Результат интеллектуальной деятельности: ТОНКОПЛЕНОЧНОЕ ПОКРЫТИЕ ПОЛЮСНЫХ НАКОНЕЧНИКОВ ЭНДОКАРДИАЛЬНЫХ ЭЛЕКТРОДОВ ЭЛЕКТРОКАРДИОСТИМУЛЯТОРОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области получения покрытий на полюсные наконечники (ПН) (анод и катод) эндокардиального электрода (ЭКЭ) электрокардиостимулятора и может найти применение в производстве электрокардиостимуляторов и нейростимуляторов.
Многочисленные исследования (см. Шальдах М. Электрокардиотерапия. С.-П., 1992, 255 с.) показали, что для улучшения характеристик ПН ЭКЭ на них должны быть нанесены специальные покрытия, характеризующиеся биосовместимостью, коррозионной стойкостью в плазме крови и обладать высокой приэлектродной емкостью Гельмгольца.
Первоначальные конструкции ПН ЭКЭ с гладкими покрытиями из благородных металлов, например Pt, показали свою бесперспективность, т.к. гладкие поверхности, обладая малой емкостью Гельмгольца, существенно ослабляют сигнал при детекции. На основании дальнейших исследований была показана высокая эффективность применения пористых покрытий, характеризуемых высокой емкостью. Благодаря этому достигается высокая отдача электрического заряда и снижается вольтовый порог стимуляции миокарда. Это также приводит к повышению эффективности использования электропитания кардиостимулятора, что позволяет увеличить не менее чем на 30% период между операциями по замене батареи питания.
Наиболее близким техническим решением являются фрактальные покрытия нитрида титана TiN, наносимые с помощью конденсации из паровой фазы (метод PVD - physical vapour deposition), в частности с помощью магнетронного распыления, разработанные фирмой W.С. Heraeus GmbH & Co. KG, Hanau, Germany (см. H. Specht, F. Krüger, H.J. Wachter, O. Keitel, C. Leitold, M. Frericks «Structural properties of PVD coatings on implants and their influence on stimulation performance in pacing applications» Proceeding of Materials & Processes for Medical Devices Conference Nov.14-16, 2005, Boston, s.169-173). Данные покрытия нашли применение при промышленном изготовлении электрокардиостимуляторов ведущими фирмами, такими как «MEDTRONIC» (США), «St. Jude Medical» (США), «BIOTRONIC» (Германия). Высокая емкость таких покрытий связана с их высокоразвитой поверхностью.
Однако получение фрактальных покрытий можно реализовать лишь в узком диапазоне параметров осаждения и не для всех материалов. Кроме того, такие покрытия имеют недостаточную механическую прочность, что объясняется их высокой пористостостью (структура «цветная капуста») и низкой адгезией. Последнее связано с тем, что процесс осаждения данных покрытий осуществляется при низких температурах. Все это приводит к возможности их частичного разрушения и отслаивания, особенно в процессе введения электродов в тело пациента и их выведения, и, следовательно, возникает риск появления в крови человека инородных тел - продуктов разрушения покрытий.
Указанные недостатки могут быть устранены за счет нанесения предлагаемого ниже многослойного тонкопленочного пористого покрытия, обладающего электрическими свойствами, близкими к фрактальным тонким пленкам.
Технический результат, достигаемый изобретением, заключается в возможности получения тонкопленочного покрытия на ПН ЭКЭ, которое является биосовместимым, коррозионностойким в плазме крови, обладает высокой приэлектродной емкостью Гельмгольца, характеризуется высокой адгезией к изделию и механической прочностью.
Для достижения указанного результата предложено тонкопленочное покрытие полюсных наконечников эндокардиальных электродов (ПН ЭКЭ) электрокардиостимуляторов, включающее слой нитрида металла, при этом оно представляет следующую последовательность слоев: пористый слой биосовместимого металла толщиной L/n1, где n1=1,3÷3, образованный из порошка металлов со средним размером фракций d=L/n1, где L - шероховатость рабочей поверхности ПН ЭКЭ, слой биосовместимого нитрида металла MeN, полученный PVD методом, со столбчатой высокопористой структурой толщиной Λ=d/n2, где n2=1,3÷10, и ионно-модифицированный поверхностный слой MeN толщиной δ=Λ/n3, где n3=1,3÷100.
При этом
- в качестве металла пористого слоя выбраны Ti или Zr,
- в качестве нитрида металла выбирают TiN, или ZrN, или IrN.
Также для достижения указанного результата предложен способ получения тонкопленочного покрытия полюсных наконечников эндокардиальных электродов (ПН ЭКЭ) электрокардиостимуляторов, включающий нанесение слоя нитрида металла PVD методом, при этом на предварительно обработанную поверхность ПН ЭКЭ с шероховатостью L=60-100 мкм наносят пористый слой биосовместимого металла толщиной L/n1, где n1=1,3÷3 плазменным газотермическим методом при атмосферном давлении в атмосфере аргона порошка металла с размером частиц d=L/n1, затем наносят слой биосовместимого нитрида металла MeN толщиной Λ=d/n2, где n2=1,3÷10, PVD методом в атмосфере азота с давлением ~1·10-3 Торр при температуре 450-500°C, после чего проводят обработку поверхности пучком ионов биосовместимых металлов Me с энергией 20-100 кэВ и дозой не менее 1÷1017 частиц/кв.см.
Кроме того,
- проводят предварительную пескоструйную обработку поверхности,
- в качестве порошка металла выбраны Ti или Zr,
- в качестве нитрида металла выбирают TiN, или ZrN, или IrN,
- в качестве ионов Me выбирают Ti, или Zr, или Ir, или Pt.
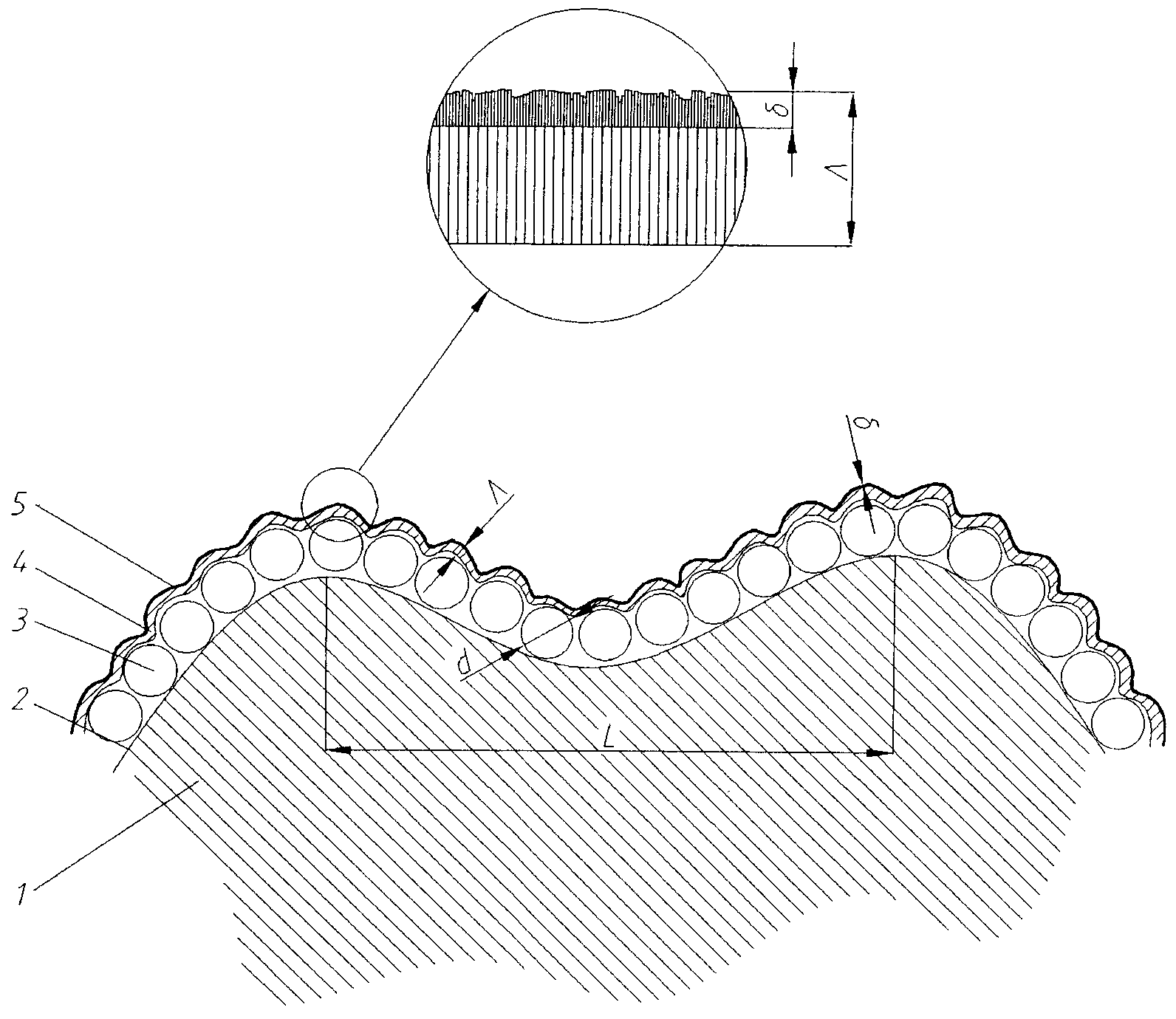
На фигуре представлено многослойное тонкопленочное покрытие с последовательным расположением его слоев согласно настоящему изобретению.
Материал нанесен на ПН ЭКЭ 1, поверхностный слой 2 которого обработан пескоструйным методом до шероховатости с размером L, на этот слой осажден слой 3 порошкового металлического покрытия с размером зерна d, далее следует нитридное покрытие 4 толщиной Λ, поверхностный слой 5 нитридного покрытия толщиной δ модифицирован пучком высокоэнергетических ионов.
Данная структура содержит 4 масштаба составляющих ее элементов, увеличивающих эффективную площадь поверхности:
масштаб слоя 2 с размером L,
масштаб слоя 3 с размером d~L/n1, где n1=1,3÷3,
масштаб слоя 4 с размером Λ~d/n2, где n2=1,3÷10,
масштаб слоя 5 с размером δ~Λ/n3; где n3=1,3÷100.
Наличие такой структуры приводит к образованию высокоразвитой поверхности.
Образование слоя 2 приводит к увеличению поверхности по сравнению с плоской поверхностью в 1,5-2 раза; образование последующих слоев приводит к увеличению поверхности в (n1×n2×n3) раз. В реальных условиях, соответствующих приведенному ниже примеру, увеличение поверхности происходит в 20-50 раз.
Способ получения рассматриваемого тонкопленочного покрытия заключается в последовательном нанесении упомянутых слоев за счет выполнения следующей последовательности операций.
1. Промывка и обезжиривание ПН ЭКЭ,
2. Пескоструйная обработка рабочей поверхности ПН ЭКЭ с целью получения начальной стадии развития поверхности ПН ЭКЭ,
3. Пароструйная обработка ПН ЭКЭ с целью удаления загрязнений,
4. УЗ очистка ПН ЭКЭ с целью удаления оставшихся загрязнений,
5. Сушка,
6. Нанесение плазменным газотермическим методом при атмосферном давлении в струе аргона (метод CAPS - Controlled-atmosphere plasma spraying) порошкового покрытия на ПН ЭКЭ с целью получения следующей стадии развитой поверхности,
7. Нанесение на ПН ЭКЭ покрытий из нитридов металлов PVD методом в вакуумной камере; процесс состоит из следующих операций:
- ионная очистка с помощью тлеющего разряда,
- нагрев ПН ЭКЭ до рабочей температуры T=450-500°C осаждения покрытия.
Это можно осуществить в вакууме за счет бомбардировки ионами из металлической плазмы, либо лучистым потоком с помощью известных методов:
- осаждение покрытий MeN на ПН ЭКЭ,
- обработка ПН ЭКЭ пучком ионов металла из имплантора высокоэнергетических ионов металлов,
8. Охлаждение изделий в вакуумной камере.
Данная структура характеризуется высокой адгезией к подложке и механической прочностью. Последнее связано как с наличием порошкового покрытия, так и с наличием плотного столбчатого нитридного слоя.
Высокая адгезия возникает за счет увеличения температуры процесса осаждения нитридного покрытия (по сравнению с температурой получения фрактального покрытия) и за счет применения ионного пучка.
Измерения адгезии, проведенные на образцах-свидетелях, показали, что обработка пучком увеличивает адгезию в ~2 раза и адгезия достигает величин ~70-100 H, что приближается к адгезии упрочняющих покрытий, используемых в машиностроении.
Использование пучка высокоэнергетических ионов металлов также приводит к текстурированию и измельчению столбчатой структуры нитридного покрытия. При этом происходит формирование мелко- и супермелкодисперсных (нано) структур с разориентированным расположением кристаллов, за счет чего образуется высокоразвитая поверхность с высокой емкостью.
Имеется еще один аспект использования пучка высокоэнергетических ионов металлов, связанный с легированием поверхности тонкопленочного материала атомами металлов, что облегчает процесс передачи электрического заряда от ПН ЭКЭ в окружающий их электролит крови. Благодаря этому достигается высокая отдача электрического заряда и снижается вольтовый порог стимуляции миокарда. Увеличение эффективности передачи электрического заряда объясняется возникновением микро(нано)острей, вблизи которых возникают высокие электрические поля, обеспечивающих интенсивный поток электронов в электролит крови.
Пример получения тонкопленочного покрытия на ПН ЭКЭ.
ЭКЭ после промывки и обезжиривания бензином подвергают следующей последовательности технологических операций. Одновременно могут обрабатываться до 600 полюсных наконечников.
1. Пескоструйная обработка ПН ЭКЭ с целью подготовки поверхности ПН ЭКЭ к нанесению порошкового покрытия
ЭКЭ устанавливаются на оснастку, которая предусматривает экранирование необрабатываемых поверхностей ЭКЭ. Обработка ведется песком электрокорунд белый (зернистость F12) по ГОСТ Р52381-2005 пескоструйным аппаратом АПС 11; размер фракций песка 60-100 мкм.
2. Пароструйная обработка ПН ЭКЭ с целью удаления загрязнений
Обработка ведется с помощью пароструйного аппарата ПароТерм-30.
3. УЗ очистка ЭКЭ с целью удаления оставшихся загрязнений
Очистка ведется в УЗ ванне УЗВ SLT-4050 с использованием щелочного раствора по ГОСТ 121007-76.
4. Промывка ЭКЭ с целью удаления остатков щелочного раствора
Промывка ведется в УЗ ванне УЗВ SLT-4050 с использованием очищенной воды по ГОСТ 2874-73.
5. Сушка ЭКЭ с целью обезвоживания поверхности; сушка осуществляется в сушильном шкафу СНОЛ 3,5 при температуре 100°C.
6. Нанесение плазменным газотермическим методом порошкового покрытия на ПН ЭКЭ (при атмосферном давлении в атмосфере аргона) с целью получения развитой поверхности
ЭКЭ устанавливаются на оснастку, которая предусматривает экранирование необрабатываемых поверхностей ЭКЭ. С помощью микроплазменной технологической установки «УГНП-7/2025» наносится титановый порошок (размер фракций порошка 25-40 мкм, ТУ 14-22-57-92). Параметры плазматрона: ток - 40 А и напряжение - 32 В.
7. Установка ЭКЭ на специальную оснастку.
8. Загрузка оснастки с ЭКЭ в вакуумную рабочую камеру (ВРК) модернизированной установки «ННВ 6.6И1», оснащенной имплантором высокоэнергетических ионов металлов «СОКОЛ».
9. Вакуумная откачка ВРК.
10. Нанесение на ПН ЭКЭ покрытий из TiN вакуумно-дуговым методом (Arc-PVD) за счет следующих операций:
10.1 Ионная очистка ПН ЭКЭ с помощью тлеющего разряда
Напряжение смещения на рабочем столе - 1,1 кВ; давление аргона - 2·10-2 Торр.
10.2 Нагрев ПН ЭКЭ за счет бомбардировки ионами из Ti плазмы
Ток дугового испарителя - 90 А; напряжение смещения на рабочем столе - 800 В; нагрев производится в атмосфере аргона с давлением 1·10-3 Торр; до температуры 450-500°C.
10.3 Осаждение покрытий TiN на ПН ЭКЭ
Ток дугового испарителя - 85 А; напряжение смещения на рабочем столе 120 В; осаждение производится в атмосфере азота с давлением 1·10-3 торр; температура процесса 450-500°C.
10.4 Обработка нанесенного покрытия пучком ионов Ti из имплантора «СОКОЛ»
Ток ионов - 40 мА; ускоряющее напряжение - 18 кВ; Ток разряда - 5 А; напряжение разряда 160 В (зарядность ионов 2-3); доза имплантации 1 1018 частиц/кв.см.
10.5 Остывание ЭКЭ в ВРК
Производится в атмосфере аргона с давлением 7 10-3 Торр.
11. Извлечение оснастки с ЭКЭ из ВРК.
На полученных описанным выше способом ЭКЭ с покрытиями результатах проведены измерения электрических характеристик в сравнении с отечественными ЭКЭ без покрытий и с различными покрытиями, а также ЭКЭ производства St. Jude Medical Corp. (США).
Измерения проводились путем пропускания через ЭКЭ, помещенный в физиологический раствор, синусоидального тока различных частот и регистрацией выходного сигнала.
Исследовались следующие ЭКЭ: 1 - электроды российского производства без покрытия; 2 - электроды российского производства с покрытиями IrO2; 3, 4, 5 - электроды российского производства с покрытиями TiN, осаждаемых по технологии PVD; 6, 7 - электроды российского производства с покрытиями, получаемыми по предлагаемому способу: многослойное покрытие с TiN, осаждаемым по технологии PVD с использованием ионного пучка; 8, 9 - ЭКЭ фирмы St. Jude Medical Corp.
Результаты измерений представлены в таблице.
|
Из таблицы следует, что ЭКЭ с покрытиями, получаемыми по предлагаемому способу, и ЭКЭ фирмы St. Jude Medical Corp. характеризуются высокой емкостью и низким импедансом, вследствие чего имеются высокие показатели по скорости деполяризации электродов после импульса стимуляции. На это указывает изменение более чем в 20 раз (по сравнению с ЭКЭ без покрытий) значений Rф. Благодаря этому достигается высокая отдача электрического заряда и снижается вольтовый порог стимуляции миокарда.
Отметим, что ЭКЭ с покрытиями, получаемыми по предлагаемому способу, и ЭКЭ фирмы St. Jude Medical Corp. имеют близкие электрические свойства. При этом наше изобретение позволяет получать покрытие с высокой адгезией и механической прочностью, что значительно уменьшает вероятность их частичного разрушения и отслаивания и, следовательно, существенно уменьшается риск появления в крови человека инородных тел - продуктов разрушения покрытий.
Таким образом, использование настоящего изобретения позволяет получать электроды, по своим электрическим свойствам не уступающие лучшим зарубежным аналогам, а по механическим свойствам - превосходящие их.
Защитно-декоративное покрытие изделия и способ его получения (варианты)
Защитно-декоративное покрытие изделия и способ его получения (варианты)
Многослойное композиционное покрытие с нанокристаллической структурой на режущем инструменте и способ его получения

