Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ДИНАМИЧЕСКОГО СНАБЖЕНИЯ ОХЛАЖДАЮЩИМ СРЕДСТВОМ ОХЛАЖДАЮЩЕГО УСТРОЙСТВА ДЛЯ ОХЛАЖДЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ИЛИ ПОДОБНОГО ПРОКАТЫВАЕМОГО ИЗДЕЛИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Данное изобретение относится к способу, а также устройству для динамического снабжения охлаждающим средством охлаждающего устройства для охлаждения металлической полосы или подобного прокатываемого изделия. Охлаждающее устройство может содержать, в частности, один или несколько форсуночных коллекторов.
Уровень техники
Из уровня техники уже известно множество систем для подачи охлаждающей воды из верхнего бака для ламинарного охлаждения или охлаждения под давлением в станах горячей прокатки. Для охлаждения горячего прокатываемого изделия требуется значительное количество воды, с целью достаточно определенного и быстрого охлаждения полосы в зависимости от требований к изготавливаемому изделию. Необходимое для достижения определенной скорости охлаждения количество воды часто составляет порядка нескольких сотен или даже тысяч кубических метров в час. Эти чрезвычайно большие количества воды направляются, например, через дросселируемые клапанами системы трубопроводов из верхнего бака к форсуночным коллекторам.
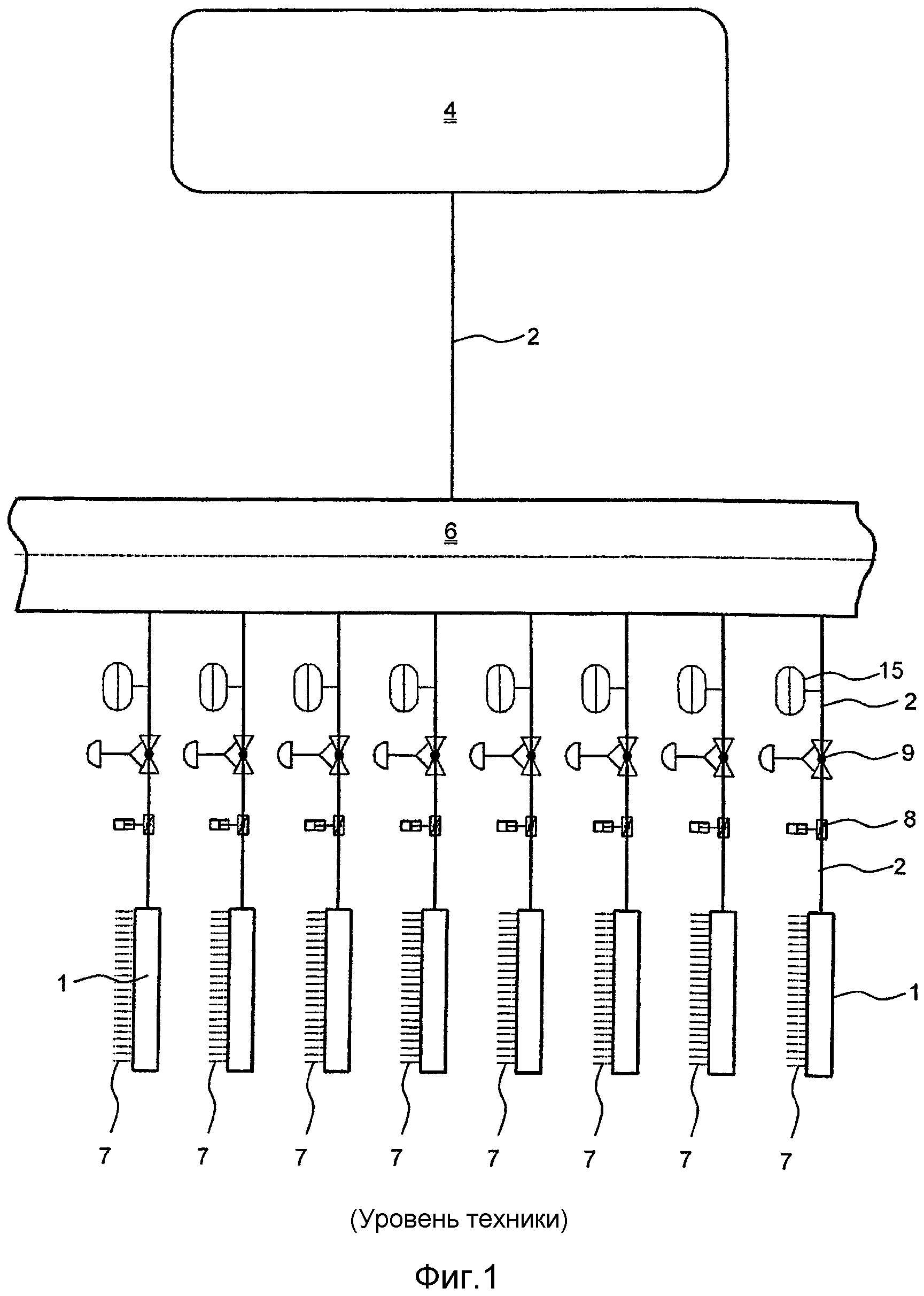
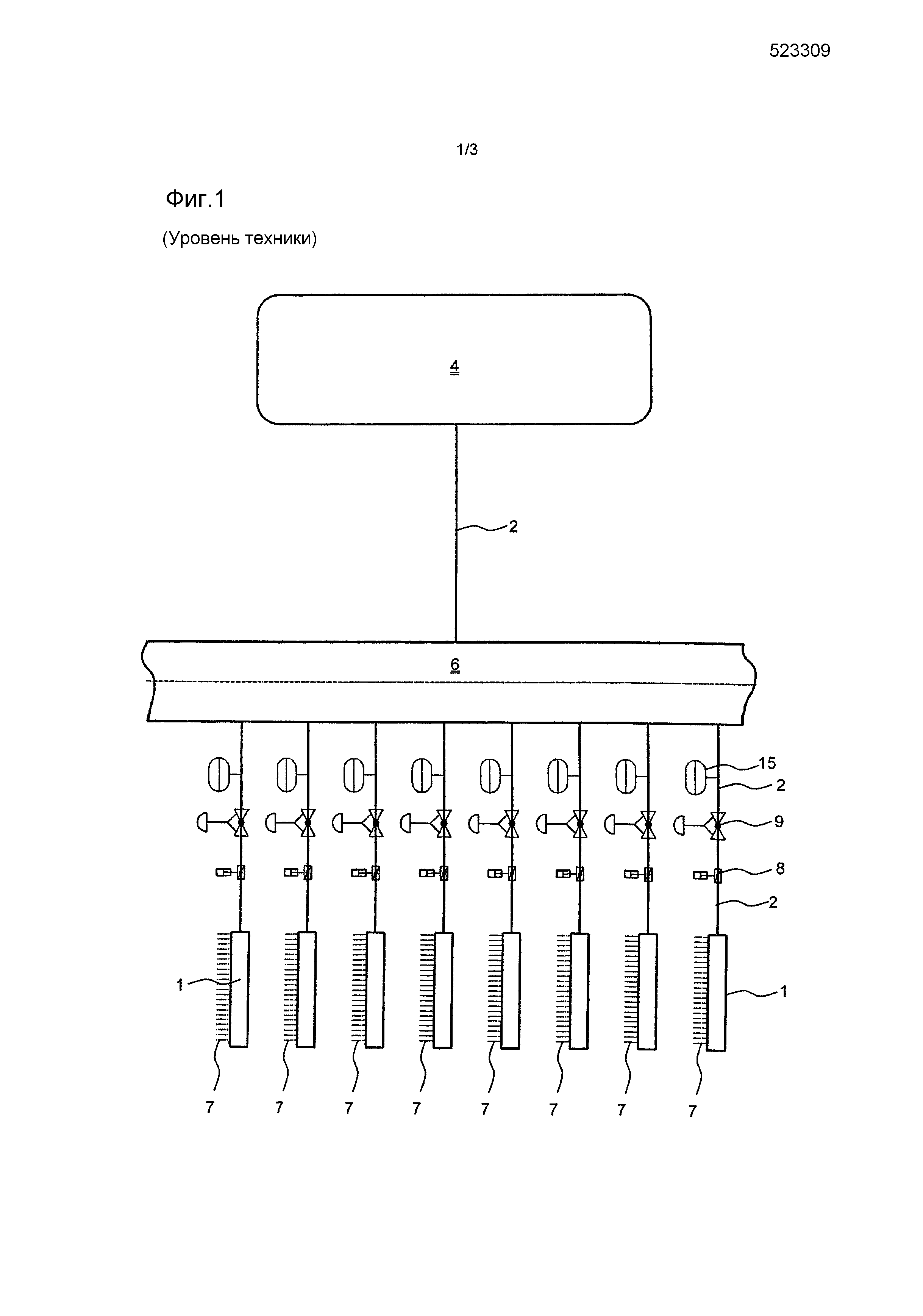
Такая система, согласно уровню техники, показана в качестве примера на фиг. 1. Находящаяся в верхнем баке 4 вода подается по трубопроводам 2 в центральный распределитель 6. От этого общего распределителя 6 вода подается через другие трубопроводы в отдельные форсуночные коллекторы 1. Однако эта известная система имеет некоторые недостатки. Для современных металлических сплавов или сталей необходимо обеспечивать возможно более точную установку, соответственно, регулирование больших скоростей охлаждения. Однако это затрудняется вследствие очень больших подаваемых количеств воды. В частности, процессы включения и выключения нельзя выполнять удовлетворительно быстро с помощью существующих способов, которые в большинстве случаев содержат регулировочные клапаны, за счет чего процесс включения охлаждения часто занимает более 10 с для достижения желаемой скорости охлаждения. Однако поскольку прокатываемое изделие во многих случаях перемещается через установку со скоростью в несколько метров в секунду, то очень большая длина ленты не охлаждается с желаемой скоростью охлаждения, что приводит к снижению качества этого участка полосы.
Другой недостаток состоит в больших силах, которые воздействуют в процессах переключения на системы трубопроводов, соответственно, охлаждающие установки. В частности, при быстрых процессах переключения подачи охлаждающей воды существует опасность того, что сильные гидравлические удары повреждают охлаждающую систему. Такие пики давления могут приводить даже к выходу из строя охлаждающей установки и тем самым всего прокатного стана.
В WO 2012/011578 А1 раскрыто устройство для охлаждения металлической полосы, согласно ограничительной части пункта 5 формулы изобретения, а также способ охлаждения металлической полосы, согласно ограничительной части пункта 1 формулы изобретения. Охлаждающее устройство содержит множество направленных на металлическую полосу групп форсуночных сопел, которые расположены в общем корпусе и снабжаются охлаждающим средством по меньшей мере через один подводящий трубопровод.
С учетом указанного уровня техники, техническая задача изобретения состоит в обеспечении улучшенного снабжения водой, которое, в частности, предотвращает или по меньшей мере значительно уменьшает гидравлические удары в процессах включения. Кроме того, техническая задача состоит в достижении быстрее, чем до настоящего времени, желаемой скорости охлаждения, для возможно более оптимального снабжения прокатываемой полосы охлаждающим средством.
Сущность изобретения
Поставленная техническая задача решена с помощью признаков способа динамического снабжения охлаждающего устройства, в частности, по меньшей мере одного форсуночного коллектора, для охлаждения металлической полосы или подобного прокатываемого изделия, охлаждающим средством в соответствии с пунктом 1 формулы изобретения. При этом способ содержит по меньшей мере стадии обеспечения предварительно ускоренного, соответственно, протекающего потока охлаждающего средства, при этом поток охлаждающего средства обходит вокруг охлаждающего устройства и направляется в возвратный контур, а также контролирования присутствия и/или температуры подлежащей охлаждению металлической полосы или подобного прокатываемого изделия. Согласно изобретению, предварительно ускоренный поток охлаждающего средства направляется, соответственно, отклоняется к охлаждающему устройству в зависимости от присутствия и/или температуры металлической полосы или подобного прокатываемого изделия, при этом поток охлаждающего средства вместо обхода вокруг охлаждающего устройства и направления в возвратный контур, подается с предварительным ускорением в охлаждающее устройство для охлаждения металлической полосы или подобного прокатываемого изделия.
За счет предварительного ускорения охлаждающего средства и изменения направления, соответственно, отклонения этого предварительно ускоренного потока охлаждающего средства можно предотвращать, соответственно, значительно уменьшать воздействующие на конструктивные элементы установки гидравлические удары. Кроме того, значительно улучшается время реакции охлаждения. Процесс отклонения можно выполнять значительно быстрее, чем процесс ускорения удаленного, находящегося в покое количества воды. Дополнительно к этому, можно быстрее и точнее достигать, соответственно, устанавливать желаемую скорость охлаждения. Таким образом, улучшается в целом возможность регулирования используемых объемных потоков.
Согласно одному предпочтительному примеру выполнения, потеря давления предварительно ускоренного потока охлаждающего средства при обходе вокруг охлаждающего устройства и потеря давления при подаче предварительно ускоренного потока охлаждающего средства в охлаждающее устройство отличаются друг от друга меньше чем на 50%, предпочтительно меньше чем на 25% или даже меньше чем на 10%. Предпочтительно, оба значения по существу одинаковы. Таким образом, за счет отклонения потока охлаждающего средства предотвращаются гидравлические удары потока охлаждающего средства при отклонении потока охлаждающего средства для подачи его в охлаждающее устройство. Другими словами, сопротивление потоку для потока охлаждающего средства при прохождении вокруг или направлении к охлаждающему устройству по существу одинаково или отличается на меньшее, чем указанное выше значение.
Процесс отклонения осуществляется предпочтительно за менее чем 5 с или даже за менее чем 1,5 с. Как раз при таком относительно коротком времени переключения способ, согласно изобретению, имеет особое преимущество.
Согласно одному предпочтительному примеру выполнения, отклонение потока охлаждающего средства происходит меньше чем в 5 м, предпочтительно меньше в 1 м по потоку перед охлаждающим устройством (1) (так что путь прохождения потока охлаждающего средства между местом (5) отклонения и выходами (7) охлаждающего устройства (1) для охлаждения полосы удерживается возможно более коротким).
Согласно другому предпочтительному варианту выполнения, отклоненный объемный поток охлаждающего средства, соответственно, поток охлаждающего средства составляет больше 150 м3/ч и предпочтительно больше 400 м3/ч. Как раз с учетом таких больших объемных потоков данное изобретение является особенно предпочтительным.
Кроме того, изобретение относится также к устройству для охлаждения металлической полосы, предпочтительно для выполнения способа по любому из предшествующих пунктов формулы изобретения. Устройство содержит, прежде всего, охлаждающее приспособление для охлаждения металлической полосы или подобного прокатываемого изделия, которое содержит по меньшей мере один форсуночный коллектор с выходами для охлаждающего средства для подачи охлаждающего средства на металлическую полосу. Кроме того, устройство содержит направляющие средства для направления потока охлаждающего средства от источника охлаждающего средства к форсуночному коллектору, а также обводные средства для направления потока охлаждающего средства из направляющих средств в возвратный контур. Переключаемые отклоняющие средства устройства предназначены для переключаемого направления потока охлаждающего средства через направляющие средства к форсуночному коллектору или для отклонения потока охлаждающего средства от направляющих средств в обводные средства.
Преимущества устройства соответствуют по существу преимуществам указанного выше способа.
В одном предпочтительном варианте выполнения устройство может содержать по меньшей мере один клапан для регулирования объемного потока (протекающего) через направляющие средства потока охлаждающего средства, при этом отклоняющие средства расположены по потоку после регулировочного клапана.
В другом предпочтительном варианте выполнения переключаемые отклоняющие средства содержат по меньшей мере одну переключаемую заслонку для направления потока охлаждающего средства к форсуночным коллекторам или в обводные средства.
В другом предпочтительном варианте выполнения направляющие средства содержат дополнительно насос для увеличения подачи объемного потока. С помощью такого насоса можно создавать еще больше предварительно ускоренный объемный поток.
В другом предпочтительном варианте выполнения предусмотрена возможность обхода насоса с помощью байпаса для потока охлаждающего средства. За счет такого расположения обеспечивается возможность охлаждения с помощью находящегося в распоряжении без какого-либо насоса давления охлаждающего средства. Давление воды может обеспечиваться, например, с помощью верхнего бака.
Таким образом, в целом обеспечивается возможность создания очень малых объемных потоков (например, в ламинарном режиме), а также очень больших объемных потоков (в режиме нагнетания с помощью насоса).
В другом предпочтительном варианте выполнения несколько форсуночных коллекторов, предпочтительно максимально десять форсуночных коллекторов объединены в первую охлаждающую группу, при этом в первую охлаждающую группу предусмотрена возможность подачи охлаждающего средства через первые направляющие средства, и максимально для трех форсуночных коллекторов первой охлаждающей группы предусмотрены переключаемые отклоняющие средства для направления потока охлаждающего средства из первых направляющих средств в возвратный контур, так что обеспечивается возможность отклонения потока охлаждающего средства максимально трех форсуночных коллекторов первой охлаждающей группы отдельно от остальных форсуночных коллекторов первой охлаждающей группы в обводные средства, соответственно, в возвратный контур.
В другом предпочтительном варианте выполнения несколько других форсуночных коллекторов, предпочтительно максимально десять других форсуночных коллекторов, объединены во вторую охлаждающую группу, при этом во вторую охлаждающую группу предусмотрена возможность подачи охлаждающего средства через вторые направляющие средства, и максимально для трех форсуночных коллекторов второй охлаждающей группы предусмотрены переключаемые отклоняющие средства для направления потока охлаждающего средства из вторых направляющих средств в возвратный контур, так что обеспечивается возможность отклонения потока охлаждающего средства максимально трех форсуночных коллекторов второй охлаждающей группы отдельно от остальных форсуночных коллекторов второй охлаждающей группы в обводные средства, соответственно, в возвратный контур.
В другом предпочтительном варианте выполнения предусмотрена возможность подачи, соответственно, снабжения охлаждающим средством первой и второй охлаждающей группы отдельно друг от друга с помощью источника.
В другом предпочтительном варианте выполнения предусмотрена возможность увеличения объемного потока для каждой отдельной охлаждающей группы по отдельности с помощью насоса.
В другом предпочтительном варианте выполнения устройство содержит несколько форсуночных коллекторов, при этом каждый форсуночный коллектор отдельно от других форсуночных коллекторов согласован с переключаемым отклоняющим средством, при этом предусмотрена либо возможность подачи в каждый форсуночный коллектор предварительно ускоренного потока охлаждающего средства через направляющие средства, либо возможность подачи потока охлаждающего средства через согласованные с форсуночным коллектором отклоняющие средства в обводные средства.
В другом предпочтительном варианте выполнения по меньшей мере один из форсуночных коллекторов опирается на опорное приспособление, и переключаемое отклоняющее средство смонтировано на этом опорном приспособлении. В качестве альтернативного решения, переключаемые отклоняющие средства расположены по потоку перед форсуночным коллектором меньше чем в 5 м, предпочтительно меньше чем в 3 м.
Все признаки указанных выше вариантов выполнения можно комбинировать друг с другом, соответственно, заменять друг другом.
Краткое описание чертежей
Ниже приводится краткое описание чертежей примеров выполнения. Другие детали следуют из подробного описания примеров выполнения. На чертежах схематично изображено:
фиг. 1 - устройство, согласно уровню техники, для снабжения нескольких форсуночных коллекторов охлаждающим средством;
фиг. 2 - пример выполнения устройства, согласно изобретению, для охлаждения металлической полосы или подобного прокатываемого изделия; и
фиг. 3 - другой пример выполнения устройства, согласно изобретению, для охлаждения металлической полосы или подобного прокатываемого изделия.
Подробное описание примеров выполнения
Для лучшего понимания сначала приводится описание раскрытого на фиг. 1 уровня техники. Показан верхний бак 4, который служит в качестве накопителя охлаждающего средства. Предусмотрена подача охлаждающего средства, как правило, в распределитель 6, соответственно, в распределительную трубу 6. Из этого распределителя 6 охлаждающее средство можно подавать в несколько форсуночных коллекторов 1. При этом форсуночные коллекторы 1 для снабжения металлической полосы охлаждающим средством содержат каждый множество выходов 7. Как показано, между распределителем 6 и соответствующим форсуночным коллектором 1 может быть расположен измерительный датчик 15 (например, для давления или объемного потока охлаждающего средства), регулировочный клапан 9 или запирающий кран 8. С помощью этих элементов можно контролировать и устанавливать направляемый к соответствующему форсуночному коллектору 1 поток охлаждающего средства.
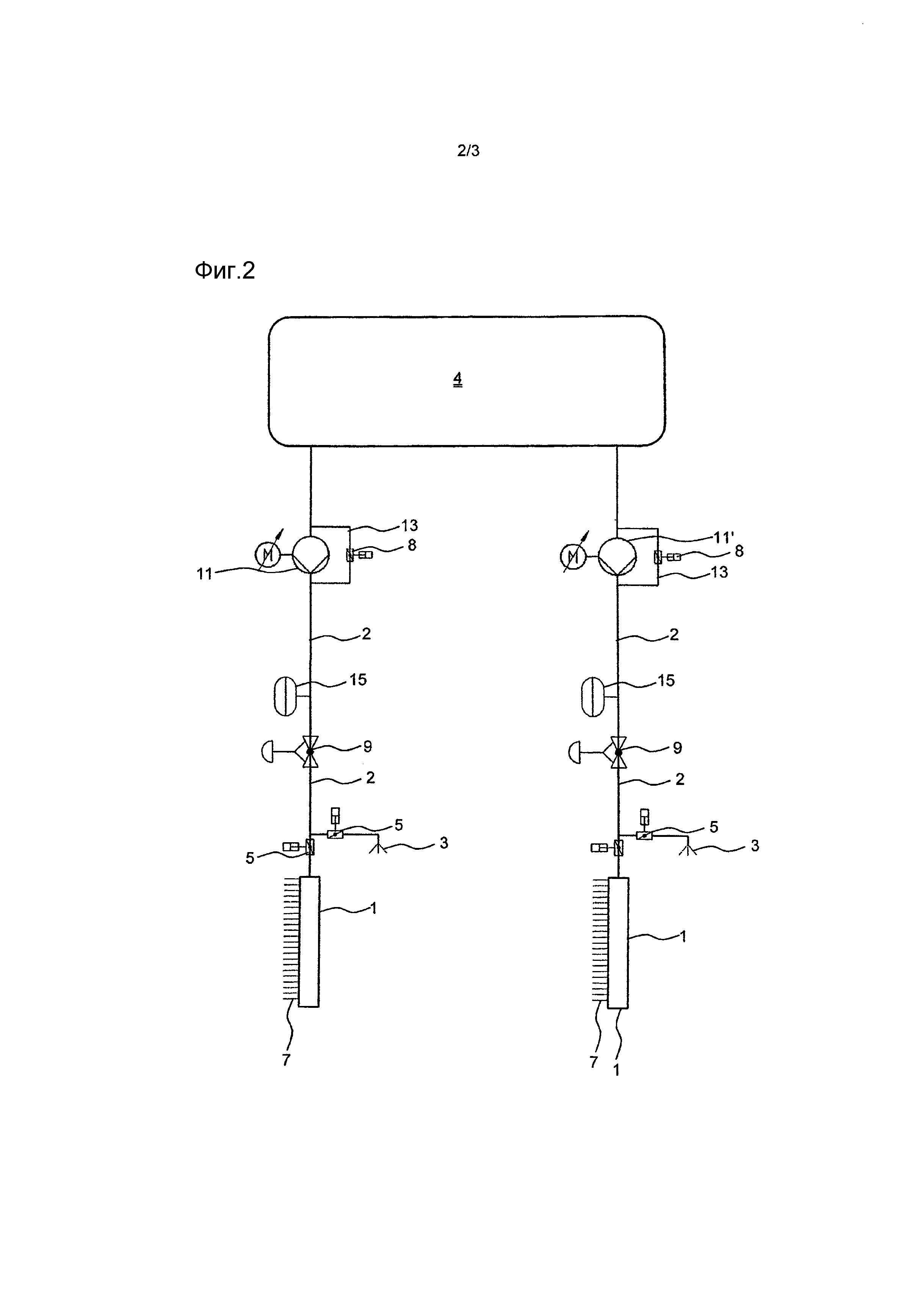
На фиг. 2 показана схема примера выполнения, согласно изобретению. Охлаждающее средство аналогично уровню техники на фиг. 1 обеспечивается с помощью накопителя 4. Однако в противоположность показанной на фиг. 1 системе, показанный на фиг. 2 пример выполнения, согласно изобретению, предпочтительно не содержит распределителя 6. Вместо этого в каждый форсуночный коллектор 1 охлаждающее средство подается из накопителя 4 отдельно через трубопровод 2. Подаваемый поток охлаждающего средства может быть увеличен с помощью насоса 11, 11', соответственно, бустерного насоса 11, 11'. Дополнительно к этому предусмотрена возможность обхода этого насоса 11, 11' для потока охлаждающего средства, например, через байпас 13. Этот байпас 13 может быть выполнен с возможностью переключения, так что поток охлаждающего средства подается либо через насос 11, 11', либо в обход насоса 11, 11' и направляется через систему 2 трубопроводов лишь с помощью (статического) давления накопителя 2. Кроме того, объемный поток можно контролировать с помощью измерительного датчика 15 и/или устанавливать с помощью регулировочного клапана 9. Однако конкретное регулирование объемного потока не является основным предметом изобретения и может осуществляться, например, с помощью уже известных мер технического регулирования. Решающее значение имеет то, что устройство, согласно изобретению, имеет переключаемые отклоняющие средства 5, которые могут отклонять предварительно ускоренный поток охлаждающего средства от форсуночного коллектора 1. Таким образом, протекающий, соответственно, предварительно ускоренный объемный поток можно направлять, например, сначала к сливу или переливу 3. Затем такой поток охлаждающего средства можно, например, возвращать в накопитель 4. Другой обработки охлаждающего средства не требуется, поскольку охлаждающее средство при отклонении с помощью средств 5 не загрязняется. Отклоняющие средства 5 могут содержать обычно два переключаемых запирающих клапана, соответственно, крана или заслонки, так что объемный поток подается либо к форсуночному коллектору 1, либо в возвратный контур 3. Однако возможна также система лишь с одной переключаемой заслонкой. С помощью указанной системы можно обеспечивать уже предварительно ускоренный поток охлаждающего средства, который предназначен для подачи при необходимости с помощью отклоняющих средств 5 в форсуночный коллектор 1. Средства 5 можно переключать, например, с помощью датчика, который регистрирует присутствие, соответственно, вход и выход полосы. В качестве альтернативного решения или дополнительно можно контролировать температуру полосы с помощью температурного датчика. Таким образом, в зависимости от температуры в качестве величины регулирования можно предпочтительно переключать, соответственно, устанавливать отклоняющие средства 5 (исполнительный элемент), с целью регулирования подачи охлаждающего средства (регулирующего воздействия) через форсуночные коллекторы 1 и их выходы 7 на полосу.
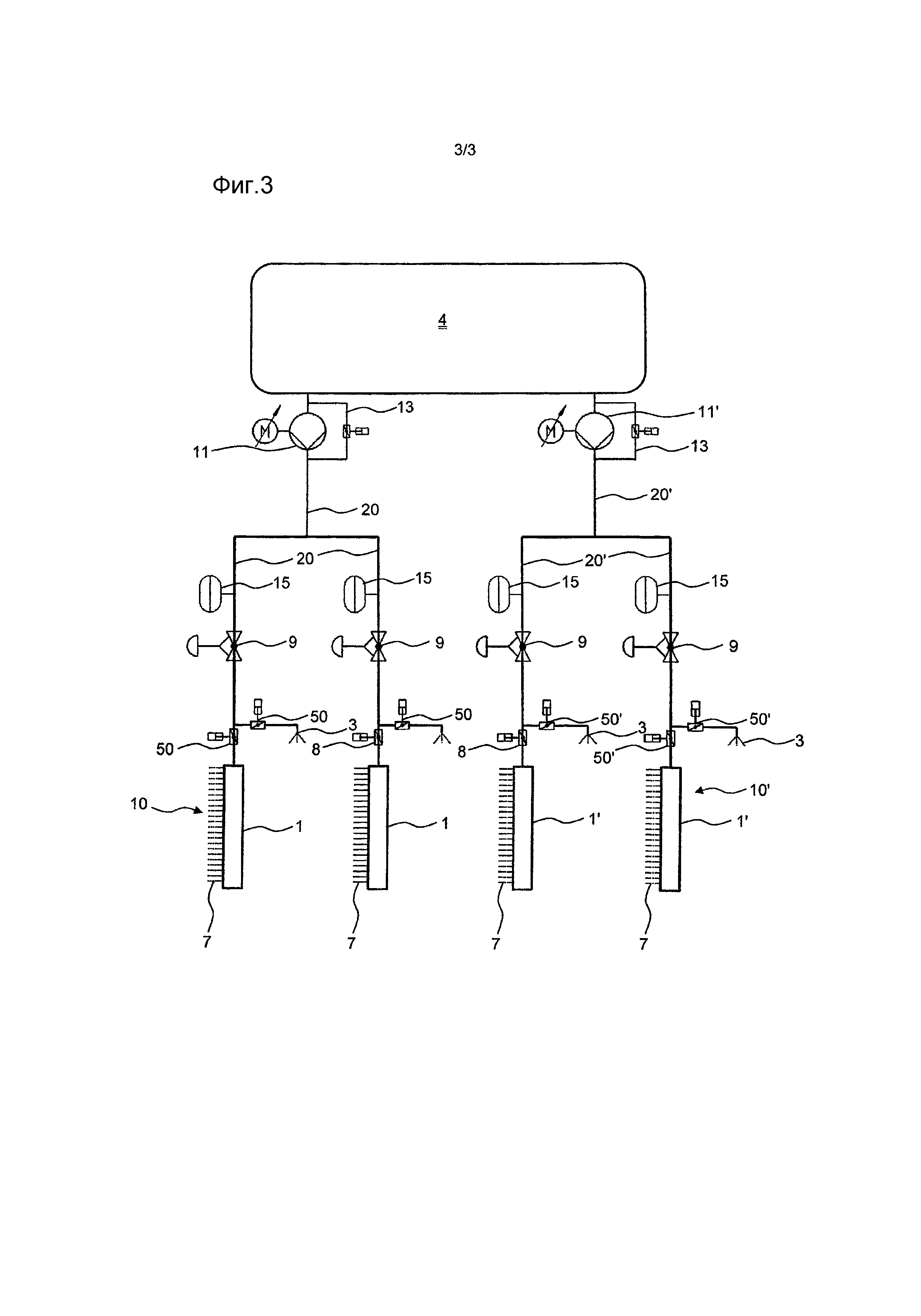
На фиг. 3 показана схема охлаждающего устройства в соответствии с другим примером выполнения изобретения. В противоположность показанному на фиг. 1 устройству, несколько форсуночных коллекторов 1 объединены в первую охлаждающую группу 10, а другие форсуночные коллекторы 1' объединены во вторую охлаждающую группу 10'. Внутри каждой из групп 10, 10' с каждым отдельным форсуночным коллектором 1, 1' (выше по потоку) согласовано отклоняющее устройство 50, 50'. То есть предусмотрена возможность подачи в каждый форсуночный коллектор 1, 1' через согласованное отклоняющее средство 50, 50' предварительно ускоренного объемного потока. Предпочтительно, соответствующие отклоняющие средства 50, 50' находятся возможно ближе к подлежащему снабжению форсуночному коллектору 1, 1', с целью удерживания небольшим времени, которое требуется объемному потоку для прохождения пути между местом отклонения с помощью средств 5 и форсуночным коллектором, за счет чего значительно улучшается время реакции, соответственно, возможность регулирования системы.
Отклоняющие средства 5, 50, 50' можно обычно переключать электрически, пневматически или гидравлически.
Примеры выполнения, описание которых приведено выше, служат, прежде всего, для лучшего понимания изобретения и не должны пониматься как ограничение. Объем защиты данной заявки определяется формулой изобретения.
Признаки указанных примеров выполнения можно комбинировать друг с другом или заменять друг другом.
Кроме того, указанные признаки могут быть согласованы специалистами в данной области техники с имеющимися условиями или предъявляемыми требованиями.
Перечень позиций
1 Форсуночный коллектор
1' Форсуночный коллектор
2 Направляющее средство
3 Обводное средство/возвратный контур
4 Источник/верхний бак
5 Переключаемое отклоняющее средство/переключательная арматура
6 Распределительная труба
7 Выходы охлаждающего средства из форсуночного коллектора
8 Запирающий кран
9 Регулировочная арматура
10 Первая охлаждающая группа
10' Вторая охлаждающая группа
11 Насос/бустерный насос
11' Второй насос
13 Байпас
15 Измерительный датчик
20 Первое направляющее средство
20' Второе направляющее средство
50 Первое переключаемое отклоняющее средство
50' Второе переключаемое отклоняющее средство.
Установка непрерывной разливки с устройством для определения состояния затвердевания заготовки и соответствующий способ
Способ калибровки двух взаимодействующих друг с другом рабочих валков в прокатной клети
Вращающийся ввод
Валок и прокатная клеть для изготовления прокатываемого материала
Гибочное и уравновешивающее устройство для сдвигаемых в осевом направлении рабочих валков прокатной клети
Способ и устройство для обработки сляба
Роботизированная система взаимодействия
Мотальное устройство и способ эксплуатации мотального устройства
Моталка для примотки и намотки готовых металлических лент
Тележка и способ транспортирования приводного шпинделя для валка прокатной клети
Литейная установка с устройством подачи на литейную ленту
Установка непрерывной разливки с устройством для определения состояния затвердевания заготовки и соответствующий способ
Способ калибровки двух взаимодействующих друг с другом рабочих валков в прокатной клети
Вращающийся ввод
Валок и прокатная клеть для изготовления прокатываемого материала
Гибочное и уравновешивающее устройство для сдвигаемых в осевом направлении рабочих валков прокатной клети
Способ и устройство для обработки сляба
Роботизированная система взаимодействия
Мотальное устройство и способ эксплуатации мотального устройства
Моталка для примотки и намотки готовых металлических лент

