Результат интеллектуальной деятельности: ЗАЩИТНО-ДЕКОРАТИВНОЕ ПОКРЫТИЕ ИЗДЕЛИЯ И СПОСОБ ЕГО ПОЛУЧЕНИЯ (ВАРИАНТЫ)
Вид РИД
Изобретение
Изобретение относится к области получения защитно-декоративных покрытий в вакууме и может найти применение в производстве товаров народного потребления, в частности в часовом и ювелирном производстве, в производстве фурнитуры, сантехнических изделий, а также в приборостроении, в том числе для медицины.
Известно износостойкое защитно-декоративное покрытие изделия, представляющее собой слой драгоценного металла или его сплава, например слой золота или его сплава, содержащее дисперсные включения твердого соединения, например нитрида титана, равномерно распределенные по объему слоя; при получении такого покрытия указанные включения соосаждают в вакууме из паровой фазы вместе с драгоценным металлом [Заявка №2589484 Франция, МПК С23С 16/30, 1987].
Данные покрытия имеют следующие недостатки:
а) при осаждении драгоценного металла из пара значительное его количество теряется, осаждаясь на стенках вакуумной камеры и на различных элементах, расположенных внутри камеры; б) ввиду того, что покрытие тонкое (~1 мкм), оно может продавливаться, если нанесено на мягкую подложку, и за счет этого разрушаться.
Известно износостойкое защитно-декоративное покрытие изделия, содержащее несколько внутренних слоев, представляющих собой различные твердые фазы системы титан - азот; далее на поверхность указанных слоев нанесен слой золота или его сплава [3аявка №61-231160 Япония, МПК С23С 14/06, 14/30, G04B 37/00, 1986].
Недостатком этого покрытия является то, что хотя покрытие, в целом, является износостойким, верхний слой золота сравнительно легко стирается, так что для длительной эксплуатации изделия с данным покрытием необходимо наносить достаточно толстый слой золота или его сплава. Кроме того, имеются большие потери золота за счет его осаждения на стенках камеры и на элементах внутри нее. Это все значительно увеличивает стоимость изделия.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является износостойкое защитно-декоративное покрытие на подложку из титана, содержащее следующие слои: внутренний, контактирующий с подложкой слой титана, внутренний слой золота или его сплава, верхний слой соединения титана, имеющего цвет золота, в частности оксида титана [Заявка №JP 2003105561]. Все слои наносят физическим осаждением в вакууме (PVD).
Получение данных покрытий осуществляется за счет последовательного выполнения следующих операций:
Очищенный образец помещается в рабочую камеру (РК) вакуумной установки:
1. РК вакуумируется, после чего в нее напускается газообразный аргон.
2. Методом электронно-лучевого испарения титана на образец наносится слой титана толщиной от 0,2 до 0,5 мкм.
3. Методом физического осаждением в вакууме (PVD) - электронно-лучевого испарения золота или его сплава наносится слой золота или его сплава толщиной от 0,1 до 0,2 мкм.
4. Из РК удаляется аргон и вводится газообразный кислород.
5. С помощью электронно-лучевого испарения титана методом активированного реактивного осаждения наносится верхний слой оксида титана толщиной от 0,3 до 0,5 мкм, имеющего цвет золота.
Такие покрытия имеют следующие недостатки:
1. В поверхностном слое покрытия не содержится золота или его сплава, что значительно ограничивает область применения данного покрытия, в частности оксид титана не является биосовместимым материалом и может вызывать аллергию.
2. Так как твердый слой оксида титана тонкий (от 0,3 до 0,5 мкм) и нанесен на относительно мягкий металл, то этот слой может продавливаться.
3. Слои металлов, нанесенные методом электронно-лучевого испарения, обычно обладают недостаточной адгезией к подложке и между металлическими слоями.
4. При нанесении слоя золота или его сплава имеются большие потери золота за счет его осаждения на стенках камеры и на элементах внутри нее; это значительно увеличивает стоимость изделия.
Указанные недостатки могут быть устранены за счет нанесения предлагаемых ниже многослойных тонкопленочных защитно-декоративных покрытий с наружным слоем, содержащим драгоценный металл, характеризующихся биосовместимостью, износостойкостью к истиранию и продавливанию, высокой адгезией и умеренной стоимостью изделия с покрытием.
Технический результат, достигаемый изобретением, заключается в возможности получения покрытий, полученных нижеуказанными способами, характеризующихся биосовместимостью, износостойкостью к истиранию и продавливанию, высокой адгезией и умеренной стоимостью изделия с покрытием.
Для достижения указанного результата предложены варианты защитно-декоративных покрытий изделия и способы их выполнения.
По первому варианту предложен способ получения защитно-декоративного покрытия на изделии, включающий физическое PVD осаждение в вакууме адгезионного слоя на изделие, нанесение на адгезионный слой внутреннего слоя и затем выполнение наружного слоя, при этом внутренний слой наносят из нитрида титана или нитрида циркония толщиной 1-5 мкм путем PVD осаждения, а наружный слой выполняют толщиной 0,05-0,2 мкм путем имплантации ионов золота с энергией ионов 20-150 кэВ и дозой больше 5·1017 ион/см2, при этом адгезионный слой толщиной 0.2-0.3 мкм выполняют из металла или сплава на его основе, входящего в состав материала внутреннего слоя.
Также предложено защитно-декоративное покрытие изделия, содержащее контактирующий с изделием адгезионный слой, внутренний слой и наружный слой, полученное способом по первому варианту.
В данном защитно-декоративном покрытии изделия концентрация золота в наружном слое уменьшается от предельной на его поверхности до нуля к внутреннему слою.
По второму варианту предложен способ получения защитно-декоративного покрытия на изделии, включающий физическое PVD осаждение в вакууме адгезионного слоя на изделие, нанесение на адгезионный слой внутреннего слоя и затем выполнение наружного слоя, при этом внутренний слой наносят из нитрида титана или нитрида циркония толщиной 1-5 мкм путем PVD осаждения, а наружный слой выполняют путем нанесения слоя золота толщиной 0,05-0,2 мкм и его ионного перемешивания облучением ионами золота с энергией ионов 20-150 кэВ и дозой больше 240 ион/см2, при этом адгезионный слой толщиной 0.2-0.3 мкм выполняют из металла или сплава на его основе, входящего в состав материала внутреннего слоя.
Кроме того:
- слой золота наносят физическим осаждением в вакууме;
- слой золота наносят путем селективного электрохимического осаждения;
- перед нанесением слоя золота поверхность внутреннего слоя облучают ионами золота с энергией ионов 20-150 кэВ и дозой имплантации большей 1017 ион/см2.
Также предложено защитно-декоративное покрытие изделия, содержащее контактирующий с изделием адгезионный слой, внутренний слой и наружный слой, полученное способом по второму варианту.
В данном защитно-декоративном покрытии изделия концентрация золота в наружном слое уменьшается от предельной на его поверхности до нуля к внутреннему слою.
Таким образом, предложено несколько типов тонкопленочных покрытий, представляющих следующую последовательность слоев:
- адгезионный слой толщиной 0,2-0,3 мкм, нанесенный на подложку-изделие;
- внутренний слой толщиной 1-5 мкм, который представляет собой слой твердого соединения, имитирующего цвет драгоценного металла; например для золота это нитрид титана или нитрид циркония, а также их комбинация;
- наружный слой, содержащий драгоценный металл, толщиной 0,05-0,2 мкм.
Наружный слой может представлять собой поверхностный слой твердого соединения внутреннего слоя, модифицированный за счет имплантации ионами драгоценного металла; при этом концентрация драгоценного металла спадает от предельной концентрации вблизи поверхности покрытия до нуля в объеме внутреннего слоя. Предельная концентрация зависит от энергии ионов и дозы имплантации и находится в пределах 1-30 ат. %.
Также наружный слой может представлять собой слой драгоценного металла, атомы которого перемешаны пучком высокоэнергетических ионов драгоценного металла с атомами твердого соединения внутреннего слоя; при этом концентрация драгоценного металла спадает от примерно 100% на поверхности покрытия до нуля в объеме внутреннего слоя.
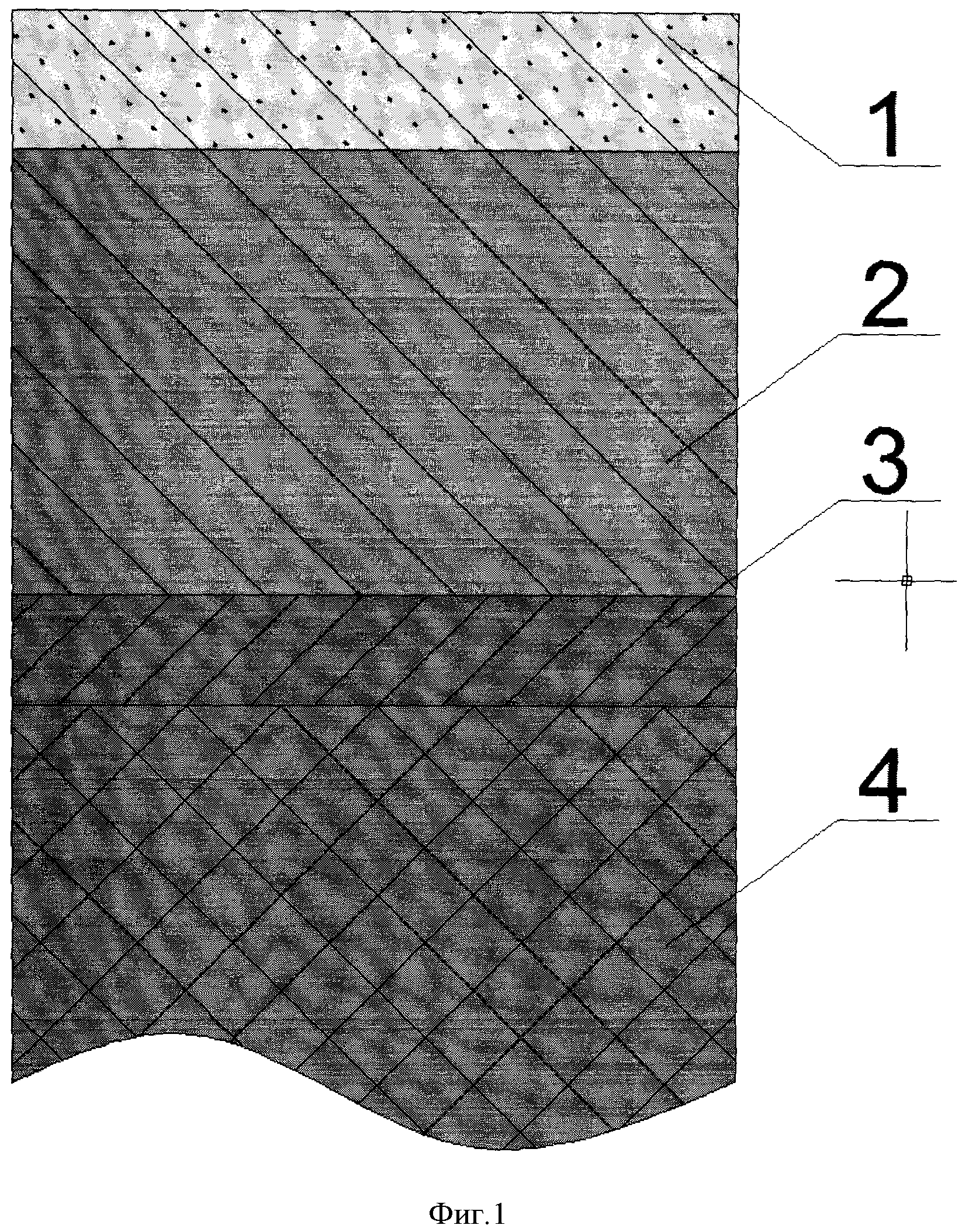
На фиг. 1 представлено покрытие с последовательным расположением его слоев согласно настоящему изобретению.
Многослойное покрытие состоит из наружного слоя 1, содержащего драгоценный металл - золото, внутреннего слоя 2 и адгезионного слоя 3, наносимых на обрабатываемое изделие 4.
Нанесение покрытия на полированную поверхность изделия (подложку) осуществляется за счет выполнения следующей последовательности операций:
1. Очистка в ультразвуковой ванне.
2. Помещение в рабочую камеру (РК) вакуумной установки.
3. Ионная очистка с помощью тлеющего разряда поверхности подложки внутри РК при давлении 2-3 Па.
4. Осаждение PVD методом в атмосфере аргона (давление 0,2-0,3 Па).адгезионного слоя толщиной 0,2-0,3 мкм. В качестве материала адгезионного слоя выбирают металл (или сплав на его основе), входящий в состав твердого соединения внутреннего слоя, контактирующего с адгезионным слоем, например в случае нитрида титана как материала внутреннего слоя материалом адгезионного слоя выбирается титан.
5. Осаждение внутреннего слоя PVD методом в атмосфере азота (давление 0,4-0,5 Па). В качестве материала внутреннего слоя выбирают твердое соединение, имитирующее цвет драгоценного металла, например для золота - это нитрид титана или нитрид циркония; толщина слоя 1-5 мкм; температура осаждения 300-500°C.
Толщина внутреннего слоя зависит от материала подложки: чем мягче подложка, тем требуется большая толщина внутреннего слоя.
6. Нанесение наружного слоя.
6.1. Производят имплантацию поверхности внутреннего слоя ионами драгоценного металла с энергией ионов 20-150 кэВ и дозой имплантации большей 5·1017 ион/см2, что приводит к созданию градиентного слоя с плавным изменением концентрации драгоценного металла от нуля в объеме внутреннего слоя до предельной концентрации вблизи поверхности покрытия; предельная концентрация находится в пределах 1-30 ат. %.
6.2. Либо на поверхность внутреннего слоя наносят любым из известных методов слой драгоценного металла толщиной 0,05-0,2 мкм, который затем облучается ионами драгоценного металла с энергией ионов 20-150 кэВ и дозой имплантации большей 2·1017 ион/см2, что приводит к ионному перемешиванию атомов драгоценного металла с атомами внутреннего слоя и созданию градиентного слоя с плавным изменением концентрации драгоценного металла от нуля в объеме внутреннего слоя до, примерно, 100% на внешней поверхности покрытия. С целью улучшения адгезии слоя драгоценного металла к поверхности внутреннего слоя перед нанесением слоя драгоценного металла поверхность внутреннего слоя облучается ионами драгоценного металла с энергией ионов 20-150 кэВ и дозой имплантации большей 1017 ион/см2.
6.2.1 Нанесение слоя драгоценного металла может осуществляться как вакуумным методом физического осаждения потоков плазмы или пара, генерируемых специальными источниками внутри РК, так и невакуумным методом вне РК, например селективным электрохимическим осаждением.
Нанесение слоя драгоценного металла невакуумным методом осуществляется, например, следующим образом:
- поверхность нанесенного ранее внутреннего слоя облучается ионами драгоценного металла;
- остывание обрабатываемых изделий в РК;
- извлечение их из РК;
- нанесение на изделия невакуумным методом (напр., с помощью электрохимической металлизации) тонкого слоя (0,05-1 мкм) драгоценного металла;
- очистка изделий в ультразвуковой ванне;
- помещение изделий в РК;
- обработка изделий пучком высокоэнергетических ионов драгоценного металла.
7. Охлаждение изделий в РК.
8. Извлечение изделий из РК.
Ввиду износостойкости внутреннего слоя наружный слой золота может быть достаточно тонким и должен обеспечить (в случае когда покрытие используется в качестве защитно-декоративного) лишь золотой цвет покрытия. При этом цвет материала внутреннего слоя должен быть также золотым (нитрид титана или нитрид циркония). Для предотвращения образования карбидов и тем самым для сохранения цвета покрытия осаждение должно проводиться в вакуумной камере с безмасляной откачкой.
Ионная имплантация на заключительном этапе формирования покрытия обеспечивает блеск поверхности обрабатываемого изделия за счет текстурирования наружного слоя покрытия.
Рассмотрим преимущества и недостатки рассмотренных выше вариантов наружного слоя.
Использование наружного слоя по п. 4 формулы позволяет получить износостойкое покрытие, на поверхности которого имеется почти чистый драгоценный металл, тогда как наружный слой по п. 1 формулы обеспечивает на поверхности существенно меньшую концентрацию драгоценного металла. С другой стороны, нанесение наружного слоя по п. 4 является более сложной технологической операцией, т.к. требует дополнительной операции - нанесение слоя драгоценного металла. Это значительно увеличивает время процесса при нанесении данного слоя путем селективного электрохимического осаждения и увеличивает расход драгоценного металла при вакуумном нанесении внутри РК за счет осаждения металла на стенках РК и внутрикамерных устройствах. Использование вакуумного метода нанесения слоя драгоценного металла наиболее целесообразно при обработке больших поверхностей, тогда как использование невакуумного метода целесообразно при одновременной обработке большого числа мелких изделий.
Износостойкость предлагаемого покрытия определяется наличием внутреннего слоя из твердого соединения: нитрида титана и/или нитрида циркония. Износостойкость данных соединений, связанная с их высокой микротвердостью, подтверждается многочисленными применениями этих соединений в качестве материала износостойких покрытий, наносимых на металлорежущий инструмент (см., напр., Верещака А.С. Работоспособность режущего инструмента с износостойкими покрытиями. - М.: 1993, с. 335). Наличие тонкого слоя золота фактически не изменяет микротвердость и износостойкость покрытия.
Биосовместимость предлагаемого покрытия также связана с использованием нитридов титана и/или циркония. Биосовместимость данных соединений подтверждается многочисленными применениями этих соединений в качестве материала покрытий на детали и изделия, имплантируемые в тело человека: имплантаты (см., например, Свидетельство на полезную модель №20450 от 25.04.2001), эндокардиальные электроды электрокардиостимуляторов (см., например, Шальдах Макс. Электрокардиотерапия. Технические аспекты электрокардиостимуляции, 1992 г., 256 с.). Золото традиционно считается биосовместимым материалом, так что наличие золота не может ухудшить биосовместимость покрытия.
Высокая адгезия к подложке достигается использованием адгезионного слоя.
Пример 1. Получение многослойного покрытия с наружным слоем, содержащим золото
Предварительно очищенные в ультразвуковой ванне плоские образцы из стали помещаются в рабочую камеру (РК) вакуумно-дуговой установки, оснащенной двумя электродуговыми испарителями Zr и имплантором высокоэнергетических ионов Au.
Далее осуществляется следующая последовательность технологических операций:
1. Очистка поверхностей образцов.
Производят в атмосфере аргона при давлении 2,6 Па тлеющим разрядом, который зажигают за счет подачи на рабочий стол напряжения смещения 1000-1200 В.
2. Нагрев образцов.
Производят при работе двух испарителей, оснащенных катодами из Zr, в атмосфере аргона при давлении 0,13-0.06 Па; напряжении смещения на рабочем столе 1000-1200 В; токе дуги испарителя 90-110 А до температуры 500°C.
3. Осаждение адгезионного слоя из Zr.
Производят при работе двух испарителей с катодами из Zr в атмосфере аргона при давлении 2 10-2 Па; напряжении смещения на рабочем столе 200 В; токе дуги испарителя 90 -110 А, температуре 500°C.
Толщина слоя - 0,3 мкм.
4. Осаждение внутреннего слоя
Производят при работе двух испарителей с катодами из Zr в атмосфере азота при давлении (0,4-0,5) Па, напряжении смещения на рабочем столе 200 В, температуре 500°C.
Толщина слоя - 3 мкм.
5. Получение наружного слоя.
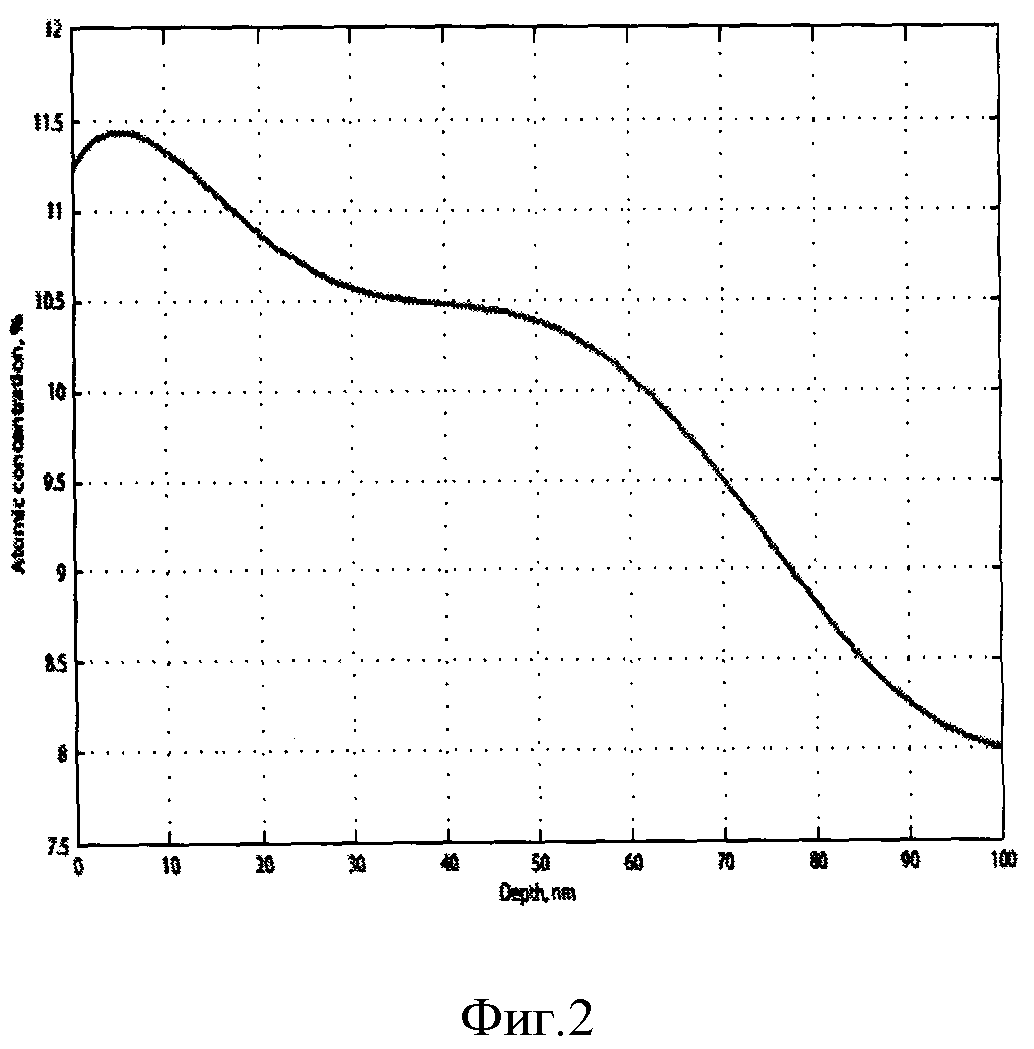
Производят имплантацию ионов Au с ускоряющим напряжением 10 кВ, при токе пучка 15 мА, времени имплантации 5 мин, что соответствует дозе имплантации равной 0,7·1017 ион/см2. При этом учтено, что ионы Au характеризуются средней зарядностью равной 2, так что средняя энергия ионов равна 20 кэВ.
6. Охлаждение изделий в РК.
7. Извлечение изделий из РК.
Исследования образцов:
1. Распределение концентрации Au по глубине от поверхности образца проводилось на фотоэлектронном спектрометре компании PHI Versa Probe II с монохроматическим сканирующим рентгеновским источником (излучение - Кα Al). Профилирование по глубине осуществлялось с помощью ионной аргоновой пушки (0,5 кВ, размер области травления -1 см2). Через каждые 10 нм снимались спектры высокого разрешения по Au. Изменение концентрации Au по глубине показано на фиг. 2, из которой следует, что максимальная концентрация Au наблюдается вблизи поверхности образца и равна 11,5 ат. %. С увеличением глубины концентрация Au монотонно уменьшается и достигает 8 ат. % на глубине 100 нм.
2. Микротвердость Hµ покрытия определяли на микротвердомере «Polivar Met» компании «Reicher-Jung» (Австрия) при нагрузке на алмазный индентор 5-100 г не менее чем в 5-10 точках поверхности пластины с покрытием.
Полученное значение Нµ=17,3 ГПа превышает соответствующее значение для массивного образца ZrN (Нµ=15,2 ГПа). Это указывает на высокие прочностные свойства покрытия.
3. Для определения прочности адгезии использовали прибор для скрайбирования Scratch-Tester фирмы CSEM REVETEST.
Полученное значение адгезии равно 65 Н, что указывает на высокую прочность адгезии покрытия к подложке.
Пример 2. Получение многослойного покрытия с наружным слоем, содержащим золото.
Данный пример отличается от примера 1 только способом получения наружного слоя, так что операции 1-4 примера 1 повторяются.
Получение наружного слоя осуществляется следующим образом:
5.1. После нанесения внутреннего слоя из нитрида циркония толщиной 3 мкм его поверхность обрабатывается пучком ионов золота с ускоряющим напряжением 20 кВ, при токе пучка 20 мА, времени имплантации 5 мин, что соответствует дозе имплантации равной 1017 ион/см2.
5.2. Остывание образцов в РК.
5.3. Извлечение образцов из РК.
5.4. Нанесение методом селективного электрохимического осаждения слоя Au толщиной 0,05 мкм.
5.5. Очистка образцов в ультразвуковой ванне
5.6. Образцы помещаются в РК, камера вакуумируется.
5.7. Очистка поверхностей образцов с помощью тлеющего разряда проводится аналогично операции 1 в примере 1.
5.8. Образцы обрабатываются пучком ионов Au с ускоряющим напряжением 20 кВ, при токе пучка 20 мА, времени имплантации 15 мин, что соответствует дозе имплантации равной 2,8·1017 ион/см2.
Аналогично примеру 1 заключительными операциями являются охлаждение изделий в РК и извлечение изделий из РК. Исследования образцов.
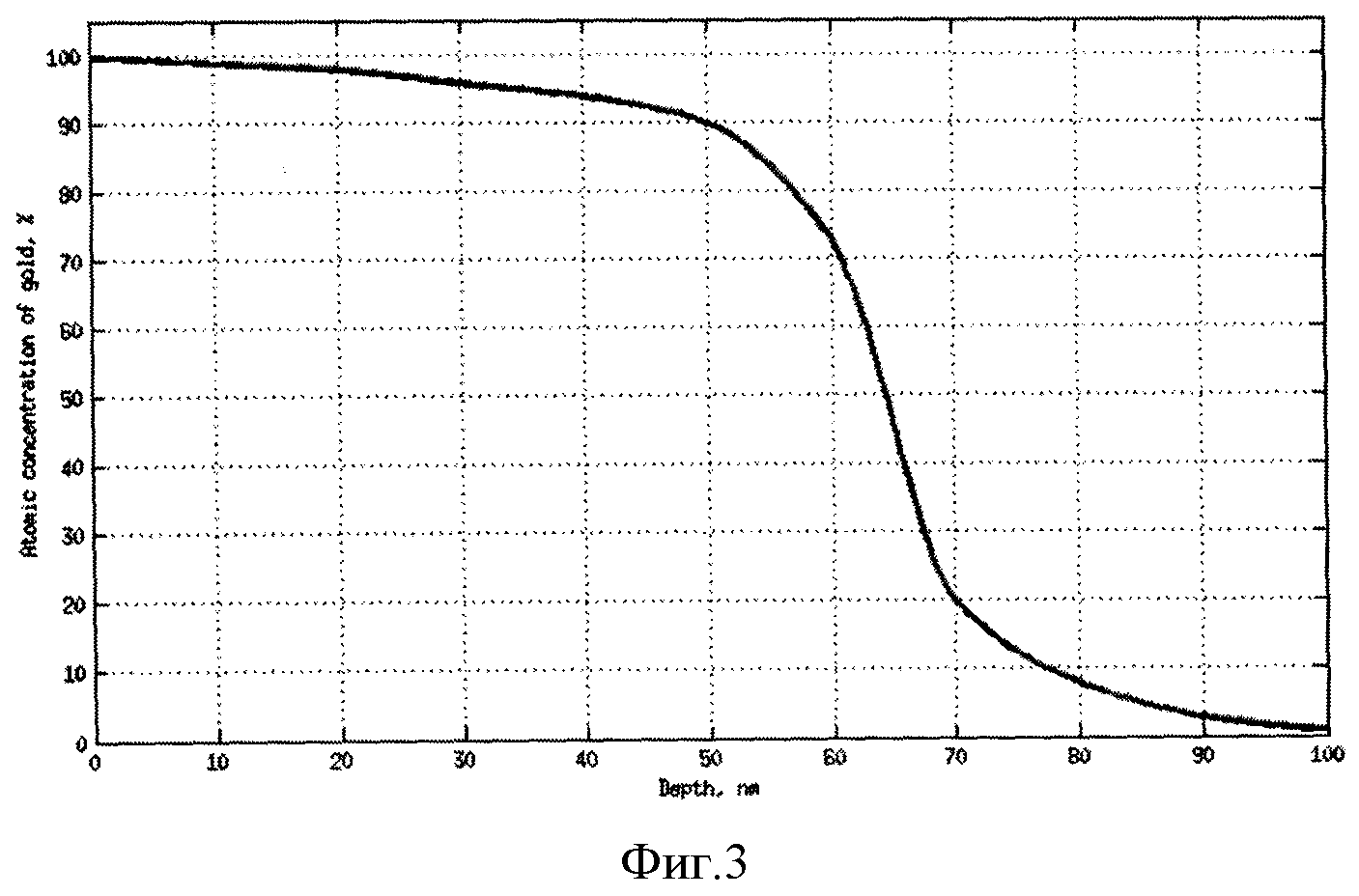
Распределение концентрации Au по глубине проводилось описанным выше методом. Изменение концентрации Au по глубине от поверхности образца показано на фиг. 3, из которой следует, что максимальная концентрация Au наблюдается на поверхности образца и равна 100 ат. %. На границе нанесенного слоя Au и внутреннего слоя наблюдается резкое уменьшение концентрации Au, после чего наблюдается монотонное уменьшение концентрации Au с глубиной.
Определение микротвердости и адгезии проводились описанными выше методами. Получено: Нµ=17,2 ГПа, адгезия равна 65 Н.
Использование настоящего изобретения позволяет получить износостойкое защитно-декоративное покрытие с наружным слоем, содержащим драгоценный металл (золото), имеющим цвет этого драгоценного металла; покрытие характеризуется износостойкостью к истиранию, биосовместимостью, высокой адгезией и умеренной стоимостью изделия с покрытием.
Тонкопленочное покрытие полюсных наконечников эндокардиальных электродов электрокардиостимуляторов и способ его получения
Тонкопленочное покрытие полюсных наконечников эндокардиальных электродов электрокардиостимуляторов и способ его получения
Многослойное композиционное покрытие с нанокристаллической структурой на режущем инструменте и способ его получения

