Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ЗАКРУТКИ ПЕРА ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ
Вид РИД
Изобретение
Изобретение относится к устройствам для закрутки деталей, преимущественно лопаток газотурбинных двигателей (ГТД), и может найти применение в авиадвигателестроении и других отраслях промышленности.
Известно устройство для закрутки детали, например стержня квадратного сечения, включающее в себя ложемент фиксации одного конца стержня и рычаг, надеваемый на противоположный конец стержня и имеющий возможность поворота относительно оси стержня (Мещерин В.Т. Листовая штамповка. Атлас схем, издание 3, -М.: «Машиностроение» - 1975 г., стр. 95, рис. 230).
Известное устройство реализует процесс закрутки детали в свободном состоянии без ограничения течения материала детали жесткими поверхностями устройства, что не позволяет изготавливать высокоточные детали с регламентированным профилем и углами закрутки промежуточного сечения, находящегося между ложементом фиксации одного конца стержня и рычагом, установленным на другом конце стержня, например лопатки авиационного двигателя.
Наиболее близким является устройство для закрутки пера лопатки газотурбинного двигателя, содержащее ложемент фиксации замка лопатки, разъемный ложемент концевого сечения пера лопатки, разъемный ложемент промежуточного сечения пера лопатки, силовой привод перемещения ложемента в окружном направлении (Авторское свидетельство №803225, опубл. 15.05.82. Бюл. №8 МПК B21D 11/14).
Недостатком такого устройства является то, что рабочие поверхности разъемного ложемента промежуточного сечения пера лопатки, состоящего из нескольких секций, имеют профили раскрученных сечений лопатки, в результате, после операции закрутки профили лопатки в промежуточных сечениях сохраняют свою форму и положение вдоль пера лопатки, но отличаются по форме и положению от окончательно готовой лопатки. Вследствие этого, закрученная лопатка должна в дальнейшем подвергнуться операции калибровки профиля пера, что повышает трудоемкость ее изготовления. Кроме того, при малых расстояниях между сечениями пера лопатки по ее чертежу, затруднительно, или проблематично включить в состав устройства требуемое количество секций разъемного ложемента промежуточного сечения пера лопатки, соответствующее количеству сечений пера лопатки. При этом уменьшают их количество, что приводит к возникновению свободных зон закручиваемого пера лопатки, не охваченных рабочими поверхностями этого ложемента, не позволяя изготавливать высокоточные детали с регламентированным профилем и углами закрутки промежуточных сечений пера лопатки. В результате, закрученная лопатка должна в дальнейшем подвергнуться операции калибровки профиля пера, что повышает трудоемкость ее изготовления.
Техническим результатом, на который направлено изобретение, является создание устройства для закрутки пера лопатки газотурбинного двигателя, позволяющее повысить качество изготавливаемых лопаток и производительность труда.
Технический результат достигается тем, что в устройстве для закрутки пера лопатки газотурбинного двигателя, содержащем ложемент фиксации замка лопатки, разъемный ложемент концевого сечения пера лопатки, разъемный ложемент промежуточного сечения пера лопатки, силовой привод перемещения ложемента в окружном направлении, в отличие от известного разъемный ложемент промежуточного сечения пера лопатки содержит пуансон и матрицу с гравюрами спинки и корыта закрученного пера лопатки, разъемный ложемент концевого сечения пера лопатки образован по меньшей мере двумя полуколесами с возможностью окружного перемещения вокруг оси лопатки, каждое из которых снабжено по меньшей мере одной выступающей платформой, силовой привод выполнен в виде рычага с боковыми сторонами, параллельными хорде концевого сечения пера лопатки, образованного полуколесами при смыкании и взаимодействующего с копирами, жестко связанными с пуансоном и матрицей, ложемент фиксации замка и разъемный ложемент концевого сечения пера лопатки установлены на подвижных верхней и нижней платформах, охватывающих разъемный ложемент промежуточного сечения пера лопатки в местах его прохождения через платформы, причем опорные поверхности разъемного ложемента промежуточного сечения пера лопатки жестко связаны с плитами и имеют возможность поступательного перемещения относительно лопатки, при этом между платформами и плитами установлены пружины сжатия.
Стороны рычага силового привода, взаимодействующие с копирами, параллельны хорде концевого сечения пера лопатки.
Копиры имеют прямолинейный рабочий профиль, угол наклона которого равен углу закрутки хорды концевого сечения пера лопатки относительно ее замка.
Плиты связаны между собою направляющими колонками. Пуансон и матрица разъемного ложемента промежуточного сечения снабжены нагревательными элементами.
На прилагаемых чертежах изображено устройство для закрутки пера лопатки газотурбинного двигателя,
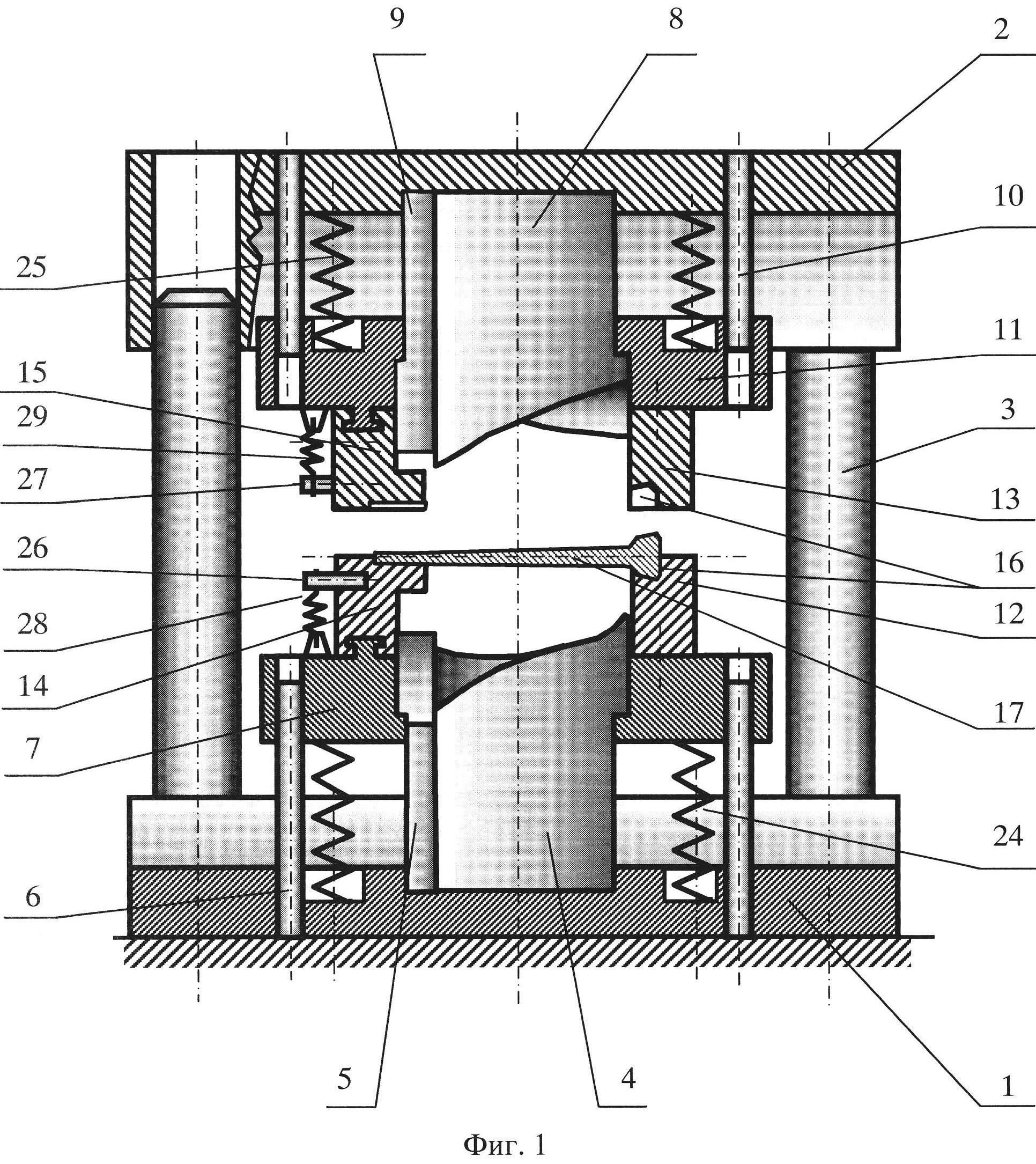
где фиг. 1 - схема устройства для закрутки пера лопатки ГТД;
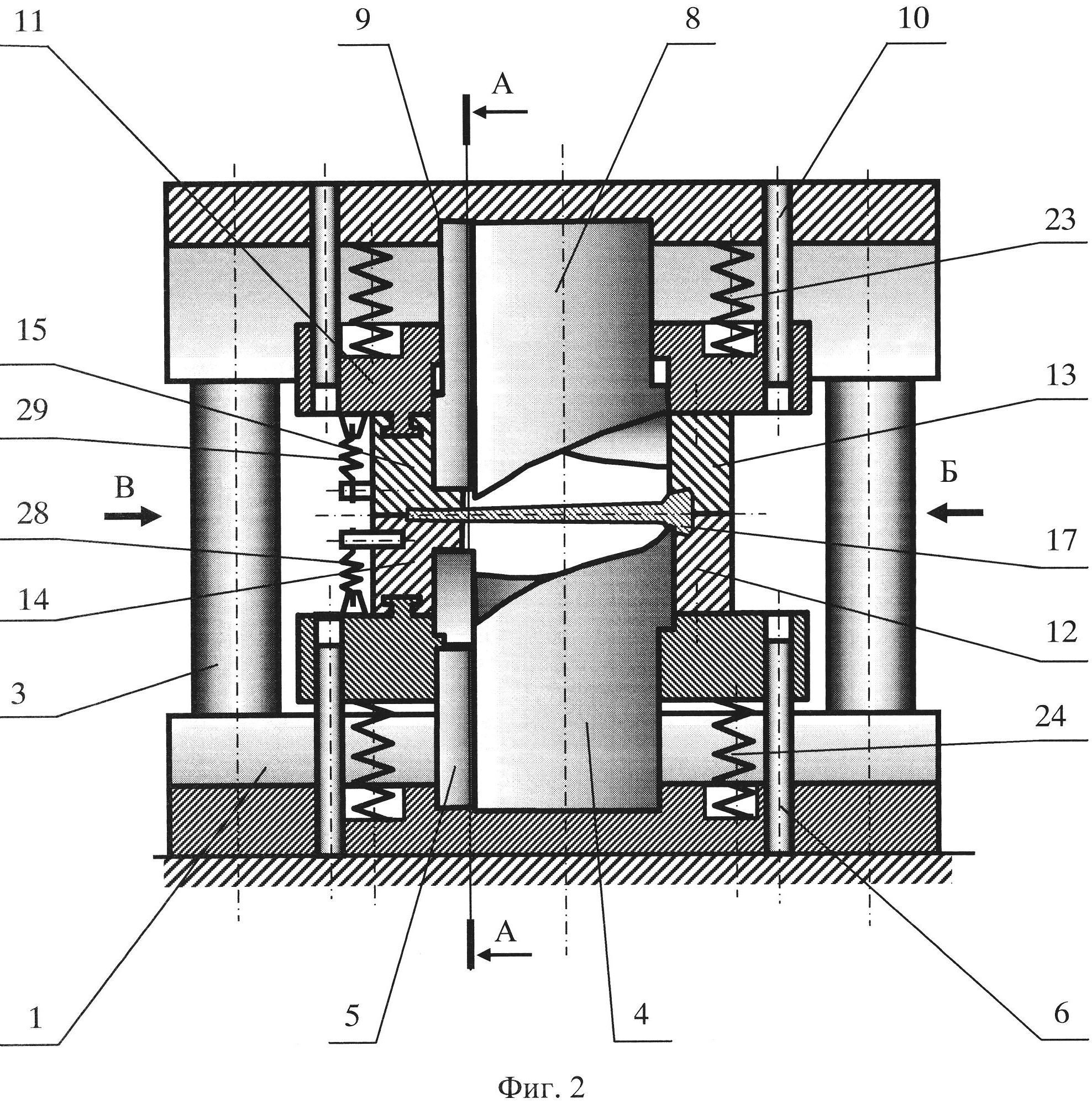
фиг. 2 - положение устройства перед закруткой пера лопатки;
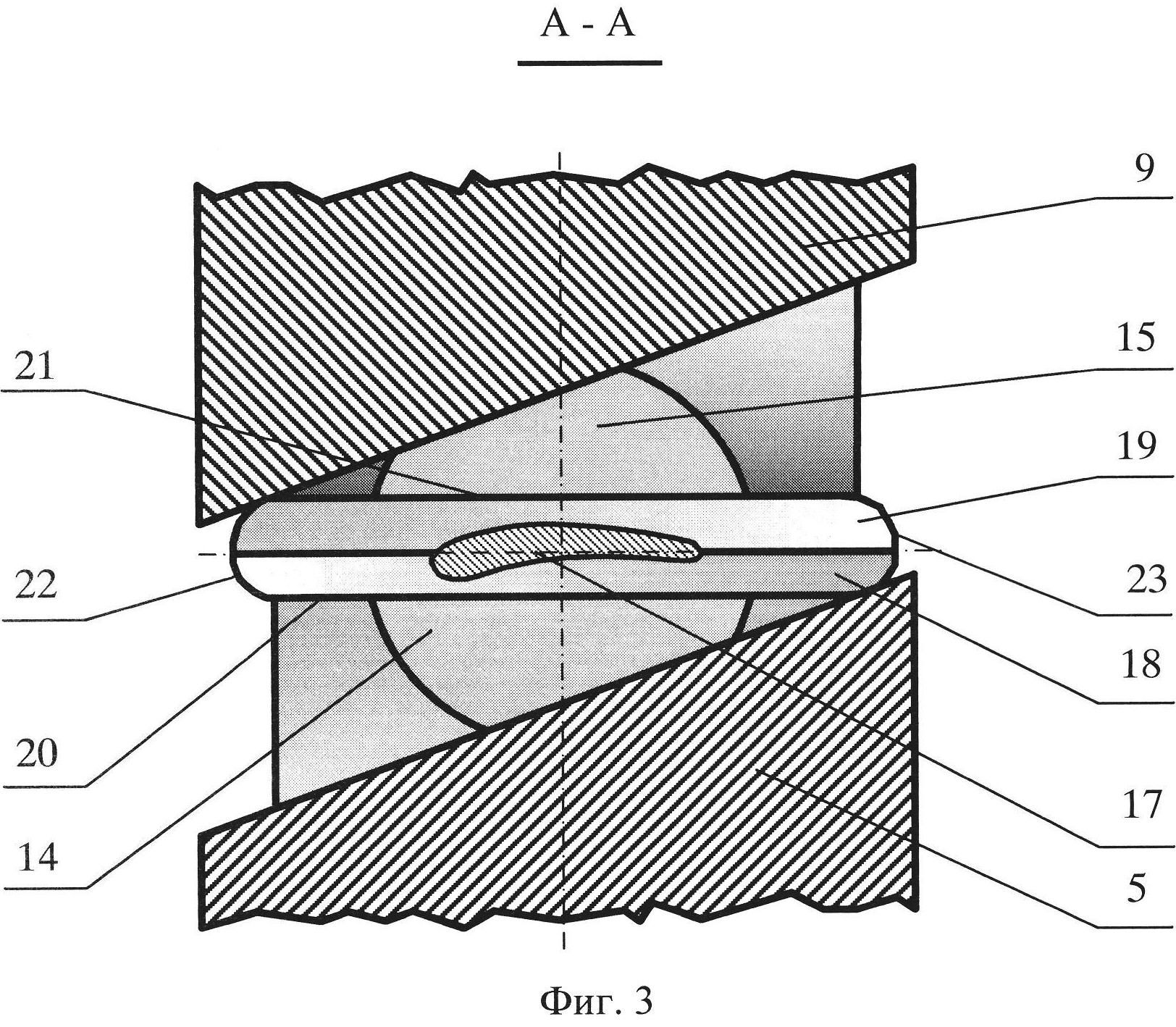
фиг. 3 - сечение А-А фиг. 2;
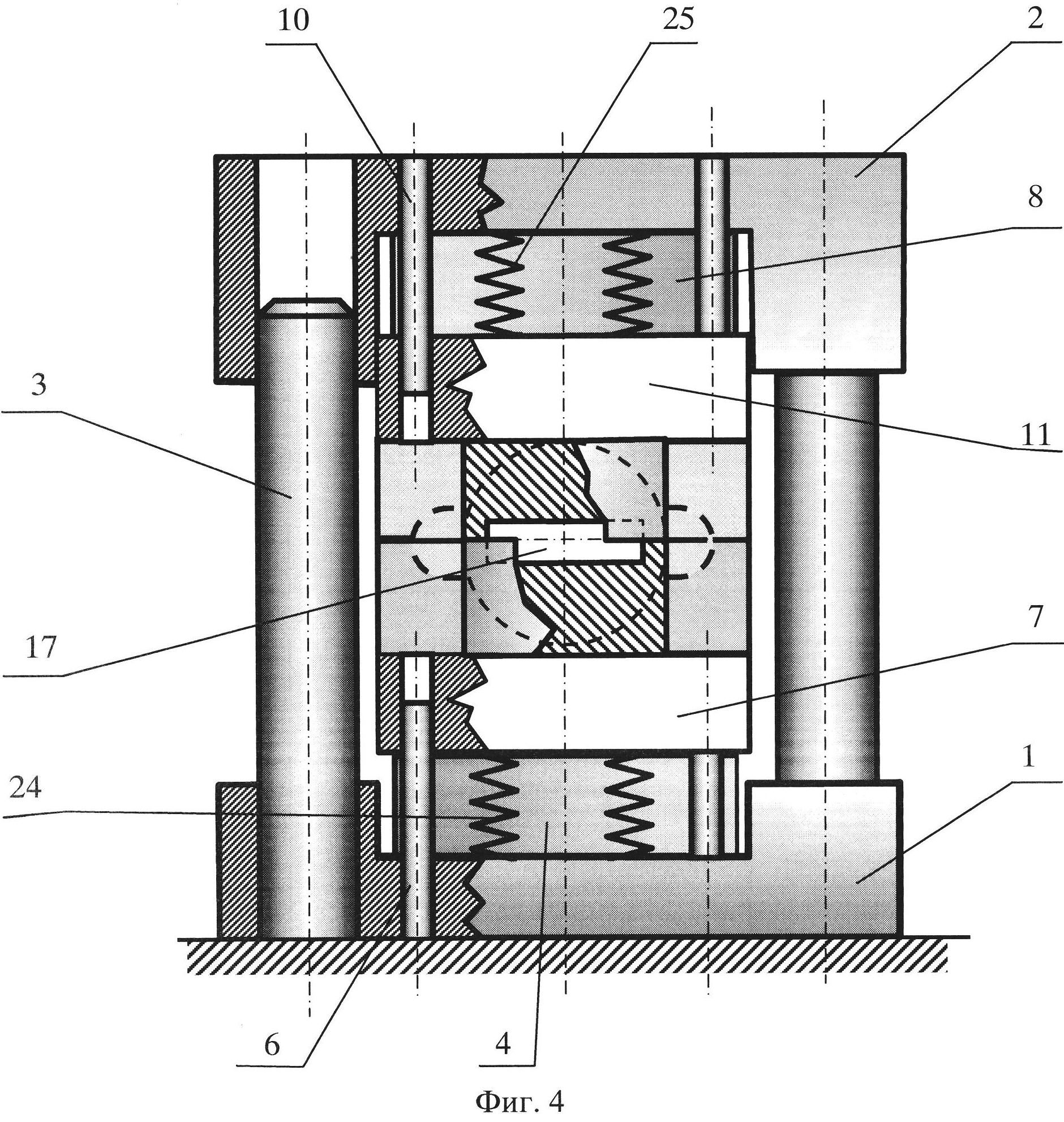
фиг. 4 - вид по стрелке Б фиг. 2;
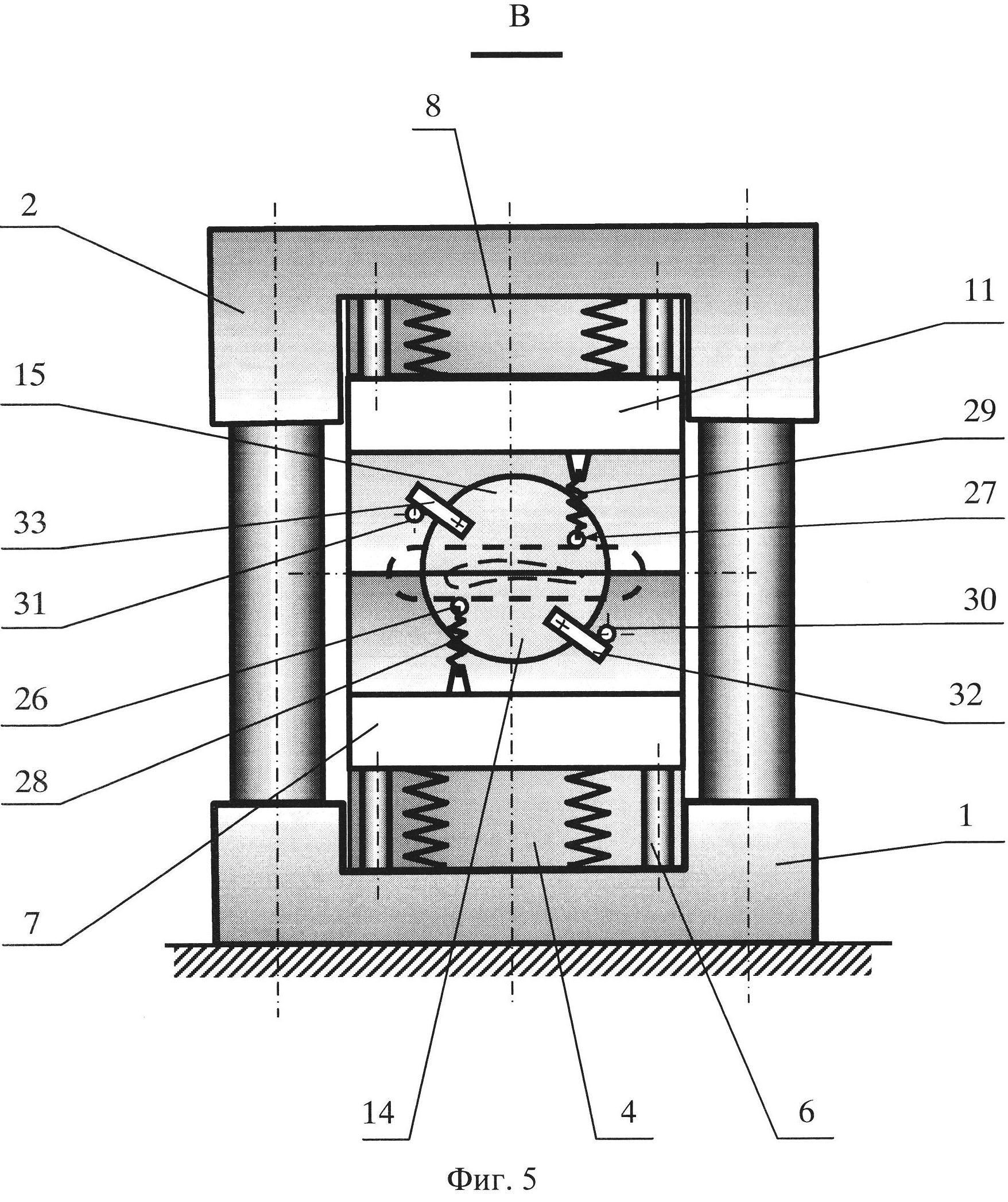
фиг. 5 - вид по стрелке В фиг. 2;
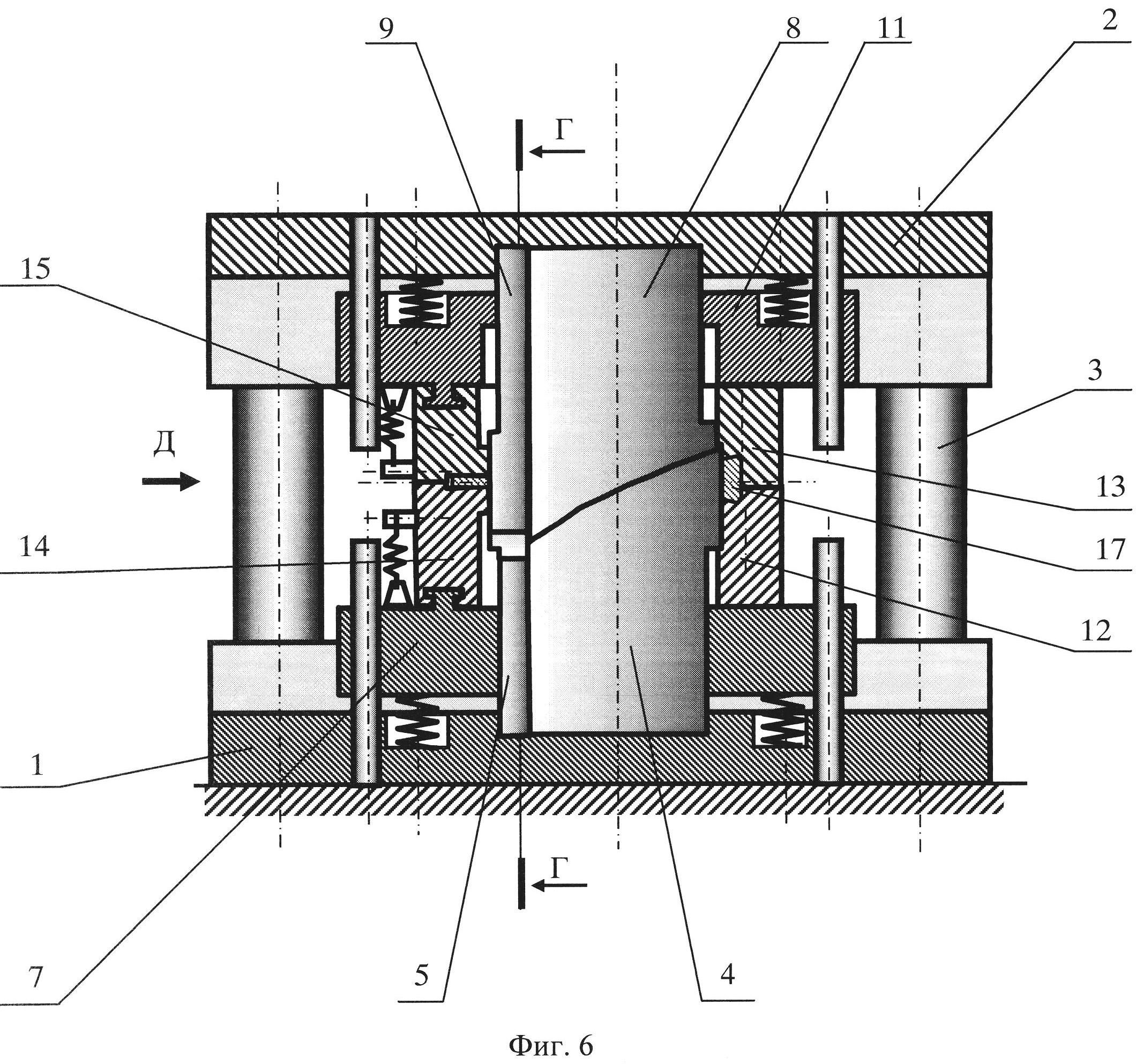
фиг. 6 - положение устройства на завершающем этапе закрутки пера лопатки;
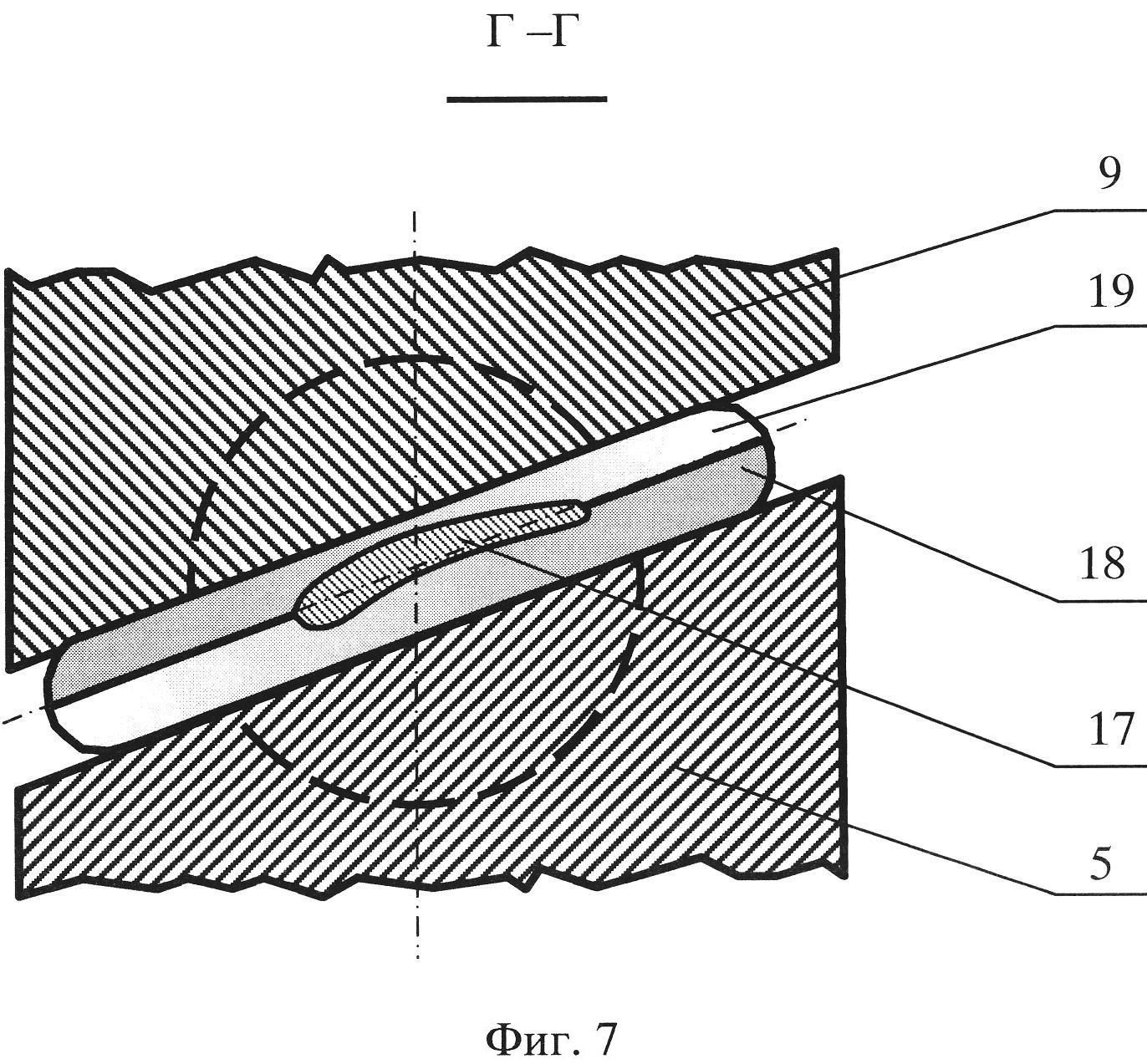
фиг. 7 - сечение Г-Г фиг. 6;
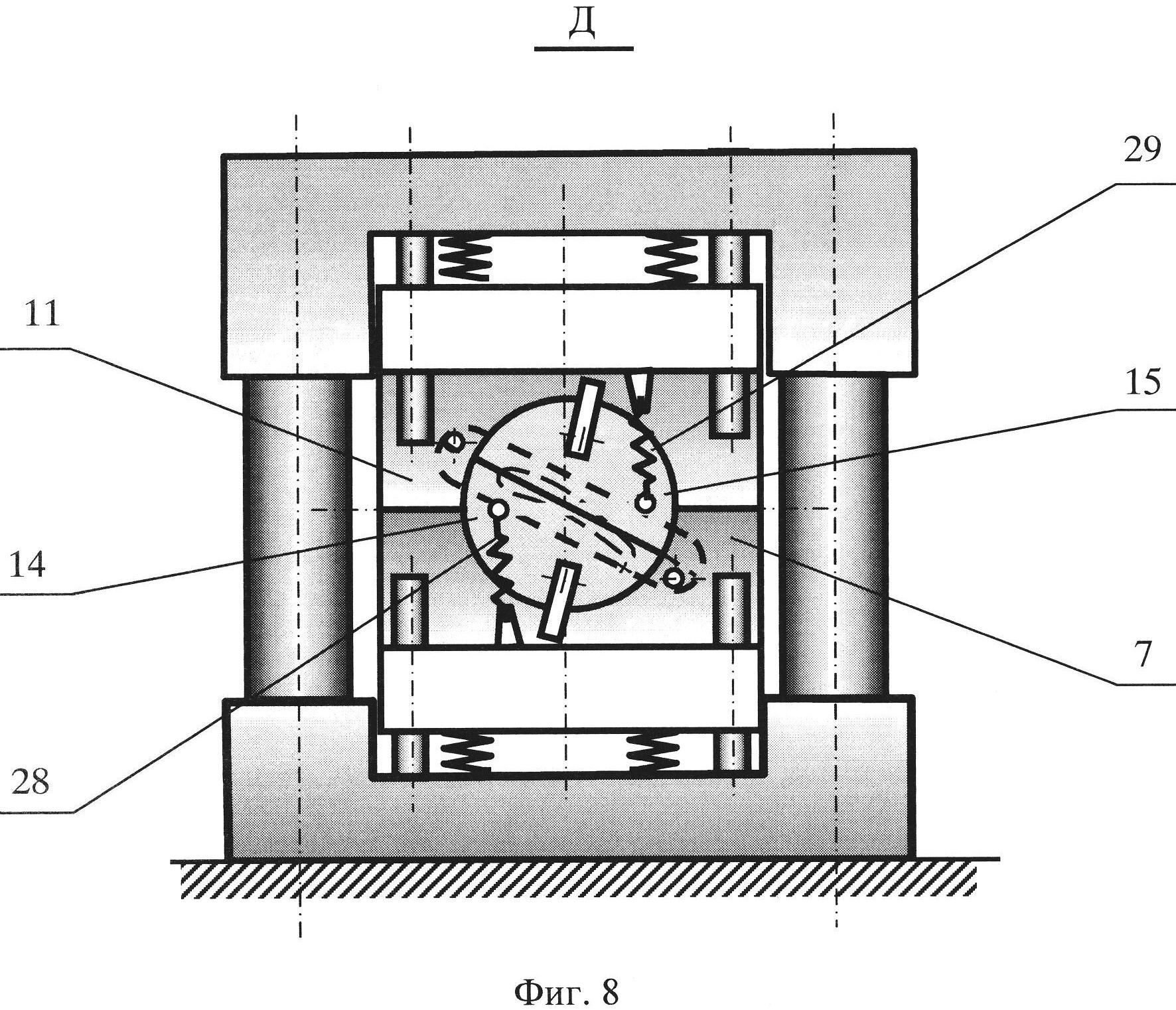
фиг. 8 - вид по стрелке Д фиг. 6;
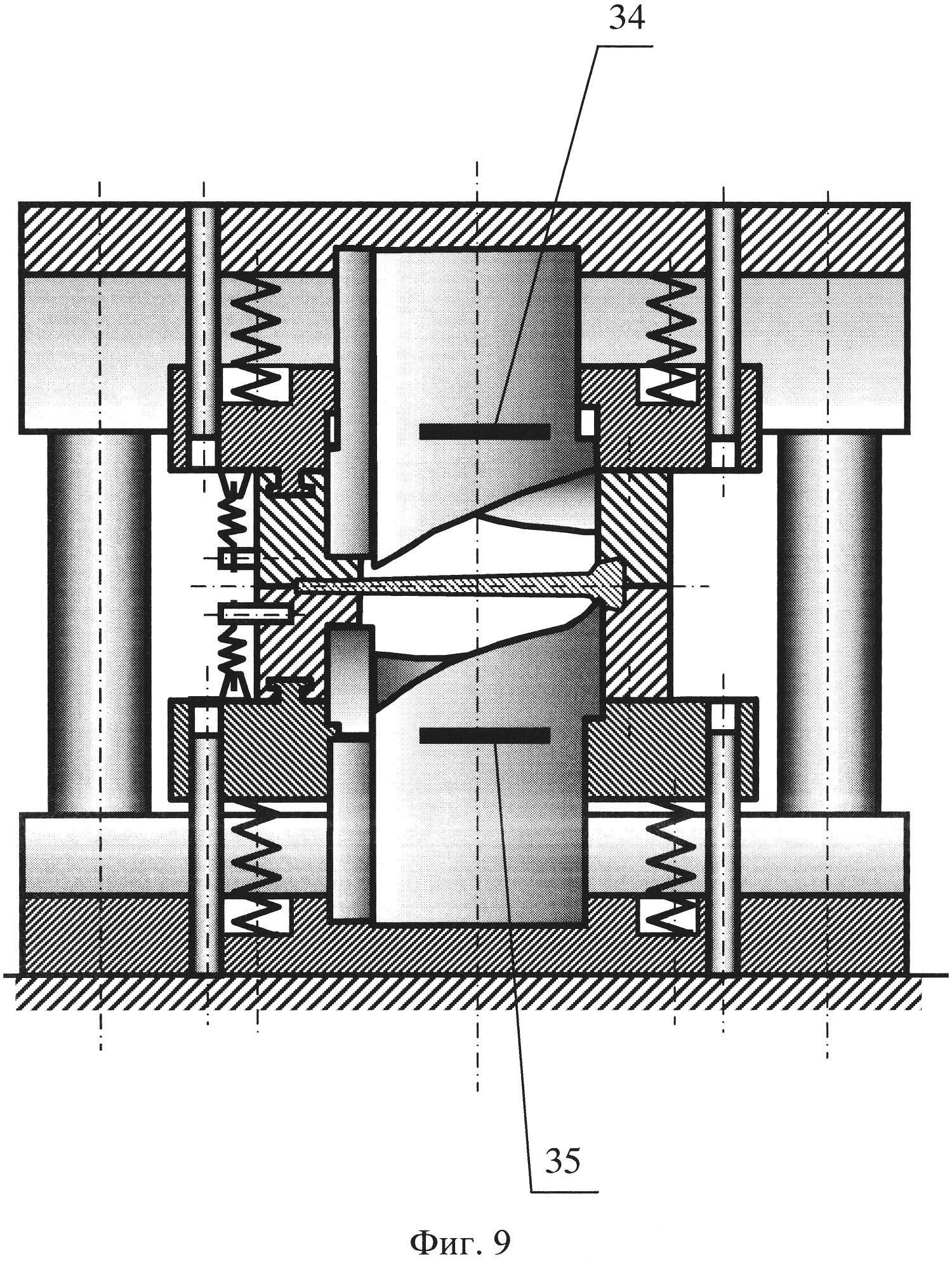
фиг. 9 - схема устройства, оснащенного нагревательными элементами.
Устройство для закрутки пера лопатки авиационного газотурбинного двигателя состоит из нижней плиты 1 (фиг. 1), верхней плиты 2, направляющих колонок 3, которые центрируют между собою плиты 1 и 2, при этом плита 2 имеет возможность вертикального перемещения вдоль колонок 3. На плите 1 жестко установлены матрица 4 с нижним копиром 5 и направляющие колонки 6. Рабочая гравюра матрицы имеет, например, профиль корыта заготовки лопатки с припуском на дальнейшую обработку или профиль корыта лопатки по чертежу с припуском на финишную обработку корыта пера лопатки. На колонках 6 установлена платформа 7, центральное отверстие которой охватывает матрицу 4 и копир 5. Аналогично на верхней плите 2 жестко установлен пуансон 8 с копиром 9 и направляющие колонки 10. Рабочая гравюра пуансона имеет, например, профиль спинки заготовки лопатки с припуском на дальнейшую обработку, или профиль спинки лопатки по чертежу с припуском на финишную обработку пера лопатки. На колонках 10 установлена платформа 11, центральное отверстие которой охватывает пуансон 8 с копиром 9. При этом платформы 7 и 11 имеют возможность вертикального перемещения по колонкам 6 и 10 относительно матрицы 4, копира 5 и пуансона 8, копира 9 соответственно. Ложемент фиксации замка лопатки образован прижимами 12 и 13, жестко установленными на платформах 7 и 11 противоположно друг другу, а разъемный ложемент концевого сечения образован полуколесами 14 и 15, также установленными на платформах 7 и 11 противоположно друг другу.
На торцевых зонах прижимов 12 и 13, обращенных друг к другу, выполнены гравюры 16, форма которых соответствует форме замка заготовки - лопатки 17 (фиг. 4), при этом обрабатываемый в штампе объект может быть как заготовкой лопатки с припусками на дальнейшую обработку, так и пером лопатки, окончательно изготовленным по ее чертежу. В сомкнутом положении полуколеса 14 и 15 (фиг. 5) образуют единое колесо, ось вращения которого совпадает с осью пера лопатки 17 (фиг. 1) при ее прямолинейной оси, или с центром тяжести сечения лопатки, охватываемого гравюрами полуколес 14 и 15 при криволинейной оси заготовки-лопатки. Полуколеса 14 и 15 связаны с платформами 7 и 11, например, посредством Τ-образных пазов и имеют возможность вращения в сомкнутом положении на угол, равный углу закрутки хорды концевого сечения пера заготовки-лопатки относительно хорды ее прикомлевого сечения. Плоскость разъема колеса, образованного полуколесами 14 и 15 при смыкании, проходит через ось вращения колеса, параллельно хордам концевого и прикомлевого сечений лопатки в ее исходном (то есть при раскрученном пере) состоянии. Дополнительно, на торцах полуколес 14 и 15 со стороны, обращенной в сторону лопатки 17 (фиг. 3), выполнены выступающие платформы 18 и 19 соответственно. Указанные платформы имеют гравюры, охватывающие, при смыкании полуколес 14 и 15, концевое сечение лопатки 17 со стороны корыта и спинки, а также образуют выступ с плоскопараллельными сторонами 20, 21 и торцевыми, например полуцилиндрическими поверхностями 22, 23. При этом стороны 20, 21 и поверхности 22, 23 имеют возможность взаимодействия с копирами 5 и 9.
Между плитами 1, 2 (фиг. 1) и платформами 7, 11 установлены пружины сжатия 24 и 25 соответственно. При этом в свободном состоянии сила пружин 24 на сжатие превышает вес платформы 7 с установленными на ней элементами штампа. Аналогичные характеристики имеют и пружины 25.
Дополнительно полуколеса 14 и 15 оснащены штифтами 26, 27 и пружинами растяжения 28 и 29 (фиг. 1, 5). Одни из концов пружин 28 и 29 соединены со штифтами 26 и 27 соответственно, а противоположные концы пружин - с платформами 7 и 11 соответственно. При этом штифты 26 и 27 (фиг. 5) установлены эксцентрично относительно осей вращения полуколес 14 и 15 таким образом, чтобы при рабочем вращении полуколес (на фиг. 5 по часовой стрелке) пружины 28 и 29 подвергались бы растяжению. Кроме того, платформы 7 и 11 так же имеют упоры, например, в виде штифтов 30 и 31, с которыми имеют возможность взаимодействовать планки 32, 33, жестко связанные с полуколесами 14 и 15 соответственно. При контакте планок 32, 33 со штифтами 30, 31 гравюры полуколес 14 и 15 охватывают концевое сечение лопатки 17 в исходном, не закрученном состоянии.
Устройство работает следующим образом.
Перед выполнением закрутки пера заготовки-лопатки авиационного газотурбинного двигателя устройство устанавливают на стол пресса, жестко фиксируя его плиту 2 с траверсой, а плиту 1 - со столом пресса. В исходном положении траверса пресса с плитой 2 (фиг. 1), пуансоном 8, плитой 11, полуколесом 15 и другими деталями находятся в крайнем верхнем положении.
В открытую рабочую зону устройства помещают заготовку лопатки 17 с раскрученным пером в холодном или нагретом до ковочных температур состоянии, причем температура обработки заготовки-лопатки зависит от механических свойств ее материала. Включают кнопку "Пуск". При этом траверса пресса начинает перемещение вниз. Прижим 13, встретившись с замком лопатки 17, жестко фиксирует его между гравюрами прижимов 12 и 13, а полуколеса 14 и 15 жестко фиксируют концевую зону пера лопатки 17 соответственно своими гравюрами. При этом сила фиксации замка и концевой зоны лопатки 17 увеличивается по мере перемещения траверсы пресса вниз и сжатия за счет этого пружин 23 и 24. При охвате концевой зоны лопатки 17 (фиг. 3) гравюрами, выполненными на выступающих платформах 18 и 19 полуколес 14 и 15 соответственно, образуется выступ, с которым начинают взаимодействовать копиры 5 и 9, жестко связанные с матрицей и пуансоном штампа. Отмеченный выступ начинает выполнять роль рычага, который приводит во вращение колесо, образованное сомкнутыми полуколесами 14 и 15. Осуществляется свободная закрутка пера лопатки 17. Отмеченное колесо, вращаясь, например, по часовой стрелке (фиг. 5), растягивает пружины 28 и 29. Процесс закрутки пера лопатки заканчивается при совпадении рабочих поверхностей копиров 5 и 9 (фиг. 7, 8) с прямолинейными гранями выступа, образованного выступающими платформами 18 и 19.
При этом, в зависимости от технологических целей, гравюры пуансона 8 и матрицы 4, смыкаясь (фиг 6), осуществляют калибровку закрученного профиля пера лопатки 17 без его деформации по толщине или первоначально деформируют закрученное перо по толщине, а затем осуществляют фиксацию закрученного профиля пера. При горячей закрутке пера лопатки устройство позволяет на конечном этапе закрутки выполнить фиксацию закрученного профиля путем выдержки во времени его сомкнутого состояния, необходимом, например, для остывания лопатки до комнатных температур.
Закончив операцию закрутки профиля пера лопатки, срабатывает или конечный выключатель или реле времени, и траверса пресса начинает перемещение вверх, занимая верхнее исходное положение. Из открытой рабочей зоны устройства извлекают закрученную лопатку. После ее удаления растянутые пружины 28 и 29 (фиг. 8) вращают полуколеса 14 и 15 в направлении, противоположном их вращению при закрутке лопатки. Планки 32 и 33 (фиг. 5) вступают в контакт со штифтами 30 и 31, фиксируя первоначальное, исходное положение полуколес 14 и 15. При этом устройство вновь готово для выполнения описанного цикла закрутки пера лопатки газотурбинного двигателя.
В зависимости от конструкции заготовки лопатки, устройство позволяет выполнить закрутку пера лопатки, при котором в прижимах 12 и 13 фиксируется ее концевая зона (фиг. 1), а крутящий момент от копиров 5 и 9 прикладывается к замку лопатки, помещенному в соответствующие гравюры, выполненные в полуколесах 14 и 15, при этом необходимо также учесть положение гравюр пуансона 8 и матрицы 4 относительно профиля закручиваемой лопатки.
Для уменьшения теплоотвода от закручиваемой заготовки лопатки в горячем состоянии в элементы устройства и окружающую среду, а также управления скоростью охлаждения закрученной лопатки на заключительном этапе в сомкнутых пуансоне и матрице, последние могут быть оснащены электрически управляемыми нагревательными элементами 34 и 35 (фиг. 9). Для этих же целей устройство может быть помещено в теплоизоляционный кожух или нагревательную камеру.
В результате, предлагаемое устройство для закрутки пера лопатки газотурбинного двигателя обеспечивает непрерывную закрутку как расчетных сечений пера лопатки, так и зон между его сечениями, совмещая при этом процесс закрутки профиля пера с его калибровкой, что приводит к повышению качества изготавливаемых лопаток и производительности труда.
Способ обработки давлением длинномерных заготовок из металлов и сплавов
Зубчатый реверсивный редуктор
Устройство для закрутки детали
Способ доводки рабочего колеса газотурбинного двигателя (гтд)
Устройство для пластического структурообразования металлов
Способ оценки технического состояния деталей
Способ функционирования сверхзвукового пульсирующего детонационного прямоточного воздушно-реактивного двигателя
Способ изготовления редуктора
Устройство для газостатической формовки полых заготовок
Способ размерной электрохимической обработки деталей из титана и титановых сплавов
Зубчатый реверсивный редуктор
Устройство для закрутки детали
Способ доводки рабочего колеса газотурбинного двигателя (гтд)
Устройство для пластического структурообразования металлов
Способ оценки технического состояния деталей
Способ функционирования сверхзвукового пульсирующего детонационного прямоточного воздушно-реактивного двигателя
Способ изготовления редуктора
Устройство для газостатической формовки полых заготовок
Способ размерной электрохимической обработки деталей из титана и титановых сплавов
Способ одностадийного диффузионного хромоалитирования деталей из жаропрочных сплавов

