Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ПОВЕРХНОСТИ ЗУБНЫХ ПРОТЕЗОВ
Вид РИД
Изобретение
Изобретение относится к медицине, а именно к ортопедической стоматологии, и может быть использовано при изготовлении металлических зубных протезов.
Известен способ изготовления металлического зубного протеза, который включает вакуумно-плазменное нанесение на основу протеза промежуточного слоя из смеси титана и хрома и защитного слоя из нитрида титана, промежуточный и защитный слои наносят в разных диапазонах температур (Патент РФ N 2112457, МПК А61С 13/00, А61С 13/08, приор. от 21.11.1996, опубл. 10.06.1998).
Однако покрытие, получаемое по известному способу, не является многослойным и имеет низкую стойкость со сроком службы не более 5-10 лет.
Известен также зубной протез и способ его получения, включающий нанесение на металлическую основу протеза промежуточного слоя из циркония с последующим нанесением внешнего декоративного слоя из нитрида циркония (Патент US 4451236, опубл. 29.05.1984), который принят за прототип.
Однако покрытие, получаемое по известному способу, принятому за прототип, имеет низкую стойкость и малый срок службы (5-10 лет).
Технической задачей, на решение которой направлено заявляемое изобретение, является повышение твердости, пластичности и прочности покрытия.
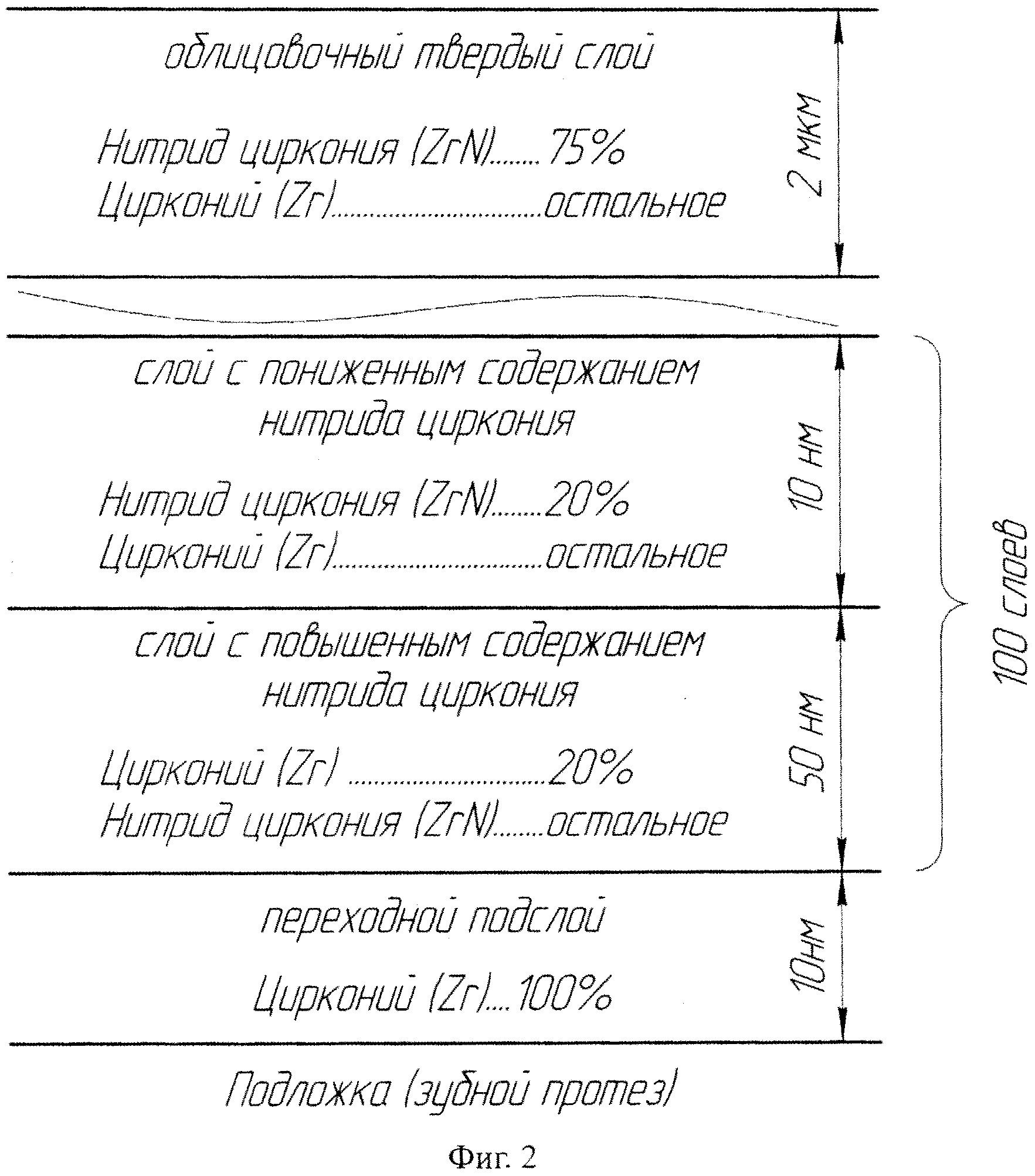
Поставленная техническая задача решается тем, что способ получения зубного протеза, в котором наносят на металлическую основу протеза переходный подслой из циркония с последующим нанесением облицовочного твердого слоя, содержащего нитрид циркония, отличается тем, что перед нанесением покрытия производят струйно-абразивную обработку внутренней поверхности зубного протеза и ионную полировку внешней поверхности зубного протеза, после нанесения на зубной протез переходного подслоя из циркония напыляют чередующиеся слои с повышенным содержанием нитрида циркония, содержащие от 5 до 20% циркония, остальное - нитрид циркония, и с пониженным содержанием нитрида циркония, содержащие от 5 до 40% нитрида циркония, остальное - цирконий, последним напыляют облицовочный твердый слой с содержанием нитрида циркония от 40 до 90%, цирконий - остальное, при этом регулируют соотношение компонентов в каждом слое в зависимости от выбранного цвета зубного протеза, переходный подслой из циркония напыляют толщиной от 5 нм до 20 нм, каждый слой с пониженным содержанием нитрида циркония напыляют толщиной от 5 нм до 20 нм, каждый слой с повышенным содержанием нитрида циркония напыляют толщиной от 30 нм до 70 нм, облицовочный слой напыляют толщиной от 1 мкм до 5 мкм, покрытие напыляют толщиной до 100 мкм.
Кроме того, напыляют чередующиеся слои с повышенным содержанием нитрида циркония и с пониженным содержанием нитрида циркония в количестве ста слоев, из которых пятьдесят слоев составляют слои с повышенным содержанием нитрида циркония и пятьдесят слоев составляют слои с пониженным содержанием нитрида циркония.
Технический результат заключается в повышении твердости, пластичности и прочности покрытия.
Предложенная совокупность существенных признаков заявляемого способа позволяет достичь как механической твердости, так и пластичности при малой толщине покрытия. Армирующие слои с повышенным содержанием металла позволяют исключить трещинообразование, сколы и хрупкое разрушение, повышают когезионную прочность покрытия. Наноструктурное состояние отдельных слоев повышает прочность получаемого покрытия, которая приближается к теоретической. При этом происходит плавное изменение свойств между слоями, что также повышает механические характеристики покрытия.
Заявляемый способ иллюстрируется фигурами 1 и 2.
На фиг. 1 представлена иллюстрация послойного состава покрытия.
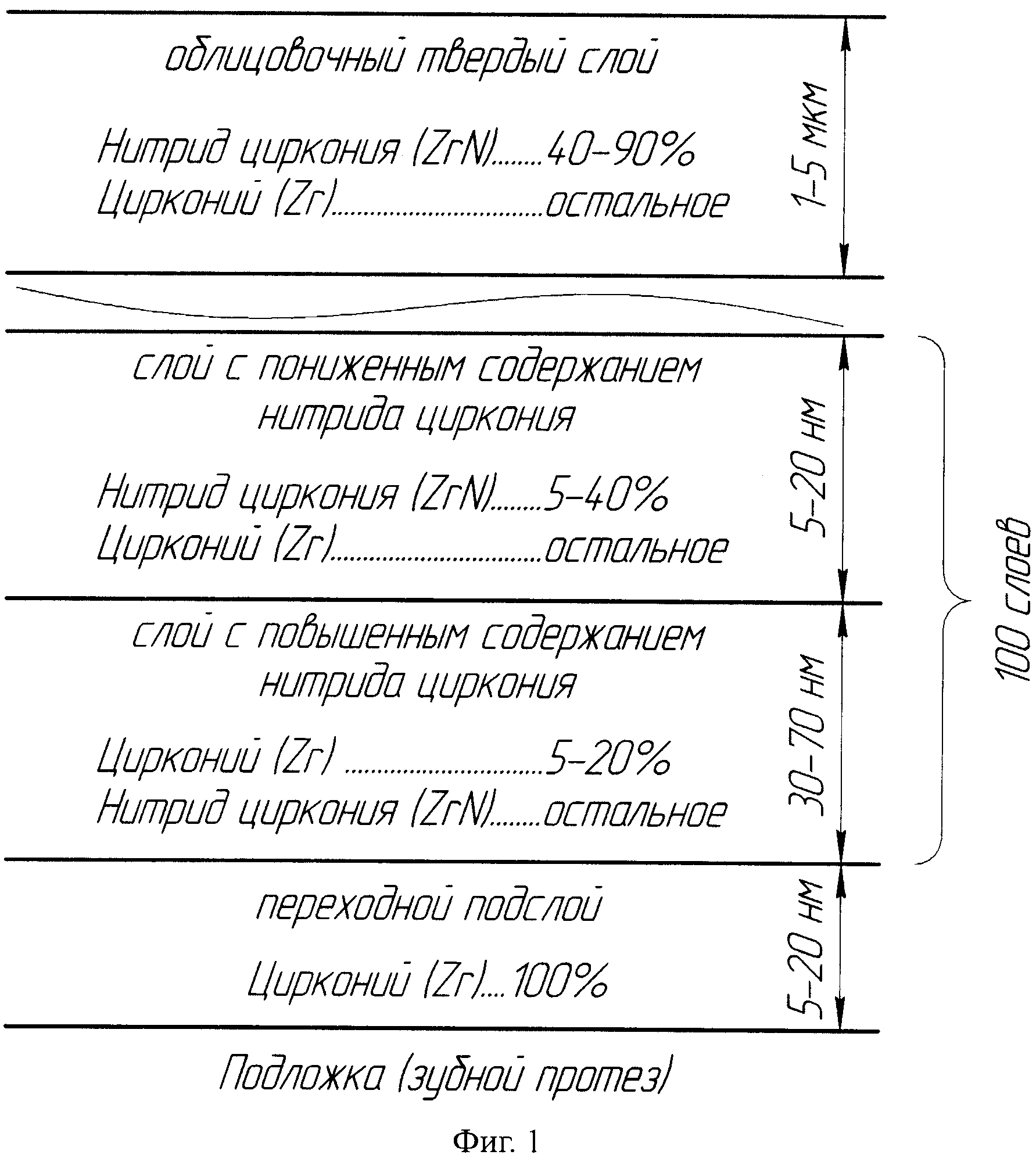
На фиг. 2 представлена иллюстрация послойного состава покрытия, получение которого описано в примере реализации способа.
Заявляемый способ получения металлических покрытий на поверхности зубных протезов заключается в том, что сначала производят струйно-абразивную обработку внутренней поверхности металлического зубного протеза и ионную полировку внешней поверхности металлического зубного протеза. Затем напыляют (фиг. 1) сепарированными плазменными потоками (вакуум до 2,5·10-5 мм рт.ст.) переходный подслой из металла толщиной от 5 нм до 20 нм. В качестве такого металла выбирают, например, цирконий (Zr). После чего через дозатор подают активный газ азот и снижают вакуум до 2,5·10-3 мм рт.ст.
В результате плазмохимических реакций образуется дисперсно-армированный слой с повышенным содержанием нитрида циркония толщиной от 30 нм до 70 нм, содержащий цирконий (Zr), нитрид циркония (ZrN) при следующем процентном соотношении компонентов:
|
Затем, уменьшая подачу азота, напыляют пластичный армирующий компенсационный слой с пониженным содержанием нитрида циркония толщиной от 5 нм до 20 нм, содержащий цирконий (Zr), нитрид циркония (ZrN) при следующем процентном соотношении компонентов:
|
Последовательно напыляют 100 (сто) чередующихся слоев с пониженным и повышенным содержанием нитрида циркония, при этом происходит плавное изменение свойств покрытия, что способствует увеличению его адгезионной прочности.
На финишной стадии (вакуум 2,5·10-3 мм рт.ст., реакционная среда - активный газ азот) наносят облицовочный слой толщиной от 1 мкм до 5 мкм, содержащий цирконий (Zr), нитрид циркония (ZrN) при следующем процентном соотношении компонентов:
|
При этом процентное соотношение компонентов каждого слоя изменяют в зависимости от выбранного цвета зубного протеза.
При этом в качестве металла, входящего в состав покрытия, вместо циркония может использоваться, например, алюминий, хром или титан при полном достижении технического результата.
Все указанные выше интервалы толщин слоев выбраны исходя из экспериментальных исследований. При толщине слоев, выходящей за пределы указанных интервалов, наблюдается уменьшение прочности и надежности покрытия.
Примером реализации предлагаемого способа может служить процесс нанесения покрытия на серию протезов из нержавеющей стали Х25Н10Т.
Сначала производят струйно-абразивную обработку внутренней поверхности металлических зубных протезов, после чего изделия помещают в вакуумную ионно-плазменную установку и создают вакуум 2·10-5 мм рт.ст. Производят ионную очистку, которая включает, по крайней мере, две стадии:
- предварительная очистка путем обработки тлеющим зарядом, ток дуги 0 A, ускоряющее напряжение 1,5-2 кВ, среда - аргон, вакуум 5·10-2 мм рт.ст., время обработки составляет 10 мин.
- финишная очистка и нагрев до температуры 500°C, используется циркониевый катод, среда - аргон, вакуум 2,5·10-3 мм рт.ст., ток дуги 50-70 А, ускоряющее напряжение 700 В.
Затем напыляют сепарированными потоками (ток дуги 50-70 А, ускоряющее напряжение 200 В, вакуум 2,5·10-5 мм рт.ст.) переходный подслой циркония толщиной 10 нм. После чего через дозатор подают активный газ азот.
Далее понижают вакуум до 2,5·10-3 мм рт.ст. В результате плазмохимических реакций образуется дисперсно-армированный слой с повышенным содержанием нитрида циркония и толщиной 50 нм, содержащий 20% циркония (Zr), 80% нитрида циркония (ZrN).
Затем уменьшают подачу азота, увеличивают вакуум до 0,5·10-3 мм рт.ст. и таким образом получают пластичный армирующий компенсационный слой с пониженным содержанием нитрида циркония толщиной 10 нм, содержащий 80% циркония (Zr), 20% нитрида циркония (ZrN).
Напыляют 100 чередующихся слоев с пониженным и повышенным содержанием нитрида циркония.
На финишной стадии способа наносят облицовочный слой толщиной 2 мкм, содержащий 25% циркония (Zr), 75% нитрида циркония (ZrN).
Общая толщина покрытия составляет 8 мкм.
После нанесения покрытия были произведены испытания микротвердости, адгезионной прочности и пластичности методами индентирования, склерометрии и сканирующей электронной микроскопии. В качестве сравнения использовались образцы, полученные по способу-прототипу.
Проведенные испытания показали, что по сравнению с образцами, полученными по способу-прототипу, образцы, полученные по заявляемому способу, имеют на 32% более высокую микротвердость и выдерживают на 24% более высокую критическую нагрузку, вызывающую отслоение покрытия. Таким образом, можно заключить, что заявляемый способ обеспечивает достижение технического результата.
Способ получения металлических покрытий на поверхности зубных протезов может быть осуществлен с помощью известных в технике средств. Следовательно, он соответствует критерию «промышленная применимость».
Использование заявляемого способа обеспечивает значительное снижение толщины металлического защитного покрытия, наносимого на зубной протез, уменьшение обточки зуба, возможность регулирования цвета протеза в широком диапазоне уже на стадии его производства, увеличение срока службы до 15-20 лет.
Кроме того, использование изобретения ведет к снижению толщины протеза и повышению его прочности, ударной вязкости и эстетичности, получаемое покрытие соответствует санитарно-гигиеническим требованиям.
Устройство для обработки выглаживанием поверхностей вращения
Способ получения металлокерамических покрытий на поверхности зубных протезов
Способ приготовления многокомпонентных газовых смесей
Способ определения и фиксации центрального соотношения челюстей
Способ вестибулопластики полости рта
Способ диагностики эрозиогенности ротовой жидкости у пациентов с гастроэзофагеальнооральным рефлюксом при гастроэзофагеальной рефлюксной болезни
Способ защиты металлических труб от коррозии
Способ анализа износа
Зубной протез и способ его изготовления
Способ нанесения жаростойкого металлокерамического покрытия на изделия из жаропрочных сплавов
Способ приготовления многокомпонентных газовых смесей
Способ определения и фиксации центрального соотношения челюстей
Способ вестибулопластики полости рта
Способ диагностики эрозиогенности ротовой жидкости у пациентов с гастроэзофагеальнооральным рефлюксом при гастроэзофагеальной рефлюксной болезни
Способ защиты металлических труб от коррозии
Способ анализа износа
Зубной протез и способ его изготовления
Способ нанесения жаростойкого металлокерамического покрытия на изделия из жаропрочных сплавов
Способ получения металлокерамических покрытий на поверхности зубных протезов
Установка для вакуумного ионно-плазменного нанесения покрытий

