Результат интеллектуальной деятельности: ПОДУШКА ПРОКАТНОЙ КЛЕТИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к подушке прокатной клети, то есть к корпусу подшипника, для опоры верхнего опорного валка в прокатной клети, обычно для горячей или холодной прокатки металлической полосы. Кроме того, изобретение относится к способу изготовления этой подушки прокатной клети.
Подушки для опоры опорных валков в прокатных клетях в принципе известны из уровня техники.
Так, например, в ”Technical report on high-tech modules for rolling mills” “Morgoil Rol-Neck Bearings”, K. Roeingh, 2002г, на странице 4 на фиг. I, II, III и на фиг. 1 и 2 показана история развития во времени конструкции таких подушек.
В US 2002/0084594 раскрыта подушка прокатной клети с приформованным за одно целое держателем уплотнения.
Подушки для опоры верхних опорных валков в прокатной клети раскрыты также в международной патентной заявке WO 2007/115791 А1, немецкой выложенной заявке DE 102006016714 А1, а также в европейской патентной заявке ЕР 0285333 А2. А именно, показанные там подушки имеют проходящее от выпускной стороны к стороне бочки подушки основное отверстие для размещения шейки верхнего опорного валка. Кроме того, подушки содержат также расположенное на стороне бочки пространство для улавливания смазочного средства, в частности в нижней зоне подушек, при этом пространство для улавливания смазочного средства снабжено двумя расположенными зеркально симметрично относительно вертикальной продольной средней плоскости выпускными отверстиями для смазочного средства, которые проходят от пространства улавливания смазочного средства на стороне бочки в направлении выпускной стороны подушки.
В WO 2007/115791 средние точки этих обоих выпускных отверстий для смазочного средства имеют расстояние друг от друга, которое больше диаметра основного отверстия; в DE 102006016714 А1 это расстояние, по меньшей мере насколько это можно видеть на схематичных фигурах, меньше диаметра основного отверстия.
В основу изобретения положена задача усовершенствования известной подушки так, что, несмотря на расположение и размеры выпускных отверстий для смазочного средства так, что в правом и левом нижнем углу подушки могут быть предусмотрены выемки, с одной стороны, обеспечивается функция кольцевого уплотнения, с другой стороны, имеется в распоряжении достаточное пространство для скопившегося смазочного средства, и что, кроме того, обеспечивается оптимальный силовой поток от шейки опорного валка через втулку шейки, подшипниковую втулку в подушку.
Эта задача решена с помощью признаков пункта 1 формулы изобретения.
Поверхность прохождения кольцевого уплотнения, в собранном состоянии подушки и валка, соответствует наружной поверхности удлинения втулки шейки, к которому прилегает кольцевое уплотнение.
За счет учета предлагаемых критериев для обоих расстояний d и s, обеспечивается возможность сильного уменьшения ширины подушки в нижней зоне по меньшей мере на стороне бочки, так что в правой и левой нижней угловой зоне подушки могут быть предусмотрены выемки, например, для размещения обеспечивающих отрицательный изгиб гибочных цилиндров. В то время как первым предлагаемым критерием является по существу остающаяся ширина верхней подушки в нижней зоне, второй критерий обеспечивает то, что уплотнение на стороне бочки остается полностью работоспособным. То есть что образующаяся масляная ванна не поднимается так высоко, что удлинение втулки шейки вращается в этой масляной ванне, что приводило бы к нарушению уплотнения.
Предлагаемое выполнение пространства для улавливания смазочного средства в виде кольцеобразной окружной канавки на стороне бочки, которая в нижней зоне подушки имеет расширение, обеспечивает то преимущество, что выходящее по окружности из щели между подшипниковой втулкой и втулкой шейки смазочное средство может приниматься везде по окружности. Кроме того, расширение обеспечивает то преимущество, что, в частности, в нижней зоне подушки, где на основании силы тяжести собирается особенно много выходящего смазочного средства, имеется достаточное пространство для собирающегося смазочного средства.
Согласно изобретению противоположная стороне бочки, ограничивающая пространство для улавливания смазочного средства стенка подушки, при рассматривании от продольной оси подушки, является радиально-гладкой. При этом важно, что внутренняя сторона подушки, по возможности по всей ширине, находится в соединении с силовым и геометрическим замыканием с подшипниковой втулкой. Предпочтительно, выполненная в соответствии с изобретением стенка вследствие ее радиально-гладкого выполнения не имеет выступающих к стороне бочки валка выступов или приливов, которые не соединены с силовым и/или геометрическим замыканием с подшипниковой втулкой. За счет выполнения согласно изобретению обеспечивается оптимальный силовой поток от шеек опорного валка через втулки шеек, подшипниковые втулки в подушку; это было бы невозможно при предусмотрении известных приливов, соответственно, выступов.
В данном описании применяются понятия внизу и вверху, вертикально и горизонтально. Эти понятия служат для описания положения отдельных технических признаков подушки, соответственно, для описания относительного положения отдельных технических признаков друг к другу. При применении этих понятий предполагается, что подушка установлена на горизонтальной плоскости. В изображениях на фиг. 1-6 может предполагаться, что подушка установлена, например, на горизонтальной плоскости, соответственно, как показано на фиг. 1, установлена горизонтально в станине прокатной клети.
Согласно первому примеру выполнения подушка имеет на стороне бочки кольцеобразно проходящий держатель уплотнения для удерживания кольцевого уплотнения. Этот держатель уплотнения выполнен согласно изобретению за одно целое с подушкой. В конструкциях, согласно уровню техники, этот держатель уплотнения был часто привинчен в виде крышки к подушке. Это требует больше затрат при изготовлении, поскольку крышку необходимо изготавливать в виде отдельного конструктивного элемента. Кроме того, монтаж и демонтаж этой крышки требует много времени и поэтому также приводит к повышению стоимости. За счет предусмотренного в соответствии с изобретением выполнения держателя уплотнения за одно целое с подушкой в виде единой литой части предпочтительно отпадает необходимость изготовления отдельно крышки и требующего затрат времени и средств монтажа, соответственно, демонтажа крышки.
Кольцевое уплотнение служит для герметизации относительно шейки валка, соответственно, удлинения втулки шейки. Кольцевое уплотнение служит также для герметизации улавливающего смазочное средство пространства относительно бочки верхнего опорного валка.
Согласно другому предпочтительному примеру выполнения подушка имеет в зоне улавливающего смазочное средство пространства два выпускных отверстия для смазочного средства, которые расположены зеркально симметрично относительно вертикальной продольной средней плоскости. Предусмотрение двух выпускных отверстий для смазочного средства обеспечивает вытекание смазочного средства.
Расширение в нижней зоне подушки на ее стороне бочки может быть предусмотрено без проблем также с конструктивной точки зрения, поскольку в нижней зоне не возникают особенно большие усилия прокатки. В противоположность этому, усилие прокатки действует в верхнем опорном валке и в принимающих их подушках вверх, то есть в верхней зоне подушек, как это известно из уровня техники.
Обычно подушка содержит введенную в ее основное отверстие цилиндрическую подшипниковую втулку.
Кольцеобразное улавливающее смазочное средство пространство и его расширение изготавливаются согласно изобретению посредством фрезерования отлитой перед этим подушки. Выпускное отверстие для смазочного средства можно изготавливать просто посредством сверления отлитой подушки. Фрезерование и сверление обеспечивает возможность геометрически очень точного выполнения улавливающего смазочное средство пространства, его расширения и выпускных отверстий.
Прилагаются шесть чертежей, на которых изображено:
фиг. 1 - поперечный разрез через окно станины прокатной клети;
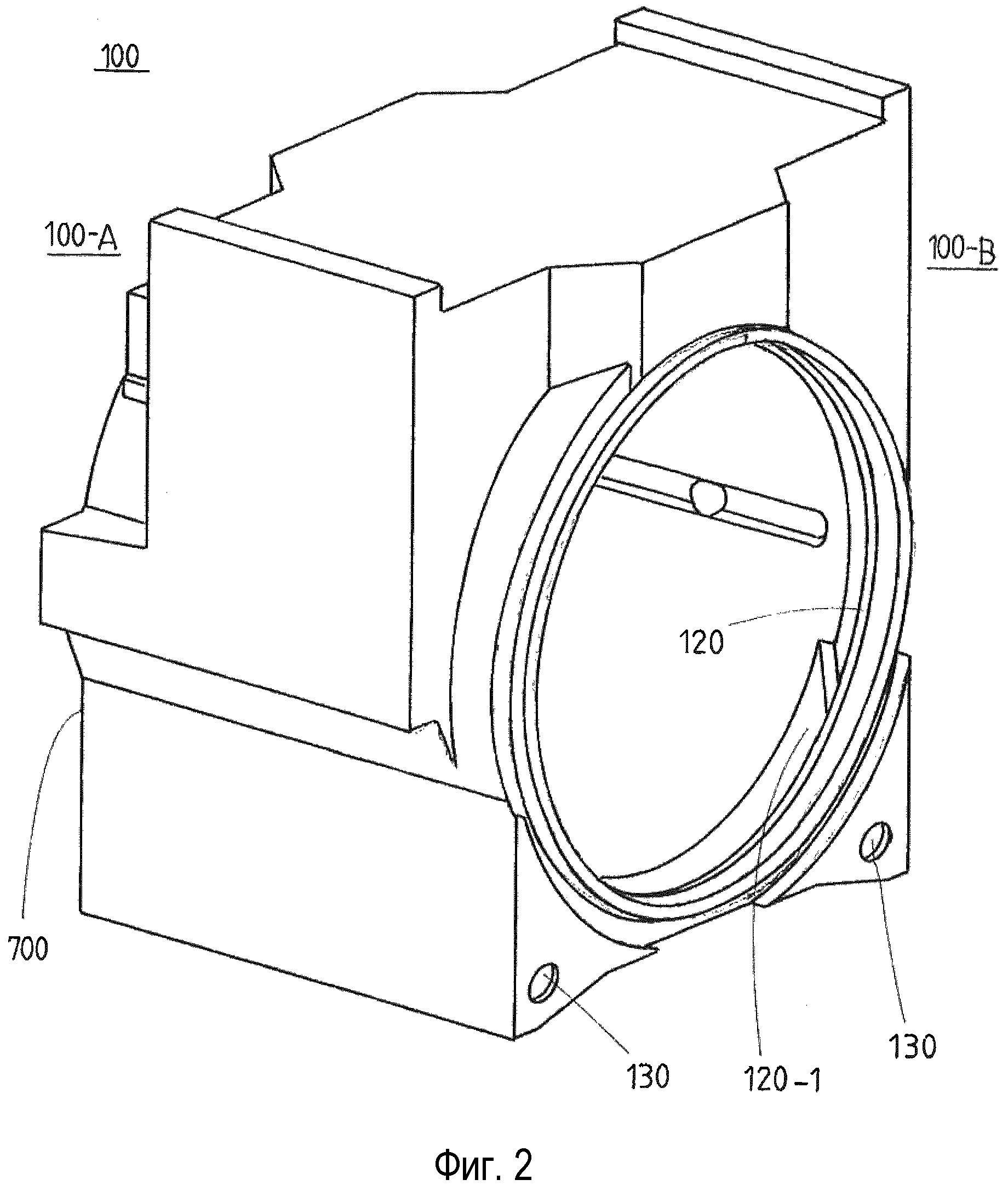
фиг. 2 - подушка согласно изобретению, в изометрической проекции со стороны бочки;
фиг. 3 - подушка согласно фиг. 2, в разрезанном состоянии;
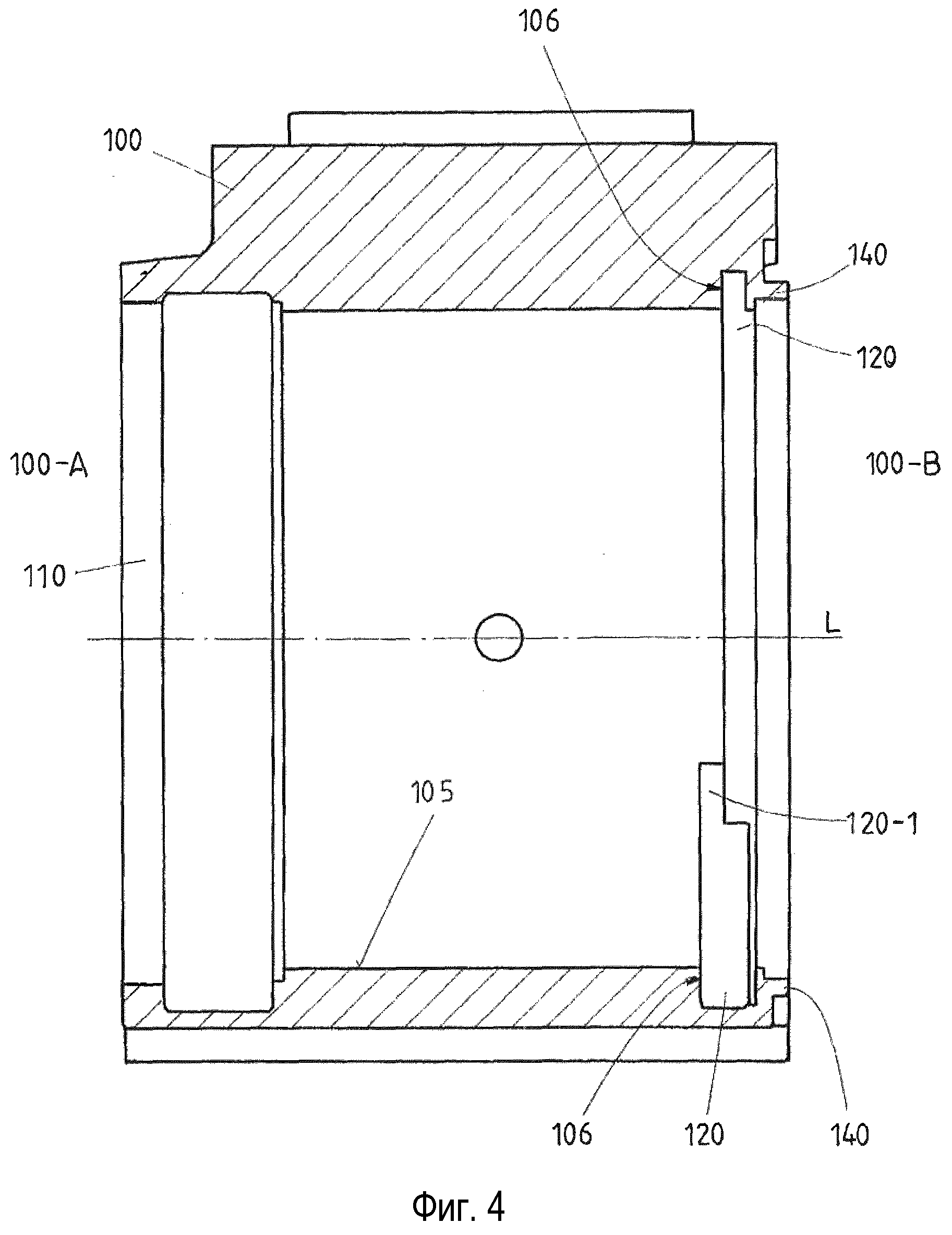
фиг. 4 - продольный разрез подушки согласно изобретению;
фиг. 5 - поперечный разрез подушки согласно изобретению, через сторону бочки; и
фиг. 6 - уплотнение верхнего опорного валка в подушке с показанной в увеличенном масштабе верхней зоной подушки и нижней зоной подушки.
Ниже приводится подробное описание изобретения на основе примеров выполнения, показанных на указанных фигурах. На всех фигурах одинаковые технические элементы обозначены одинаковыми позициями.
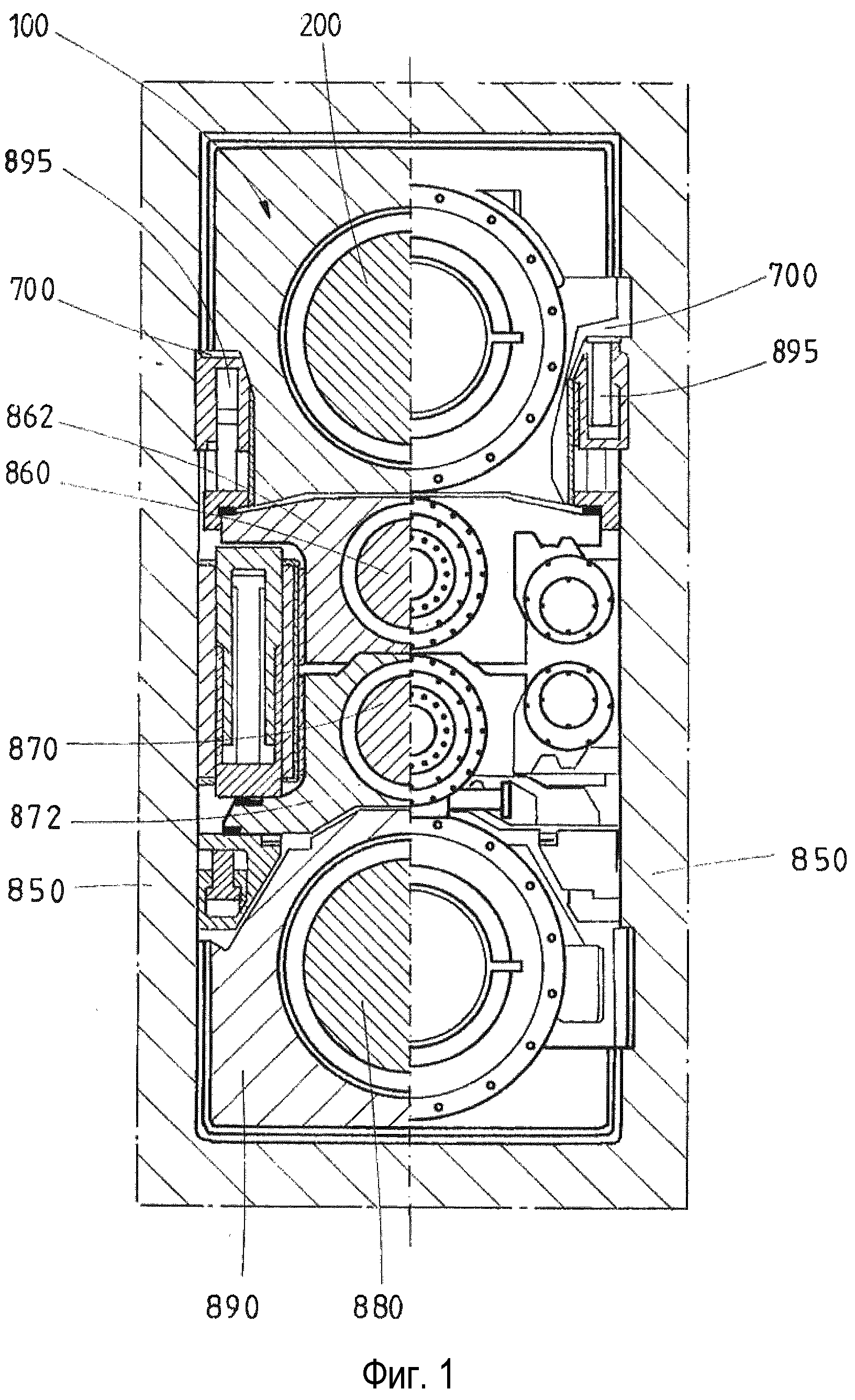
На фиг. 1 показан поперечный разрез через окно станины прокатной клети. Окно станины обозначено позицией 850. В середине окна станины показаны верхний рабочий валок 860 и нижний рабочий валок 870, которые установлены каждый в их подушках 862, 872 с возможностью вращения и с возможностью вертикального сдвига в окне 850 станины. Нижний опорный валок 870 соотнесен с нижним опорным валком 880, который в свою очередь установлен с возможностью вращения в подушке 890 нижнего опорного валка. Верхний рабочий валок 860 соотнесен с верхним опорным валком 200, который в свою очередь установлен с возможностью вращения в подушке 100 верхнего опорного валка и предпочтительно с возможностью вертикального сдвига в окне 850 станины. Конструктивное выполнение этой подушки 100 верхнего опорного валка является предметом настоящего изобретения.
На фиг. 1 показано, что в изображенном поперечном разрезе через окно станины подушка верхнего опорного валка в своем левом и правом нижнем углу имеет соответствующие выемки 700, с целью создания пространства для расположения, например, действующих в отрицательном направлении гибочных цилиндров 895, которые обычно монтируются неподвижно на окне станины.
На фиг. 2 показана в изометрической проекции подушка 100 верхнего опорного валка. На переднем плане показана сторона 100-В бочки подушки; это та сторона, которая затем при установленном опорном валке обращена к бочке опорного валка. Противоположно стороне бочки лежит выпускная сторона 100-А подушки, которая называется так, поскольку там собирающееся в кольцеобразном улавливающем пространстве 120 и его расширении 120-1 во время режима прокатки смазочное средство выпускается через выпускные отверстия 130 для смазочного средства.
Хорошо видны также обеспечиваемые за счет конструкции согласно изобретению выемки 700, пространство которых можно использовать, например, для предусмотрения указанных действующих в отрицательном направлении гибочных цилиндров 895.
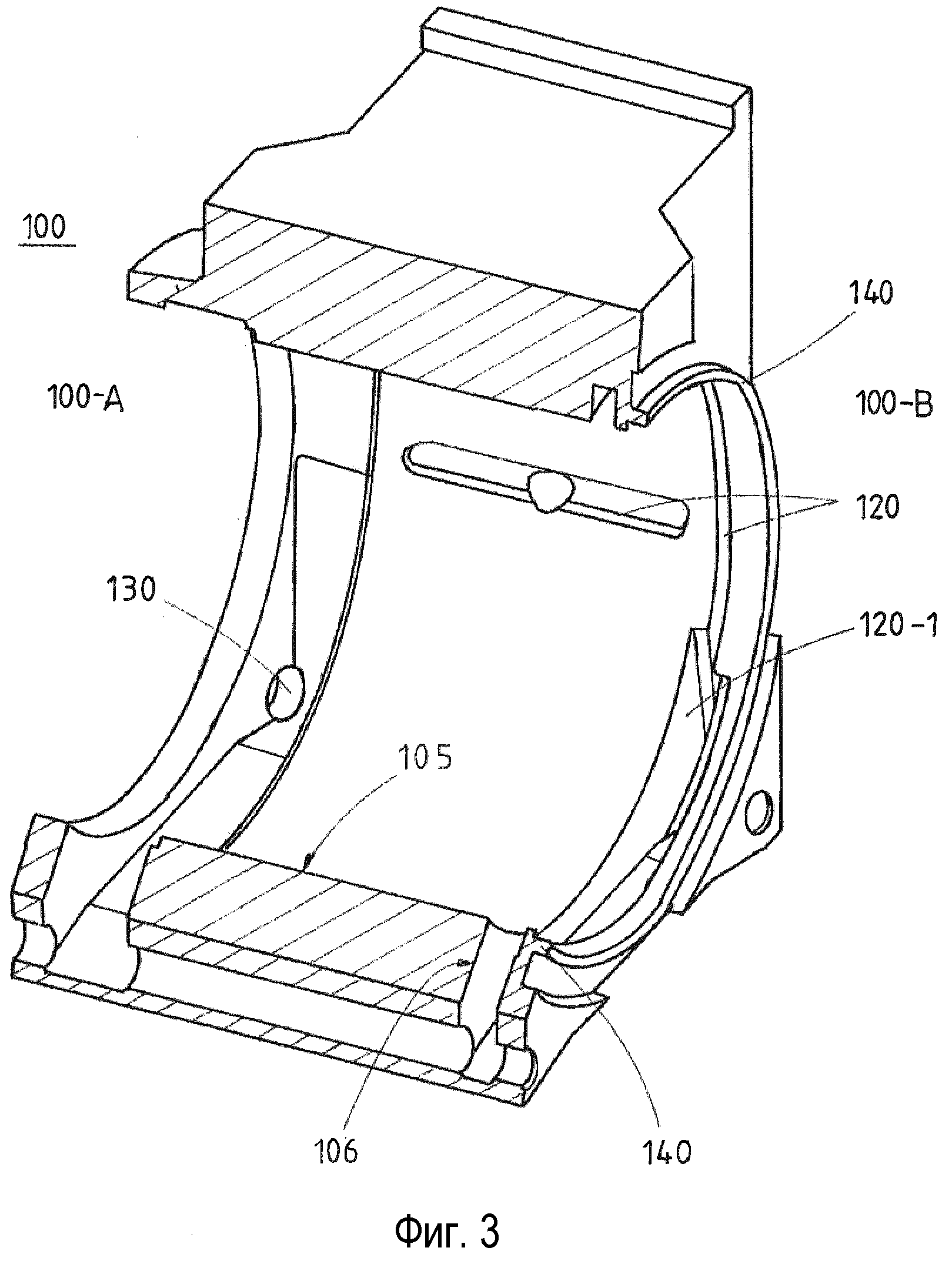
На фиг. 3 показана подушка по фиг. 2 в разрезанном состоянии. Наряду с указанным кольцеобразным и имеющим форму канавки окружным улавливающим смазочное средство пространством 120 и его расширением 120-1, здесь показан держатель 140 уплотнения, который выполнен согласно изобретению за одно целое с подушкой. Предпочтительно, он отливается одновременно с отливкой подушки. Держатель 140 уплотнения служит для размещения кольцевого уплотнения 400, как будет более подробно пояснено со ссылками на фиг. 6.
Кроме того, на фиг. 3 показана внутренняя сторона 105 подушки, к которой прилегает с силовым и геометрическим замыканием подшипниковая втулка 160 (см. фиг. 6). Кроме того, противоположная стороне бочки сторона имеющего форму канавки окружного улавливающего смазочное средство пространства 120 обозначена позицией 106. Эта стенка выполнена согласно изобретению радиально-гладкой относительно продольной оси L подушки.
На фиг. 4 показана подушка согласно изобретению в продольном разрезе через продольную ось L. Дополнительно к уже указанным позициям здесь показан диаметр D основного отверстия 110 подушки.
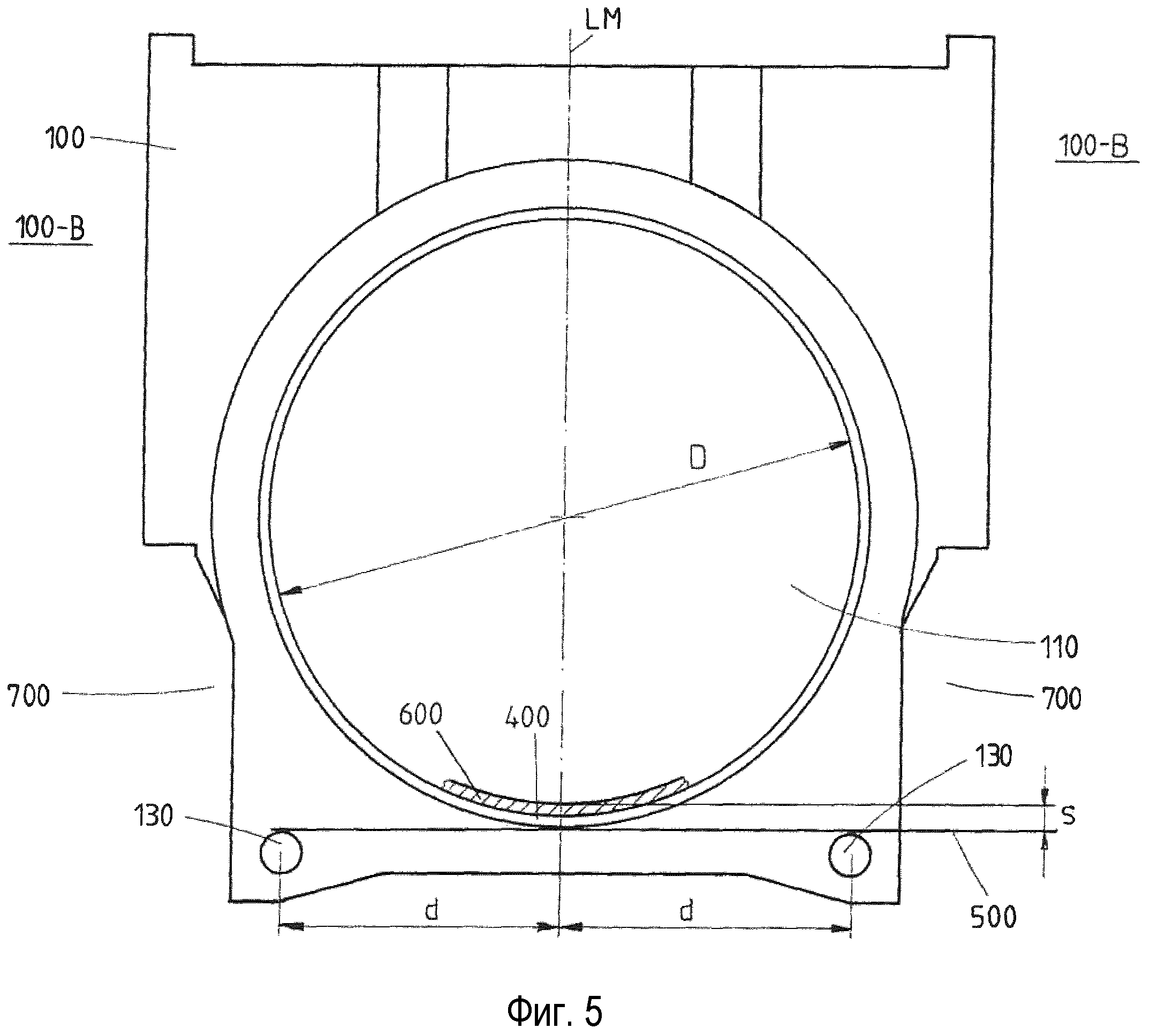
На фиг. 5 показан поперечный разрез подушки для верхнего опорного валка на стороне обслуживания клети. На этой фигуре иллюстрированы, в частности, существенные критерии для расположения, соответственно, позиционирования выпускных отверстий 130 для смазочного средства. А именно, с одной стороны показано расстояние d, которое задает расстояние средней точки одного из выпускных отверстий 130 для смазочного средства до вертикальной продольной средней плоскости LM подушки 100. Согласно изобретению это расстояние d должно быть меньше или равно половине диаметра D основного отверстия 110 подушки без подшипниковой втулки, с целью обеспечения возможности уменьшения ширины подушки в нижней зоне настолько, что могут быть реализованы желаемые выемки 700. Одновременно вертикальное минимальное расстояние s в вертикальной продольной средней плоскости LM от наружной боковой поверхности удлинения 232 втулки шейки (см. фиг. 6), называемое также рабочим диаметром или поверхностью 600 прохождения кольцевого уплотнения 400, в нижней зоне подушки относительно горизонтальной тангенциальной плоскости 500 у верхней кромки выпускных отверстий 130 для смазочного средства не должно быть меньше заданного порогового значения минимального расстояния. Это требуется для обеспечения работы кольцевого уплотнения. Пороговое значение минимального расстояния для расстояния s составляет, например, 2 мм; в качестве верхнего предела для этого расстояния можно устанавливать, например, 10 мм.
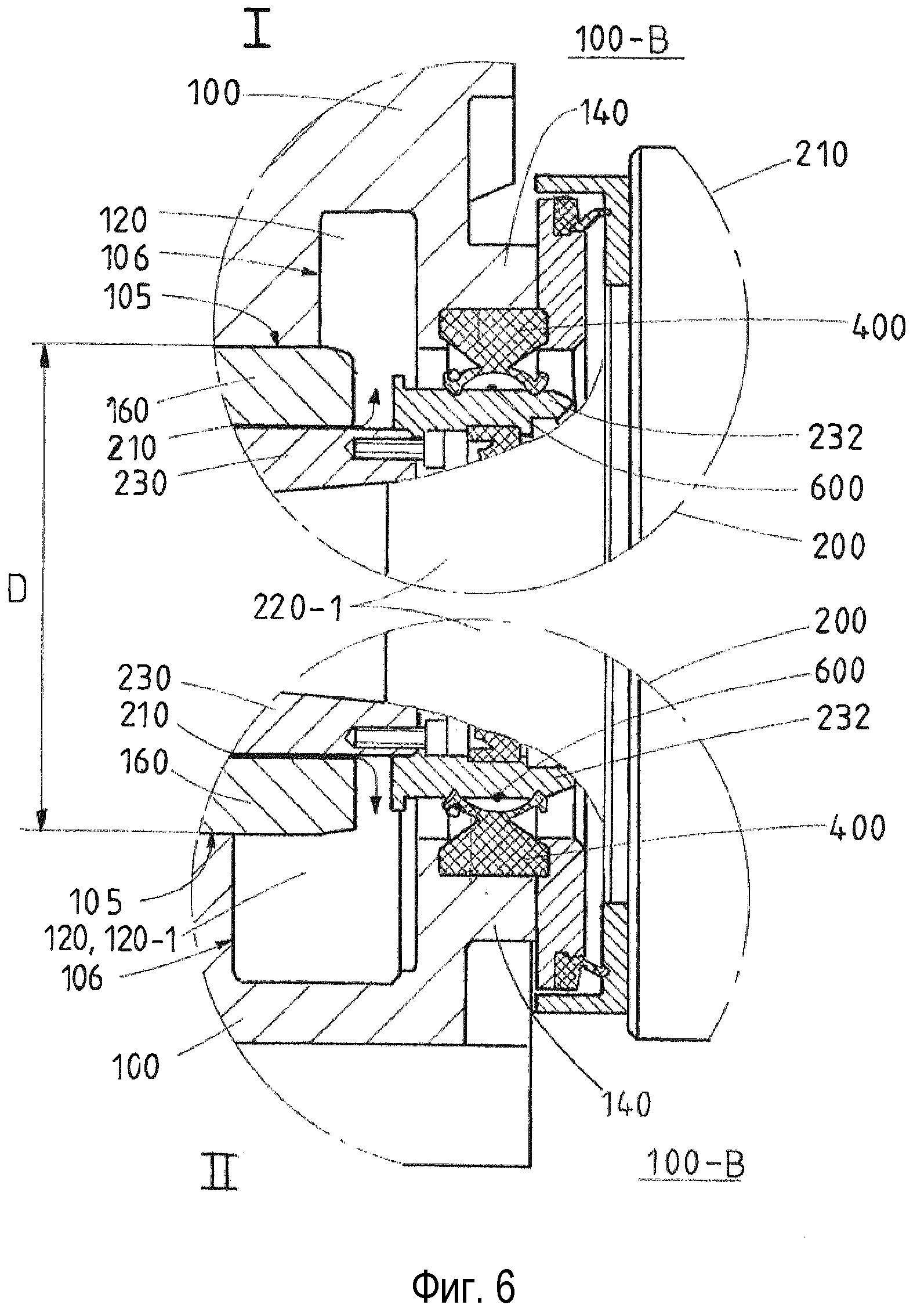
На фиг. 6 показана подушка 100 согласно изобретению с установленным верхним опорным валком 200. В верхней части I на фиг. 6 показана в увеличенном масштабе верхняя зона подушки с кольцевым уплотнением 400, а в нижней части II на фиг. 6 показана в увеличенном масштабе нижняя часть подушки с тем же кольцевым уплотнением 400. В обоих случаях показана в увеличенном масштабе одна и та же подушка 100.
Верхний опорный валок 200 содержит бочку 210 валка и шейку 220-1 валка. На шейку валка насажена без возможности проворачивания втулка 230 шейки с проходящим в направлении бочки валка привинченным удлинением 232. Опорный валок 200 с шейкой 220-1 валка и втулкой 230 валка установлен с возможностью вращения в подшипниковой втулке 160. Между подшипниковой втулкой 160 и втулкой 230 шейки образована смазочная пленка, из который во время режима прокатки выходит смазочное средство в улавливающее смазочное средство пространство 120 и его расширение 120-1. Подшипниковая втулка 160 установлена без возможности проворачивания в основном отверстии 110 подушки 100.
Кроме того, на фиг. 6 показан держатель 140 уплотнения, который соединен за одно целое с подушкой 100. Держатель 140 уплотнения служит для размещения кольцевого уплотнения 400, которое своими уплотнительными манжетами прилегает к удлинению 232 втулки шейки и выполняет функцию уплотнения в обоих направлениях (препятствует выходу смазочного масла в направлении бочек валков и не допускает прохождения охлаждающей воды, возможно, с загрязнениями в пространство смазочного масла, то есть в улавливающее смазочное средство пространство).
Перечень позиций
100 Подушка
100-А Выпускная сторона подушки
100-В Сторона бочки подушки
105 Внутренняя сторона подушки
106 Стенка
110 Отверстие
120 Улавливающее смазочное средство пространство
120-1 Расширение улавливающего смазочное средство пространства
130 Выпускное отверстие для смазочного средства
140 Держатель уплотнения
160 Подшипниковая втулка
200 Верхний опорный валок
205 Смазочная пленка
210 Бочка валка
220-1 Шейка верхнего опорного валка
230 Втулка шейки
232 Удлинение втулки шейки
400 Кольцевое уплотнение
500 Горизонтальная тангенциальная плоскость
600 Поверхность прохождения уплотнительных манжет кольцевого уплотнения
700 Выемки
850 Окно станины
860 Верхний рабочий валок
862 Подушка верхнего рабочего валка
870 Нижний рабочий валок
872 Подушка нижнего рабочего валка
880 Нижний опорный валок
890 Подушка нижнего опорного валка
895 Гибочный цилиндр
D Диаметр основного отверстия
d Расстояние
s Расстояние
LM Вертикальная продольная средняя плоскость подушки
L Продольная ось
Устройство для охлаждения валков
Способ и установка для изготовления металлической полосы
Устройство для охлаждения валков
Опорный узел прокатного валка
Способ для извлечения металла из содержащего металл шлака, а также устройство для извлечения металла
Способ очистки и/или удаления окалины с плоской заготовки или черновой полосы с помощью устройства для гидросбива окалины и устройство для гидросбива окалины
Способ и устройство для динамического снабжения охлаждающим средством охлаждающего устройства для охлаждения металлической полосы или подобного прокатываемого изделия
Способ и устройство для охлаждения поверхностей в разливочных агрегатах, прокатных агрегатах или других линиях обработки полосы
Опора для валка прокатного стана
Система барабанных ножниц
Способ и устройство для охлаждения валков
Устройство обнаружения для металлических полос или листов
Опорный ролик
Способ для открытия и закрытия выпускного отверстия металлургической плавильной емкости
Устройство для охлаждения валков
Способ и установка для изготовления металлической полосы
Устройство для охлаждения валков
Опорный узел прокатного валка
Способ для извлечения металла из содержащего металл шлака, а также устройство для извлечения металла
Способ очистки и/или удаления окалины с плоской заготовки или черновой полосы с помощью устройства для гидросбива окалины и устройство для гидросбива окалины

