Результат интеллектуальной деятельности: КОМПОЗИТНЫЙ ПОРОШОК ДЛЯ СОЕДИНЕНИЯ ИЛИ НАПЛАВКИ ПУТЕМ ДИФФУЗИОННОЙ ПАЙКИ ДЕТАЛЕЙ ИЗ СУПЕРСПЛАВОВ
Вид РИД
Изобретение
Настоящее изобретение относится к композитному порошку для соединения или наплавки путем диффузионной пайки деталей из суперсплавов.
Пайка - это процесс, который обычно заключается в соединении двух металлических деталей из одинаковых или различных материалов посредством присадочного металла, температура плавления которого значительно ниже, чем температура плавления материалов деталей. Присадочный металл приводят в жидкое состояние и детали нагреваются присадочным металлом, но остаются твердыми.
Диффузионная пайка (соединение с этапом переходной жидкой фазы) является, как правило, операцией соединения двух металлических деталей, аналогичной пайке, но в которой разница в составе между присадочным металлом и соединяемыми деталями постепенно устраняется диффузионной термообработкой. Эта обработка приводит к формированию связи химически практически однородной, характеристики которой близки к характеристикам соединяемых заготовок. Диффузионную пайку можно, таким образом, считать традиционной пайкой, которая была дополнена диффузионной обработкой.
В процессе соединения двух деталей используют присадочный металл, химический состав которого близок к химическому составу соединяемых деталей, но имеющий более низкую температуру плавления. В процессе диффузионной пайки присадочный металл плавится и смачивает поверхности соединяемых деталей, а затем изотермически затвердевает за счет диффузии легирующих элементов присадочного металла в материале деталей, состав которого изменяется и становится однородным с составом сформированного таким образом паяного шва. На заключительном этапе диффузионной пайки присадочный металл составляет единое целое и не отличается от материала деталей.
Такой способ позволяет осуществлять, как указывалось выше, соединение нескольких деталей, придавая соединенным деталям и их соединениям механические и металлургические свойства, сопоставимые со свойствами исходных деталей. Температуры, используемые в этом процессе, также допустимы для суперсплавов, традиционно используемых для производства таких деталей, особенно в области авиации. Применение диффузионной пайки, в частности, ограничено зазором между деталями при их соединении. В действительности, если зазор является слишком большим, механическая прочность паяного соединения будет слишком низкой, чтобы соответствовать требуемым характеристикам. Вышеизложенное привело заявителя к разработке усовершенствованного способа диффузионной пайки, применяемого в случаях значительных зазоров, порядка нескольких миллиметров. Этот способ является, в частности, объектом патента FR 2511908 на имя заявителя и используется как для соединения деталей, так и для заделывания трещин, расколов, для восстановления изношенных или поврежденных во время работы участков, либо также для варьирования сечений для прохождения в сопловых аппаратах турбин из суперсплава на основе никеля.
Этот документ описывает, в частности, применение композитного порошка для соединения путем диффузионной пайки лопаток турбореактивных двигателей из суперсплавов, образованного путем смешивания порошка основного металла Astroloy или NK17CDAT и порошка металла диффузионной пайки, содержащего бор, или никель, хром и бор, или бор и кремний. Приведенный в этом документе пример указывает, что порошок содержит, в частности, 75 масс. % порошка Astroloy и 25 масс. % порошка NiCrB1055.
Astroloy (NK17CDAT) является суперсплавом на основе никеля, который содержит по массе 16,9% кобальта, 14,8% хрома, 3,87% алюминия, 3,45% титана, 5,1% молибдена, 0,015% углерода. NiCrB1055 - это также суперсплав на основе никеля, который содержит по массе 15% хрома и 4% бора.
Принципы способа наплавки путем диффузионной пайки аналогичны принципам способа соединения путем диффузионной пайки, особенность заключается в том, что присадочный металл представляет собой композитный порошок, полученный смешиванием порошка основного металла с составом, близким к составу восстанавливаемой детали и порошка металла диффузионной пайки, именуемый флюсом. Задачей изобретения является улучшение свойств композиционного порошка, известного из документа FR 2511908, особенно с точки зрения пайки и плавления.
Кроме того, некоторые детали, которые работают в сильно окисляющей среде и при высоких температурах, такие как детали турбины, требуют специальной обработки, чтобы ограничить окисление и коррозию, вызванную отходящими газами.
Для этого эти детали, которые были также восстановлены или соединены путем диффузионной пайки, подвергаются термохимической обработке, производимой в атмосфере с высоким содержанием алюминия.
В процессе обработки поверхности в месте расположения паяного шва создаются вспучивания или головки, которые должны быть устранены путем дорогостоящих операций механического удаления.
Задачей изобретения является обеспечение простого эффективного и экономичного решения этой проблемы.
Для решения задачи предлагается композитный порошок для соединения путем диффузионной пайки деталей из суперсплавов, изготовленный смешиванием 65-70% по массе порошка сплава на основе никеля Astroloy, содержащего, мас. %: 16,9 кобальта, 14,8 хрома, 3,87 алюминия, 3,45 титана, 5,1 молибдена, 0,015 углерода, никель - остальное, и 30-35% по массе порошка сплава на основе никеля NiCrB1055, содержащего, мас. %: 15 хрома, 4 бора, никель - остальное. Применение композитного порошка в соответствии с изобретением в качестве присадочного металла для наплавки или соединения деталей не вызывает вспучиваний или головок при дальнейшей обработке, проводимой в атмосфере с высоким содержанием алюминия. Исследования показали, что этих вспучиваний или головок удается избежать по следующим причинам.
В предшествующем уровне техники в ходе последующей обработки поверхности алюминий в виде пара проникает в предварительно подготовленный припой во время наплавки или соединения и вступает в реакцию с кремнием, содержащимся в присадочном металле с образованием эвтектических соединений с низкой температурой плавления. Температура плавления этих соединений значительно ниже, чем температура, которая воздействует на детали во время обработки поверхности и, таким образом, происходит плавление эвтектических смесей и образование после охлаждения вышеупомянутых вспучиваний или головок.
Во время обработки происходит нарушение эвтектических фаз припоя, которое может протекать до образования сплошной пористой сетки, что приводит к получению неплотных паяных соединений с открытыми порами и к ухудшенной механической стойкости.
В частности, температура плавления одной из этих эвтектик составляет от 600 до 700°C (эвтектика при 660°C), а температура, при которой детали подвергаются обработке, порядка 1150°C.
Применение в качестве присадочного металла композитного порошка, не содержащего кремний, позволяет избежать образования этих эвтектических смесей с низкой температурой плавления и, следовательно, нежелательных вспучиваний или головок.
Кроме того, особый состав композитного порошка обеспечивает ему лучшее плавление, лучшую паяемость и обеспечивает лучшие механические свойства после пайки.
Состав композитного порошка также позволяет заполнить промежутки между зернами в ходе диффузионной пайки, чтобы получить в результате очень плотный сплав.
Предпочтительно, композитный порошок содержит около 67,5 масс. % Astroloy и 32,5 масс. % NiCrB1055.
Согласно одному из признаков изобретения, каждый из порошков Astroloy и NiCrB1055 имеет размер зерен от 60 до 70 мкм, предпочтительно, порядка 63 мкм.
Это позволяет получить однородный плотный порошок с низкой пористостью. Чем тоньше порошок, тем меньше пространства между зернами и тем больше плотность сплава, полученного после диффузионной пайки. Однако мелкий порошок также имеет значительную удельную поверхность, что увеличивает риск загрязнения порошка и может вызвать дефекты после диффузионной пайки.
Размер частиц около 63 мкм является лучшим соотношением между высокой плотностью и появлением дефектов в полученном сплаве. Изобретение относится также к применению композитного порошка вышеуказанного типа для соединения или наплавки путем диффузионной пайки деталей из суперсплава.
Предпочтительно, чтобы детали из суперсплава были выполнены на основе никеля.
Композитный порошок может быть нагрет до температуры между 1180°C и 1200°C в течение от 5 до 30 мин.
Преимущественно, детали из суперсплава являются деталями турбомашины, такими как, например, секторы сопловых аппаратов турбин на основе никеля, защищенные алитированием, турбины низкого давления или высокого давления.
В дальнейшем изобретение, его детали, особенности и преимущества поясняются нижеследующим описанием, приведенным в качестве неограничивающего примера со ссылками на сопровождающие чертежи, на которых:
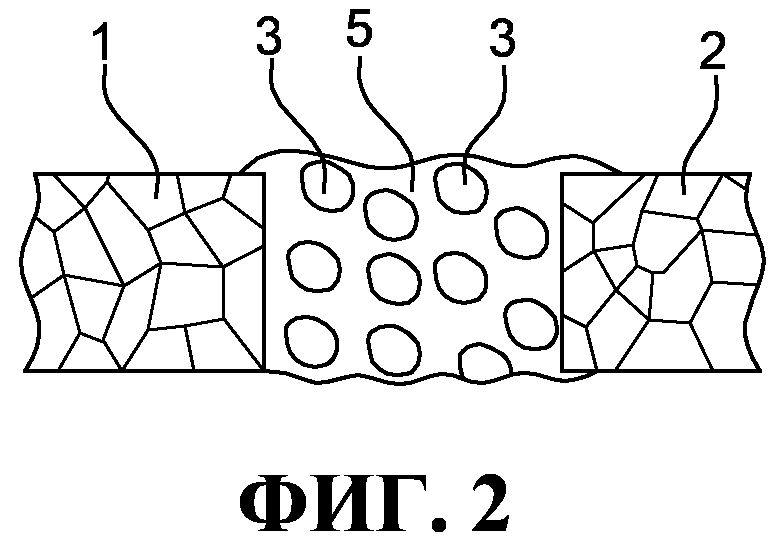
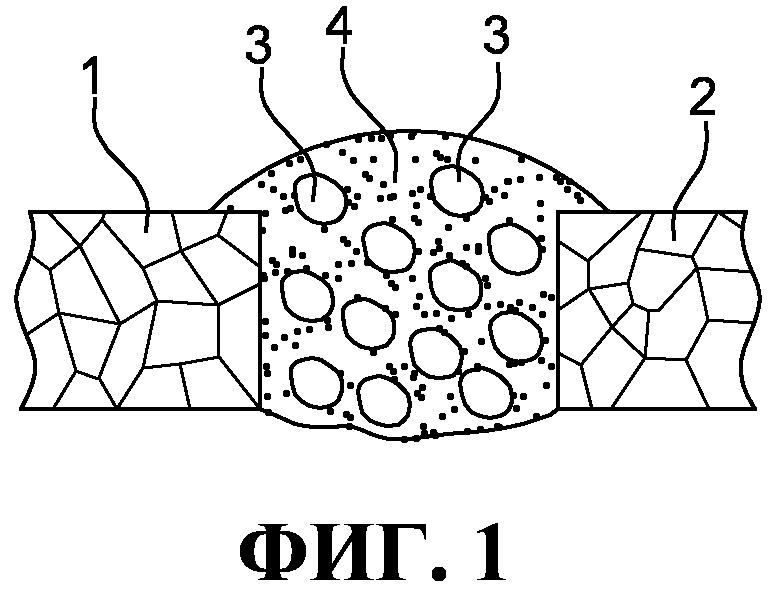
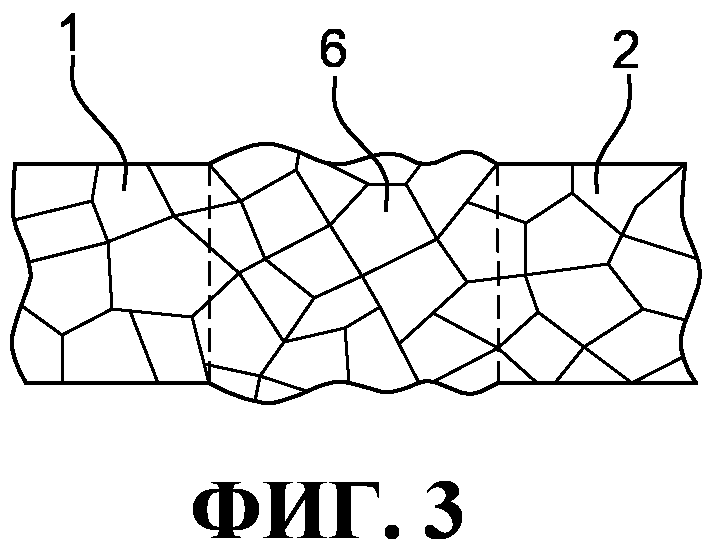
Фиг. 1-3 схематично иллюстрируют различные последовательные физико-химические состояния области пайки двух деталей, полученных с помощью композитного порошка в соответствии с изобретением.
Фиг. 1-3 иллюстрируют соединение путем диффузионной пайки двух деталей 1, 2 турбореактивного двигателя, например, вставной детали 1 на секторе 2 соплового аппарата турбины высокого или низкого давления, причем вставная деталь 1 представляет собой, например, охлаждающий кожух, панель перекрытия контура или муфту подвода воздуха. Детали 1 и 2 из суперсплава на основе никеля соединены с помощью композитного порошка, полученного путем смешивания порошка основного металла 3 типа Astroloy и порошка металла диффузионной пайки 4 типа NiCrB1055. Композитный порошок не содержит кремния и включает от 65 до 70 масс. % Astroloy и от 30 до 35 масс. % NiCrB1055. Предпочтительно, композитный порошок содержит около 67,5 масс. % Astroloy и около 32,5 масс. % NiCrB1055. Каждый из порошков Astroloy и NiCrB1055 имеет размер частиц от 60 до 70 мкм, предпочтительно порядка 63 мкм.
Поверхности соединяемых деталей 1, 2 подготавливаются путем удаления загрязненного поверхностного слоя. Эта подготовка описана, в частности, в документе ЕР 0974418.
Композитный порошок затем наносят между двумя поверхностями соединяемых деталей 1, 2, а потом нагревают.
В частности, диффузионная пайка может включать повышение температуры в течение около 3 часов до 1200°C, первый этап продолжительностью в 12 минут при температуре в 1200°C, за которым следует второй этап продолжительностью в 2 часа при температуре 1150°C, а затем понижение температуры в течение около 2 часов с 1150°C до 20°C.
При диффузионной пайке зерна порошка диффузионной пайки (NiCrB1055) 4 расплавляются, в первую очередь. Образовавшаяся жидкая фаза 5 удерживается капиллярностью и смачивает поверхности деталей 1, 2 и зерна основного порошка (Astroloy) 3, как показано на фиг. 2.
После охлаждения между двумя деталями 1, 2 образуется промежуточный твердый слой 6, металлографическая структура которого является однородной и связана путем диффузии с поверхностями деталей 1, 2 (фиг. 3).
Способ калибровки по массе деталей, предназначенных для установки на периферии ротора
Способ получения и восстановления покрытия на металлической подложке
Направляющее устройство для потока воздуха на входе в камеру сгорания газотурбинного двигателя
Камера сгорания газотурбинного двигателя и газотурбинный двигатель
Устройство для позиционирования и удержания жгутов электрических кабелей на турбореактивном двигателе
Звено между двумя механическими элементами
Каналы вентиляции на обшивке смешивания форсажной камеры
Устройство соединения при помощи болта и гайки
Турбомашина, сопловой аппарат которой установлен на камере сгорания со стенками из композитного материала
Устройство блокировки во вращении прижимной гайки детали на валу, прижимная гайка и содержащий ее вал и оснащенный ими двигатель летательного аппарата
Система впрыска топлива для камеры сгорания турбомашины, содержащей кольцевую стенку с сужающимся внутренним профилем
Держатель трубы для отвода воздуха в турбогенераторе
Лопатка турбомашины, содержащая накладку, защищающую торец лопатки
Инструмент для отвинчивания соединительной гайки модульного ротора газотурбинного двигателя
Способ сборки приводного силового гидроцилиндра и приводной силовой гидроцилиндр
Отвинчивающая инструментальная оснастка и способ отвинчивания соединительной гайки
Способ изготовления компонента с истираемым покрытием

