкость и сложное конструктивное исполнение, не позволяющие эффективно осуществлять процесс загрузки шихты (металлизованных окатышей и др.) в автоматическом режиме в зависимости от хода технологических процессов плавки стали.
Известно устройство, основанное на применении способа (Авт. Свид. СССР №523142, кл. С21С 5/52, 1976 г. // Способ управления процессом плавки губчатого железа в электрической печи. Авторы: Л.С. Фридлянд и др.) загрузки шихты в дуговую печь. Сущность данного изобретения заключается в том, что устройство по загрузке металлизованных окатышей предусматривает непрерывную подачу окатышей в печь по информации зависимости скорости загрузки окатышей от электрической мощности, забираемой из сети, и коррекции скорости загрузки окатышей пропорционально отклонению температуры металла от заданного значения. Основным недостатком данного изобретения (Авт. Свид. СССР №523142, кл. С21С 5/52, 1976 г. // Способ управления процессом плавки губчатого железа в электрической печи. Авторы: Л.С. Фридлянд и др.), как и других, является то, что конструктивное исполнение устройств предусматривает загрузку металлизованных окатышей в пространство дуговой печи вне пределов воздействия электрических дуг, т.е. металлизованные окатыши в этом случае попадают в шлак, где они окисляются и ошлаковываются, что не позволяет достигнуть высоких скоростей плавки этих окатышей в ДСП.
Особенностью этого устройства, основанного на способе (Авт. Свид. СССР №523142, кл. С21С 5/52, 1976 г. // Способ управления процессом плавки губчатого железа в электрической печи. Авторы: Л.С. Фридлянд и др.), является то, что при электроплавке окатышей период непрерывной загрузки разбивается на несколько интервалов (периодов), где каждому из которых ставится в соответствие определенный уровень мощности ДСП Р (МВт), т.е. устанавливаются ступени напряжения в печи при определенной скорости загрузки окатышей Voк [кг/МВт·мин].
Известно также устройство, основанное на способе (Меркер Э.Э. и др. Пат. РФ №2374582 от 27.11.2009 г. БИ №3, кл. С21С 5/48), использующее принцип подачи металлизованных окатышей в ванну ДСП через полые электроды (Мартыненко А.К. и др. Устройство для подвода газа в полый электрод. Авт. Свид. СССР №293443, кл. С21С 5/52, 1978 г.), причем через эти полые электроды подают одновременно в ванну ДСП металлизованные окатыши, сыпучие материалы и газовые смеси под давлением. Однако это изобретение и другие вышеизложенные устройства обладают также существенным недостатками, заключающимися в том, что эти устройства для загрузки окатышей в печь являются конструктивно несовершенными, что не позволяет это и все известные устройства для загрузки металлизованных окатышей и других сыпучих материалов, в настоящее время, эффективно использовать в технологиях плавки окатышей в ДСП с целью достижения высоких энерготехнологических и технико-экономических показателей в сталеплавильном производстве.
Наиболее близким аналогом предлагаемого изобретения является устройство (Меркер Э.Э. и др. патент РФ №2487306 от 10.07.2013 г. Бюл. №19 // Устройство для загрузки металлизованных окатышей в дуговую печь) загрузки металлизованных окатышей в дуговую печь, основанное на применении непрерывной подачи железорудных металлизованных окатышей (ЖМО) в ванну ДСП через полые электроды, а конкретнее через осевые отверстия в этих электродах, что позволяет осуществлять непрерывную подачу ЖМО непосредственно в зону высоких температур расплава, т.е. под электрические дуги в ванне агрегата, причем подача металлизованных окатышей в ванну ДСП осуществляется по информации зависимости скорости загрузки ЖМО от электрической мощности и других данных по ходу электроплавки окатышей в ДСП с помощью управляющей ЭВМ и узла подачи ЖМО в ванну агрегата.
Основным недостатком данного изобретения является то, что конструктивное исполнение устройства непрерывной подачи не предусматривает загрузку металлизованных окатышей в пространство ванны, где электрические дуги контактируют с поверхностью расплава, по принципу Vок≤Vпл, где Vок - скорость загрузки ЖМО, кг/с, а Vпл - скорость их плавления, кг/с. Дело в том, что для плавления какой-либо порции окатышей в зоне контакта дуги с поверхностью металла (поверхностью мениска) требуется время τпл, с, и для того, чтобы порция ЖМО могла расплавиться за время τпл, требуется некоторый перерыв в подаче окатышей в зону плавления, т.е. необходимо осуществлять циклическую подачу ЖМО в ванну, например, подавать определенный расход окатышей на данную поверхность мениска и прерывать на время τпл эту подачу ЖМО в ДСП, чтобы данная порция окатышей успела бы расплавиться, а затем подавать следующую порцию ЖМО в ДСП в зависимости от параметров теплоэнергетического состояния ванны дуговой печи, т.е. от установленной ступени напряжения в ДСП, при которой каждая ступень в печи характеризует подводимую тепловую мощность и оценивается коэффициентом мощности (cos φ=f(Tв; Vок)), где Tв - температура металла в ванне печи, °С, а Vок - расход окатышей в ванну агрегата, кг/с. К недостатку прототипа можно отнести то, что каждая мощность в печи в периоды плавки не привязывается к технологическим локальным условиям в зоне контакта электрических дуг с расплавом, где осуществляется плавление каждой данной порции окатышей.
Техническим результатом данного изобретения является решение задачи по разработке более совершенного устройства для загрузки металлизованных окатышей и других сыпучих материалов в дуговую печь, позволяющего, с одной стороны, устранить недостатки прототипа и других вышеизложенных устройств, а с другой, обеспечивать работу устройства с более высокими энергосберегающими и технологическими показателями работы агрегата, например дуговой печи, для плавки металлизованных окатышей с периодической (циклической) непрерывной их подачей через осевые отверстия в электрические дуги агрегата.
Технический результат достигается следующим образом.
Устройство для загрузки металлизованных окатышей в дуговую печь, включающее приемную воронку, узел подачи металлизованных окатышей в нее, исполнительный механизм загрузки окатышей в осевые отверстия электродов печи и управляющую ЭВМ, отличается тем, что управляющая ЭВМ имеет в своем составе систему расчета параметров нагрева и плавления окатышей в ванне печи с задающим устройством от ЭВМ, а узел подачи металлизованных окатышей в приемную воронку имеет блок автоматического включения или отключения работы узла подачи и при этом указанный блок соединен с регулятором скорости загрузки окатышей, причем этот регулятор скорости загрузки выполнен с возможностью воздействовать на исполнительный механизм загрузки окатышей в осевые отверстия электродов печи и, кроме того, устройство отличается тем, что приемная воронка снабжена фотоэлементным датчиком, сигнал от которого воспринимается регулятором скорости загрузки окатышей и блоком включения или отключения узла подачи окатышей в приемную воронку, причем устройство отличается еще тем, что система расчета в составе управляющей ЭВМ выполнена с возможностью определить текущий непрерывный или периодический расход окатышей (Gок(i, k, j и др.)) в ванну печи в соответствии с выражением
Gок(i, k, j и др.)=Vок·τпл(i, k, j и др.), кг/с, где Vок - расход окатышей (кг/с), равный Voк=(Δqв/(c·νt)-G0)/τ, причем здесь теплоусвоение ванны печи Δqв=Gτ·с·νt, где Gτ - текущий вес металла в ванне печи, кг; с - средняя теплоемкость металла, Дж/(кг·с); νt - скорость нагрева ванны, °С/мин; τ - время по ходу электроплавки окатышей в печи, мин, а индексы i, k, j и др. относятся к ступеням напряжения в дуговой сталеплавильной печи; τпл(i, k, j и др.) - время плавления порции окатышей в ванне печи и, в то же время, устройство отличается также тем, что система расчета в составе управляющей ЭВМ выполнена с возможностью определять время периода отключения (τпер, с) регулятора скорости и исполнительного механизма загрузки окатышей в осевые отверстия электродов по зависимости τпер(i, k, j и др.) = τпл(i, k, j и др.) = (3·Sмен·k/Sок)·mок/Vок, с, где Sмен=2π(Lд+rэ)·hмен, м2; Sок=π·rок 2, м2; hмен=rок/2, м; Lд - длина дуги, м; rок - радиус окатыша, м; rэ - радиус электрода, м; mок - масса окатыша, кг; k - коэффициент плотности (равный 0,9069) размещения порций окатышей на поверхности мениска (Sмен, м2) в ванне печи, а также предлагаемое устройство отличается еще тем, что система расчета в составе управляющей ЭВМ выполнена с возможностью определять время плавления порции окатышей (τпл(i, k, j и др.), кг/с) по зависимости τпл(i, k, j и др.) = N·mок/Vпл, где N - количество окатышей в данной порции (шт.); Vпл - скорость плавления окатышей (кг/с), равная значению Vок, кг/с, для данного момента электроплавки окатышей в ванне печи.
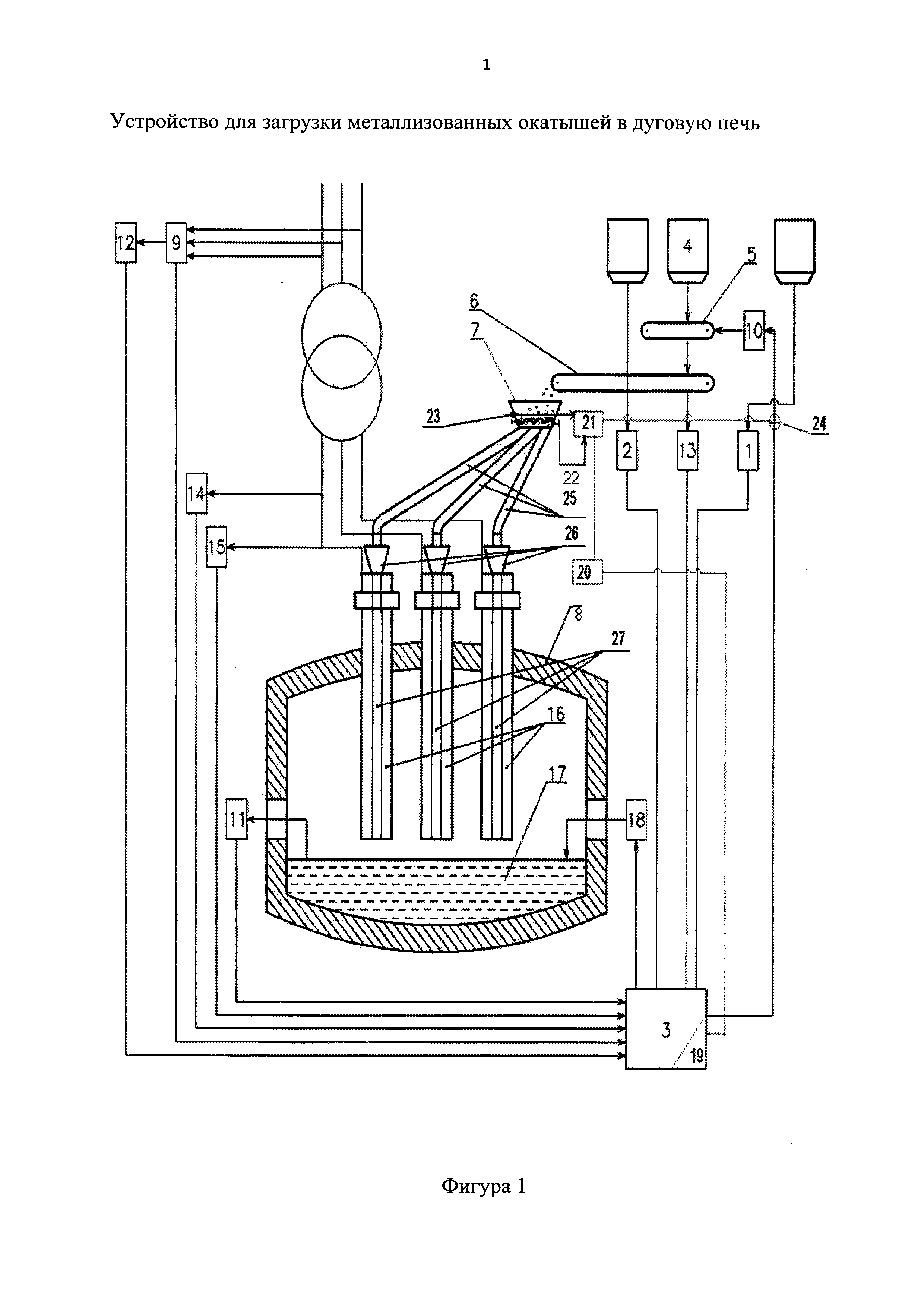
Предлагаемое изобретение реализуется с помощью устройства (см. фиг. 1), включающего систему расчета расхода металлошихты (1) на электроплавку, датчик расхода сыпучих материалов (2), управляющую ЭВМ (3), бункер расхода металлизованных окатышей (4) на процесс их плавки, а также систему конвейеров (5) для загрузки окатышей и сыпучих материалов (6) в дуговую сталеплавильную печь.
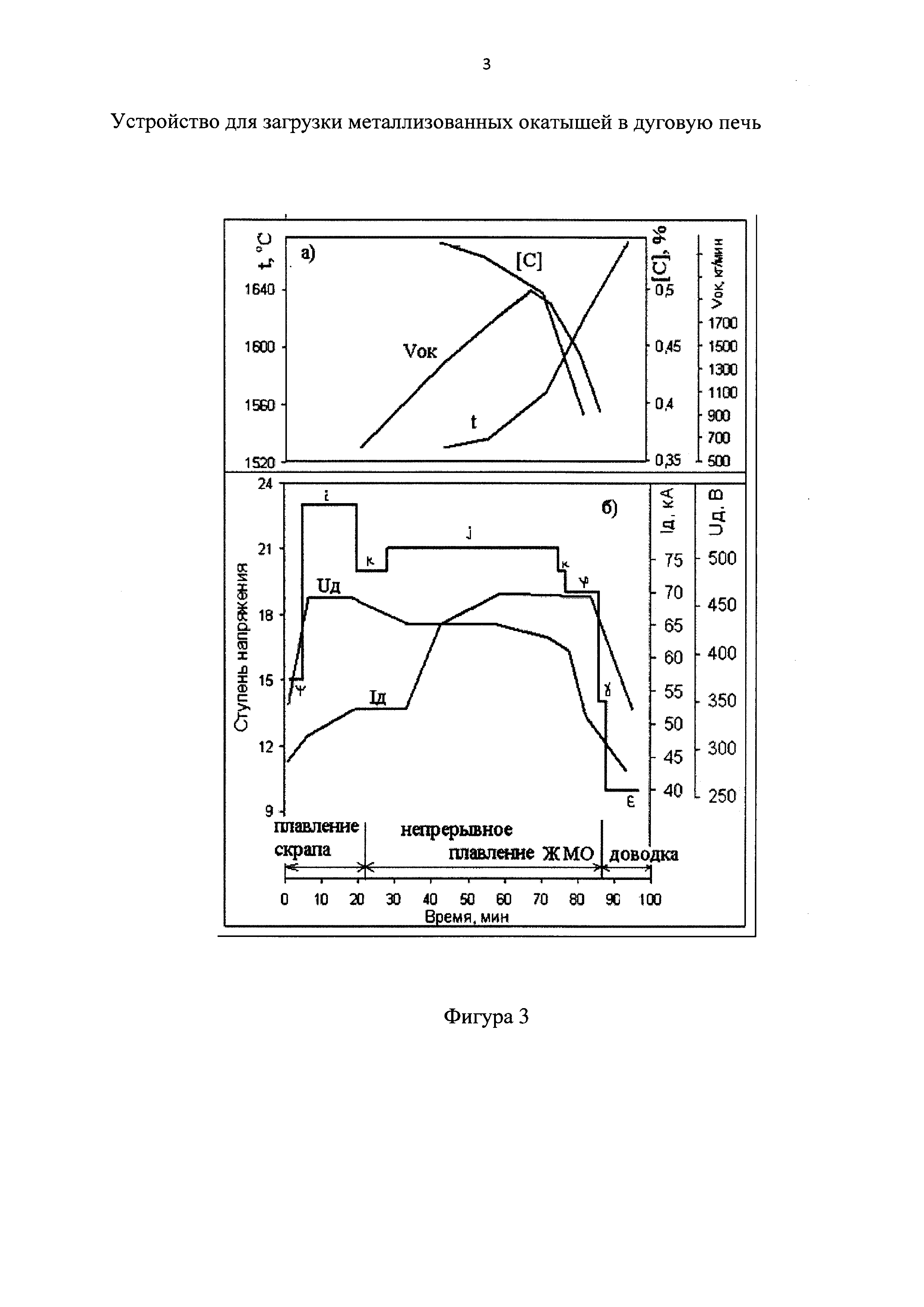
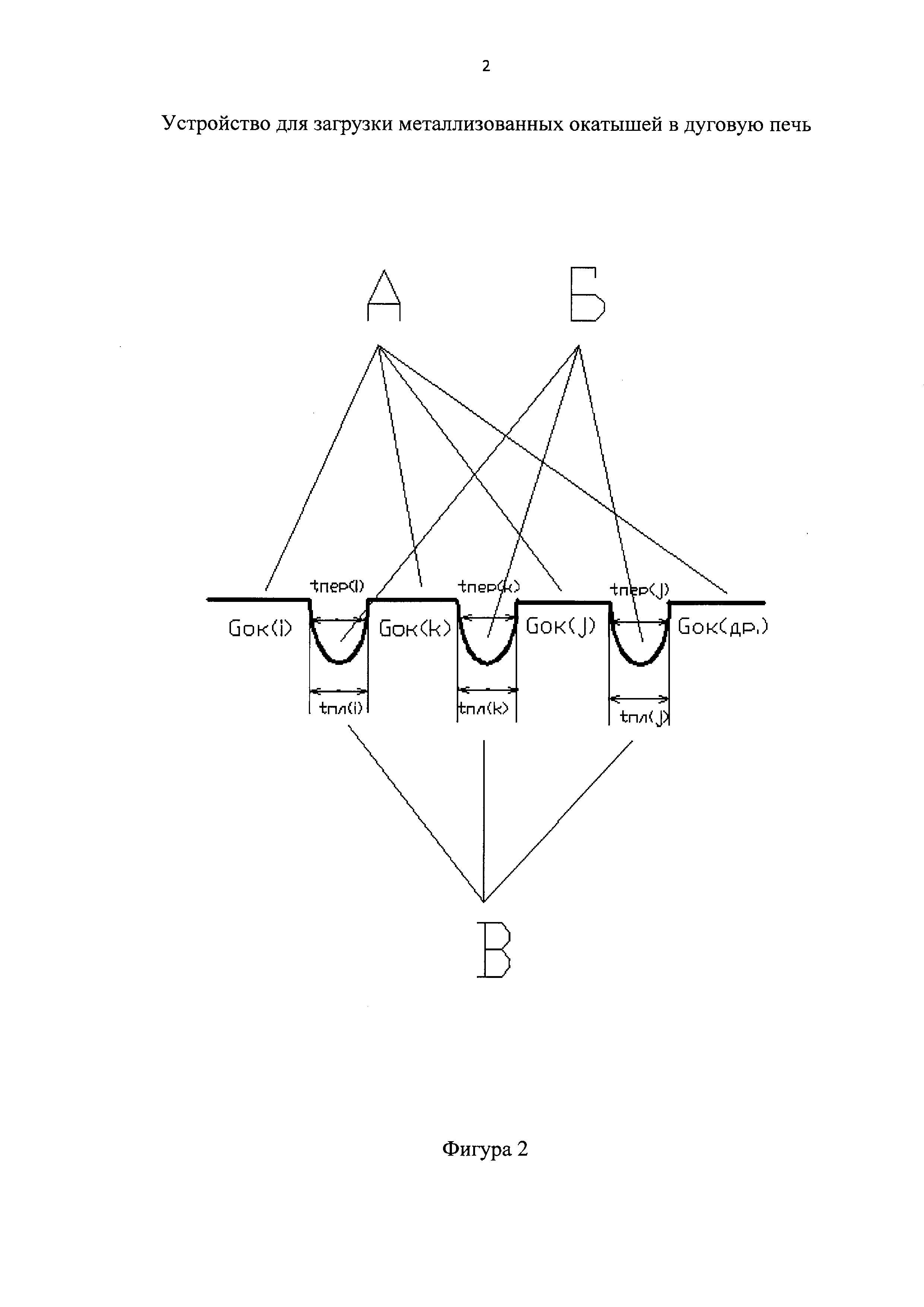
Работа по предлагаемому изобретению осуществляется следующим образом. Для осуществления электроплавки стали в приемную воронку (7) загружаются металлизованные окатыши из бункера (4), которые затем поступают через гибкие шланги (25), конусные воронки (26) и полые электроды (16) в ванну с металлом и шлаком (17) дуговой печи (8). На электроплавку металлизованных окатышей потребляемая мощность электроэнергии фиксируется датчиком (9), а расход окатышей и сыпучих материалов регулируется исполнительным механизмом (10) с обеспечением контроля температуры металла (11) в печи, а также контролем активной мощности датчиком (12), фиксацией сигналов от датчиков расхода окатышей (13), а также сигналов датчиков тока (14) и напряжения (15) в электрической цепи. При этом блок включения или отключения (24) через исполнительный механизм (10) влияет на расход подачи окатышей в приемную воронку (7). При этом с помощью системы контроля температуры металла (11) осуществляется расчет величины теплоусвоения шлакометаллической ванны (18) в дуговой печи, а сигнал этот поступает на исполнительный механизм загрузки окатышей и сыпучих (10). При этом напряжение (фиг. 1) от электрической сети (9, 12, 14, 15) передается через электрододержатели на полые электроды (16), в которые через осевые отверстия (27) в электродах подаются порциями или непрерывно металлизованные окатыши из приемной воронки (7). Управляющая ЭВМ (3) имеет в своем составе систему расчета параметров нагрева и плавления окатышей (19), т.е. для расчета таких параметров, как Vок, Vпл, τпл и другие. Причем система расчета (19) вырабатывает данные для задающего устройства (20) и регулятора скорости загрузки окатышей (21), который воздействует на исполнительный механизм (22) подачи окатышей в осевые отверстия (27) графитовых электродов (16) печи. Приемная воронка (7) снабжена фотоэлементным датчиком (23), который фиксирует верхний уровень загрузки окатышей в воронке, а сигнал от датчика поступает в регулятор (21) и подачи окатышей через конвейерную систему (4, 5 и 6), а затем и на конусные воронки (26), установленные в осевых отверстиях электродов печи. Эффективность предлагаемого изобретения вытекает из принципа осуществления непрерывной загрузки окатышей в ванну дуговой печи (фиг. 1) прерывистыми порционными потоками металлизованных окатышей (фиг. 2), т.е. каждая порция этих окатышей с расходом, например, Gок (i), кг, должна находиться на поверхности металла (менисков) столько, сколько эта порция плавится, т.е. время равное τпл(i, k, j и др.) Причем время прерывания подачи окатышей (равное периоду отключения) τпер(i, k, j и др.) для циклов порционной загрузки (А) и времени τпл (Б)) изменяются в зависимости от ступеней напряжения (i, k, j и др.) по ходу электроплавки (В, фиг. 2). Для каждой ступени напряжения (фиг. 3) устанавливается определенная тепловая мощность печи, при которой рассчитываются параметры Δqв, Vок, Vпл, τпл и другие, т.е. представляется необходимым соблюдать (см. фиг. 2 поз. б) при ступенях напряжения (i, k, j и др.) принцип Vок≤Vпл, кг/с, а параметры нагрева и плавления металлизованных окатышей рассчитываются в системе расчета параметров нагрева и плавления (фиг. 1. поз. 19) в составе управляющей ЭВМ. Основные технологические показатели плавки показаны на фиг. 3 поз. а: Vок, [С] и температура металла t, °C.
Результаты опытных данных (таблица) свидетельствуют об улучшении энерготехнологических и технико-экономических показателей электроплавки окатышей в 150 т ДСП при соблюдении технологии плавки стали на основе приближенного равенства параметров Vок≈Vпл, кг/с, с соблюдением (фиг. 2) равенства τпл(i, k, j и др.) = τпер(i, k, j и др.) по ходу подачи ЖМО в ванну дуговой печи.
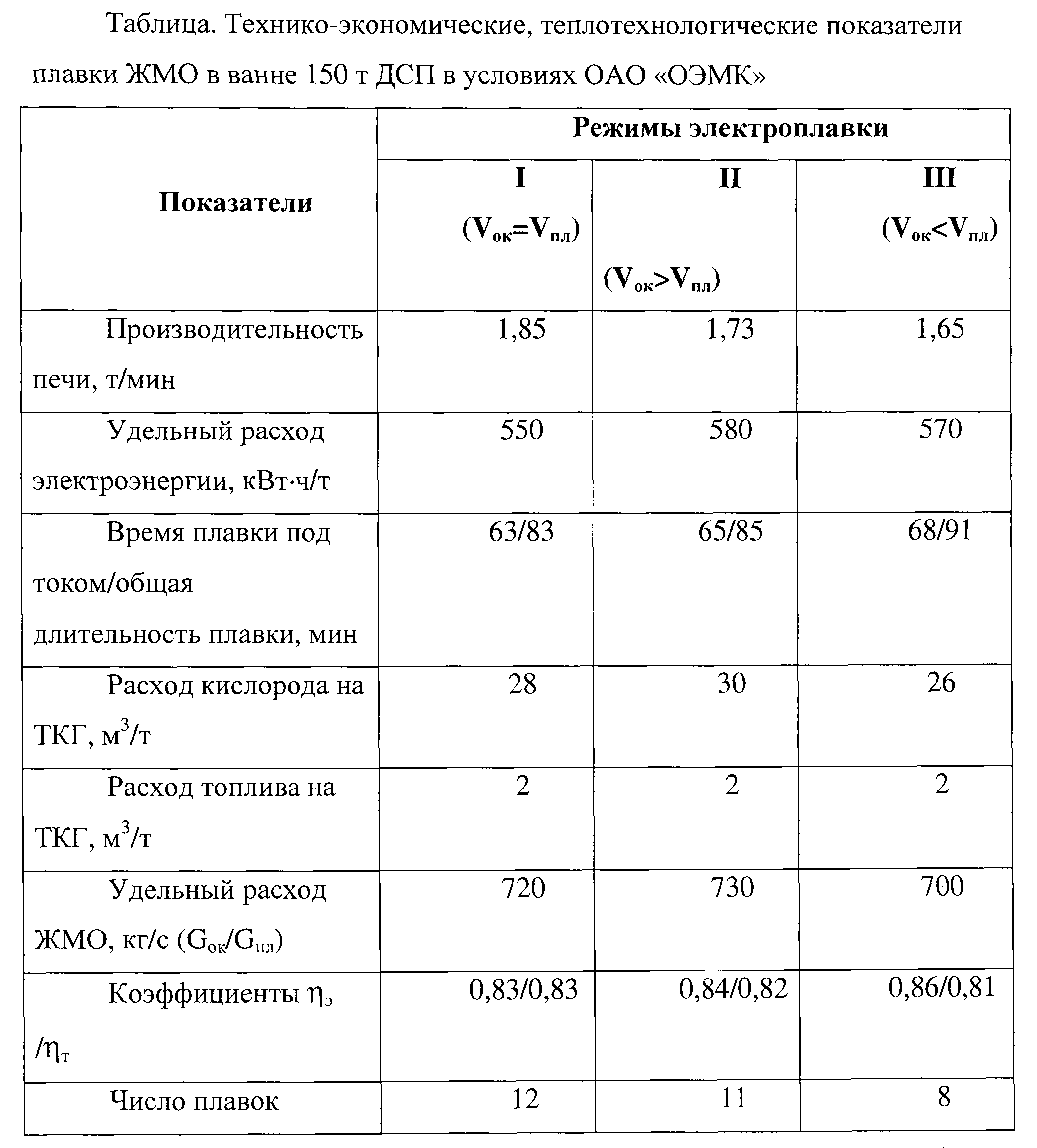
Приведенные опытные данные (таблица) и результаты работы дуговых сталеплавильных печей [7] с применением технологии подачи окатышей в ванну дуговой печи свидетельствуют об эффективности и перспективности применения новых технологических решений подобно предлагаемому изобретению.
Мишень для получения функциональных покрытий и способ ее изготовления
Способ получения ультрадисперсных порошков различных оксидов с узким разделением частиц по размерам
Акустооптический спектрополяриметр изображений с повышенным качеством спектральных срезов изображений и увеличенной светосилой
Литниковая система для центробежного фасонного литья с вертикальной осью вращения
Способ получения черного износостойкого антикоррозионного покрытия на алюминии и сплавах на его основе методом микродугового оксидирования
Способ защиты стальных заготовок от окисления при нагреве перед обработкой давлением
Способ ударного распиливания горных пород и устройство для его осуществления
Способ предварительной дегазации свиты угольных пластов и выработанного пространства
Способ устранения разгрузки осей колесных пар карьерных локомотивов при трогании с места и движении на наклонных участках железнодорожного пути
Установка для выделения серебра из серебросодержащего сплава
Способ изготовления наноразмерного твердого сплава
Способ получения стального порошка для производства спеченных изделий из шлифовального шлама шх15
Мишень для получения функциональных покрытий и способ ее изготовления
Способ получения ультрадисперсных порошков различных оксидов с узким разделением частиц по размерам
Акустооптический спектрополяриметр изображений с повышенным качеством спектральных срезов изображений и увеличенной светосилой
Литниковая система для центробежного фасонного литья с вертикальной осью вращения
Способ получения черного износостойкого антикоррозионного покрытия на алюминии и сплавах на его основе методом микродугового оксидирования
Способ защиты стальных заготовок от окисления при нагреве перед обработкой давлением
Способ ударного распиливания горных пород и устройство для его осуществления
Способ предварительной дегазации свиты угольных пластов и выработанного пространства

