Результат интеллектуальной деятельности: СПОСОБ МАССОВЫХ ИСПЫТАНИЙ ЛЁГКИХ СПЛАВОВ НА КОРРОЗИОННОЕ РАСТРЕСКИВАНИЕ ПОД НАПРЯЖЕНИЕМ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области исследования и контроля качества алюминиевых, магниевых и титановых сплавов для авиационных и других тяжело нагруженных изделий. Испытания проводятся в специальном растворе на нагруженных до заданных растягивающих напряжений образцах.
Известен способ оценки стойкости сварных изделий из низкоуглеродистых сталей к коррозионному растрескиванию под напряжением (патент РФ №2506564, G01N, 31.08.2012). Метод основан на использовании установки рычажного типа, в которой испытывается всего один образец. Исключается возможность испытания большего количества образцов. Оценка результатов испытания производится путем определения микротвердости материала образца после проведения процесса нагружения образца в установке. Метод недостаточно информативный, трудоемкий и малопроизводительный.
Известен также способ испытания, описанный в патенте «Установка для испытания материалов на абразивное изнашивание» (патент РФ 2020460, G01N 17/00, 30.09.1994). Способ обеспечивает более высокую точность результатов, но при этом также используется установка рычажного типа для испытания одного образца. Метод менее трудоемок, но также отличается низкой производительностью.
Наиболее близким решением по технической сущности к предлагаемому способу является способ испытания коррозионного растрескивания под напряжением на установке «Сигнал». Эта установка разработана в России (ОАО «ВИЛС») и является единственной в мире установкой для высокопроизводительного испытания на коррозионное растрескивание под напряжением легких сплавов. В этой установке заложен принцип испытания образцов, расположенных в виде цепочки горизонтально. Параллельное размещение нескольких цепочек позволяет испытать на них до 200 малогабаритных образцов («Методы контроля и исследования легких сплавов» под ред. Ю.М. Вайнблата; М.: Металлургия, 1985, с. 384) - прототип. Недостатком этого способа является неточная передача нагрузки за счет использования недостаточно жесткой тросовой системы и размещение всех цепочек на одной общей раме, обеспечивающей одновременное нагружение всех цепочек, что не исключает взаимовлияния нагружающих систем и чрезмерно увеличивает рассеяние результатов определения коррозионного поражения.
Предлагаемый способ отличается от прототипа тем, что нагрузка на испытательную цепочку передается с помощью призматической системы, обеспечивающей точную передачу нагрузки на образцы за счет жесткости конструкции. Кроме того, каждая цепочка монтируется на отдельном блоке, образцы в которой нагружаются и испытываются независимо от других блоков (Рис. 1). В установке может быть задействовано несколько независимых блоков (от 4 до 8)
Испытания на коррозионное растрескивание проводятся следующим образом.
В расположенной в горизонтальной плоскости общей ванне 1 установки закрепляют в специальные зажимы 2 смонтированные в цепочку испытуемые образцы 3. Создают отдельно для каждого блока необходимую нагрузку путем перемещения по рычагу 4 специального груза 5, расположенного в нижней части установки. Передача нагрузки на цепочку образцов осуществляется с помощью призматического устройства 6.
Это устройство и разделение испытаний на самостоятельные блоки позволяют исключить взаимовлияние расположенных параллельно цепочек образцов на возможные колебания нагрузки и использовать компьютер для регистрации времени до их разрушения.
С помощью барашка 7 выбирают люфт в цепочке образцов, включают насос 8, и в ванну 1 подается раствор, являющийся коррозионной средой для испытания. Путем введения в рабочее положение груза 5 и с помощью призматического устройства 6 обеспечивают расчетную нагрузку на цепочку образцов. Далее проводят испытания согласно принятому режиму.
Параллельно расположенные отдельные блоки монтируются на общем жестком основании, что позволяет создать единую систему для испытания большого количества образцов на ограниченном пространстве. Могут испытываться образцы плоские, круглые, кольцевые и с предварительно выращенной усталостной трещиной. Горизонтальное расположение устройств для испытания и нагружения образцов позволяет создать эффективную систему подведения коррозионной среды автоматически по заданному циклу.
Пример
Испытания проводились при переменном погружении в 3%-ный раствор хлористого натрия (табл. 1).
В таблице рассматриваются результаты испытаний сопротивления КРН самого распространенного в авиации алюминиевого сплава В95пчТ3 при заданной растягивающей нагрузке. В графе 1 представлены результаты испытания партии прессованной полосы, задержанной предварительно из-за пониженного значения электропроводимости (ЭПр) - 21 МСм/м. Испытания на сопротивление КРН по предлагаемому способу также показали непригодность материала из-за быстрого разрушения образцов (менее 10 суток) при напряжении 294 МПа по ОСТ 1 92133-2002.
В графах 2, 3 рассматривается вариант партии сплава, признанной пригодной по показателю ЭПр - 22,5 МСм/м. По предлагаемому способу определения сопротивление КРН эта партия также считается годной.
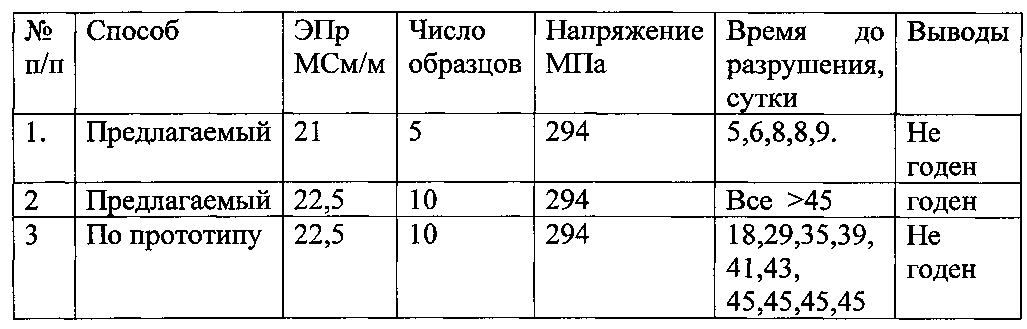
Однако при определении сопротивление КРН по способу, описанному в прототипе, получен большой разброс результатов испытания, что не позволяет считать их корректными, а материал пригодным для эксплуатации в авиационных изделиях.
Недопустимый разброс результатов в этом случае вызван взаимовлиянием нагрузки на различных цепочках, жестко связанных общей рамой.
Испытания показали, что предлагаемый способ с большой надежностью выявляет склонность материала к КРН, чем существенно превосходит возможности прототипа.
Использование предлагаемого способа позволит исключить разрушения и аварии вследствие коррозионного растрескивания под напряжением изделий фюзеляжа самолета.
Способ испытания легких сплавов на коррозионное растрескивание под напряжением, включающий горизонтальное расположение образцов в виде нескольких цепочек с горизонтальным размещением внизу нагружающих рычагов с грузами, подведение агрессивной среды по заданному циклу, отличающийся тем, что каждая цепочка монтируется на отдельном блоке, а передача нагрузки на образцы каждого блока производится призматическим устройством через рычажный механизм каждого блока.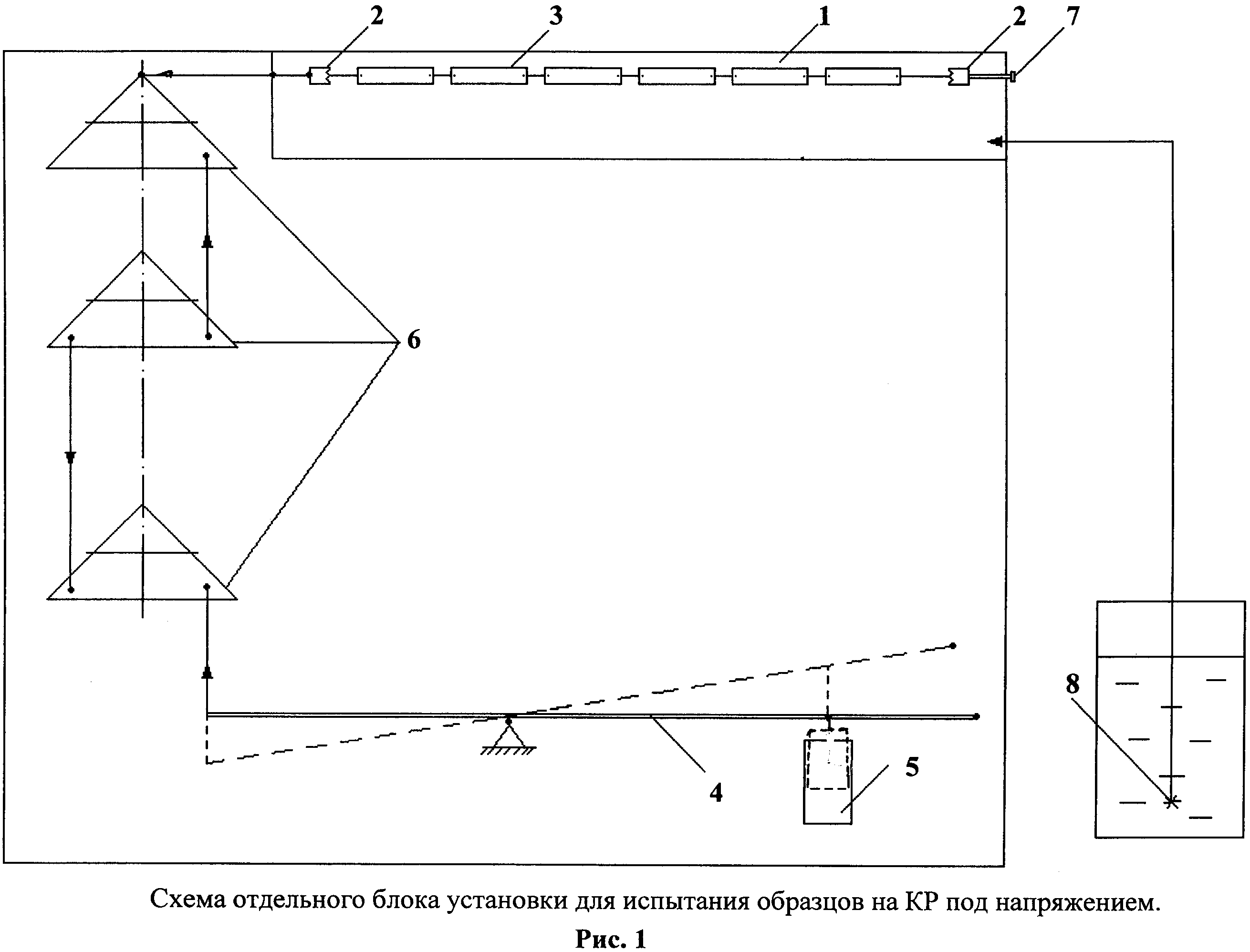
Штамповый блок для изотермического деформирования
Способ получения металлического порошка методом центробежного распыления
Способ вакуумной термической дегазации гранул жаропрочных сплавов в подвижном слое
Способ изготовления изделий из гранулируемых жаропрочных никелевых сплавов
Способ изготовления прутковой заготовки
Способ производства порошка из титановых сплавов
Способ производства слитков деформируемых магниевых сплавов
Способ производства листов из специальных сплавов на основе магния для электрохимических источников тока
Способ получения сварных конструкций из литых деталей алюминиевых сплавов
Способ внепечного модифицирования алюминиевых сплавов
Штамповый блок для изотермического деформирования
Способ получения металлического порошка методом центробежного распыления
Способ вакуумной термической дегазации гранул жаропрочных сплавов в подвижном слое
Способ изготовления изделий из гранулируемых жаропрочных никелевых сплавов
Способ изготовления прутковой заготовки
Способ производства порошка из титановых сплавов
Способ производства слитков деформируемых магниевых сплавов
Способ производства листов из специальных сплавов на основе магния для электрохимических источников тока
Способ получения сварных конструкций из литых деталей алюминиевых сплавов
Способ внепечного модифицирования алюминиевых сплавов

