Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ЯЧЕИСТОЙ СТРУКТУРЫ С ПЛОСКИМИ ПОВЕРХНОСТЯМИ ИЗ УГЛЕРОДНОЙ ТКАНИ
Вид РИД
Изобретение
Настоящее изобретение относится к ячеистым структурам, которые могут применяться в различных типах механических конструкций для поддержки различных элементов. Разработка проводилась в рамках подготовки детекторных систем для исследований свойств материи в физике высоких энергий и может быть преимущественно использована для изготовления тонкостенных ячеистых структур высокой точности с изменяемой геометрией по длине ячейки и различным количеством ячеек в альвеоле.
Известен способ изготовления поддерживающих структур для экспериментов CMS на Большом Адронном Коллайдере (ЦЕРН) LHC БАК г. Женева (CMS: The electromagnetic calorimeter. Technical design report CMS: CERN-LHCC-97-32) и ПАНДА ускорительного центра ФАИР в Германии (Performance of the prototype of the electromagnetic calorimeter for PANDA, M. Kavatsyuk et al.. Published in Nucl. Instrum. Meth. A648 (2011) 77-91).
Способ получения ячеистых структур из ткани из углеродных волокон на оправке состоит в том, что каждая мандрила (оправка) оборачивается пропитанной эпоксидным двухкомпонентным связующим этой тканью в нужное количество слоев для получения требуемой толщины. После этого нужное количество мандрил оборачивается дополнительными слоями такой же ткани и перед запеканием покрывается вакуумным мешком, затем откачивается давление до 1 атм. Указанная обернутая сборка помещается в автоклав и при избыточном давлении в 8 атм и температуре 80-120 градусов, в зависимости от связующего, в течение нескольких часов по определенному температурному циклу производится нагрев, запекание (выдержка) и остывание изделия. Весь технологический цикл занимает примерно 24 часа.
При таком способе получения изделий с высокой точностью получают только внутренний размер одной ячейки, а толщину внутренних стенок и толщину и плоскостность наружных стенок невозможно получить с заданной точностью.
В указанных случаях (для экспериментов CMS и ПАНДА) все альвеолы собраны только в прямоугольной системе координат (одна плоскость) и одинаковой геометрией ячеек по всей длине альвеол, а требуемая точность изготовления составляет 100 мкм. Такое требование к точности и расположение активных элементов резко снижает точностные требования к технологической оснастке, способам ее изготовления и применяемым материалам.
Задачей, на решение которой направлено заявляемое изобретение, является возможность изготовления механической структуры из ткани из углеродных волокон с высокой прочностью, точностью каждой ячейки 20 мкм. Помимо этого изготовленная с данным способом конструкция должна быть:
- оптически непрозрачной,
- минимальной по толщине (в соответствии с требованиями по измерению физических процессов),
- позволять склейку нескольких структур в одну без нарушения точности.
Техническим результатом настоящего изобретения является возможность изготовления ячеистых опорных структур с контролируемой толщиной стенок с точностью 20 мкм и плоскостностью от 10 мкм и лучше (среднее значение плоскостности в нашем случае получилось 5-6 мкм), а также значительное сокращение времени изготовления.
Технический результат изобретения обеспечивается тем, что в отсутствии внешнего давления и автоклавов, для формирования поверхностей нужного качества по плоскостности и толщины стенок используются внешние формообразующие пластины и бруски сложной формы из высоколегированной стали, собранные в единую конструкцию высокопрочными винтами. Требуемые толщины и точность ячеистой структуры достигаются созданием при изготовлении формообразующих пластин и брусков гарантированных зазоров, задающих толщины стенки готового изделия с точностью 20 мкм, и качеством обработанной поверхности.
Заявленный технический результат достигается при выполнении следующих условий:
1. все детали оснастки (пресс-формы и мандрил) должны быть изготовлены из высоколегированной стали со следующими характеристиками:
- высокая износостойкость, твердость должна быть на уровне HRC 47…50. Указанная твердость необходима до обжатия пропитанных тканей до требуемой, в соответствии с конструкторской документацией, толщины, так как начальная толщина пропитанного материала заведомо больше заданной, и получения необходимого качества поверхности. Сжатие материала позволяет увеличить его прочность и обеспечить точность изделия по толщине. Высокая твердость внутренних деталей необходима для достижения требуемой точности внутренних размеров. Она должна совпадать с твердостью внешних формообразующих деталей. Указанные характеристики стали необходимы также для равномерной передачи нагрузки при сжатии материала. Сталь должна быть легирована и дополнительно термообработана в связи с необходимостью ее многократного использования в широком диапазоне температур в цикле нагрева и охлаждения;
- коррозионная стойкость при использовании различных растворителей и агрессивных антипригарных и антиадгезионных покрытий;
- возможность глубокого профилирования при обработке резанием и шлифованием;
- возможность сквозного прокаливания глубиной до 40 мм;
- хорошие свойства для полирования поверхности;
- все элементы должны быть изначально выполнены с требуемой точностью в соответствии с конструкторской документацией (достигнута точность 10 мкм для всех деталей и плоскостность от 10 мкм);
2. выполнение оптимальных температурных режимов по нагреву/выдержке/охлаждению ячеистой структуры в пресс-форме;
3. при равномерном прогреве оснастки, который контролируется расчетным количеством температурных (с точностью 0.1°C) датчиков, размещенных в различных зонах оснастки в соответствии со схемой;
4. при строгом соблюдении алгоритма позиционирования формообразующих элементов при сборке оснастки.
Сущность заявляемого способа поясняется чертежами.
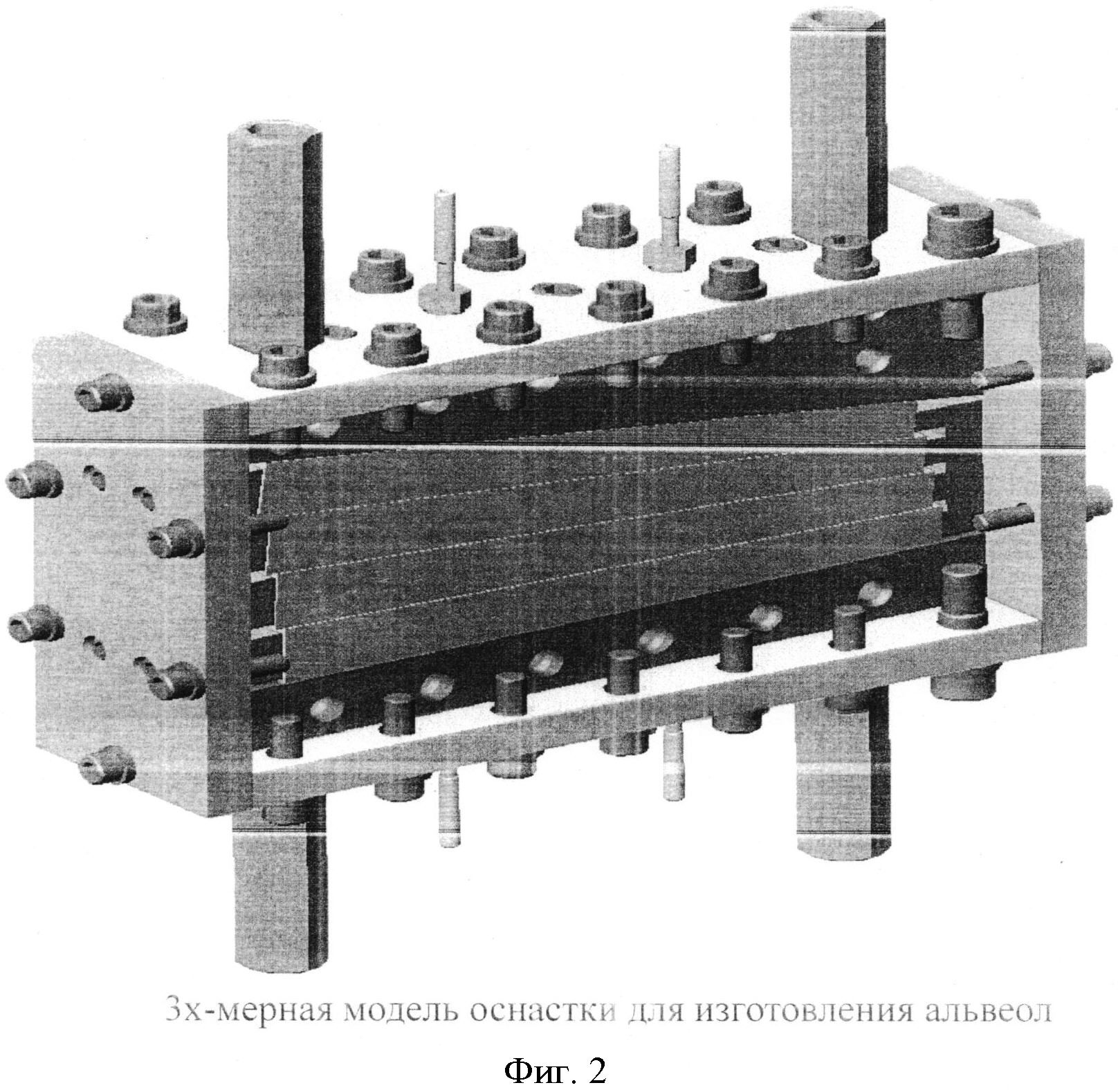
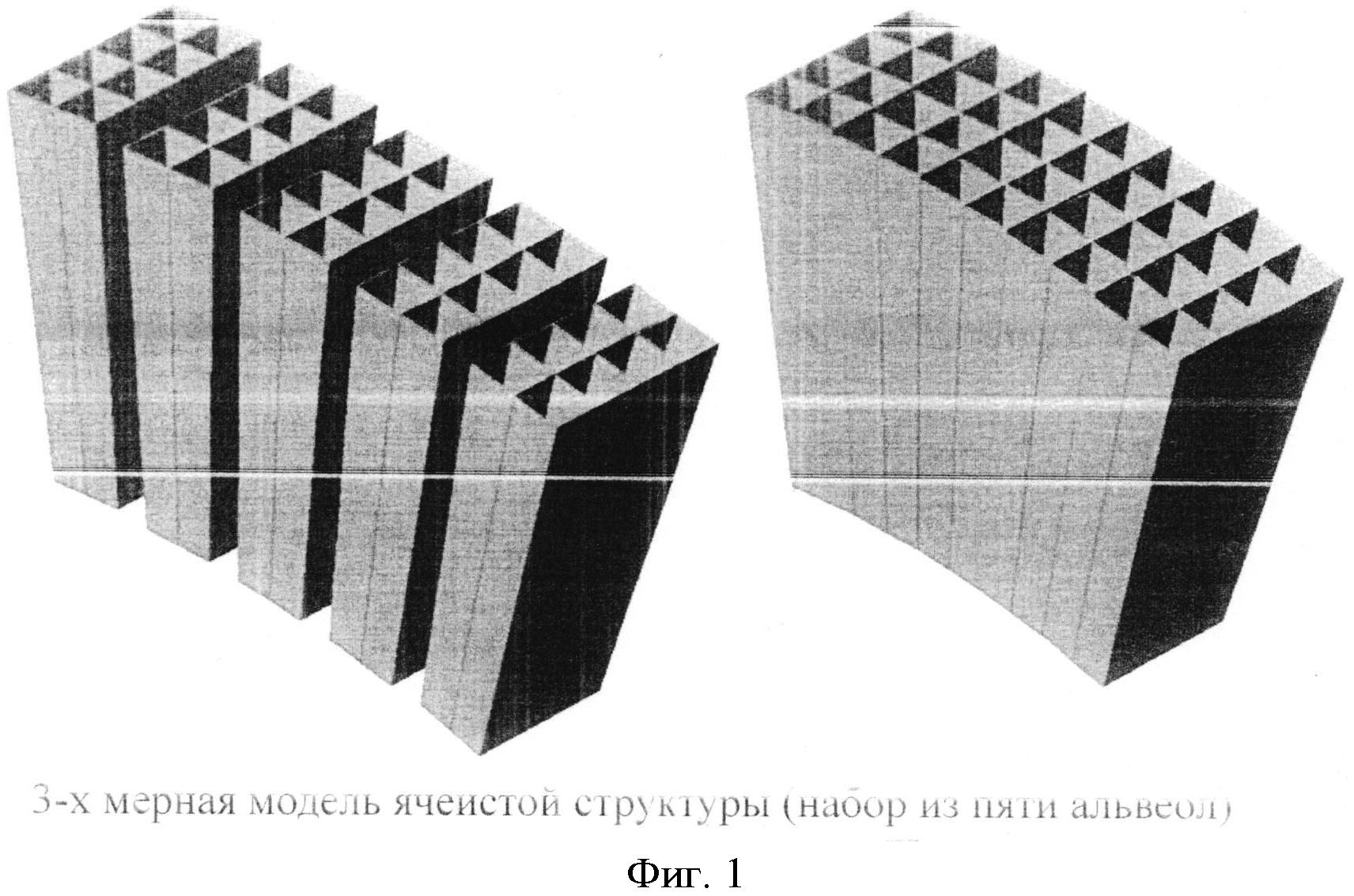
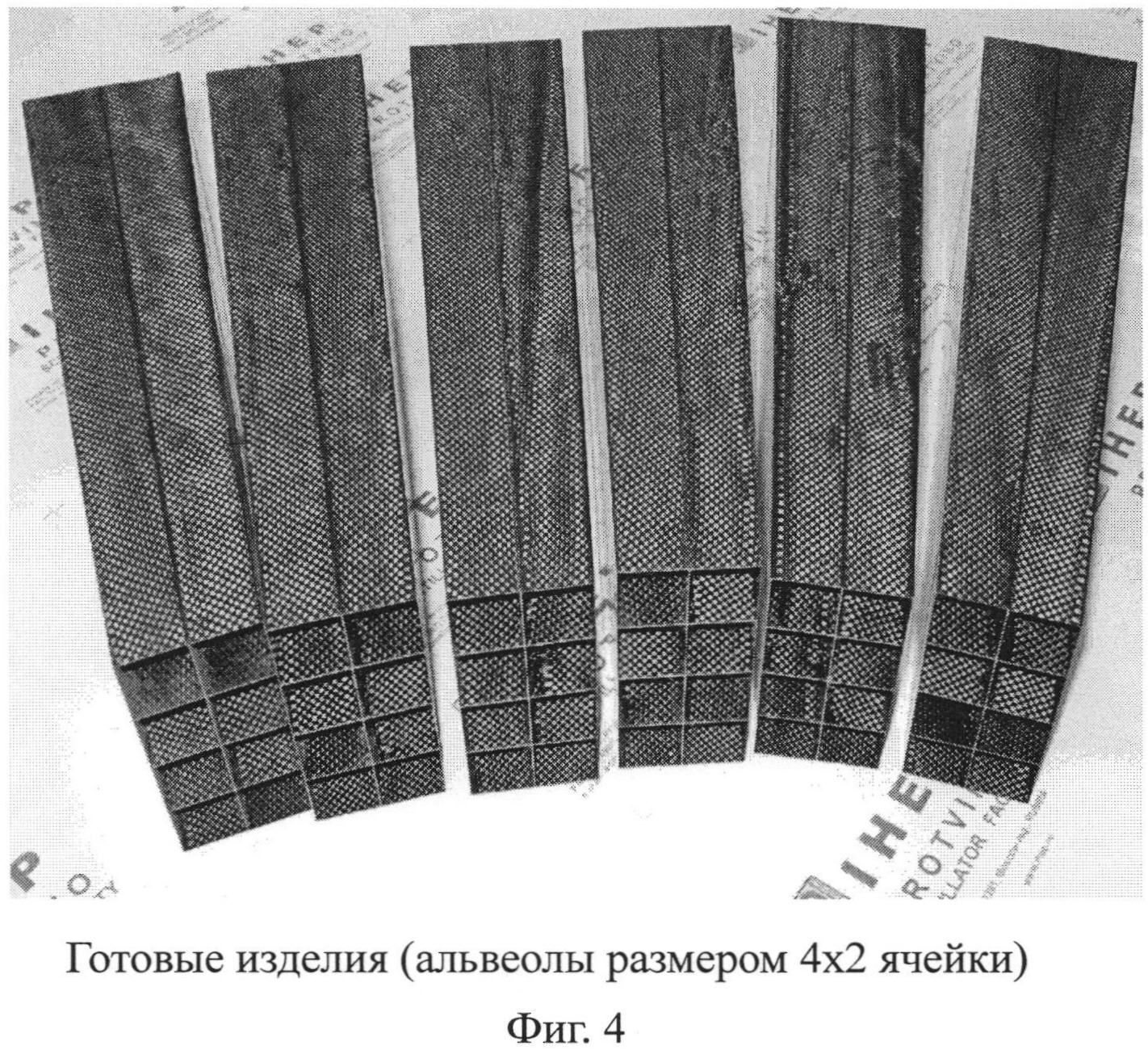
На Фиг. 1 изображена 3-мерная модель ячеистой структуры. На Фиг. 2 изображена 3-мерная модель предлагаемой оснастки для изготовления альвеол. На Фиг. 3 показана оснастка в процессе подготовки к запеканию с уложенными и обернутыми в пропитанную углеродную ткань четырьмя мандрилами (оправками). На Фиг. 4 показаны готовые изделия (в нашем случае альвеолы размером 4×2).
Для осуществления заявляемого способа используется устройство, которое включает в себя детали формирования высокоточной внутренней и внешней геометрии тонкостенных сотовых структур, а также комплект дополнительных деталей, необходимых для сборки и перемещения устройства и датчики системы контроля температуры оснастки в процессе изготовления ячеистых структур.
Комплект формообразующих деталей включает в себя группу деталей - пластины и бруски - для формирования наружной геометрии сотовых структур согласно общей модели детектора и набора мандрил для формирования внутренних областей ячеек. Кроме того, по торцам оснастки расположены упорные элементы, отвечающие за позиционирование мандрил внутри оснастки. Высокие требования к качеству и точности изготовления этих деталей обусловлены геометрическими параметрами тонкостенных сотовых структур, отклонение габаритных размеров которых должно находиться в пределах поля допуска в 100 мкм, а допуск на изменение толщины 200 микронных стенок равен 20 мкм. Все детали оснастки изготавливаются из специальной высоколегированной стали для производства пресс-форм.
Точность размеров изготавливаемых сотовых структур обеспечивается, прежде всего, за счет прецизионного позиционирования этих деталей относительно друг друга во время сборки пресс-формы, а также высокоточной обработки деталей оснастки. Взаимное положение деталей фиксируется с точностью до 10 мкм при помощи позиционирующих винтов. Сжатие сопрягаемых поверхностей и крепление деталей пресс-формы друг с другом, тем самым обжатие изготавливаемого изделия, осуществляется с использованием высокопрочных винтов М16 класса прочности не ниже 12.9.
В качестве дополнительных элементов изготавливаются монтажный комплект деталей, необходимый для удобства сборки и перемещения пресс-формы, а также комплект термодатчиков, которые крепятся к пресс-форме резьбовыми втулками и непрерывно контролируют внутреннюю температуру деталей оснастки во время всего процесса полимеризации материала сотовой структуры.
Для успешной работы необходимо дополнительно изготовить мандрилы в соответствии с конструкторской документацией, на которые наносится углеродная ткань.
На все формообразующие поверхности, контактирующие со связующими компонентами ткани из углеродного волокна, для предотвращения спекания и пригорания к поверхности металлических деталей запеченных при Т=125°C элементов этой ткани, пропитанной эпоксидным компаундом и выхода из строя деталей дорогостоящей оснастки, наносится антиадгезионная и антипригарная смазка (разделительная система), отобранная ранее по наилучшим показателям.
Дополнительно, для лучшего съема готового изделия применяется специально отобранное покрытие на формообразующие мандрилы. Это покрытие наносится перед каждым циклом получения изделия в 3-4 слоя с промежуточной сушкой 5-7 мин.
Ткань из углеродного волокна подготавливается определенным образом с использованием эпоксидного связующего.
Каждая из мандрил оборачивается этой подготовленной тканью с слоями в соответствии с расчетами. Мандрилы укладываются в пресс-форму. После сборки всех стенок производится обжатие с помощью винтов до устранения всех зазоров между стенками. Таким образом, происходит формирование альвеолы требуемой формы из пропитанной эпоксидным связующим ткани из углеродного волокна.
После выполнения всех подготовительных работ пресс-форма собирается и устанавливается в температурную камеру, по установленному температурному циклу производился нагрев, выдержка до полной полимеризации и остывание пресс-формы с заданной скоростью. После разборки пресс-формы производится выпрессовка каждой мандрилы специальным устройством
Для успешного создания требуемого образца в дальнейшем необходимо выполнить ряд стандартных операций, не относящихся к использованию данного устройства, а именно производится обрезка технологических и конструктивных элементов по краям альвеолы.
Разработанная конструкция оснастки (пресс-формы и мандрил), технология изготовления, выбор материалов и уникальная технологическая схема запекания готового изделия необходимы для достижения заданных рекордных точностных требований как самой геометрии альвеолы, так и толщинам ячеистой структуры.
Результатом создания устройства является возможность изготовления опорных ячеистых структур с толщиной стенки 200 мкм и точностью изготовления каждой ячейки 20 мкм.

Способ извлечения урана из сорбента фторида натрия
Мультиспектральный комплекс для авиасъемки наземных объектов и способ съемки
Система автоматического управления движением судна
Способ получения актиния-225
Устройство для диагностики технического состояния металлических трубопроводов

