Результат интеллектуальной деятельности: УСТРОЙСТВО И СПОСОБ ДЛЯ ПРОИЗВОДСТВА ПРОДУКТОВ
Вид РИД
Изобретение
Область изобретения
Данное изобретение относится к устройству и способам для производства продуктов посредством экструзии. Данное изобретение в частности, но не только, относится к средствам для экструзии пищевых продуктов, в особенности, кондитерских продуктов, таких как плитки шоколада.
Уровень техники
В области потребительских продуктов желательна возможность производства продуктов, которые имеют привлекательный и иногда необычный вид, привлекательный для потребителей. Также желательно производить продукты, имеющие необычный вкус и комбинации текстур, также привлекательные для потребителей. Эта последняя необходимость привела к разработке продуктов с начинкой, в которых начинка содержится в наружной оболочке, выполненной из другого материала.
Известно производство пищевых продуктов, включающих наружную оболочку, выполненную из первого пищевого материала, включающую начинку из второго пищевого материала. Широкий ряд пищевых продуктов производится таким образом из ряда пищевых материалов. Часто наружная оболочка выполняется из пищевого материала, по существу твердого при нормальной комнатной температуре (20-25 градусов Цельсия) и давлении, но материал может быть нагрет или иначе обработан для его приведения в текучее, пластичное или подобное глине состояние с целью придания материалу формы. После придания формы материал может затвердеть для удержания формы и вмещения материала начинки. Пищевой материал такого рода будет обозначен здесь по существу как «способный к затвердению», и термины «способный к затвердению пищевой материал» и «способный к затвердению кондитерский материал» следует толковать соответственно.
Ряд пищевых материалов может быть использован как начинка, включая способные к затвердению пищевые материалы. Однако материалы, которые остаются в текучем состоянии при нормальной комнатной температуре и давлении, часто используются как начинка. Они включают без ограничения жидкие и полужидкие начинки, мягкий центр и более вязкие материалы, которые будут удерживать форму, но податливые к касанию, как смола. Пищевой материал, который остается в текучем состоянии при комнатной температуре, будет обозначен здесь по существу как «текучий», и термины, такие как «текучий материал», «текучий пищевой материал» и «текучий кондитерский материал» следует толковать соответственно. Термин «текучий», используемый здесь, может включать растворы, суспензии, эмульсии, полутвердые материалы, кремы, гели и т.д., которые могут не быть жидкими в полном смысле. Как используется здесь, термин «жидкий» относится к веществам, которые будут легко течь или поддерживать свойства текучей среды при комнатной температуре и давлении.
Кондитерские продукты с начинкой особенно популярны и производятся с оболочками, выполненными из широкого ряда кондитерских материалов, включающих без ограничения конфеты на основе сахара и жиросодержащие кондитерские материалы, такие как шоколад. Шоколад - это кондитерский продукт, обычно выполненный из одного или более компонентов какао бобов. В частности, шоколад обычно выполняется из сухих веществ какао бобов, включая жиры, такие как масло какао, и подсластителя, такого как сахар. Вкус шоколада обычно образуется количеством и видом присутствующего жира и подсластителя, также как и присутствием других ингредиентов, таких как ароматизаторы. Обычный прибыльный темный шоколад обычно включает обезжиренные сухие вещества какао, жир, сахар и, если требуется, эмульгатор. Обычный прибыльный молочный шоколад обычно включает обезжиренные сухие вещества из какао, жир, сухое молоко, сахар и, если требуется, эмульгатор. Обычный прибыльный белый шоколад обычно включает сухое молоко, масло какао или другой жир, сахар и, если требуется, эмульгатор.
Примеры обычных материалов, используемых как начинка в кондитерских продуктах, включают: ликеры, мед, ирис, карамель, крем, помадки, пралине, фадж, гель, кондитерские эмульсии, желе, джем и тому подобные.
Кондитерские продукты с начинкой производятся в разнообразных формах и размерах, с использованием различных способов. Однако обычно кондитерские продукты, с начинкой из текучего кондитерского материала, производят формованием, таким как литье оболочки или литье «книжки», или так называемым «однократным наполнением» центра оболочки.
Удобным способом производства продолговатых продуктов является экструдирование. В известных способах материал подается через экструзионную головку в текучем, пластичном или глиноподобном состоянии для образования экструдированного корпуса, имеющего по существу постоянное сечение вдоль длины. Последующий корпус экструдата разрезают по длине и могут подвергать дальнейшей обработке.
Один подход в производстве продолговатых шоколадных кондитерских продуктов с начинкой посредством экструзии раскрыт в GB 223,362. В описанном способе трубчатая оболочка шоколада выполнена экструзией. После формирования, трубка режется на отрезки и конец каждого отрезка закрывается. Начинка вводится через открытый конец каждого отрезка перед закрыванием второго конца. Устройство и способ, описанные в Патенте Великобритании 223,362 относительно сложны, включая несколько различных этапов процесса, которые должны быть предприняты для производства окончательного продукта с начинкой.
В ЕР 1 166 640 А1 раскрыт ко-экструдированный кондитерский продукт, в котором жиросодержащий кондитерский материал, такой как шоколад, экструдирован для образования полой или трубчатой формы, окружающей начинку другого кондитерского материала. Однако раскрытый способ подходит только для использования в случаях, где материал начинки не вытекает, когда корпус экструдата разрезан.
Пока экструзия является особенно эффективным средством производства продолговатых продуктов, известными способами возможно только производить продукты ограниченных форм и имеющие по существу постоянное сечение. Соответственно, известные способы и устройство для экструзии не подходят для производства продолговатых компонентов, наполненных начинкой или нет, имеющих сложные профили, площадь поперечного сечения которых и/или профиль различен вдоль длины продукта.
Продукты питания имеют тенденцию к более сложному экструдированию, чем непищевые и, особенно, пластик и резина/эластомер. Обработка пищевых продуктов вызывает сложности, благодаря, частично, необходимости убедиться, что они не загрязнены, а также в том, что сам процесс не повлияет неблагоприятно на вкус и/или текстуру материала. Например, пока многие непищевые материалы могут быть обработаны при повышенных температурах, это может быть невозможным относительно образованных пищевых продуктов. Пищевые материалы могут также иметь неравномерную текстуру и/или различие в вязкости в одной и той же серии продукта. Напротив, непищевые материалы могут обычно быть обработаны перед экструзией для обеспечения равномерной и консистентной текстуры и/или вязкости. Эти аспекты вызывают особые проблемы при попытках экструдировать пищевые материалы, не встречаемые при экструзии непищевых материалов. Соответственно, устройство и способы, используемые для экструдирования непищевых материалов, таких как пластик или резины/эластомеры часто не подходят для экструдирования пищевых материалов. Экструдирование шоколада особенно проблематично и редко проводится на практике из-за его низкой вязкости в жидком состоянии. При повышенных температурах масло какао в шоколаде плавится и легко течет. Если жидкий шоколад экструдирован, его по существу слишком жидкое состояние не позволяет удерживать форму, в отличие от более вязких материалов.
Вышеупомянутые проблемы означают, что следует использовать другие, менее эффективные, процессы, такие как формование, когда форма продукта не подходит для производства с применением известного устройства и способов экструзии, или экструдированный продукт должен быть подвержен дальнейшим процессам, придающим форму.
Следовательно, существует необходимость в улучшенных способах и аппарате для производства продуктов, в частности, но не только пищевых и кондитерских продуктов, которые преодолевают или, по меньшей мере, смягчают некоторые или все ограничения ранее известного устройства и способов.
Существует необходимость в улучшенных способах и аппарате для производства продуктов экструзией, с помощью которых возможно производство продуктов с большим рядом форм и структур, чем возможные при с использованием известных способов и устройства, в частности, но не только для использования в производстве пищевых и кондитерских продуктов.
В соответствии с первым объектом изобретения, обеспечен способ производства продуктов, способ включает экструдирование по меньшей мере одного первого материала через экструзионное отверстие, расположенное в головке для образования корпуса экструдата, причем способ включает изменение расхода потока по меньшей мере одного первого материала через экструзионное отверстие.
Способ может включать изменение расхода потока первого материала через экструзионное отверстие для изменения профиля корпуса экструдата по его длине.
Способ может включать экструдирование по меньшей мере двух разных первых материалов через экструзионное отверстие для образования (тела) экструдата и изменения расхода потока каждого первого материала через экструзионное отверстие для изменения пропорции каждого первого материала в экструдате по его длине. Способ может включать пульсирование потока по меньшей мере двух разных первых материалов с целью образования (тела) экструдата, имеющего участки, предпочтительно выполненные из каждого из материалов, расположенных по его длине. Способ может применяться так, что эти участки чередуются или иначе последовательно расположены по длине (тела) экструдата.
Способ может применяться с использование устройства, образующего путь подачи первого материала для (каждого) первого материала, по которому соответствующий первый материал течет в экструзионное отверстие, и способ может включать изменение расхода потока по меньшей мере одного из первых материалов на пути их подачи в головку. Устройство может включать систему управления, включающую механизм управления потоком для изменения расхода потока соответствующего первого материала на пути его подачи в головку, а способ может включать приведение механизма управления потоком для изменения расхода потока соответствующего первого материала. Механизм управления потоком может быть выполнен для изменения объема соответствующего пути подачи первого материала.
Способ может включать периодическое изменение расхода потока (по меньшей мере одного из) первого материала через экструзионное отверстие для образования экструдата, площадь поперечного сечения которого изменяется по длине. Способ может включать периодическое увеличение или уменьшение потока (по меньшей мере одного из) первого материала через экструзионное отверстие для образования (тела) экструдата, имеющего ряд выступов или зоны увеличенной площади поперечного сечения по длине.
Экструзионное отверстие может включать ближний (т.е. «входной») участок и дальний (т.е. «выходной») участок, причем дальний участок имеет большее минимальное боковое измерение, чем ближний участок, и способ может включать экструдирование первого материала при расходе потока, при котором профиль экструдата определяется формой ближнего участка экструзионного отверстия и периодическим экструдированием первого материала при большем расходе, при котором первый материал расширяется для заполнения дальнего участка экструзионного отверстия, так что форма экструдата определяется формой дальнего участка. Ближний и дальний участки экструзионного отверстия могут иметь разные формы.
Головка может включать множество экструзионных отверстий, и способ может включать экструдирование первого материала через экструзионные отверстия при некоторой скорости потока для изготовления группы отдельных нитей экструдата и периодическое экструдирование первого материала при высоком расходе потока, при котором первый материал, выходящий из каждого экструзионного отверстия расширяется с образованием соединений между смежными нитями группы.
Устройство может быть выполнено и способ может быть применен так, что соединение образуется между каждой нитью и по меньшей мере одной другой нитью в группе, когда первый материал периодически экструдируют при более высоком расходе для образования решетчатой структуры, когда первый материал отверждается. Способ может включать периодическое экструдирование первого материала при более высоком расходе потока, так что первый материал, выходящий из экструзионных отверстий, объединяется для образования твердого промежуточного участка экструдата, соединяющего все нити, и способ может также включать последовательное разделение экструдата по длине продукта, каждое разделение выполняется в одном промежуточном участке.
Экструзионная головка может включать по меньшей мере одно выпускное отверстие для текучей среды, а устройство может включать систему доставки второго материала для доставки второго материала в текучем состоянии под давлением в по меньшей мере одно внутреннее выпускное отверстие для текучей среды для введения в экструдат для образования камеры, наполняемой далее материалом в экструдате. Способ может включать изменение расхода потока второго материала через по меньшей мере одно внутреннее выпускное отверстие для текучей среды. Способ может включать изменение расхода потока второго материала через по меньшей мере одно внутреннее выпускное отверстие для образования экструдата, включая, поочередно, участки с начинкой и промежуточные участки, причем участки с начинкой имеют по меньшей мере одну камеру, наполненную вторым материалом, а промежуточные участки не имеют камер, наполненных вторым материалом. Устройство может включать путь подачи второго материала для доставки второго материала в по меньшей мере одно внутреннее выпускное отверстие, и устройство может включать систему управления, включающую механизм управления потоком для изменения расхода потока второго материала вдоль пути подачи, и способ может включать приведение в действие механизма управления потоком для изменения расхода потока второго материала. Механизм управления потоком может быть выполнен для оперативного изменения объема пути подачи второго материала. Способ может включать приведение в действие механизмов управления потоком как первого, так и второго материала одновременно. Способ может включать доставку более, чем одного второго материала в различные внутренние выпускные отверстия, и способ может включать изменение расхода потока по меньшей мере одного из вторых материалов. Устройство может определять путь подачи каждого второго материала и может включать механизм управления потоком на по меньшей мере одном пути подачи второго материала. Механизм управления потоком может присутствовать в каждом из путей подачи второго материала, и способ может включать приведение в действие каждого из механизмов управления потоком для изменения расхода потока различных вторых материалов.
Способ может включать отсадку добавочного материала на наружную поверхность экструдата через по меньшей мере одно выпускное отверстие для текучей среды, расположенное по ходу после экструзионного отверстия. Способ может включать пульсацию потока добавочного материала через по меньшей мере одно выпускное отверстие для текучей среды для отсадки дополнительного материала в области увеличенного сечения на наружной поверхности экструдата. Устройство может включать путь подачи добавочного материала для подачи добавочного материала в по меньшей мере одно из выпускных отверстий для текучей среды, и устройство может включать систему управления, включающую механизм управления потоком для изменения расхода потока добавочного материала вдоль пути подачи, и способ может включать приведение в действие механизма управления потоком для изменения расхода потока добавочного материала. Механизм управления потоком может быть выполнен для оперативного изменения объема пути подачи добавочного материала. Способ может включать доставку более чем одного добавочного материала в различные наружные выпускные отверстия для текучей среды, и способ может включать изменение расхода потока по меньшей мере одного из добавочных материалов. Устройство может определять путь подачи для каждого добавочного материала и может включать механизм управления потоком на по меньшей мере одном пути подачи добавочного материала. Механизм управления потоком может присутствовать в каждом из пути подачи добавочного материала, и способ может включать приведение в действие каждого из механизмов управления потоком для изменения расхода потока различных добавочных материалов. Добавочный материал может быть таким же, как первый материал, и способ может включать доставку добавочного материала через наружные выпускные отверстия для текучей среды для изменения профиля экструдата.
Способ может включать приведение в действие механизмов управления потоком как для первого, так и для добавочного материала одновременно. В случае, если способ также включает доставку второго материала в по меньшей мере одно из внутренних выпускных отверстий для текучей среды, способ может включать приведение в действие механизмов управления потоком для каждого из первого, второго и добавочного материалов одновременно или совместно ориентированным образом.
Способ может включать синхронизирование пульсации добавочного материала и колебания первого материала, так что добавочный материал отсаживается на по меньшей мере некоторые из выступов или области увеличенного сечения экструдата.
Механизм управления потоком любого из первого, добавочного или второго материала может включать перемещаемый элемент, по меньшей мере частично расположенный на соответствующем пути подачи, и перемещаемый для изменения объема пути подачи, причем этот механизм выполнен так, что перемещение элемента в одном направлении увеличивает объем пути подачи, и это перемещение перемещаемого элемента в противоположном направлении уменьшает объем пути подачи, и способ может включать периодическое перемещение элемента для изменения расхода потока соответствующего материала.
Устройство может включать устройство для доставки первого материала, обеспечивающего протекание указанного или каждого первого материала вдоль соответствующего пути подачи первого материала к головке, стадия изменения расхода первого материала через экструзионное отверстие для изменения бокового сечения экструдата по его длине может включать работу устройства доставки первого материала для течения первого материала вдоль пути подачи первого материала к головке в пульсирующем потоке. Способ может включать изменение производительности устройства доставки первого материала для пульсации потока. В случае если устройство подачи первого материала включает насос, способ может включать изменение скорости насоса для изменения расхода потока первого материала. Альтернативно устройство доставки первого материала может включать возвратно-поступательный толкатель, выполненный для подачи первого материала на пути подачи первого материала к головке.
Способ может включать деформирование первого материала в экструдате для придания формы экструдату. Способ может включать приложение давления к внешней поверхности экструдата для деформирования первого материала радиально внутрь. Способ может включать приложение кольца находящейся под давлением текучей среды, такой как воздух, на экструдат для профилирования экструдата. Альтернативно, способ может включать профилирующий элемент для приложения давления к внешней поверхности экструдата. Экструдат может профилироваться внутри или вблизи экструзионной головки, или он может профилироваться на некотором расстоянии по ходу после экструзионной головки. Кольцо текучей среды под давлением может также быть использовано для разделения экструдата на отдельные отрезки. Далее альтернативно, в случае, если по меньшей мере один выпуск текучей среды расположен смещенным от центральной продольной оси головки и экструдата, способ может включать деформирование первого материала радиально наружу от центральной области экструдата. В этом случае экструдер может включать механический толкатель, который может быть селективно перемещен в и отведен от центральной области экструдата, и этап смещения первого материала в центральную область экструдата радиально наружу может проводиться выдвиганием толкателя аксиально в центральную область экструдата. Способ может включать уменьшение или остановку потока второго материала при деформации экструдата.
Согласно второму объекту изобретения, обеспечен способ производства продуктов, способ включает экструдирование по меньшей мере одного первого материала через экструзионное отверстие, расположенное в головке для образования экструдата, и вкладывание дополнительного материала на наружную поверхность экструдата через по меньшей мере один выпуск для текучей среды, расположенный по ходу после экструзионного отверстия.
Способ, согласно второму объекту изобретения, может включать изменение расхода дополнительного материала через по меньшей мере один выпуск для текучей среды. Способ, согласно второму объекту изобретения, может включать пульсацию потока дополнительного материала через по меньшей мере один выпуск для текучей среды для вкладывания дополнительного материала в отдельные области на наружной поверхности экструдата. Устройство может включать путь подачи дополнительного материала для доставки дополнительного материала в по меньшей мере один выпуск для текучей среды, и устройство может включать систему управления, включающую механизм управления потоком для изменения расхода дополнительного материала вдоль пути подачи, и способ может включать приведение в действие механизма управления потоком для изменения расхода дополнительного материала. Механизм управления потоком может быть выполнен для оперативного изменения объема пути подачи дополнительного материала.
Способ может включать доставку более, чем одного дополнительного материала в различные наружные выпуски для текучей среды, и способ может включать изменение расхода по меньшей мере одного из дополнительных материалов. Устройство может определять путь подачи для каждого дополнительного материала и может включать механизм управления потоком на по меньшей мере одном пути подачи дополнительного материала. Механизм управления потоком может присутствовать в каждом из путей подачи дополнительного материала, и способ может включать приведение в действие каждого из механизмов управления потоком для изменения расхода различных дополнительных материалов. Дополнительный материал может быть тем же, что первый материал, и способ может включать доставку дополнительного материала через наружные выпуски для текучей среды для изменения профиля экструдата.
Способ по любому из первого и второго объектов изобретения может включать экструдирование экструдата на конвейерную ленту, движущуюся в направлении по существу параллельно продольной оси головки.
Способ по любому из первого и второго объектов изобретения может быть составлен для производства пищевых и, в частности, кондитерских продуктов.
В способе по любому из первого и второго объектов изобретения, первый, дополнительный и второй материалы могут быть из одного или различных материалов в любой комбинации. Возможно более одного первого, второго или добавочного материала.
Когда способ включает экструдирование более, чем одного первого материала и/или доставку более, чем одного второго и/или дополнительного материала, путь подачи для каждого материала может включать механизм управления потоком. Способ может включать приведение в действие механизмов управления потоком для двух или более материалов одновременно.
Способ по любому из первого и второго объектов изобретения может быть составлен для производства продуктов, имеющих общую длину от 10 мм до 500 мм, и, в частности, от 20 мм до 250 мм, хотя возможно производство продуктов с большей длиной. Способ может быть составлен для производства продуктов, имеющих форму шара или бруска, и, в частности, может быть составлен для производства кондитерских брусков, особенно плиток шоколада.
В соответствии с третьим объектом изобретения, обеспечено устройство для производства продуктов, устройство включает экструзионную головку, образующую экструзионное отверстие, систему доставки первого материала для доставки по меньшей мере одного первого материла в текучем состоянии в экструзионное отверстие головки под давлением для получения экструдата, устройство имеет систему управления, выполненную для изменения расхода указанного или по меньшей мере одного из первых материалов через экструзионное отверстие.
Расположение таково, что устройство может изменять расход по меньшей мере одного первого материала, пока проходит экструзия для выполнения экструдата, боковое сечение которого изменяется по длине. Альтернативно или в дополнение, когда система доставки первого материала выполнена для доставки двух или более первых материалов, расход материалов может быть изменен во время экструзии для изменения соотношения каждого первого материала в экструдате по длине.
Площадь поперечного сечения экструзионного отверстия, через которое протекают материалы, может быть фиксированной.
Система доставки первого материала может определять путь подачи для указанного или каждого первого материала, по которому соответствующий первый материал может протекать в экструзионное отверстие, и система управления может включать механизм управления потоком на по меньшей мере одном пути подачи первого материала перед головкой, выполненный для оперативного изменения расхода соответствующего первого материала на пути подачи к головке.
Система доставки первого материала может определять путь подачи для указанного или каждого первого материала, по которому соответствующий первый материал может течь в экструзионное отверстие, и система управления может включать механизм управления потоком на по меньшей мере одном пути подачи первого материала, механизм управления потоком выполнен для оперативного изменения объема пути подачи для изменения расхода соответствующего первого материала через экструзионное отверстие.
Система доставки первого материала может быть выполнена для доставки по меньшей мере двух разных первых материалов в текучем состоянии в экструзионное отверстие головки под давлением для получения экструдата, система доставки первого материала может определять путь подачи для каждого первого материала, по которому соответствующий первый материал может течь к экструзионному отверстию, и система управления может включать механизм управления потоком в каждом из путей подачи первого материала, механизм управления потоком выполнен для оперативного изменения расхода соответствующего первого материала на пути подачи к головке. Механизмы управления потоком могут быть выполнены для изменения объема их соответствующих путей подачи для изменения расхода соответствующего первого материала через экструзионное отверстие.
Экструзионная головка может включать по меньшей мере один выпуск для текучей среды, и устройство может включать систему доставки второго материала для доставки второго материала в текучем состоянии под давлением в по меньшей мере один внутренний выпуск для текучей среды для введения в экструдат для образования камеры, наполненной вторым материалом, в экструдате.
Система доставки второго материала может определять путь подачи, по которому второй материал может течь в по меньшей мере один внутренний выпуск для текучей среды, и система управления может включать механизм управления потоком на пути подачи второго материала, механизм управления потоком выполнен для оперативного изменения расхода второго материала на пути подачи в по меньшей мере один внутренний выпуск для текучей среды.
Система подачи второго материала может быть выполнена для доставки более, чем одного второго материала в различные внутренние выпуски для текучей среды. Устройство может определять путь подачи для каждого второго материала и может включать механизм управления потоком на по меньшей мере одном пути подачи второго материала. Механизмы управления потоком могут присутствовать в каждом из путей подачи второго материала.
Система управления может быть выполнена для приведения в действие механизмов управления потоком для различных первых и вторых материалов одновременно или по существу совместно ориентированным образом.
Устройство может включать по меньшей мере один выпуск для текучей среды для дополнительного материала, расположенного по ходу после экструзионного отверстия, и систему доставки дополнительного материала для доставки дополнительного материала в текучем состоянии под давлением в по меньшей мере один выпуск для текучей среды, по меньшей мере один выпуск для текучей среды, расположенный радиально наружу от экструзионного отверстия и выполненный для направления дополнительного материала внутрь к продольной оси головки в области устройства, по которой экструдат вытекает, когда он выходит из экструзионного овтерсия. Расположение выполнено для вкладывания дополнительного материала на наружную поверхность экструдата через по меньшей мере один выпуск для текучей среды.
Система управления может быть выполнена для изменения расхода дополнительного материала через по меньшей мере один выпуск для текучей среды. Это расположение позволяет дополнительному материалу пульсировать, так что он отсаживается в отдельные области наружной поверхности экструдата, и/или для объема вложенного второго материала, изменяемого по длине экструдата.
Система доставки дополнительного материала может включать путь подачи дополнительного материала для доставки дополнительного материала в по меньшей мере один выпуск для текучей среды, и система управления может включать механизм управления потоком на пути подачи дополнительного материала, механизм управления потоком выполнен для управления расходом дополнительного материала через по меньшей мере один выпуск для текучей среды. Механизм управления потоком может быть выполнен для оперативного изменения объема пути подачи для управления расходом дополнительного материала через по меньшей мере один выпуск для текучей среды.
Система доставки дополнительного материала может быть выполнена для доставки более, чем одного дополнительного материала в различные выпуски для текучей среды. Устройство может определять путь подачи каждого дополнительного материала и может включать механизм управления потоком на по меньшей мере одном пути подачи дополнительного материала. Механизм управления потоком может присутствовать в каждом из путей подачи дополнительного материала.
Система управления может быть выполнена для приведения в действие различных механизмов управления потоком для первого и дополнительного материалов, и для второго материала, где присутствуют одновременно или по существу совместно ориентированным образом. Система управления может быть выполнена для синхронизированного приведения в действие различных механизмов управления потоком.
Система управления может быть выполнена для периодического увеличения или уменьшения потока по меньшей мере одного первого материала через экструзионное отверстие для получения экструдата, имеющего ряд выступов или областей увеличенной (большей) площади поперечного сечения по его длине, и пульсации потока дополнительного материала через по меньшей мере один выпуск для текучей среды, так что дополнительный материал отсаживается на по меньшей мере некоторые из выступов или областей с увеличенной площадью поперечного сечения экструдата.
Механизм управления потоком для любого из первого, второго или дополнительного материала может включать перемещаемый элемент, по меньшей мере частично расположенный на соответствующем пути подачи материала и перемещаемый для изменения объема пути подачи, расположение таково, что перемещение элемента в одном направлении увеличивает объем пути подачи, и движение перемещаемого элемента в противоположном направлении уменьшает объем пути подачи, система управления включает приводную конструкцию для селективного перемещения элемента в указанном одном или указанном противоположном направлении.
Механизм управления потоком для любого из первого, второго или дополнительного материала может включать гибкий элемент, расположенный на соответствующем пути подачи и смещенный к одному из первого и дополнительного положений, причем конструкция привода включает систему приведения в действия текучей среды для селективного деформирования элемента к другому из первого и дополнительного положений против усилия смещения. Гибкий элемент может быть выполнен из упруго деформируемого материала и выполнен так, что свойственная упругость материала смещает элемент в одно из первого и дополнительного положений.
В одном варианте выполнения соответствующий путь подачи включает канал, через который соответствующий материал может течь, гибкий элемент в форме трубки, расположенной вокруг приводного элемента, расположенного в канале, так что путь потока соответствующего материала расположен между наружной поверхностью трубчатого элемента и каналом, камера для текучей среды расположена между приводным элементом и трубчатым элементом, трубчатый элемент упруго смещен к приводному элементу, система управления включает приводную систему с текучей средой для селективного введения объема текучей среды в камеру для расширения трубчатого элемента радиально наружу против усилия смещения.
В дополнительном варианте выполнения путь подачи включает канал, через который соответствующий материал может течь, гибкий элемент в форме трубки, расположенный вокруг внутренней поверхности канала, так что путь потока для соответствующего материала образуется через трубчатый элемент, трубчатый элемент упруго смещен радиально наружу к внутренней поверхности канала, камера для текучей среды расположена между каналом и трубчатым элементом, и система управления включает приводную систему с текучей средой для селективного введения объема текучей среды в камеру для деформации трубчатого элемента радиально внутрь.
В еще одном варианте выполнения устройство включает внутренний канал, внутренняя часть которого образует часть, формирующую проход первого потока, пути подачи для одного материала, и наружный канал, окружающий внутренний канал на расстоянии, проход второго потока, образованный между внутренним и наружным каналами, образует часть пути подачи другого материала, при этом система управления включает первый кольцевой, упруго гибкий элемент, расположенный вокруг внутренней поверхности внутреннего канала, так что внутренняя часть элемента образует часть прохода первого потока, камера первой текучей среды оперативно соединена с первым элементом, и система привода текучей средой соединена с камерой для селективного введения объема текучей среды в первую камеру для деформации по меньшей мере части первого элемента радиально внутрь от исходного упруго смещенного положения для уменьшения объема прохода первого потока, система управления также включает второй кольцевой, упруго гибкий элемент, расположенный вокруг наружной поверхности внутреннего канала, так что часть прохода второго потока расположена между вторым элементом и наружным каналом, вторая камера для текучей среды оперативно соединена со вторым элементом, система привода текучей средой соединена со второй камерой текучей среды для селективного введения объема текучей среды во вторую камеру для деформации по меньшей мере части второго элемента радиально наружу от исходного упруго смещенного положения для уменьшения объема другого прохода потока.
Система привода текучей средой может также быть эффективной для по меньшей мере частичного, селективного опорожнения камеры текучей среды.
Гибкий элемент может быть гибкой мембраной.
Текучая среда может быть несжимаемой жидкостью.
Система управления может приводить в действие отдельно каждый механизм управления потоком. Система управления может быть выполнена для координирования приведения в действие двух или более механизмов управления потоком. Указанный или каждый механизм управления потоком может включать модуль управления потоком для расположения на пути подачи материала. Когда устройство имеет механизм управления потоком для более, чем одного материала, механизмы могут быть обеспечены в областях соответствующих путей подачи, образованных посредством раздельных (например, неконцентрически расположенных) каналов перед головкой.
Перемещаемый элемент может формировать часть механизма управления комбинированного потока для двух материалов, в этом случае элемент частично принимается в путь подачи для одного материала и частично принимается в путь для другого материала, конструкция такова, что перемещение элемента в одном направлении увеличивает объем одного из путей подачи и уменьшает объем другого пути подачи, и это перемещение в противоположном направлении уменьшает объем указанного одного из путей подачи и увеличивает объем другого пути подачи.
В одной такой конструкции, где перемещаемый элемент образует часть механизма управления комбинированного потока двух материалов, устройство включает внутренний канал, внутренняя часть которого образует часть пути подачи одного материала, и наружный канал, окружающий внутренний канал на расстоянии, проход потока образуется между внутренним и наружным каналами, формируя часть пути подачи для одного материала, внутренний канал включает первую часть канала и смежную вторую часть канала, коаксиальную, но отделенную от первой части канала, вторая часть канала имеет внутренний диаметр, больший, чем наружный диаметр первой части канала, перемещаемый элемент включает цилиндрический трубчатый возвратно-поступательный элемент, расположенный между наружной поверхностью первой части канала и внутренней поверхностью второй части канала для перемещения в аксиальном направлении между по меньшей мере первым и вторым положением.
В дополнительной возможной конструкции, где перемещаемый элемент образует часть механизма управления комбинированного потока двух материалов, устройство включает внутренний канал, внутренняя часть которого образует часть пути подачи одного материала, и наружный канал, окружающий внутренний канал на расстоянии, проход потока образован между внутренним и наружным каналами, образуя часть пути подачи другого материала, внутренний канал включает первую часть канала и смежную вторую часть канала, коаксиальную с, но отделенную от первой части канала, первая и вторая части канала имеют противоположные концы, разнесенные в аксиальном направлении от частей внутреннего канала, перемещаемый элемент включает трубчатый возвратно-поступательный элемент, расположенный коаксиально между разнесенных концов первой и второй частей канала для перемещения в аксиальном направлении между по меньшей мере первым и вторым положением, возвратно-поступательный элемент соединен с первой частью канала первым гибким уплотнительным элементом и соединен со второй частью канала вторым гибким уплотнительным элементом, уплотнительные элементы аксиально расширяемые и сжимаемые для вмещения указанного аксиального перемещения возвратно-поступательного элемента, и внутренняя часть уплотнительных элементов образуют часть пути подачи для одного из материалов, один из уплотнительных элементов имеет больший средний диаметр, чем другие уплотнительные элементы, так что перемещение возвратно-поступательного элемента в направлении от первого положения к второму положению действует как увеличивающее длину указанного одного из уплотнительных элементов с большим средним диаметром и как сокращающее длину другого из уплотнительных элементов, вызывая общее увеличение общего объема внутренней части двух уплотнительных элементов.
В любой из предыдущих конструкций конструкция привода для селективного перемещения возвратно-поступательного элемента может включать первый магнит, физически соединенный с возвратно-поступательным элементом, расположенным внутри канала, второй магнит расположен снаружи канала и магнитно соединен с первым магнитом, так что перемещение второго магнита в аксиальном направлении канала вызывает соответствующее аксиальное перемещение первого магнита и возвратно-поступательного элемента, и приводом для перемещения второго магнита.
Система доставки первого материала может включать устройство доставки первого материала для вызывания течения указанного или каждого первого материала по его соответствующему пути подачи, и система управления может быть выполнена для управления устройством доставки первого материала для изменения расхода соответствующего первого материала через экструзионное отверстие. Система управления может быть выполнена для изменения выпуска устройства доставки первого материала для изменения расхода первого материала. Устройство доставки первого материала может быть насосом, а система управления может быть выполнена для изменения скорости насоса для изменения расхода первого материала. В альтернативной конструкции устройство доставки первого материала может включать толкатель для подачи первого материала на пути подачи первого материала пульсирующим потоком.
При его наличии, упомянутый по меньшей мере один внутренний выпуск текучей среды может быть образован в части головки, перемещаемой относительно по меньшей мере одной другой части головки, и устройство может включать приводную конструкцию, селективно перемещающую по меньшей мере один внутренний выпуск, пока проходит экструзия. Головка может включать наружную часть головки и внутреннюю часть головки, расположенную для вращения в наружной части головки вокруг центральной продольной оси головки, внутренняя часть головки образует по меньшей мере один внутренний выпуск текучей среды, радиально смещенный относительно продольной оси, устройство имеет приводную конструкцию для селективного вращения внутренней части головки вокруг оси. Приводная конструкция может быть выполнена для вращения внутренней части головки между двумя отдельными вращательными ориентациями. Альтернативно, приводная конструкция может быть выполнена для вращения внутренней части головки непрерывно в течение образованного времени.
Устройство может включать механизм для деформации экструдата, система управления выполнена для периодического управления механизмом для придания формы экструдату. Устройство может включать конструкцию для приложения давления на наружную поверхность экструдата для деформации экструдата радиально внутрь. Устройство может включать кольцевое сопло для окружения экструдата и систему подачи текучей среды под давлением для подачи текучей среды под давлением через сопло для подставления наружной поверхности экструдата под кольцо текучей среды под давлением, такой как воздух. Кольцевое сопло может быть расположено в или проксимально экструзионной головке или в положении на расстоянии по ходу после экструзионной головки. Альтернативно, устройство может включать профилирующий элемент и привод для селективного введения профилирующего элемента в контакт с экструдатом для профилирования экструдата. В дополнительной альтернативной конструкции устройство может включать механизм для смещения материала в центральную область экструдата радиально наружу. Механизм может включать толкатель, селективно перемещаемый в аксиальном направлении через центр головки между выдвинутым положением, в котором верхняя часть толкателя расположена для размещения в центральной области экструдата, и втянутым положением, система управления имеет конструкцию привода для селективного перемещения толкателя между выдвинутым и втянутым положением.
Экструзионная головка может включать главный корпусной участок, образующий одно или более отверстий, через которые вытекает первый материал из пути подачи первого материала, кожух, выступающий аксиально в направлении за наружный (дальний) конец главного корпусного участка, причем кожух образует экструзионное отверстие, в которое первый материал подается для формирования экструдата. Кожух может быть съемно установлен на главном участке корпуса. Головка может иметь конструкцию сопла, расположенную по центру главного корпусного участка, конструкция сопла образует одно или более отверстий, находящихся в текучем контакте с путем потока второго материала, одно или несколько отверстий включают по меньшей мере один внутренний выпуск для текучей среды. Максимальное боковое измерение (то есть, ширина или диаметр) по меньшей мере одного отверстия в конструкции сопла может быть меньше, чем максимальное боковое измерение (то есть, ширина или диаметр) пути подачи второго материала, непосредственно до конструкции сопла. Кожух может продолжаться в аксиальном направлении головки за наружный дальний конец конструкции сопла. Конструкция сопла может быть отсоединяемо расположена на главном участке корпуса головки. Главный корпусной участок головки может включать пластину с отверстиями, пластина с отверстиями образует центральное отверстие в сообщении по текучей среде с путем подачи второго материала и по меньшей мере одним дополнительным отверстием, расположенным на расстоянии радиально наружу от центрального отверстия, по меньшей мере одно дополнительное отверстие сообщается по текучей среде с путем подачи первого материала. Конструкция сопла может быть установлена на плите отверстия, причем по меньшей мере одно отверстие сопла сообщается по текучей среде с путем подачи второго материала. Конструкция сопла может включать или иметь установленный на ней по существу конический корпусной участок, вершина которого по существу выровнена с продольной осью головки с дальнего конца корпуса. По меньшей мере один внутренний выпуск текучей среды может быть расположен смежно основанию конического корпусного участка и может быть выровнен для подачи второго материала по существу радиально наружу вокруг наружной поверхности конического корпусного участка.
Устройство может включать множество внутренних выпусков текучей среды, выполненных для выполнения соответствующего количества камер, наполненных вторым материалом, когда второй материал вводится в экструдат через используемые внутренние выпуски. Указанный или каждый внутренний выпуск для текучей среды может быть образован посредством части, формирующей инжектор, узла экструзионной головки.
Экструзионное отверстие может включать ближний (т.е. «входной») участок и дальний (т.е. «выходной») участок, причем дальний участок имеет большее минимальное боковое измерение, чем ближний участок. Ближний и дальний участки могут иметь различные профили сечения или формы. Ближний и дальний участки могут быть круглыми, квадратными, треугольными, прямоугольными, в форме звезды и несимметричными. Они могут иметь одинаковую форму или разные формы в любой комбинации.
Головка может включать множество экструзионных отверстий, через которые экструдируют первый материал для формирования множества нитей экструдата.
Устройство может включать подвижную ленту конвейера, расположенную смежно выпуску головки, на которую экструдируют экструдат, лента перемещается в направлении, по существу параллельном продольной оси экструзионной головки.
Устройство может включать механизм разделения экструдата на отрезки. Механизм для разделения экструдата на отрезки может включать резец для разрезания экструдата. Резец может быть синхронизирован с действием системы управления, так что перемещение резца синхронизировано для разделения экструдата через желаемое расстояние. Механизм для разделения экструдата на отрезки может включать датчики для обнаружения желаемого положения в экструдате. Устройство может включать конструкцию для нанесения наружного знака на экструдат на или смежно головке для обозначения желаемого положения, и может включать датчик для распознавания наружного знака.
Устройство может быть выполнено для экструдирования первого материала, способного к затвердению. Система доставки первого материала может включать конструкцию для доставки первого материала к экструзионной головке под давлением в пластифицированном состоянии. Система доставки первого материала может включать устройство для темперирования первого материала для размещения его в текучей глиноподобной консистенции и для доставки темперированного материала к экструзионной головке. Устройство может быть выполнено для экструдирования по меньшей мере одного первого материала, который является пищевым материалом. Устройство может быть выполнено для экструдирования по меньшей мере одного первого пищевого материала, способного к затвердению, в частности, способного к затвердению кондитерского материала. Устройство может быть выполнено для экструдирования по меньшей мере одного первого пищевого материала, который является способным к затвердению жиросодержащим кондитерским материалом, такого как шоколад. Система доставки материала может быть выполнена для доставки более чем одного первого материала к экструзионной головке.
В устройстве, согласно изобретению, система доставки второго материала может быть выполнена для введения более, чем одного второго материала в экструдат. Система доставки второго материала может включать множество внутренних выпусков для текучей среды для вторых материалов, по меньшей мере два из выпусков текучим образом соединяемы с подачами разных вторых материалов. Система доставки второго материала может включать конструкцию для селективного соединения по меньшей мере одного из выпусков для текучей среды с источниками любого из двух или более различных вторых материалов.
Устройство может быть выполнено для экструдирования первого материала в процессе холодной экструзии.
Согласно четвертому объекту изобретения, обеспечено устройство для производства продуктов, устройство включает экструзионную головку, образующую экструзионное отверстие, систему доставки первого материала для доставки по меньшей мере одного первого материала в текучем состоянии к экструзионному отверстию под давлением для образования экструдата, в котором устройство включает по меньшей мере один выпуск для текучей среды для дополнительного материала, расположенного по ходу после экструзионного отверстия, и систему доставки дополнительного материала для доставки дополнительного материала в текучем состоянии под давлением в по меньшей мере один выпуск для текучей среды, по меньшей мере один выпуск для текучей среды расположен радиально наружу от экструзионного отверстия и выполнен для подачи дополнительного материала внутрь к продольной оси головки в область устройства, по которой течет экструдат, выходя из экструзионного отверстия.
Устройство может включать систему управления, включающую конструкцию управления потоком для изменения расхода дополнительного материала в по меньшей мере один выпуск для текучей среды. Система управления может быть выполнена для пульсации потока дополнительного материала через по меньшей мере один выпуск для текучей среды. Эта конструкция позволяет дополнительному материалу быть вложенным в отдельные области на наружной поверхности экструдата или для объема второго материала, вложенного для изменения по длине экструдата.
Система доставки дополнительного материала может включать путь подачи дополнительного материала для доставки дополнительного материала в по меньшей мере один выпуск для текучей среды, система управления может включать механизм управления потоком на пути подачи дополнительного материала, механизм управления потоком выполнен для управления расходом дополнительного материала через по меньшей мере один выпуск для текучей среды. Механизм управления потоком может быть выполнен для оперативного изменения объема пути подачи с целью управления расходом дополнительного материала через по меньшей мере один выпуск для текучей среды.
Система доставки дополнительного материала может быть выполнена для доставки более, чем одного дополнительного материала к различным наружным выпускам для текучей среды. Устройство может определять путь подачи для каждого дополнительного материала и может включать механизм управления потоком на по меньшей мере одном пути подачи дополнительного материала. Механизм управления потоком может присутствовать в каждом из путей подачи дополнительного материала.
Устройство выполнено для вкладывания дополнительного материала на наружную поверхность используемого экструдата.
В устройстве по любому из третьего и четвертого объектов изобретения первый, второй и дополнительный материалы могут быть одинаковыми или различными материалами в любой комбинации. Возможно применение более чем одного первого, второго или дополнительного материалов.
Когда устройство по любому из третьего и четвертого объектов выполнено для экструдирования более, чем одного первого материала или доставки более, чем одного второго или дополнительного материала, устройство может включать механизм управления потоком для некоторых или всех материалов, и механизм управления может быть выполнен для приведения в действие любых двух или более механизмов управления потоком одновременно или по существу совместно ориентированным образом.
Ссылки на механизмы управления потоком, приводимые в действие одновременно, следует понимать как выполняющие конструкции, в которых механизмы управления потоком приводятся в действие в накладывающиеся периоды времени и не обязательно требуют конца приведения в действие механизмов в одно время, хотя это возможно.
Устройство по любому из третьего и четвертого объектов изобретения может быть выполнено для производства продуктов, имеющих общую длину от 10 мм до 500 мм, в частности, от 20 мм до 250 мм, хотя также возможно производство более длинных продуктов. Устройство может быть выполнено для производства продуктов, имеющих форму шара или плитки, и, в частности, может быть выполнено для производства кондитерских плиток, особенно плиток шоколада.
Способ и устройство по различным объектам изобретения могут быть выполнены для экструдирования ряда материалов, включая непищевые материалы, такие как пластик, резина, эластомеры и полимеры и тому подобные. Способы и устройство по различным объектам изобретения, хотя они в частности подходят для экструдирования пищевых материалов, включают:
а. Кондитерские материалы, такие как: шоколад, фадж, тоффи, жевательная резинка, пралине, нуга, жевательные конфеты, леденцы, помадная масса, карамель;
b. Кондитерские начинки, такие как: шоколад, пралине, карамель, тоффи, жевательная резинка, джем, желе, сиропы, крем, мед, ликеры, помадная масса, фадж, гель, эмульсии, йогурт;
c. Пищевые продукты - сыр (особенно, обработанный сыр), тесто (печенье, бисквит, хлебное тесто и т.д.), крупы и злаки (рис, пшеница, кукуруза, овес, ячмень, измельченные или целые), мясо, рыба, пищевые пасты;
d. На основе жевательной резинки.
Способ и устройство по различным обектам изобретения особенно подходят для экструдирования пищевых материалов, включающих: кондитерские материалы, сыр (особенно обработанный сыр), тесто и крупы/злаки, но особенно кондитерских материалов, в частности, шоколада.
Для избегания сомнений термин «экструзия» используется здесь для ссылки по существу на процесс, с помощью которого материал проталкивается или подается в текучем, пластичном или глинообразном состоянии через головку, имеющую экструзионное отверстие, с целью производства экструдата, имеющего профиль сечения, образуемый по меньшей мере частично профилем сечения экструзионного отверстия. Термин «экструзия» не ограничен процессами или устройством, в котором материал доставляется к головке посредством шнекового экструдера, хотя это необязательно. Предпочтительнее ссылки на «экструзию» следует понимать как включающие любые подходящие средства для доставки материала к головке, что может включать шнек или двойной шнек, насос или любые другие подходящие средства для течения материала через головку, если не указано явное ограничение.
Подробное описание изобретения
Несколько вариантов выполнения изобретения теперь будет раскрыто исключительно путем примера, со ссылкой на сопровождающие чертежи, на которых:
Фиг.1 - схематичный вид в сечении экструзионной головки и участка экструдата, выполненного с использованием головки;
Фиг.2А - вид в сечении участка экструдата, выполненного с использованием способов и устройства по настоящему изобретению;
Фиг.2В - вид в сечении продукта, выполненного разрезанием экструдата по Фиг.2А;
Фиг.3А-3С - ряд схематичных видов в сечении экструзионной головки, формирующей часть устройства по изобретению, и участка экструдата, выполненного с использованием головки, демонстрирующий первую технологию по изобретению;
Фиг.4A-4D - ряд схематичных видов в сечении экструзионной головки, формирующей часть устройства по изобретению, и участка экструдата, выполненного с использованием головки, демонстрирующий вторую технологию экструдирования по изобретению, при использовании в комбинации с первой технологией;
Фиг.5А-5Е - ряд схематичных видов в сечении экструзионной головки, формирующей часть устройства по изобретению, и участка экструдата, выполненного с использованием головки, демонстрирующий альтернативную конструкцию для проведения комбинации первой и второй технологий по изобретению;
Фиг.6А-6В - схематичные виды в сечении части устройства по изобретению и участка экструдата, выполненного с использованием устройства, демонстрирующие третью технологию по изобретению;
Фиг.7А-7С - ряд схематичных видов в сечении части устройства по изобретению и участка экструдата, выполненного с использованием устройства, демонстрирующий четвертую технологию по изобретению;
Фиг.8 - схематичный вид в перспективе воздушного гофрирующего кольца вокруг участка экструдата, кольцо образует часть устройства по варианту выполнения изобретения для выполнения вариации четвертой технологии;
Фиг.9 - схематичный вид в перспективе внутренней части головки, формирующей часть устройства по варианту выполнения изобретения, и участка экструдата, демонстрирующий пятую технологию по изобретению;
Фиг.10А - вид, сходный виду по Фиг.9, но демонстрирующий альтернативный вариант выполнения устройства по изобретению, на котором выпуски для текучей среды для второго материала могут перемещаться между двух отдельных положений;
Фиг.10В - схематичный вид сбоку в сечении экструдата, выполненного с использованием устройства, показанного на Фиг.10А;
Фиг.11А-11D - ряд схематичных видов в сечении экструдата материала, демонстрирующий использование профилирующего элемента для проведения шестой технологии по изобретению;
Фиг.12 - схематичный вид в сечении варианта выполнения устройства по изобретению, выполненного для выполнения первой технологии по изобретению;
Фиг.13А - схематичный вид в сечении части устройства по изобретению, демонстрирующий альтернативную конструкцию для выполнения первой технологии;
Фиг.13В - вид с торца экструзионной головки, формирующей часть устройства по Фиг.13А;
Фиг.14 - схематичный вид в сечении дополнительного варианта выполнения устройства по изобретению, демонстрирующий еще дополнительную конструкцию для выполнения первой технологии по изобретению;
Фиг.15А и 15В - схематичные виды в сечении экструзионной головки, по еще одному дополнительному варианту выполнения изобретения, демонстрирующие использование перемещающегося возвратно-поступательного элемента для выполнения комбинации первой и второй технологий по изобретению;
Фиг.16А и 16В - схематичные виды в сечении экструзионной головки, формирующей часть устройства по еще одному дополнительному варианту выполнения изобретения, выполненного для выполнения второй технологии по изобретению;
Фиг.17А и 17В - схематичные виды в сечении экструзионной головки, формирующей часть устройства по другому варианту выполнения изобретения, выполненного для выполнения второй технологии по изобретению;
Фиг.18 - вид в перспективе в сечении верхней области головки устройства по варианту выполнения изобретения, устройство вмещает возвратно-поступательный элемент, сходный с показанным на Фиг.15А и 15В;
Фиг.19 - вид в сечении части устройства по дополнительному варианту выполнения изобретения, устройство вмещает подвижный возвратно-поступательный элемент, сходный с показанным на Фиг.18, но демонстрирующий альтернативную приводную конструкцию для перемещения возвратно-поступательного элемента;
Фиг.20 - вид, сходный с видом по Фиг.19, но демонстрирующий дополнительный вариант выполнения устройства, имеющего еще одну дополнительную приводную конструкцию для перемещения возвратно-поступательного элемента;
Фиг.21 - вид в сечении части устройства согласно дополнительному варианту выполнения изобретения, устройство вмещает альтернативную конструкцию возвратно-поступательного элемента;
Фиг.22 - вид в сечении части устройства по дополнительному варианту выполнения изобретения, устройство вмещает альтернативную конструкцию для выполнения комбинации первой и второй технологий по изобретению;
Фиг.23 - вид в сечении в перспективе еще одного дополнительного варианта выполнения устройства по изобретению, устройство имеет подающую конструкцию для вращения внутренней части экструзионной головки для использования в применении пятой технологии по изобретению;
Фиг.24 - вид, сходный с видом по Фиг.23, но демонстрирующий дополнительную подающую конструкцию для вращения внутренней части экструзионной головки для использования в применения пятой технологии по изобретению;
Фиг.25 - схематический вид еще одного дополнительного варианта выполнения устройства по изобретению, устройство вмещает дополнительную альтернативную конструкцию для выполнения комбинации первой и второй технологий и вмещает гидравлическую приводную систему;
Фиг.26 - график, показывающий перемещение относительно времени двух гидравлических цилиндров, формирующих часть гидравлической приводной системы по Фиг.25 для обычной экструзионной последовательности по изобретению;
Фиг.27 - продольный вид в сечении части устройства по еще одному дополнительному варианту выполнения, устройство вмещает альтернативную конструкцию для выполнения комбинации первой и второй экструзионных технологий по изобретению;
Фиг.28 - вид в сечении механизма управления потоком, формирующего часть устройства по Фиг.27;
Фиг.29 - вид в перспективе внутреннего приводного элемента, формирующего часть механизма управления потоком по Фиг.28;
Фиг.30 - схематичный вид в сечении экструзионной головки для использования устройства по изобретению;
Фиг.31 и 32 - схематичные виды в сечении дополнительной экструзионной головки, имеющей альтернативное сопло, и демонстрирующие течение материалов вокруг сопла во время начиночной и безначиночной фаз экструзионного процесса соответственно;
Фиг.33 - схематичный вид в сечении дополнительного варианта выполнения устройства по изобретению;
Фиг.34 - схематичный вид в сечении дополнительного варианта выполнения устройства по изобретению;
Фиг.35 - вид спереди дополнительного варианта выполнения головки для использования в устройстве по изобретению;
Фиг.36 - вид сбоку участка экструдата, выполненного с использованием головки по Фиг.35;
Фиг.37 - вид спереди еще одного дополнительного варианта выполнения головки для использования в устройстве по изобретению;
Фиг.38 и 39 - вид сбоку и с торца соответственно участка экструдата, выполненного с использованием головки по Фиг.37; и
Фиг.40 - схематичный вид в сечении участка альтернативного экструдата, который может быть выполнен с использованием головки по Фиг.37.
Далее последует описание ряда способов и устройств, которые могут быть использованы для производства продукта по изобретению. Ряд вариантов выполнения направлен на способ и устройство для производства продуктов, включая наружную оболочку, выполненную из первого материала, содержащего начинку из второго материала, однако, изобретение не ограничено данным применением. Отдельные описываемые варианты выполнения, в частности, подходят для производства кондитерского продукта, такого как плитка шоколада. Однако, описываемые способы и устройства могут быть приспособлены для производства широкого ряда кондитерских, пищевых и других продуктов, включая материалы, такие как пластик, полимеры, резина (натуральная и синтетическая) и тому подобные. Для легкости ссылки в последующем описании первый материал может быть обозначен как «шоколад», а второй материал как «жидкий материал для начинки», но следует понимать, что использование этих терминов в отдельном описании не ограничивает изобретение.
В последующем описании и формуле устройство будет обозначено как, по существу, «экструзионное устройство», а способ как «экструзия» или «коэкструзия» или тому подобное. Как указано ранее, термин «экструзия» и подобные термины, такие как «коэкструзия» используются здесь для обозначения по существу процесса, с помощью которого материал проталкивается или приводится в текучее, пластичное или глиноподобное состояние через головку, имеющую экструзионное отверстие, с целью производства экструдата, имеющего профиль сечения, образуемый, по меньшей мере, частично, профилем сечения экструзионного отверстия. Следует понимать, следовательно, что эти термины не ограничивают устройство или способы, с помощью которых материал доставляется к головке посредством шнекового экструдера, хотя это возможно, если указано точно. Предпочтительнее, ссылки на «экструзию» и тому подобное следует понимать как подразумевающие устройство и способы, использующие любые подходящие средства для доставки материала к головке, что может включать шнек или двойной шнек, насос или любое другое подходящее средство для вызывания течения материала через головку, если точно не указано иначе.
На Фиг.1 показана схематично экструзионная головка 10, образующая часть устройства (обозначенного по существу позицией 11) для экструдирования первого материала 12, который в этом случае представляет собой шоколад 12, и второго материала 14, который в этом случае представляет собой жидкий кондитерский материал 14 начинки. Устройство выполнено для получения экструдата 16 из шоколада 12, в котором выполняется ряд непрерывных продольных камер 18, содержащих жидкий материал 14 начинки. В плоскости части, показанной на Фиг.1, находится две камеры 18, но возможны дополнительные камеры 18 в других плоскостях. Однако, желательно, что количество и расположение камер 18 с начинкой может быть изменено по желанию и может включать одиночную центральную камеру и/или одну или более камеру, расположенную смещенно от центра, как показано.
Головка 10 включает наружную часть головки 19, имеющую экструзионное отверстие 20, через которое течет шоколад 12. Форма экструзионного отверстия образует по меньшей мере частично наружный боковой профиль в сечении экструдата 16. В настоящем варианте выполнения экструзионное отверстие 20 по существу имеет форму звезды, но желательно, чтобы другие формы, например, круглая, квадратная, треугольная, прямоугольная или несимметричная, могли быть использованы в зависимости от желаемого профиля продукта. Экструдат 16 будет обычно экструдирован на подвижную ленту конвейера (обозначена схематично позицией 17 на Фиг.6А), где шоколад 12 быстро отверждается для удержания профиля, который ему придали, пока шоколад проходил через экструзионное отверстие 20. Лента конвейера обычно выровнена по существу горизонтально перед экструзионной головкой и перемещается в направлении по существу параллельно продольной оси А головки и экструдата.
В отверстии 20 расположен ряд инъекционных сопел 22, каждое из которых образует выпуск для текучей среды для введения жидкого материала 14 начинки в путь потока шоколада 12. Инжекторы 22 образуют часть внутренней части 24 головки 10 и могут выступать за поверхность 26 дальнего конца головки 10, как показано на Фиг.1. Альтернативно, инжекторы 22 могут заканчиваться на уровне с или до поверхности 26 конца головки 10.
Каждый инжектор 22 имеет аксиально продолжающееся отверстие 28, находящееся в текучей связи с подачей жидкого материала 14 начинки. Два инжектора 22 показаны на Фиг.1, соответственно двум продолговатым камерам 18 в плоскости показанной части. Однако, желательны дополнительные инжекторы 22, расположенные в различных плоскостях, и чтобы количество и положение инжекторов могло быть изменено в зависимости от количества и положения выполняемых камер 18 с начинкой. Наружный профиль инжекторов 22 образует форму сечения камер 18 с начинкой и может быть выбран по желанию. Например, инжекторы 22 могут быть круглыми, квадратными, треугольными, иметь форму звезды или любую другую подходящую форму. Внутренняя часть 24 головки имеет отверстия 25, что позволяет первому кондитерскому материалу 12 течь между инжекторами 22, так что каждая из камер в экструдате 16 окружена непрерывными, то есть, неперфорированными, наружными периферическими стенками шоколада 12.
Устройство 11, как до настоящего времени описано, может быть выполнено свободно в соответствии с учением патента США № 4,834,635, полное содержание которого включено здесь по ссылке. В устройстве, раскрытом в патенте США № 4,834,635, инжекторы соединены с подачей воздуха под давлением, и конструкция используется для экструдирования кондитерского продукта, имеющего множество полых продольных проходов. Однако, соединением инжекторной конструкции в патенте США 4,834,635 с подачей жидкого материала начинки вместо воздуха конструкция может быть выполнена с целью производства продукта, имеющего множество камер, наполненных жидким материалом 14.
В традиционном экструзионном процессе расход материала, доставляемого и проходящего через головку, поддерживается по существу в постоянной номинальной величине для наполнения экструзионного отверстия и производства экструдата с по существу постоянным профилем в сечении, как образовано экструзионным отверстием, что обычно является задачей процесса. Однако, как описано более подробно далее, авторы обнаружили, что профиль в сечении экструдата может быть изменен по длине изменением объемного расхода материала через экструзионное отверстие во время экструзионного процесса. Например, если расход уменьшен от номинальной величины, материал не полностью заполнит экструзионное отверстие, и область уменьшенной площади поперечного сечения может быть выполнена в экструдате. Альтернативно, расход может быть увеличен от номинальной величины для образования выступа или области увеличенной площади поперечного сечения в экструдате. Пока такие изменения в профиле поперечного сечения экструдата нежелательны в применении, при производстве образованных продуктов, включая пищевые продукты и, в частности, кондитерские продукты, эти и другие экструзионные эффекты могут использоваться для производства продуктов, имеющих форму и структуру, непривычную и потенциально привлекательную для потребителей.
Как описано, устройство 11 подходит для производства продукта, в котором материал 14 начинки способен к затвердению, так что он не вытекает, когда экструдат разрезается на отдельные отрезки, как описано в ЕР 1 166 640 А1. Однако, если камеры 18 наполнены текучим материалом начинки, материал начинки будет склонен к вытеканию из концов каждого отрезка, когда экструдат 16 разрезан. Кроме того, если способный к затвердению материал используется как начинка, то материал начинки будет открыт с надрезанных концов, что может быть нежелательным.
Авторы установили, что устройство 11 может быть модифицирован и/или рабочие параметры способа производства могут быть изменены, так что экструдат 16 производится с продольно разнесенными, промежуточными участками через экструдат, в которых нет камер 18 с начинкой, и которые содержат по существу только первый материал 12 или смесь первого материала 12 и второго материала 14, как показано на Фиг.2А. Эти промежуточные участки 30 выполнены периодически по длине экструдата 16 с участками 31, содержащими одну или более камер с начинкой между промежуточными участками 30. Промежуточные участки 30 равномерно разнесены по экструдату, так что после того, как экструдат достаточно затвердел, экструдат 16 может быть разрезан или иначе разделен по середине промежуточных участков 30, как показано линиями Х-Х для выполнения отдельных отрезков или продуктов 32, как показано на Фиг.2В. После разрезания каждый из продуктов 32 накрывается с любого продольного конца соответствующей частью 30А, 30В смежных промежуточных участков.
Когда материал 14 начинки находится в текучем состоянии, обычно будет необходимо производить концевые колпачки 30А, 30В, твердые для герметичного закрывания продольных концов камер 18 для предотвращения вытекания. Если первый материал 12 является способным к затвердению материалом, который проходит через головку в текучем состоянии, таким как шоколад или тому подобные, материал будет склонен к сливанию, так что твердый промежуточный участок 30 образуется, когда первый материал отверждается. В некоторых случаях только области промежуточных участков 30, непосредственно смежные участкам с начинкой, должны быть твердыми. Другими словами, концевые колпачки могут включать небольшие полости или окклюзии, что обеспечивает полную общую целостность концевых колпачков и невозможность вытекания материала начинки из концов камер 18.
Концевые колпачки 30А, 30В покрывают концы продукта так, что по существу подогнаны к сторонам продукта, так что продукт имеет по существу однородный внешний вид. Это эстетически привлекает потребителя и, таким образом, предпочтительно, даже если способный к затвердению материал используется в качестве начинки 14.
Камеры также могут быть наполнены газом, таким как воздух. В случае пищевых и кондитерских продуктов в частности, газ может иметь аромат или привкус. Если начинкой является газ, отличный от воздуха, и/или имеет аромат или привкус, области концевых колпачков выполняются для герметичного закрывания камер для предотвращения выхода газа. Когда камеры наполняются воздухом, может быть достаточно того, что области концевых колпачков покрывают концы продукта, так что по существу подогнаны к внешнему виду сторон продукта.
Толщина концевых колпачков 30А, 30В может быть выбрана по желанию, но в стандартной шоколадной плитке может составлять от 0,05 мм до 100 мм, в частности, от 1 мм до 10 мм. Общая длина отдельных продуктов, выполненных с использованием изобретенных способов и устройств может также выбираться, если требуется, но в стандартной шоколадной плитке может составлять от 10 мм до 500 мм, в частности, от 20 мм до 250 мм.
В большинстве применений ожидается, что экструдат будет разрезаться или делиться иным образом на каждый промежуточный участок 30 так, чтобы каждый кондитерский продукт 32 имел одну или более камер с начинкой, которая продолжается по существу по всей длине продукта, кроме областей концевых колпачков. Однако, также возможно производить продукты, имеющие один или более промежуточных участков, разнесенных по их длине, путем деления экструдата на каждом втором или каждом третьем промежуточном участке 30, например.
Одна технология формирования промежуточных участков и участков с начинкой, которая может быть обозначена как «пульсирующий поток начинки», показана схематично на Фиг.3А-3С. Технология пульсирующего потока начинки включает периодическую и моментальную остановку или по меньшей мере значительное уменьшение потока начинки 14 через инжекторы 22 в экструдат 16. На Фиг.3А показана экструзионная линия только после остановки потока жидкого материала 14 начинки. Без потока жидкого материала 14 начинки через инжекторы 22 камеры 18 разрушаются и шоколад образует твердый промежуточный участок 30, как показано стрелками. После установленного периода времени поток жидкого материала начинки продолжается, так что камеры 18 возобновляются в экструдате, как показано на Фиг.3С. Участок 30 экструдата 16, выполненный в отрезок времени, когда поток жидкого материала начинки остановлен или уменьшен, не имеет камер 18 и содержит предпочтительно или единственно шоколад. Длина участка 30 образована длиной времени, в которое поток жидкого материала начинки остановлен, и скоростью экструдирования шоколада. Предпочтительнее, чем просто остановка потока жидкого материала 14 начинки, отрицательное давление вакуума может быть приложено к пути подачи жидкого материала начинки для обеспечения быстрого отрезания жидкого материала начинки. Это может быть обозначено как всасывание назад или втягивание назад. Это уменьшает вытекание жидкого материала начинки, когда поток остановлен, так что участок 30 содержит меньше или не содержит жидкого материала 14 начинки, и, таким образом, является более эффективным способом герметичного закрывания концов камер 18, когда материал отверждается.
Когда поток жидкого материала 14 начинки остановлен или уменьшен, общий объем экструдированного материала уменьшается. Поскольку шоколад 12 склонен к разрушению, закрывая внутрь камеры 18, происходит образованное количество наружной деформации экструдата 16, как показано В на Фиг.3В. В стандартных экструзионных процессах эта наружная деформация неудовлетворительна. Однако авторы обнаружили, что по настоящему изобретению необычные и привлекательные продукты могут быть произведены посредством управления изменением потока материала через головку для изменения профиля и других свойств экструдата.
Вторая технология, разработанная для формирования промежуточных участков 30, не имеющих камер 18 в экструдате 16, состоит в том, чтобы периодически и моментально увеличивать или добавлять количество формирующего экструдат шоколада 12, у экструзионной головки 10. Поскольку шоколад имеет большую вязкость, чем жидкий материал начинки, образование прилива шоколада при сохранении постоянного потока жидкого материала начинки вызовет смещение жидкого материала предпочтительно к шоколаду, вызывая экструдирование участка 30 в экструдате без камер, наполненных жидкостью.
В применениях, где желательно формирование безначиночных промежуточных участков в экструдате, но в противном случае поддерживание наружного профиля экструдата по существу постоянным, вторая технология может быть комбинирована с первой технологией пульсирующего потока начинки, так что поток шоколада увеличивается для компенсации уменьшения потока жидкого материала начинки для поддержания общего объема экструдируемого через головку материала, как полностью, по существу, постоянного. Это уменьшает или устраняет проблему наружной деформации экструдата. Однако, по настоящему изобретению, авторы выяснили, что изменение потока первого материала через верхнюю часть головки также может быть использовано для изменения наружного профиля или других свойств экструдата для производства продуктов необычного, иногда неоднородного вида экономически эффективным образом. Эта технология не ограничена в изобретении продуктами, имеющими жидкую или текучую начинку, но может использоваться с широким рядом продуктов, включая продукты с нетекучей или отверждаемой начинкой, в случае которых не производят концевые колпачки или промежуточные участки в экструдате, а также продукты, не имеющие начинки или внутренних камер, которые могут быть экструдированы из единственного материала.
Комбинация первой и второй технологий показана схематически на Фиг.4A-4D. Как показано на Фиг.4А, когда необходимо производство промежуточного участка 30, поток жидкого материала 14 начинки остановлен или уменьшен, и в то же время поток шоколада 12 увеличен или приливно увеличен для компенсации. Шоколад схлопывается внутрь, закрывая камеры 18 для выполнения промежуточного участка 30, включающего только или, по меньшей мере, в основном шоколад. В этом случае, однако, увеличение расхода шоколада 13 поддерживает общий объем материала, экструдированного по существу постоянно, и не происходит или только уменьшена наружная деформация экструдата 16, который, следовательно, имеет по существу постоянное сечение по всей длине. После установленного отрезка времени, в зависимости от желаемой длины промежуточного участка 30, поток жидкого материала 14 начинки возобновляется, и поток шоколада 12 уменьшен до нормального или базового уровня, так что камеры 18, наполненные жидкостью, восстанавливаются в экструдате 16. Это показано на Фиг.4С.
В ранее описанной конструкции шоколад 12 продолжает течь по его нормальному пути потока, но объемный расход материала временно увеличивается. В альтернативном варианте выполнения, показанном схематично на Фиг.5А-5Е, инжекторы 22 могут быть альтернативно соединены с подачей жидкого материала 14 начинки и подачей шоколада 12 для достижения сходного конечного результата. Таким образом, как показано на Фиг.5А, когда инжекторы 22 соединены с подачей жидкого материала 14 начинки, камеры 18, наполненные жидкостью, выполняются в экструдате 16. Периодически, как показано на Фиг.5В и 5С, инжекторы 22 переключаются для соединения с подачей шоколада 12 для образования промежуточных участков 30, не имеющих камер и содержащих исключительно или предпочтительно шоколад. Поскольку дополнительный шоколад 12 подается через инжекторы, происходит небольшая потеря в общем объеме экструдированного материала, и существенной наружной деформации экструдата не происходит. Когда получен промежуточный участок 30 подходящей длины, инжекторы 22 снова соединяются с подачей жидкого материала 14 начинки для восстановления камер 18, наполненных жидкостью, как показано на Фиг.5D и 5E.
Дополнительная конструкция для производства промежуточных участков, но которая также может быть выполнена просто для изменения формы продукта, включает смещение шоколадного экструдата радиально наружу от центрального участка экструдата поблизости или непосредственно после экструзионной головки 10. Конструкция показана на Фиг.6А и 6В, на которых схематично показан толкатель 34, который может быть селективно выдвинут приводной конструкцией в аксиальном направлении экструдера 11 через центральную область 38 головки 10 в центр экструдата 16. Верхняя часть толкателя 36 имеет форму конического клина, который толкает экструдат шоколада 12 радиально наружу, когда толкатель выдвинут в экструдат. Любая подходящая приводная конструкция может использоваться для выдвижения и втягивания толкателя. В показанном примере экструдат имеет одну или более камер 18, наполненных жидкостью, разнесенных вокруг центра шоколада 12. Когда толкатель выдвинут, шоколад предпочтительно смещает жидкую начинку для образования промежуточного безначиночного участка экструдата. Когда экструдат разделен, конец плитки будет иметь профилированный конец, образованный формой толкателя. Толкатели различной формы могут использоваться для создания различных эффектов. Эта конструкция может использоваться в широком ряду применений, даже когда нет необходимости для производства безначиночного промежуточного участка в экструдате. Она может использоваться, например, для придания формы продуктам, имеющим камеры, наполненные нетекучим материалом 14, или безначиночные, и твердым продуктам, экструдированным из единственного материала, в этом случае смещение материала от центра приведет к созданию выступа в наружном профиле экструдата.
Предпочтительнее использования механического толкателя 34, воздух под давлением или другая подходящая текучая среда под давлением может быть использована для смещения шоколадного экструдата радиально наружу от центра экструдата. В этой не показанной конструкции устройство снабжено центральной линией подачи с выпуском в центре головки 10, селективно соединяемой с источником текучей среды под давлением, такой как воздух под давлением. Текучая среда под давлением подается через дополнительную линию для формирования пузыря в центре экструдата, проталкивая шоколад радиально наружу. Подача текучей среды таким образом является предпочтительной, поскольку текучая среда не является вязкой и не блокирует.
Предпочтительнее использования сжатой текучей среды внутри для смещения шоколадного экструдата радиально наружу, может использоваться наружно воздух под давлением или другая подходящая текучая среда, для профилирования экструдата, как показано на Фиг.7А-7С. В этой конструкции наружная часть 19 головки 10 продолжается за дальние концы инжекторов 22. Подача 40 воздуха под давлением селективно соединяема с выпуском 42 кольцевой формы на внутреннем экструзионном отверстии в наружной части головки для образования кольца сжатого воздуха, окружающего наружную поверхность экструдата 16 непосредственно после концов инжекторов 22. С целью образования промежуточного участка 30 экструдата текучая среда под давлением подается в выпуск 42 для образования кольца текучей среды под давлением, которое прикладывает давление на наружную поверхность экструдата, направляя шоколад 12 внутрь для быстрого профилирования камер 18, наполненных жидкостью. Когда промежуточный участок 30 требуемой длины выполнен, подача 40 текучей среды под давлением отсоединена от выпуска 42, так что камеры 18, наполненные жидкостью, восстанавливаются.
Эта конструкция производит экструдат 16, имеющий ряд сжатых промежуточных участков 30 без камер, наполненных жидкостью, которые могут быть легко разрезаны для образования отдельных кондитерских продуктов. Эта технология может быть предпочтительно комбинирована с первой технологией пульсирующего потока начинки, так что кольцо текучей среды под давлением прикладывается, пока поток начинки 14 остановлен или по меньшей мере существенно уменьшен. Эта технология может использоваться даже когда нет необходимости формировать промежуточную часть в продукте с жидкой начинкой, как средство придания формы экструдату, и может применяться с широким рядом экструдированных продуктов, включая продукты, в которых камеры наполнены нетекучим материалом 14 или не наполнены, и твердые продукты, которые могут быть экструдированы из единственного материала.
В некоторых применениях может быть желательно обжатие экструдата 16 по ходу после экструзионной головки 10, в месте, где шоколад частично затвердел. В этом случае кольцевая гофрирующая конструкция 44 текучей среды под давлением может быть выполнена отдельно от головки 10. Эта конструкция показана схематично на Фиг.8, на которой стрелки 46 обозначают поток текучей среды под давлением.
Дополнительная конструкция, которая может быть использована для производства промежуточных участков 30 в экструдате, включает перемещение положения выпусков 22 для текучей среды во внутренней части головки, и показана схематично на Фиг.9. На Фиг.9 показана только внутренняя часть 24 экструзионной головки, имеющей три выпускных инжектора 22 для жидкого материала начинки. В этом варианте выполнения внутренняя часть 24 головки, у которой периодически вызывают вращение, или постоянно вращающаяся с целью выполнения промежуточного участка 30, не имеет камер 18 с начинкой. Постоянное вращение инжекторов 22 таким образом создает центральную дискообразную область 48 в экструдате, которая содержит смесь шоколада и жидкого материала начинки. Если внутренняя часть 24 головки вращается медленно, образуется тонкая спираль жидкого материала 14 начинки в шоколаде 12, в то время как вращение внутренней головки более быстро обеспечит более тщательную смесь шоколада и жидкой начинки. После выполнения участка 30 желаемой длины, внутренняя головка 24 держится стационарно, так что камеры 18, содержащие жидкий материал 14 начинки снова выполняются в экструдате.
Когда материал начинки является текучим кондитерским материалом, необходимо убедиться, что смесь 48 шоколада 12 и материала 14 начинки может застывать достаточно для герметичного закрывания камер, и в участке 30 нет значительных отверстий и несовершенств, что предотвратит герметичное закрывание концов камер 18, когда экструдат разрезан на отдельные отрезки.
Вращение инжекторов 22, в то время как проводится экструзия, может также использоваться для производства интересных эффектов в экструдате, даже когда нет необходимости в формировании безначиночных промежуточных участков в наполненном экструдате. Например, инжекторы 22 могут вращаться для образования эффекта воронки в центральной области экструдата без полного смешивания шоколада и начинки. Это может быть особенно эффективным, когда начинка является текучей, но не жидкой, поскольку тогда она будет иметь уменьшенную способность к смешиванию с шоколадом или другим первым материалом.
Концепция смещения положения выпусков для текучей среды для материала начинки может также использоваться как часть первой технологии пульсирующего потока материала начинки, как показано на Фиг.10А и 10В. В этой конструкции внутренний участок 24 головки может поворачиваться между двумя угловыми положениями и перемещаться от одного к другому, в то время когда поток жидкого материала начинки остановлен. Это вызывает формирование камер 18 в смежных участках 31, которые, образуя угол, смещены друг от друга, как обозначено 18А и 18В на Фиг.10В. В показанном варианте выполнения это достигается частично вращением части внутренней части 24 головки, в то время как поток жидкого материала начинки остановлен для альтернативного перемещения инжекторов между первым положением и вторым положением. Таким образом, с инжекторами 22 в первом положении, жидкий материал 14 начинки подается через инжекторы для формирования камер 18А, наполненных жидкостью, в первом участке 31А экструдата с начинкой. Когда производится промежуточный участок 30 экструдата, поток материала 12 начинки остановлен или уменьшен, как описано выше, в соответствии с первой технологией. В то время как поток начинки остановлен или уменьшен, внутренняя головка 24 частично вращается для перемещения инжекторов 22 во второе положение. Поток начинки 12 возобновляется с инжекторами во втором положении, так что камеры 18В выполняются во втором участке 31В экструдата с начинкой в положении, смещенном от камер 18А в первом участке. Когда производится следующий промежуточный участок 30, внутренняя часть 24 головки вращается для перемещения инжекторов 22 назад в первое положение, и процесс повторяется.
Смещение положения камер 18 с начинкой в любую сторону от каждого промежуточного участка 30 помогает сократить натягивание или перенос жидкого материала начинки, когда поток остановлен. Это образует концевые колпачки 30А, 30В, которые содержат меньше несовершенств, и которые лучше могут герметично закрывать камеры 18. Наружная часть головки 10, содержащей отверстие 20, не требует перемещения, так что внешний вид экструдата не подвергается влиянию. В показанном варианте выполнения экструдат 16 имеет наружный профиль в сечении в форме звезды и три инжектора 22, расположенных интегрально в форме треугольника. Однако желательно, чтобы количество и расположение инжекторов и наружный профиль экструдата 16 могли быть изменены по желанию. Такой подход также может быть комбинирован с любой из второй и третьей технологий для предотвращения или уменьшения наружной деформации экструдата 16, в то время как поток жидкого материала 14 начинки остановлен или уменьшен.
Конструкция, описанная выше по Фиг.10А и 10В, может быть также выполнена для использования в экструдировании ряда продуктов, даже не требующих формирования безначиночных промежуточных участков для закрывания концов камер 18. Например, положение сопел может быть перемещено во время экструзии для создания различных визуальных эффектов по длине продукта изменением положения наполненных камер. Эта конструкция также будет эффективна в случае, если второй материал 14 - нетекучий материал.
Дополнительная конструкция, которая может использоваться для образования безначиночных промежуточных участков и для придания другой формы экструдату, показана на Фиг.11А-11D и включает использование механического гофрирующего элемента или блока 49 для наружного профилирования экструдата, направляя жидкую начинку по камерам 18 от концов отдельных отрезков экструдата. Профилирующий элемент имеет закругленные края 50, так что он скорее сжимает шоколад, чем просто прорезает его. Эта операция может быть комбинирована с этапом разделения экструдата на отдельные отрезки, и профилирующий элемент может быть комбинирован с втягиваемым лезвием 51, которое может продолжаться для разрезания сжатой области 52 шоколада после профилирования экструдата. Как показано на Фиг.11D, эта технология выполняет отдельные отрезки продуктов 32, имеющих тонкий конец 54, но поднимающий блок дополнительных гофрирующих верхних частей может использоваться для придания формы концу продукта. Обжатие экструдата таким образом желательно проводить по ходу после экструзионной головки, когда шоколад 12 частично затвердел. Эта технология может также быть скомбинирована с первой технологией пульсирующего потока начинки, так что экструдат 16 обжимается в областях, не имеющих или имеющих мало начинки. Конструкция профилирующего элемента может также использоваться, даже когда нет необходимости в выполнении безначиночных промежуточных участков, но просто как средство придания формы экструдированным продуктам.
Пульсирующий поток начинки может быть достигнут рядом способов. Когда жидкий материал начинки подается посредством насоса, насос может периодически останавливаться или замедляться с целью остановки или уменьшения потока материала начинки через инжекторы 22 или другие выпуски для текучей среды. В альтернативной конструкции, которая может использоваться вне зависимости от средств для доставки жидкого материала начинки в инжекторы 22, один или более клапан может быть обеспечен на пути подачи к инжекторам 22 с подходящим средством управления для периодического закрывания или частичного закрывания клапана(ов) с целью уменьшения или остановки потока материала начинки через инжекторы 22. Клапан может быть простым двухпозиционным клапаном или, как показано схематично на Фиг.12, клапан может быть клапаном отвода 56, расположенным для отвода жидкого материала начинки обратно расширителю 58 или другой конструкции хранения, в то время как поток жидкого материала через инжекторы 22 остановлен или уменьшен.
Дополнительная конструкция для пульсации потока начинки 14 показана схематично на Фиг.13А и 13В. Внутренняя часть 24 головки 10 включает задний или расположенный дальше по ходу потока вращаемый элемент 60 и передний или расположенный раньше по ходу потока статичный элемент 62. Статичный элемент 62 имеет одно или более отверстий 64, которые могут быть соединены по текучей среде с инжекторами или которые могут сами образовывать выпуски для текучей среды, через которые жидкий материал 12 начинки течет в экструдат. Вращаемый задний элемент 60 имеет соответствующие отверстия 66, которые выравнены с отверстиями 64 в статичном элементе в одном или более вращательном положении заднего элемента для позволения жидкому материалу 14 начинки течь через выпуски. Когда отверстия 64, 66 находятся вне выравнивания, поток начинки прекращается. С такой конструкцией задний элемент 60 вращается для периодического открывания и закрывания пути потока через верхнюю часть головки для потока материала 14 начинки. Задний элемент 60 может быть постоянно вращаем в одном направлении для открывания и закрывания пути потока или может перемещаться пошагово или даже двунаправленно. В альтернативной конструкции передний элемент может быть вращаемым, а задний элемент - стационарным. Отверстия 64, 66 в двух элементах могут иметь один размер и форму или могут быть разными для создания образца особого потока. Отверстия 64 в переднем элементе 60 могут быть выполнены толкателем, например.
На Фиг.14 показано использование возвратно-поступательного толкателя для пульсации жидкого материала начинки на пути подачи материала начинки. В показанной конструкции жидкий материал начинки подается в инжекторы 22 посредством насоса (не показан) через первый канал 68 к центральному каналу или подающей трубе 70, которая расположена внутри части наружного канала или цилиндра 72 экструдера 11. Шоколад 12 доставляется к головке 10 через кольцевой промежуток между внутренней трубой 70 и наружным цилиндром 72. Возвратно-поступательный толкатель 74 расположен в линии тока текучей среды, и механизм обеспечен для движения толкателя обратно (влево, как показано) и вперед (вправо, как показано) между втянутым и выдвинутым положениями, как обозначено стрелкой 76. Перемещение толкателя 74 назад из начального положения во втянутое положение увеличивает объем линии потока жидкости, временно останавливая поток начинки 14 через инжекторы 22, так что промежуточный участок 30 экструдата не имеет камер с жидкостью. Когда участок 30 необходимой длины выполнен, толкатель 74 выдвигается назад в начальное положение для накачивания текучей среды через головку и образования в экструдате камер, наполненных жидкостью. Многократное перемещение толкателя 74 между исходным и втянутым положениями с образованной скоростью образует экструдат, имеющий промежуточные участки 30, разнесенные по длине без необходимости останавливать насос. Обычно толкатель 74 втягивается при более высокой скорости, чем выдвигается.
В альтернативной непоказанной конструкции двунаправленный толкатель может периодически втягиваться для вытягивания начинки из подачи, такой как расширитель, и выдвигаться для доставки жидкого материала начинки к инжекторам 22 головки пульсирующим потоком. Односторонние обратные клапаны используются для требуемого управления потоком жидкого материала начинки. Пульсирующий поток жидкого материала начинки также может быть обеспечен посредством отдельных толкателей или штифтов в каждом из инжекторов, которые перемещаются в двустороннем направлении для обеспечения пульсирующего потока.
На Фиг.15А и 15В показан дополнительный вариант выполнения для пульсации потока жидкой начинки 14, который использует устройство управления потоком в форме возвратно-поступательного элемента 80 на пути потока. На чертежах показана верхняя часть головки 10 и концевая часть внутренней трубки 70, через которую начинка подается во внутреннюю часть 24 головки и инжекторов 22. Внутренняя часть 24 головки 10 имеет выступающий обратнокольцевой участок фланца 82, имеющий больший внутренний диаметр, чем наружный диаметр трубки 70, подающей текучую среду, и который наложен на небольшом расстоянии на концевую область трубки 70. Возвратно-поступательный элемент 80 имеет форму трубчатого возвратно-поступательного элемента, который скользящим образом расположен вокруг наружного диаметра трубки 70 и внутри кольцевого участка 82 внутренней части 24 головки. Часть возвратно-поступательного элемента 80 расположена внутри кольцевого фланца 82 внутренней части головки, который образует интегральную часть пути подачи текучей среды. Подходящие уплотнительные элементы обеспечены для предотвращения вытекания жидкого материала 14 начинки между возвратно-поступательным элементом 80 и трубкой 70 и между возвратно-поступательным элементом 80 и кольцевым участком 82 внутренней части 24 головки 10.
Возвратно-поступательный элемент 80 возвратно-поступательно перемещается по меньшей мере между номинальным выдвинутым положением (которое может быть обозначено как первое положение), как показано на Фиг.15А, и номинальным втянутым положением (которое может быть обозначено как второе положение), как показано на Фиг.15В. В выдвинутом положении большая часть возвратно-поступательного элемента 80 расположена в линии пути подачи текучей среды, чем во втянутом положении. Соответственно, перемещение возвратно-поступательного элемента 80 быстро из выдвинутого положения во втянутое положение во время экструзии вызовет резкое увеличение объема пути подачи текучей среды. Это временно прекращает поток жидкой начинки через инжекторы 22 и также может быть выполнено для вытягивания жидкого материала начинки из инжекторов 22 для быстрого отрезания потока. В то время как поток начинки остановлен, шоколад продолжает экструдирование для образования промежуточного участка 30 в экструдате, который включает только или предпочтительно шоколад. После периода времени увеличенный путь подачи текучей среды снова наполнится, и жидкий материал 14 начинки снова начнет течь через инжекторы 22 для образования камер 18, наполненных жидкостью, в экструдате 16. Во время этого этапа экструзии возвратно-поступательный элемент 80 перемещается вперед медленно в выдвинутое положение, готовый к повторному втягиванию для образования следующего промежуточного участка 30.
Во многих применениях предпочтительно иметь больший контроль при возобновлении потока материала начинки. В этих случаях поток материала начинки возобновляется выдвижением возвратно-поступательного элемента 80 перед достаточным повторным наполнением увеличенного пути подачи материалом начинки для повторного начала потока.
В этой конструкции необходимо убедиться, что перемещение возвратно-поступательного элемента во втянутое положение увеличивает объем второго пути подачи материала начинки достаточно для вмещения по меньшей мере объема материала 14 начинки, эквивалентного тому, что будет доставляться через инжекторы 22 во время периода, когда промежуточный участок экструдируется. Требуемое увеличение объема на пути подачи может изменяться в зависимости от вида материала начинки. Например, когда материал начинки вязкий как карамель, увеличение объема, возможно, должно быть значительно больше, чем объем материала начинки, который будет обычно доставляться через сопла во время экструдирования промежуточного участка.
Управление объемным расходом материала начинки изменением объема пути подачи второго материала 14 является предпочтительным, поскольку управление потоком может проводиться вблизи экструдирующей поверхности, и поток второго материала из источника к механизму управления потоком не прекращается. Это предпочтительно из-за меньшего риска застывания материала на пути подачи или повреждения насоса или другого устройства подачи, которое используется для перемещения жидкого материала начинки на пути подачи. Кроме того, быстрое увеличение объема пути подачи второго материала может использоваться с целью или для вытягивания второго материала из выпусков 22 для текучей среды, как описано выше. В этом случае, однако, необходимо оставлять открытым путь потока от механизма управления потоком к выпускам для текучей среды.
В механизме управления потоком, как показано на Фиг.15А и 15В, задний участок 80а возвратно-поступательного элемента 80 выполнен для выступания в путь подачи шоколада, по меньшей мере, когда возвратно-поступательный элемент находится во втянутом положении. Это показано на Фиг.15В, на которой шоколад подается к головке 10 по кольцевому проходу между внутренней трубкой 70 и наружным цилиндром 72. Это имеет преимущество в том, что втягивание возвратно-поступательного элемента 80 одновременно уменьшает объем линии потока текучей среды, образуя прилив потока шоколада 12 через головку, когда поток жидкого материала 14 начинки остановлен. При подходящей конструкции это может быть выполнено таким образом, что общий объем экструдируемого материала остается по существу постоянным для уменьшения или устранения наружной деформации экструдата 16.
Границы перемещения возвратно-поступательного элемента 80 могут быть регулируемыми. Это позволит использование того же устройства для производства ряда продуктов, имеющих области концевых колпачков отличающейся толщины и/или отличающейся общей длины. В дополнение, перемещение возвратно-поступательно элемента 80 может также использоваться во время наполняющего этапа для достижения различных экструзионных эффектов. Таким образом, возвратно-поступательный элемент 80 может использоваться для формирования промежуточных участков 30, а также для изменения поперечного сечения экструдата или камер по длине каждого отдельного продукта между промежуточными участками 30, например. Возвратно-поступательный элемент 80 может, например, быть перемещен при скорости, которая изменяет расходы материалов без остановки потока второго материала через выпуски 22 для текучей среды. Возвратно-поступательный элемент может быть выполнен для возможности выдвигания за номинальное выдвинутое первое положение для увеличения потока жидкого материала начинки и уменьшения потока шоколада для обеспечения особых экструзионных эффектов. Несколько вариантов выполнения устройства, вмещающего возвратно-наступательный элемент 80 как часть устройства управления потоком, и их вариации будут описаны более детально ниже со ссылкой на Фиг.18-21.
В то время как механизм управления потоком на Фиг.15А и 15В описан выше для использования в остановке потока второго материала 14 для образования незаполненных промежуточных участков в экструдате, устройство и способы могут быть составлены для использования в изменении профиля или других свойств формы и внешнего вида экструдированного продукта, даже когда нет необходимости в производстве безначиночных промежуточных участков в экструдате. Соответственно, устройство и способы могут быть выполнены для использования в производстве широкого ряда продуктов, включая продукты с начинкой из нетекучего второго материала 14, без начинки и твердые продукты, экструдированные из единственного материала. В этом далее рассматриваемом случае может быть только один путь подачи материала к головке и возвратно-поступательному элементу 80, выполненному для изменения объема единственного пути подачи. В этом случае возвратно-поступательный элемент может принимать форму поршня в камере, соединенной по текучей среде с путем подачи, так что перемещение поршня в камере изменяет эффективный объем пути подачи. В случае отдельных путей подачи материала для двух и более материалов, каждый путь подачи может быть снабжен отдельно приводимым в действие возвратно-поступательным элементом 80 для позволения независимого управления потоком каждого материала, что позволит обеспечение большего количества экструзионных эффектов.
Далее будет описано несколько конструкций для прилива шоколада к головке.
Когда шоколад подается насосом к головке 10, расход материала к головке может изменяться посредством изменения скорости насоса или другим изменением выпуска. Для выполнения прилива шоколада, скорость насоса может быть временно увеличена для ускорения потока шоколада на пути подачи первого материала через головку. В альтернативном подходе предпочтительнее, чем изменение расхода потока шоколада через головку, скорость ленты конвейера, на которую экструдируют шоколад, может быть изменена для эффективного изменения расхода потока к головке. Таким образом, временная остановка или замедление ленты может быть вызвано для вызывания эффективного увеличения или прилива шоколада в головке. Во время экструзии скорость ленты обычно синхронизируется со скоростью экструзии, так что экструдат уносится от экструзионной головки без деформации. Если лента временно остановлена или ее скорость уменьшена, экструдат 16 не перемещается от головки, но шоколад продолжает подаваться через головку при той же скорости. Это вызывает усиление потока или прилив шоколада к головке. Когда лента 84 снова запущена или снова синхронизирована, и экструдат перемещен от головки, поток через головку вернется к своей номинальной величине. И наоборот, скорость ленты может быть увеличена от своей синхронизированной скорости для эффективного вытягивания экструдата. Изменение скорости ленты может, таким образом, использоваться для изменения профиля экструдата и создания интересных экструзионных эффектов.
В конструкции, схематично показанной на Фиг.16А и 16В, возвратно-поступательный толкатель 94 расположен в линии потока шоколада 12. Для создания промежуточного участка 30 толкатель 90 выдвигается быстро для увеличения расхода через головку, как показано на Фиг.16В. После выполнения промежуточного участка 30 подходящей длины, толкатель 90 медленно втягивается, и камеры 18, наполненные жидкостью, восстанавливаются в экструдате.
Конструкция возвратно-поступательного толкателя 94, как показано на Фиг.16А и 16В, может также использоваться для изменения расхода потока материала через головку для изменения профиля экструдированного продукта, даже когда нет необходимости в формировании безначиночных промежуточных участков. Эта конструкция, таким образом, не ограничена для применения в экструдировании продуктов с начинкой из текучего материала, но может быть выполнена для использования в производстве широкого ряда продуктов, включая, например, продукты с начинкой из нетекучего второго материала 14, без начинки и твердые продукты, экструдированные из единственного материала.
Могут использоваться многие альтернативные конструкции для изменения объемного расхода шоколада или другого первого материала. Например, конструкция для селективного изменения сопротивления потоку шоколада может быть включена в линию потока. Периодическим и моментальным уменьшением сопротивляемости потоку создается временный прилив потока шоколада. Альтернативно, возможно обеспечение конструкции, в которой объем шоколада может увеличиваться в емкости вблизи головки вместе с механизмом для смещения увеличенного объема в головку для образования упомянутого прилива. Таким образом, во время одного этапа экструзии объем шоколада накапливается вблизи головки. Когда требуется прилив шоколада, накопленный объем смещается в головку.
В другой непоказанной альтернативной конструкции шоколад 12 подается в головку 10 под давлением подпрессовывающего шнека, который может селективно перемещаться в аксиальном направлении в участке линии потока шоколада. Для образования прилива шоколада этот шнек быстро выдвигается.
Во всех конструкциях, описанных ранее, шоколад продолжает течь через тот же путь подачи или линии потока, и расход потока через путь подачи изменяется. Поток шоколада, таким образом, пульсирует при изменении объемного расхода через путь подачи к головке. В альтернативных конструкциях два или более пути подачи могут использоваться для подачи шоколада или первого материала 12 к головке, и устройство, снабженное средствами для выборочного изменения количества путей подачи способно в любой момент изменять расход шоколада через головку. Таким образом, в качестве примера, устройство может иметь два пути подачи, по которым материал может подаваться к головке с одним путем подачи, включаемым и выключаемым для изменения расхода материала к головке.
Далее будет описана конструкция для поочередной подачи материала 14 начинки и шоколада 12 в инжекторы 22, как описано ранее по Фиг.5А-5Е.
На Фиг.17А и 17В показано устройство, в котором жидкий материал начинки подается во внутреннюю часть головки 24 посредством внутренней трубки 100 с шоколадом, подаваемым к головке через кольцевой проход между внутренней трубкой 100 и наружной трубкой 102. Внутренняя трубка 100 имеет возможность аксиального перемещения между выдвинутым положением, как показано на Фиг.17А, и втянутым положением, как показано на Фиг.17В. Когда внутренняя трубка 100 находится в выдвинутом положении, передний конец трубки зацеплен с внутренней частью 24 головки, и материал 14 начинки подается в инжекторные сопла 22 для образования камер 18, наполненных жидкостью, в экструдированном экструдате 16. Когда внутренняя трубка 100 втянута, ее передний конец частично или полностью разъединяется с внутренней частью 24 головки для открывания пути потока, посредством которого шоколад может входить во внутреннюю часть головки для экструдирования через инжекторы 22. С втянутой внутренней трубкой 100 экструдируется промежуточный участок 30 экструдата, не имеющий камер 18, наполненных жидкостью, и содержащий по существу только шоколад 12. Подача жидкого материала начинки по внутренней трубке 100 обычно прекращается, когда внутренняя трубка втянута. Внутренняя трубка 100 не требует полного разъединения с внутренней частью 24 головки, при условии, что втягивание внутренней трубки открывает путь потока шоколада к инжекторам 22. Например, впускные отверстия могут быть выполнены вокруг внутренней головки, через которые шоколад может течь к инжекторам 22, когда внутренняя трубка 100 втянута без разъединения внутренней трубки с головкой. Поток шоколада на пути подачи может быть увеличен, когда промежуточные участки экструдированы, и шоколад направлен через инжекторы 22.
Различные другие конструкции могут использоваться для поочередного направления шоколада 12 и жидкого материала 14 начинки через инжекторы 22. Это может включать вращательные конструкции головки, в которых инжекторы 22 поочередно соединяются с линиями подачи для жидкого материала начинки и шоколада. Альтернативно, внутренняя часть головки может быть выполнена для линейного перемещения в аксиальном направлении или другого передающего перемещения для поочередного соединения инжекторов 22 с линиями подачи для жидкого материала начинки и шоколада. В дополнительной альтернативной конструкции один или более клапан может использоваться для поочередного соединения инжекторов 22 с линиями подачи жидкого материала начинки и шоколада.
Более подробный вариант выполнения устройства 11 по изобретению, включающего механизм управления потоком, включающий конструкцию возвратно-поступательного элемента типа, описанного выше со ссылкой на Фиг.15А и 15В, показан на Фиг.18.
Устройство 11 включает другую трубку подачи или канал 120 в форме экструзионного цилиндра. Экструзионный цилиндр 120 включает ряд цилиндрических частей 120А, 120В, собранных вместе известным образом. Экструзионная головка 10 расположена на переднем или дальнем конце цилиндра 120. Экструзионная головка 10 включает кольцевую наружную часть 19 головки, имеющую центральное экструзионное отверстие 20. Отверстие 20 в этом варианте выполнения по существу круглое с множеством продолжающихся радиально наружу выемок 122, разнесенных равномерно вокруг ее периферии. Наружная часть 19 головки может быть расположена в экструзионном цилиндре с использованием любой подходящей конструкции, как известно в уровне техники. В настоящем варианте выполнения, показанном схематично на Фиг.18, наружная часть 19 головки имеет участок 124 основного корпуса, от которого радиальный фланец 126 выступает наружу для размещения за выступающим внутрь фланцем 128 на дальнем конце цилиндра 120.
Головка 10 далее включает внутреннюю часть головки 24, включающую множество разнесенных инжекторов 22, расположенных в отверстии 20. Инжекторы 22 имеют сегментированную форму с внутренними краями, расположенными по (воображаемой) окружности, центр которой находится на оси отверстия 20, так что они разнесены вокруг центроформирующего пространства. Инжекторы 22 продолжаются аксиально от наружной поверхности пластины 130 с отверстиями. Пластина 130 с отверстиями образована на одном конце цилиндрического корпуса 132. Наружный край пластины 130 имеет круглую форму и расположен в круглой выемке 133 в наружной части 19 головки, соответствующие состыкованные поверхности которой по существу закрыты для обеспечения эффективного закрывания прохода между ними экструдируемого материала. В настоящем варианте выполнения внутренняя часть 24 головки стационарна относительно наружной части 19 головки. Однако, в альтернативных вариантах выполнения наружный край поддерживающей пластины 130 может быть выполнен для действия как несущей поверхности для наружной части 19 головки, точно подогнанной скользящим образом, так что допускается относительное вращение между поддерживающей пластиной 130 и наружной части 19 головки. Поддерживающий корпус 132 плотно закреплен с коллектором 134. Трубы 136 продолжаются в разнесенном соотношении между коллектором 134 и поддерживающей пластиной 130 и служат для соединения отверстий 138 в коллекторе с соответствующими инжекторами 22.
Цилиндрический кольцевой фланец 140 выступает назад от коллектора 134 в цилиндре 120. Внутренняя труба 70 для жидкого материала 14 начинки расположена концентрически в цилиндре 120 и имеет передний конец, выступающий внутрь цилиндрического кольцевого фланца 140 коллектора на короткое расстояние. Внутренняя трубка 70 и кольцевой фланец 144 может рассматриваться как часть, формирующая первую и вторую части внутреннего канала пути подачи для подачи второго жидкого материала начинки к экструзионной головке 10. Наружный диаметр внутренней трубки 70 меньше, чем внутренний диаметр круглого кольцевого фланца, так что между ними находится кольцевой промежуток. Цилиндрический трубчатый возвратно-поступательный элемент 80 скользящим образом расположен в кольцевом промежутке между внутренней трубкой 70 и кольцевым фланцем 140. Укупорочные средства 142 расположены вокруг переднего конца внутренней трубки 70 и внутри цилиндрического кольцевого фланца 140 для предотвращения прохождения экструдируемого материала между возвратно-поступательным элементом 80 и внутренней трубкой и между возвратно-поступательным элементом 80 и кольцевым фланцем 140. Несущие элементы 144 также обеспечены на наружной поверхности внутренней трубки 70 и внутренней поверхности кольцевого фланца 140 для скользящей поддержки возвратно-поступательного элемента. Передний конец внутренней трубки 70 поддерживается стержнем 146, который выступает назад от коллектора 134. Кольцевой фланец 148 на заднем конце поддерживающего стержня 146 контактирует с внутренней поверхностью внутренней трубки 70. Отверстия кольцевого фланца позволяют проход потока жидкого материала 14 начинки мимо фланца.
Внутренняя часть внутренней трубки 70, внутренняя часть кольцевого фланца 10, отверстия 138 в коллекторе и трубы 136 образуют части пути 152 подачи второго материала, по которому жидкий материал 14 начинки доставляется к инжекторам 22 внутренней части 24 головки. Кольцевой проход, расположенный между цилиндром 120 и наружными поверхностями внутренней трубки 70, кольцевой фланец 140 и коллектор 134 образуют часть пути 154 подачи первого материала, по которому шоколад подается к головке 10. Перед коллектором шоколад 12 течет через отверстия 156 в корпусе и через отверстия 158 в пластинке 130 для прохода через центральное экструзионное отверстие 20 в наружной части 19 головки между инжекторами 22 и в центральную область во внутренних перифериях инжекторов.
Возвратно-поступательный элемент 80 скользящим образом перемещается в аксиальном направлении цилиндра 120 между номинальным выдвинутым первым положением, как показано на Фиг.18, и номинальным втянутым вторым положением. Находясь в выдвинутом положении, передняя концевая часть возвратно-поступательного элемента выступает внутрь кольцевого фланца 140 за передний конец внутренней трубки 70 для занятия первого объема пути подачи второго материала. В настоящем варианте выполнения задняя концевая область возвратно-поступательного элемента также выступает за дальний конец кольцевого фланца 140 вокруг внутренней трубки 70 для занятия первого объема пути подачи первого материала. Перемещение возвратно-поступательного элемента назад во второе втянутое положение уменьшает протяженность, на которую возвратно-поступательный элемент выступает в путь подачи второго материала, в то же время увеличивая расстояние, на которое он выступает в путь подачи первого материала. Таким образом, перемещая возвратно-поступательный элемент 80 из первого выдвинутого положения во второе втянутое положение одновременно увеличивает эффективный объем пути 152 подачи второго материала и уменьшает эффективный объем пути 154 подачи второго материала.
Во время работы, когда возвратно-поступательный элемент 80 находится в номинальном первом выдвинутом положении, шоколад экструдируется через головку 10 для формирования экструдата, а жидкий материал начинки экструдируется через инжекторы 22 для образования камер, наполненных жидкостью, в экструдате. Когда требуется экструдировать промежуточный участок 30, возвратно-поступательный элемент 80 быстро перемещается из первого номинального выдвинутого положения во второго номинальное втянутое положение. Полученное в результате быстрое увеличение объема пути 150 подачи второго материала уменьшает давление жидкого материала 14 начинки на инжекторы 22, так что доставка жидкого материала начинки через инжекторы 22 в экструдат временно прекращается или по меньшей мере значительно уменьшается. В то же время, быстрое уменьшение объема пути подачи первого материала увеличивает давление шоколада в головке, что вызывает прилив объема экструдируемого шоколада. В то время как поток материала 14 начинки через инжекторы 22 остановлен, экструдируется промежуточный участок 30 экструдата, не имеющий камер 18 и содержащий по существу только шоколад. Конструкция возвратно-поступательного элемента может быть выполнена так, что прилив в экструдировании шоколада уравновешивает уменьшение экструзии жидкого материала начинки, так что общий объем экструдируемого материала остается по существу постоянным.
Когда экструдирован промежуточный участок желаемой длины, возвратно-поступательный элемент 80 перемещается обратно к первому номинальному выдвинутому положению для возобновления формирования камер с жидкой начинкой в экструдате. Возвратно-поступательный элемент 80 обычно перемещается обратно первому выдвинутому положению более медленно, чем втягивается, с целью не влиять значительно на давление шоколада на пути подачи первого материала. Возвратно-поступательный элемент не требует перемещения между первым и вторым положением при постоянной скорости, но темп движения может быть изменен при необходимости. Также желательно, что возвратно-поступательный элемент 80 может быть в постоянном движении от первого положения во второе положение и затем обратно в первое положение во время одного экструзионного цикла и не требует удерживания.
Скорость и расстояние, на которые возвратно-поступательный элемент 80 перемещается между выдвинутым и втянутым положениями, а также толщина возвратно-поступательного элемента могут быть предусмотрены для экструдирования промежуточных участков 30 требуемой длины. В одном примере, в котором требуется приблизительно 4 секунды для экструдирования отдельного отрезка кондитерской плитки экструдата (например, от середины на одном промежуточном участке до середины следующего промежуточного участка), возвратно-поступательный элемент 80 имеет толщину примерно 2 мм и перемещается на 80 мм от номинального выдвинутого положения в номинальное втянутое положение за время приблизительно 0,1-0,4 секунды. Возвратно-поступательный элемент перемещается назад в выдвинутое положение за остаток времени четырехсекундного цикла. Эти выполненные промежуточные участки 30 примерно составляют 10 мм в длину, так что, когда экструдат разделен, концевые колпачки на любом конце каждой плитки примерно составляют 5 мм в толщину.
Желательно, чтобы различные модификации описанного выше устройства были возможны, при функционировании, по существу, как описано выше. Например, внутренняя трубка 70 и кольцевой фланец 140 не требуют наложения, при условии, что возвратно-поступательный элемент 80 в достаточной мере поддерживается и герметично закрыт. Кроме того, находясь в выдвинутом положении, возвратно-поступательный элемент 80 не требует выступания за расположенный раньше по ходу потока конец кольцевого фланца в путь подачи первого материала, и, находясь во втянутом положении, не требует выступания за дальний конец внутренней трубки 70 в путь подачи второго материала.
Любая подходящая приводная конструкция может использоваться для перемещения возвратно-поступательного элемента 80 между выдвинутым и втянутым положениями. В варианте выполнения, показанном на Фиг.18, используется конструкция магнитного привода. В этой конструкции первый кольцевой или частичный кольцевой магнит 160 расположен вблизи внутренней поверхности цилиндра 120 и оперативно соединен с возвратно-поступательным элементом 80 посредством кольцевого фланца 162, так что линейное перемещение первого магнита 160 в аксиальном направлении цилиндра вызывает соответствующее линейное перемещение возвратно-поступательного элемента 80. Отверстия в фланце 162 позволяют шоколаду течь через них к головке 10. Второй магнит 164 расположен вокруг наружной части цилиндра 120 и магнитно соединен с первым магнитом, так что линейное перемещение второго магнита 164 вызывает соответствующее перемещение первого магнита 160 и, таким образом, возвратно-поступательного элемента 80. Подходящий приводной механизм (не показан) обеспечен для перемещения второго магнита 164. Привод может быть любой формы и может включать, например, приводимый текучей средой толкатель, механический привод или электромагнитный привод.
Конструкция магнитного привода такого типа является предпочтительной, поскольку не требует механической связи для прохождения через наружный цилиндр и, таким образом, нет необходимости в уплотнении. Кроме того, сбалансированный груз может быть наложен на возвратно-поступательный элемент использованием кольцевых магнитов или нескольких полукольцевых магнитов, окружающих возвратно-поступательный элемент. Это уменьшает риск застревания возвратно-поступательного элемента.
Альтернативная приводная конструкция для возвратно-поступательного элемента 80 показана на Фиг.19. В этой конструкции толкающий стержень 170 соединен с возвратно-поступательным элементом и продолжается через задний конец экструдера для взаимодействия с приводом (не показано). Подходящие укупорочные конструкции обеспечены там, где толкающий стержень проходит через наружный канал 120. На Фиг.19 показан задний конец устройства 11, включающий конструкцию 172 первого впускного отверстия, через которое жидкий материал начинки вводится во внутреннюю трубку 70. Конструкция 174 второго впускного отверстия по текучей среде соединена с кольцевым проходом между указанным цилиндром 120 и внутренней трубкой 70 для шоколада.
Еще одна приводная конструкция для возвратно-поступательного элемента 80 показана на Фиг.20, в которой толкающий стержень 170, присоединенный к возвратно-поступательному элементу, перемещается возвратно-поступательно посредством вращательного кулачка 176, расположенного в стационарной части наружного цилиндра. Кулачок 176 зацепляет кулачковый ведомый механизм 178 на конце толкающего стержня 170, и пружина 180 удерживает кулачковый ведомый механизм в зацеплении с кулачком 176. В этом случае второе отверстие 174 выполнено параллельно оси цилиндра. Кулачок 176 направляется любой подходящей приводной конструкцией (не показано). Предпочтительнее использования кулачка, сходная приводная конструкция может быть выполнена присоединением толкающего стержня 170 к рычагу на конце вращательного приводного элемента, который продолжается через наружный цилиндр.
На Фиг.21 показан дополнительный вариант выполнения устройства 11 по изобретению, который использует модифицированную возвратно-поступательную конструкцию для периодической и моментальной остановки или уменьшения потока жидкого материала начинки, во время прилива шоколада. Устройство 11 в противном случае по существу является таким же, что и устройство, описанное ранее по Фиг.18, соответственно, только модифицированная возвратно-поступательная конструкция будет описана подробно.
В варианте выполнения по Фиг.21, внутренняя трубка 70 и кольцевой фланец 140 на коллекторе 134 не накладываются друг на друга, но предпочтительнее, передний (расположенный дальше по ходу потока) конец внутренней трубки 70 расположен на расстоянии от заднего (расположенного раньше по ходу потока) конца кольцевого фланца 140, так что между ними расположен кольцевой промежуток. Передний конец внутренней трубки поддерживается посредством первого кольцевого фланца 148 на конце модифицированного поддерживающего стержня 146, выступающего назад от центра коллектора 134. Цилиндрический трубчатый возвратно-поступательный элемент 80 расположен между передним концом внутренней трубки 70 и задним концом кольцевого фланца 140 и скользящим образом поддерживается вторым кольцевым фланцем 186 на поддерживающем стрежне 146 для возвратно-поступательного перемещения в аксиальном направлении цилиндра 120. Оба фланца 148, 186 на поддерживающем стержне 146 имеют отверстия, через которые может течь жидкий материал начинки.
Передний конец возвратно-поступательного элемента 80 соединен с наружной поверхностью диаметра заднего конца кольцевого фланца 140 первой гибкой мембраной 188, по существу имеющей форму усеченного конуса. Задний конец возвратно-поступательного элемента 80 соединен с поверхностью наружного диаметра переднего конца внутренней трубки 70 второй гибкой мембраной 190, по существу имеющей форму усеченного конуса. Первая и вторая мембраны 188, 190 аксиально расширяемые и сжимаемые для вмещения аксиального перемещения возвратно-поступательного элемента 80 между первым выдвинутым положением и вторым втянутым положением, и мембраны 188, 190 образуют укупорочные элементы между возвратно-поступательным элементом 80 и кольцевым фланцем 140 и внутренней трубкой 70 соответственно для разделения путей подачи 152, 154 для жидкого материала начинки и шоколада.
Кольцевой фланец 140 имеет больший наружный диаметр, чем возвратно-поступательный элемент 80, в то время как возвратно-поступательный элемент 80 имеет больший наружный диаметр, чем наружная поверхность внутренней трубки 70. Соответственно, первая мембрана 188 имеет больший средний диаметр, чем вторая мембрана 190, и, таким образом, первая мембрана имеет больший внутренний объем на единицу длины, чем вторая мембрана. Перемещение возвратно-поступательного элемента 80 в обратном направлении из выдвинутого первого положения во втянутое второе положение имеет эффект увеличения длины первой мембраны 188, в то же время сокращая длину второй мембраны в той же мере. Благодаря различию в средних диаметрах двух мембран, это дает эффект увеличения комбинированного объема внутренней части двух мембран 188, 190 и, таким образом, увеличения объема пути 152 подачи второго материала для жидкого материала начинки, в то же время сокращая объем пути 154 подачи первого материала вокруг наружной поверхности мембран для шоколада.
Модифицированная конструкция возвратно-поступательного элемента, как показано на Фиг.21, работает образом, сходным с конструкцией возвратно-поступательного элемента, описанного выше со ссылкой на Фиг.18. Соответственно, когда экструдируется промежуточный участок 30, возвратно-поступательный элемент 80 быстро перемещается в обратном направлении из первого выдвинутого положения во второе втянутое положение. Это увеличивает объем пути 152 подачи второго материала и временно прекращает поток жидкого материала начинки через инжекторы 22. Втягивание возвратно-поступательного элемента 80 также дает эффект уменьшения объема пути подачи первого материала, таким образом, вызывая прилив шоколада, экструдируемого через головку 10. После выполнения промежуточного участка 30 подходящей длины, возвратно-поступательный элемент 80 медленно перемещается вперед к первому выдвинутому положению для возобновления потока материала начинки через инжекторы 22 и перемещается полностью в первое выдвинутое положение во время экструдирования участка 17 экструдата, содержащего камеры с жидкой начинкой.
Возвратно-поступательный элемент 80 в модифицированной возвратно-поступательной конструкции, показанной на Фиг.21, может перемещаться с использованием любой из приводных конструкций, описанных ранее по Фиг.18-20. В частности, модифицированный возвратно-поступательный элемент 80, как показано на Фиг.21, может быть выполнен для использования с магнитной приводной конструкцией, как описано со ссылкой на Фиг.18.
Как описано ранее по Фиг.15А и 15В, пределы перемещения возвратно-поступательного элемента 80 в любом из ранее указанных вариантов выполнения могут регулироваться. Это позволит тому же устройству применяться для производства ряда продуктов, имеющих области концевого колпачка различной толщины и/или общей длины. В дополнение, перемещение возвратно-поступательного элемента 80 может использоваться во время наполняющего этапа экструзии для обеспечения различных экструзионных эффектов. Таким образом, возвратно-поступательный элемент 80 может использоваться для формирования промежуточных участков 30, а также для изменения поперечного сечения экструдата и/или камер по каждой отдельной длине продукта, например. Возвратно-поступательный элемент может быть расположен так, что он может выдвигаться за номинальное выдвинутое положение для увеличения потока жидкого материала начинки и уменьшения потока шоколада для образования особых экструзионных эффектов. Эти варианты выполнения могут также быть составлены для использования в экструдировании продуктов, не требующих формирования безначиночных промежуточных участков в экструдате, но в которых расход первого и второго материалов изменяется для изменения профиля или других свойств вида продукта. Устройство и лежащий в основе способ, следовательно, не ограничены применением в производстве продуктов, наполненных жидким материалом начинки или требующих в обратном случае концевые колпачки, но могут использоваться для производства широкого ряда продуктов, включая, например, продукты, наполненные вторым нетекучим материалом, безначиночные или выполненные из единственного материала.
Использование перемещаемого элемента для изменения объемов пути подачи шоколада или другого первого материала с целью образования промежуточных участков предпочтительно тем, что управление производится вблизи головки. Это обеспечивает быстрое и точное управление расходом потока первого и второго материалов. Насос или другое устройство, используемое для перемещения материалов по соответствующим путям подачи, не требует остановки, что уменьшает риск затвердевания материала в устройстве, а если насос используется для доставки материала начинки, насос не допускает остановки потока. Кроме того, ни один путь подачи не требует физической блокировки или закрывания, что также уменьшает риск затвердевания материала в устройстве. В вариантах выполнения, показанных на Фиг.18-21, единственная подвижная деталь в форме возвратно-поступательного элемента 80 используется для одновременного изменения потока начинки 14 и шоколада 12. Эта конструкция имеет преимущество использования только малого количества компонентов и требует только единственного привода с относительно простыми требованиями управления. Однако, в некоторых применениях желательна возможность управления потоком первого и второго материалов 12 и 14 по отдельности. Например, когда материал 14 начинки вязкий, такой как в случае с карамелью, может быть сложно обеспечить быстрое отрезание потока через инжекторы или другие выпуски 22 для текучей среды. Это может привести к натягиванию материала начинки в промежуточных частях. Для уменьшения такого эффекта может быть предпочтительно начинать прилив потока шоколада 12 незадолго до того, как поток материала 14 начинки остановлен или уменьшен. Независимое управление потоками первого и второго материалов может быть обеспечено использованием отдельных, независимо приводимых в действие устройств управления потоком в соответствующих путях подачи первого и второго материалов. Подходящие устройства управления потоком могут принимать форму элемента, по меньшей мере частично расположенного на соответствующем пути подачи и перемещаемого для изменения объема пути подачи вместе с приводной конструкцией для перемещения элемента под контролем системы управления. Дополнительное преимущество наличия независимого приводимого в действие устройства управления потоком для каждого из первого и второго материалов состоит в том, что одно или оба могут приводиться в действие для создания различных экструзионных эффектов, отличающихся от формирования безначиночных промежуточных участков экструдата. При производстве шоколадных плиток, например, шоколад может быть приливно увеличен ограниченным количеством во время производства наполненных камер в экструдате для изменения наружного профиля плитки привлекательным образом.
На Фиг.22 показан альтернативный вариант выполнения устройства 11, имеющего независимо приводимый в действие механизм управления потоком для шоколада и материала начинки, и которое может использоваться для производства промежуточных участков в экструдате. Первый гибкий элемент в форме упруго деформируемого трубчатого элемента 192 расположен вокруг внутренней поверхности внутреннего канала 70 подачи, который образует часть пути 152 второго материала для жидкого материала начинки. Первая гидравлическая камера 194 расположена между первым гибким элементом 192 и внутренним каналом 70 посредством укупорочных элементов 196. Устройство имеет систему управления, которая включает гидравлическую приводную систему для селективного ввода объема гидравлической текучей среды в первую гидравлическую камеру 194 через линию 197 подачи для отклонения первого гибкого элемента 192 внутрь в первое положение, как показано на Фиг.22. В этом первом положении текучая среда удерживает первый элемент 192 против упругости, свойственной материалу. Гидравлическая текучая среда будет обычно подаваться под давлением для преодоления упругости материала. Когда первая камера 194 полностью или частично освобождена от текучей среды, упругость материала смещает первый гибкий элемент 192 радиально наружу во второе положение, в котором объем пути подачи второго материала увеличен по сравнению с объемом, когда гибкий материал 192 находится в первом положении.
Второй гибкий материал в форме упруго деформируемого трубчатого элемента 198 расположен вокруг наружной поверхности внутреннего канала 70, а вторая гидравлическая камера 200 расположена между вторым элементом 198 и внутренним каналом 70 посредством дополнительных укупорочных элементов 202. Гидравлическая приводная система эффективна для селективного ввода объема гидравлической текучей среды, обычно под давлением, во вторую камеру 200 и освобождения второй камеры независимо от приведения в действие первого элемента 192. Второй элемент 198 упруго смещен в первое положение, как показано на Фиг.22, и может быть деформирован радиально внутрь введением объема текучей среды во вторую камеру во второе положение, в котором объем кольцевого прохода между гибким элементом 198 и наружным цилиндром 120, который образует часть пути 154 подачи первого материала шоколада, уменьшен по сравнению с объемом, когда второй элемент находится в первом положении.
На Фиг.22А показано устройство в конце наполняющей стадии экструзионного цикла, в котором наполненные камеры 18 выполнены в экструдате. В этой конструкции объем гидравлической текучей среды находится в первой камере 194, так что первый элемент 192 отклонен внутрь против его естественного упругого смещения к первому положению, в то время как вторая гидравлическая камера 200 полностью или частично освобождена, так что второй элемент удерживается в первом положении упругостью материала. Когда экструдируется промежуточный участок 30, система управления эффективна для полного или частичного освобождения первой камеры 194 быстро, так что первый элемент 192 деформируется радиально наружу во второе положение, быстро увеличивая объем пути 152 подачи второго материала. Это временно прекращает или по меньшей мере значительно уменьшает поток жидкого материала 14 начинки через инжекторы. Быстрое увеличение объема пути подачи второго материала помогает отвести или отсосать материал начинки от инжекторов для уменьшения потока материала начинки в экструдате как можно быстрее. Для образования прилива шоколада в головке система управления обеспечивает оперативное введение объема гидравлической текучей среды во вторую камеру 200 для расширения второго элемента 198 в его второе положение, таким образом сокращая объем пути 154 подачи первого материала.
После формирования промежуточного участка желаемой длины в экструдате система управления обеспечивает оперативное введение объема гидравлической текучей среды в первую камеру 194 для деформации гибкого элемента 192 радиально внутрь для возобновления потока материала начинки через инжекторы и возвращения первого материала 192 в его первое положение, но обычно при более низкой средней скорости, чем камера освобождалась, так что первый элемент 192 возвращается в его первое положение более медленно, чем он перемещался из первого положения во второе. Система управления также полностью или частично освобождает вторую гидравлическую камеру 200, так что второй элемент 198 возвращается в первое положение, увеличивая объем пути подачи первого материала. Повторное перемещение второго элемента 198 назад в первое положение обычно будет более медленным, чем перемещение из первого во второе положение, когда начато прилив шоколада.
Перемещение гибких элементов 192, 198, когда текучая среда выпущена из камер 194, 200 обычно зависимо от естественной упругости материала. Однако, вакуум может быть применен к одной или обеим камерам для помощи в перемещении элементов или других средств для прямого перемещения элементов в обоих направлениях. Также возможно применение гибких элементов, не выполненных из гибкого материала, в этом случае потребуется какая-либо другая конструкция для смещения элементов в одно из их соответствующих первого и второго положений.
Система управления обеспечивает независимое управление скоростью, синхронизацией и количеством (объемом) перемещения каждого из двух гибких элементов 192, 198, и, таким образом, может независимо управлять скоростью, синхронизацией и объемом пульсирующего потока каждого из первого и второго материалов. Это обеспечивает увеличенную гибкость в оптимизации процесса, в зависимости от типа первого и второго материалов, и других требований к процессам по сравнению с предыдущими вариантами выполнения, в которых единственный перемещаемый элемент изменяет поток как первого, так и второго материала начинки.
В альтернативном варианте выполнения второй гибкий элемент 198 может быть расположен вокруг внутренней поверхности наружного канала или цилиндра 120 и второй камеры 200 для текучей среды, расположенной между вторым элементом 198 и наружным каналом. В этом варианте выполнения гидравлическая текучая среда направлена во вторую камеру 200 для текучей среды гидравлической приводной системой для отклонения второго элемента 198 радиально внутрь для перемещения элемента из первого во второе положение для уменьшения объема пути подачи первого материала. Кроме того, первый и второй гибкие элементы 192, 198 не требуют концентрического расположения, но могут быть разнесены продольно друг от друга в отдельных модулях управления потоком, как показано схематично на Фиг.25. На Фиг.25 также схематично показана часть гидравлической приводной системы 226 текучей среды, которая образует часть системы управления для устройства. Гидравлическая приводная система включает первый и второй гидравлические цилиндры 227, 228, по текучей среде соединенные с первой и второй гидравлическими камерами 194, 200 соответственно. Гидравлические цилиндры 227, 228 управляются через приводы 229, 230 для селективного перемещения первого и второго гибких элементов 192, 198 между их соответствующим первым и вторым положениями введением гидравлической текучей среды и ее изъятием из камер. Приводы могут быть любого подходящего вида, такого как возвратно-поступательные пневматические приводы или электронные линейные приводы, например.
На Фиг.26 показан график смещения первого и второго гидравлических цилиндров 227, 228 против времени для стандартного экструзионного процесса. На Фиг.26 линия 232 представляет смещение первого гидравлического цилиндра 227, который управляет перемещением первого гибкого элемента 192 для изменения объема пути подачи второго материала 14 и, таким образом, изменения расхода второго материала через выпуски для текучей среды. Часть 232а показывает смещение первого цилиндра 227, когда гидравлическая текучая среда оттянута из первой камеры 194 для позволения первому гибкому элементу 192 упругим образом деформироваться радиально наружу, увеличивая объем пути подачи второго материала и сокращая поток второго материала через сопла выпуска для текучей среды. Эта стадия происходит быстро, так что второй материал всасывается в путь подачи второго материала из сопел выпуска. Части 232b и 232с показывают смещение первого гидравлического цилиндра, когда текучая среда повторно вводится в первую камеру 192 для деформации первого гибкого элемента 192 радиально наружу для уменьшения объема пути подачи второго материала и возвращения первого гибкого элемента в первое положение. Можно видеть, что часть 232b линии круче части 232с линии, показывая, как первый гибкий элемент может передвигаться обратно первому положению более быстро во время начальной стадии перемещения для перезапуска потока второго материала через сопла. Соответственно, первый гибкий элемент перемещается обратно первому положению более медленно для избегания прилива второго материала, в то время как наполненные камеры выполняются в экструдате.
Линия 234 на Фиг.26 показывает смещение второго гидравлического цилиндра 228, управляющего перемещением второго гибкого элемента 198. Часть 234а линии показывает смещение второго гидравлического цилиндра 228, когда гидравлическая текучая среда введена во вторую камеру 200 для уменьшения объема пути подачи первого материала и, таким образом, прилива шоколада через головку, и часть 232b линии показывает смещение, когда гидравлическая текучая среда вытягивается из второй камеры 200 для позволения второму гибкому элементу вернуться в первое положение. Можно видеть, что смещение второго гидравлического цилиндра 228 менее, чем смещение первого цилиндра 227, и что смещение 234b во время стадии возвращения медленнее, чем во время стадии прилива. Также следует отметить, что первый и второй гидравлические цилиндры и, таким образом, первый и второй гибкие элементы постоянно приводятся в действие во время всего экструзионного цикла. Это не является естественным, но будет частым случаем в любом из вариантов выполнения, описанных здесь.
В примере, показанном на Фиг.26, перемещение 234а второго гидравлического цилиндра 228 для прилива шоколада начинается и заканчивается примерно в то же время, когда перемещение 232а первого гидравлического цилиндра 227 прекращает поток второго материала. Однако, как указано ранее, может быть предпочтительно в некоторых применениях начать прилив первого материала 12 незадолго до или немного после остановки второго материала для обеспечения чистого перемещения от участка с начинкой к безначиночному участку в экструдате или создания других экструзионных эффектов. В примере, показанном на Фиг.26, перемещение гибких элементов 192, 198 назад в первое положение из их второго положения управляется так, чтобы поддерживать по существу устойчивое состояние экструзии через головку, в то время как выполняется участок экструдата с начинкой. Однако, это необязательно, и скорость и направление перемещения гибких элементов может быть изменено системой управления для увеличения или уменьшения потока первого или второго материала для создания различных экструзионных эффектов. Таким образом, например, поток первого материала через головку может быть периодически приливно увеличен и уменьшен во время стадии наполнения для создания экструдата, сечение которого изменяется по длине.
Как и для возвратно-поступательного элемента 80, границы перемещения гибких элементов 192, 198 могут быть регулируемыми, так что одно и то же устройство может использоваться для производства продуктов, имеющих концевые области различной толщины и/или различной общей длины. Это может также позволить перемещение гибких элементов за их номинальное первое и второе положение, по желанию, во время наполняющей стадии. В этом случае камеры 194, 198 могут не быть полностью наполнены и/или полностью освобождены для перемещения гибких элементов 192, 198 между первым и вторым положениями. Следовательно, во время наполняющей стадии экструзионного цикла, первый гибкий элемент 192 может перемещаться за его первое положение для создания прилива второго материала и последовательно возвращаться в первое положение перед концом наполняющей стадии, готовый для формирования промежуточного безначиночного участка экструдата во время ненаполняющей стадии экструзии.
На Фиг.27 показан дополнительный вариант выполнения устройства 11, в котором гибкие элементы 192, 198 обеспечены как часть раздельных модулей 240, 242 управления потоком в каждом из путей подачи первого и второго материалов. В устройстве 11, как показано на Фиг.27, модуль 240 управления потоком первого материала образует часть пути 154 подачи первого материала, по которому первый материал течет из источника к экструзионной головке 10. Модуль 242 управления потоком второго материала образует часть пути 152 подачи второго материала, по которому второй материал 14 начинки вытекает из источника в инжекторы 22. В этом варианте выполнения модули 240, 242 управления потоком выполнены параллельно в раздельных каналах предпочтительно, чем концентрически или поточно. Это предпочтительно, поскольку соединения с каждым модулем управления потоком упрощены. Кроме того, поддержание путей 154, 152 подачи потока первого и второго материалов раздельно друг от друга на значительную часть их длины облегчает регулировку температур первого и второго материалов 12, 14 независимо друг от друга. Модуль 242 управления потоком второго материала соединен по текучей среде на его дальнем конце с каналом 70, расположенным концентрически на пути подачи первого материала для доставки второго материала 14 в инжекторы 22 образом, сходным с предыдущими вариантами выполнения.
Каждый из модулей 240, 242 управления потоком по существу тот же, и модули показаны более подробно на Фиг.28 и 29. Каждый модуль 240, 242 управления потоком включает по существу цилиндрический элемент 244 наружного канала с соединителями 246, 248 быстрой посадки на каждом конце для позволения быстрой сборки и разборки модулей из устройства для очищения и ухода. Приводной элемент 250 имеет по существу цилиндрический участок 252 и поднимающий участок 254 на одном конце цилиндрического участка, который поднимается между одним из концевых соединителей 246 и элементом 244 наружного канала, так что цилиндрический участок 252 поддерживается по существу концентрически в элементе 244 наружного канала. Винтовой канал 256 для текучей среды расположен на наружной поверхности приводного элемента и соединен по текучей среде через внутренние проходы 258 для текучей среды, которые проходят через концевой соединитель 254 с гидравлической приводной системой 226. Гибкий элемент в форме упруго деформируемого трубчатого элемента 192, 198 расположен вокруг цилиндрического участка 252 приводного элемента 250 и зажимным образом присоединен к любому концу для наложения на винтовой канал для текучей среды. Гибкий элемент 192, 198 упруго смещен в положение, как показано на Фиг.28, в котором он стремится к расположению проксимально наружной поверхности цилиндрического участка 252 приводного элемента 250, в котором объем кольцевого пространства между гибким элементом 192, 198 и элементом 244 наружного канала максимален. Камеры 194, 200 для гидравлической текучей среды эффективным образом расположены в пространстве между гибким элементом 192, 198 и приводным элементом, и гидравлическая текучая среда может быть селективно введена в камеры через внутренние проходы 258 и винтовой канал для удержания гибкого элемента 192 в первом, деформированном наружу, положении, в то время как гидравлическая камера 200 модуля 240 управления потоком первого материала полностью или частично освобождается, так что второй гибкий элемент находится в первом, упруго смещенном радиально внутрь, положении. Для образования промежуточного участка 30 экструдата система управления эффективна для полного или частичного освобождения гидравлической камеры 194 модуля 242 управления потоком второго материала быстро, так что гибкий элемент 192 опускается радиально внутрь к приводному элементу 248 во второе положение, быстро увеличивая объем пути 152 подачи второго материала. Это временно прекращает или по меньшей мере существенно уменьшает поток жидкого материала 14 начинки через инжекторы. Быстрое увеличение объема пути подачи второго материала может быть выполнено, так что второй материал начинки вытягивается или высасывается в путь подачи второго материала из инжекторов для попытки и обеспечения быстрого и чистого отрезания потока второго материала в экструдате. Система управления также вводит объем гидравлической текучей среды в гидравлическую камеру 200 модуля 240 управления потоком первого материала для расширения второго элемента 198 в его второе положение, сокращая объем пути 154 подачи первого материала и приливно увеличивая расход шоколада через головку.
Для начала следующей наполняющей стадии экструзионного цикла система управления эффективна для введения объема гидравлической текучей среды в камеру 194 модуля 242 управления потоком второго материала для расширения гибкого элемента 192 радиально наружу для возобновления потока материала начинки через инжекторы и для возвращения первого материала 192 в его первое положение, но обычно при более низкой средней скорости, чем освобождение камеры, так что первый элемент 192 возвращается в первое положение более медленно, чем он перемещался из первого положения во второе. Система управления также полностью или частично освобождает гидравлическую камеру 200 модуля 240 управления потоком первого материала, так что второй элемент 198 возвращается в первое положение, увеличивая объем пути подачи первого материала. Повторное перемещение второго элемента 198 назад в первое положение обычно будет медленнее, чем перемещение из первого положения во второе, когда начат прилив шоколада, так что поток шоколада через головку не остановлен или слишком уменьшен.
Как в случае с предыдущим вариантом выполнения, система управления может приводить в действие два модуля 240, 242 управления потоком независимо друг от друга, так что скорость, объем и время перемещения двух гибких элементов может управляться по отдельности. Кроме того, скорость, при которой перемещаются гибкие элементы, не требует линейности, как показано на графике по Фиг.26. Таким образом, первый гибкий элемент 192 может быть перемещен назад в первое положение быстрее в начальной стадии перемещения для быстрого возобновления потока второго материала, а затем при более низкой скорости. Однако система управления может быть запрограммирована для перемещения любого из первого и второго гибких элементов или, несомненно, любых других видов перемещаемого элемента, используемых для изменения объемов первого и второго путей подачи, во многие другие и, возможно, более сложные профили для создания ряда экструзионных эффектов.
В варианте выполнения, показанном на Фиг.27, гибкие элементы 192, 198 расположены вокруг внутреннего приводного элемента. Однако, в альтернативной конструкции гибкий элемент может быть расположен вокруг внутренней поверхности элемента 244 канала или наружного приводного элемента и деформирован радиально внутрь введением гидравлической текучей среды в их соответствующих гидравлических камерах.
Желательно, чтобы различные альтернативные подвижные элементы, приводимые текучей средой, могли быть обеспечены в путях подачи первого и второго материалов для селективного изменения объемов путей подачи и, следовательно, расходов первого и второго материала.
Устройство по вариантам выполнения, описанным выше со ссылкой на Фиг.22 и 25-29, также может быть выполнено для использования в экструдировании продуктов без необходимости в формировании безначиночных промежуточных участков в экструдате, но в котором расход первого и второго материала изменяется для изменения профиля или других свойств вида продукта. Устройство и лежащий в основе способ, следовательно, не ограничены применением в производстве продуктов, наполненных жидким материалом начинки, или в которых в обратном случае требуются концевые колпачки, но могут использоваться в производстве широкого ряда продуктов, включая, например, продукты, наполненные вторым, нетекучим материалом, продукты без начинки или выполненные из единственного материала. Возможность независимого управления расходом двух материалов допускает достижение множество экструзионных эффектов при изменении наружного профиля и общего вида экструдированных продуктов. Механизм управления потоком, такой как модули 240, 244 может применяться в ряде устройств для экструдирования продуктов, в которых желательна возможность изменения профиля и/или площади поперечного сечения экструдата. При экструдировании единственного материала, единственный модуль управления потоком используется совместно с подходящей системой управления.
Как описано выше со ссылкой на Фиг.9, 10А и 10В, в некоторых применениях предпочтительно вращение инжекторов 22. Далее последует краткое описание некоторых приводных конструкций для вращения всего или части внутреннего участка головки.
На Фиг.23 показана магнитная приводная конструкция для вращения всего или части внутреннего участка 24 головки 10, которая может использоваться для вращения инжекторов 22. В этом варианте выполнения экструдер сходен с устройством, описанным выше по Фиг.18, за исключением того, что в нем нет возвратно-поступательного элемента 80 между внутренней трубкой 70 и кольцевым фланцем 144 на коллекторе 134. Вместо этого, манжета 210 прочно вращаемо прикреплена на переднем конце внутренней трубки 70. Манжета 210 имеет кольцевой фланец 212, расположенный внутри кольцевого фланца 140 на коллекторе, и два фланца 212, 140 механически соединены стержнем 214, так что вращение внутренней трубки 70 и манжеты 210 передается коллектору 134, и через корпус 132 и поддерживающую пластину 130 к инжекторам 22. В этом варианте выполнения поддерживающая пластина 130 вращаемо расположена на наружной части 19 головки, как описано выше со ссылкой на вариант выполнения, показанный на Фиг.18. Задний конец внутренней трубки 70 вращаемо соединен с впускным подающим отверстием 172, используя подходящую несущую и укупорочную конструкцию, обозначенную по существу позицией 213. Внутренний кольцевой или частичный кольцевой магнит 214 расположен вокруг внутренней части цилиндра 120 и вращаемо установлен с внутренней трубкой посредством кольцевого или частичного кольцевого фланца 216. Отверстия во фланце 216 позволяют шоколаду течь между магнитом 214 и внутренней трубкой 70. Наружный кольцевой или частичный кольцевой магнит 218 расположен вокруг наружной части цилиндра и магнитно соединен с внутренним магнитом 214, так что вращение наружного магнита 218 вокруг цилиндра вызывает соответствующее вращение внутреннего магнита 214 и, следовательно, инжекторов 22. Приводная конструкция (не показана) вращает наружный магнит 218 под контролем системы управления для экструдера. Любая подходящая приводная конструкция может использоваться для вращения наружного магнита 218.
Конструкция, показанная на Фиг.23, особенно подходит для непрерывного вращения инжекторов 22. Однако, вращательная магнитная приводная конструкция также может быть связана с вариантом выполнения, описанным выше по Фиг.10А и 10В, в котором инжекторы вращаются с заданным углом.
На Фиг.24 показана альтернативная конструкция для вращения внутренней части 24 головки 10. Экструдер 11, как показано на Фиг.24, во многих отношениях представляет из себя то же устройство, показанное на Фиг.23, описанное выше. Однако предпочтительнее использования магнитного соединения для вращения внутренней трубки 70, внутренняя трубка 70 механически соединена с вращающим участком 120С наружного цилиндра 120 посредством кольцевого фланца 220. Фланец 220 имеет отверстия, позволяющие шоколаду протекать через фланец между наружным цилиндром 120 и внутренней трубкой 70. Вращательное движение участка 120С цилиндра передается внутренней трубке 70 через фланец 220 и от внутренней трубки 70 к инжекторам 22 через манжету 210, коллектор 134, корпус 132 и поддерживающую пластину 130.
Вариант выполнения, показанный на Фиг.24, особенно пригоден для быстрого поворота внутренней головки 24 от одного углового положения к другому. Соответственно, приводная ручка или рычаг 224 выступает от наружной поверхности вращательной части 120С цилиндра. Подходящий привод (не показан), например, такой как пневматический или приводимый другой текучей средой толкатель, действует как ручка 224 для перемещения части 120С цилиндра между двумя угловыми положениями. Однако приводная конструкция может быть выполнена для непрерывного вращения внутренней части головки.
Любой из вышеизложенных вариантов выполнения для вращения внутренней части 24 головки, описанной ранее, может быть скомбинирован с любым механизмом управления потоком, описанным здесь, включая возвратно-поступательную конструкцию видов, описанных ранее по Фиг.18 и 21 для пульсации потока жидкого материала начинки и шоколада. В такой конструкции вращательное перемещение внутренней трубки 70 может передаваться коллектору 134 через модифицированный внутренний поддерживающий стержень 146. Кроме того, в то же время в показанных вариантах выполнения вся внутренняя часть 24 головки, включая инжекторы, вращаема. Конструкции могут быть модифицированы для вращения только части внутренней части 24 головки, такой как вращательный элемент 60, как описано выше по Фиг.13А и 13В.
Как ранее описано, конструкция экструзионной головке может быть выполнена для получения экструдата, имеющего широкий ряд возможных форм поперечного сечения, включая без ограничения: форму звезды, круглую, квадратную, треугольную, прямоугольную или несимметричную, изменением профиля экструзионного отверстия. Количество, размер и форма наполненных камер также могут быть изменены по желанию обеспечением соответствующего количества выпусков для текучей среды желаемого размера и формы. Например, экструдированная плитка шоколада может иметь единственную центральную по существу круглую камеру 18 с начинкой, которая может занимать от 3 до 40% или более от общего объема плитки. Альтернативно может быть выполнено множество камер 18. Например, голова может быть выполнена для производства продукта, имеющего по существу треугольный профиль в сечении с тремя камерами с начинкой. Специалисты в этой области обнаружат широкий ряд возможных конфигураций, доступных для производства с использованием способов и устройств по изобретению.
В предыдущих вариантах выполнения выпуски для текучей среды, а именно для второго материала 14 начинки, включали продолговатые иглоподобные инжекторы 22. Однако это необязательно, и могут использоваться любые подходящие выпуски для текучей среды. На Фиг.30 схематично показана альтернативная конструкция 10 экструзионной головки, имеющей сопло 260 с единственным центральным выпускным отверстием 262, через которое второй материал 14 начинки течет в экструдат. Головка имеет участок 264 главного корпуса, который включает пластину 266 с отверстиями, которая продолжается через пути 154, 152 подачи для первого и второго материалов соответственно. В этом случае второй материал 14 подается к экструзионной головке через внутренний канал 70, и первый материал подается к экструзионной головке через кольцо между внутренним каналом 70 и наружным каналом 120. Пластина с отверстиями имеет центральное отверстие 268, соединенное по текучей среде с внутренней частью внутреннего канала 70. Ряд дополнительных отверстий 270, через которые течет первый материал, расположен в пластине с отверстиями вокруг центрального отверстия 268 и соединен по текучей среде с кольцом между внутренним и наружным каналами 70, 120. Сопло 260 расположено на наружной аксиальной поверхности пластины с отверстиями над центральным отверстием 268 и имеет центральное отверстие 272, через которое второй материал может течь к выпускному отверстию 262. Следует отметить, что выпускное отверстие 262 имеет меньший диаметр, чем отверстие 272. Было выяснено, что это обеспечивает преимущественный эффект в том, что помогает сократить натяжение материала начинки, когда поток второго материала остановлен. Без привязки к какой-либо особой теории, существует предположение, что использование выпуска 262 для текучей среды, имеющего меньший диаметр или ширину, чем путь потока непосредственно до отверстия, увеличивает противодавление, которое вызывает высасывание второго материала более эффективно, когда объем пути подачи второго материала изначально увеличен для остановки потока второго материала в экструдат.
Конструкция 10 экструзионной головки, как показано на Фиг.30, также имеет кольцевой кожух 274, расположенный на наружной поверхности главного корпусного участка и выступающий вниз за конец сопла. Внутренняя поверхность 276 кожуха образует экструзионное отверстие, в которое течет первый материал 12 для образования экструдата, и, таким образом, форма в сечении внутренней поверхности кожуха образует по меньшей мере частично профиль в сечении экструдата. Кожух 274 продолжается вниз на достаточное расстояние для позволения первому материалу в экструдате достаточно охладиться для удерживания формы, когда он выходит из кожуха. В этом варианте выполнения кожух выступает за дальний конец сопел. Наружная поверхность сопла 260 помогает определить форму в сечении наполненной камеры 18, выполненной в экструдате, когда второй материал течет через выпускное отверстие 262. В этом случае сопло по существу круглое в сечении и выполнено для формирования единственной камеры 18 с относительно большим диаметром в экструдате.
В предпочтительном варианте выполнения кожух 274 и/или сопло 260 могут быть раздельными элементами, расположенными на главном корпусе 264 экструзионной головки. Это позволяет использовать тот же главный корпус головки с рядом различных кожухов 274 и/или сопел 260 для производства ряда различных продуктов. Кроме того, кожух и сопло могут быть выполнены из полимерных материалов, которые менее склонны прилипать к первому и второму материалам, вследствие своей прохладной поверхности, в то время как главный корпус 264 может быть выполнен из металлического материала для выдерживания более высоких температур и давлении, которым он подвергается. Однако это необязательно, и кожух и/или сопло могут быть интегральной частью главного корпуса головки.
Сопло может также быть профилированным для помощи потоку материалов. На Фиг.31 и 32 показано использование сопла, имеющего по существу конический корпус 278. Корпус расположен с вершиной на дальнем конце по существу поточно с продольной осью головки. Выпуски 262 для текучей среды, а именно второго материала, расположены в основании конического корпуса и направляют второй материал по существу радиально наружу, где он течет вокруг наружной поверхности конического корпуса для образования единственной центральной камеры 18 с начинкой, как показано на Фиг.31. Когда поток второго материала остановлен, как показано на Фиг.32, первый материал 12 может ровно течь вокруг наружной поверхности конического корпуса для образования безначиночного участка экструдата с минимумом натяжения второго материала. Эта конструкция была обнаружена как наиболее эффективная, когда второй материал начинки по существу вязкий, такой как карамель.
После экструзии экструдат 16 делят на отдельные отрезки для образования отдельных кондитерских продуктов. Когда экструдат образуют с промежуточными участками, каждое деление может быть выполнено через центр одного из промежуточных участков 30 в экструдате. Во многих применениях ожидается, что экструдат 16 будет разрезан или иным образом разделен в каждом промежуточном участке 30, так что каждый кондитерский продукт будет иметь участок 31 с начинкой, которая продолжается по существу на всю длину продукта с концевыми колпачками из первого материала. Однако также возможно производство продукта, имеющего один или более промежуточных участков, разнесенных по их длине разрезанием экструдата на каждом втором или каждом третьем промежуточном участке, например. Экструдат 16 может быть разрезан на отдельные отрезки с использованием любых подходящих средств, таких как нож или пневматическая обжимающая конструкция, описанная ранее по Фиг.8.
Когда продукт выполняется с концевыми колпачками, важно, что экструдат 16 разрезан или иным образом разделен по любому из промежуточных участков 30. Существует ряд способов, с помощью которых можно этого достичь. Например, работа режущего устройства (не показано) может быть синхронизирована с действием экструзионной головки. Однако, отставание и/или вытягивание ленты конвейера, на которую экструдируется экструдат, может вызвать проблемы в обеспечении точной синхронизации в течение длительного производственного периода. В альтернативной конструкции на ленту нанесены метки или деления. Система управления использует первую камеру в экструзионной головке для обнаружения части ленты, на которой выполняется промежуточный участок 30, и вторую камеру на верхней части режущего устройства для обнаружения, когда часть расположена под режущим устройством с целью приведения в действие режущего устройства.
В дополнительных альтернативных конструкциях система управления используется для распознавания промежуточных участков 30 в самом экструдате для приведения в действие режущего устройства. В одной системе метка наносится на наружной поверхности экструдата на или вблизи экструзионной головки, когда экструдируется промежуточный участок 30, и камера или другой датчик используется для распознавания метки на режущем устройстве. Метка может быть частичным надрезом на промежуточном участке, выполненным на экструзионной головке. Альтернативно, система управления для инициирования может использовать датчики для распознавания промежуточных участков 30 в экструдате на режущем устройстве. Это может включать использование системы, формирующей изображение, такой как рентгеновская или ультразвуковая или другие конструкции для распознавания относительных уплотнений промежуточных участков 30 и участков 17 с начинкой экструдата 16.
Когда устройство имеет механизм управления потоком для пульсации потока первого материала и, в частности, механизм управления потоком, способный быстро увеличивать объем пути подачи первого материала, механизм управления потоком может использоваться для разделения экструдата, в то время как выполнена длина каждого продукта. В этой конструкции, в то время как выполняются безначиночные промежуточные участки экструдата, образующие второй концевой колпачок 30А, механизм управления потоком первого материала приводится в действие для вызывания быстрого увеличения объема пути подачи первого материала для высасывания назад первого материала из головки. Это разделит первый материал в головке от первого продукта, который уносится на ленте. Механизм управления потоком первого материала приводится в действие для уменьшения объема пути подачи первого материала и перезапуска потока первого материала через головку для образования дополнительного безначиночного участка экструдата, который образует первый концевой колпачок 30В следующего продукта. Экструзионный цикл затем продолжается с наполняющей стадией перед выполнением следующего безначиночного участка для образования второго концевого колпачка 30А следующего продукта. Когда выполнен второй концевой колпачок 30А достаточной толщины, механизм управления потоком первого материала приводится в действие снова для высасывания первого материала из головки, и процесс повторяется.
Экструзионное устройство может быть снабжено первым материалом 12, который был смягчен до экструдируемой консистенции, как описано в патенте GB 2 186 476 А «Способ смягчения съедобных композиций». Полное содержание которого включено здесь по ссылке. В частности, когда первый пищевой материал - это кондитерский материал, такой как шоколад, он может смягчаться до глиноподобной консистенции и доставляться к экструзионной головке под давлением в холодном экструзионном процессе. Ссылки на «холодную экструзию» и тому подобные относятся к экструзии, выполняемой с материалом при комнатной или близкой к комнатной температуре, в отличие от «горячей экструзии», в которой материал экструдируется при повышенной температуре.
Когда выполняются камеры 18, наполненные начинкой, они могут быть любого размера. Устройство или способы по настоящему варианту выполнения могут использоваться для производства продуктов, в которых диаметр/ширина указанной или каждой камеры изменяется от нескольких микрон до нескольких сантиметров или более. Например, в продукте, таком как шоколадная плитка, имеющая только одну наполненную камеру, камера может составлять несколько сантиметров в диаметре/по ширине. С другой стороны, устройство и способы по настоящему изобретению могут использоваться для производства продуктов, имеющих внутри множество очень маленьких камер с начинкой, которые могут принимать форму капилляров. Камеры капилляров могут иметь диаметр/ширину в 3 мм или менее. В некоторых вариантах выполнения камеры или капилляры имеют диаметр/ширину, составляющую не более 2 мм, 1 мм, 0,5 мм, 0,25 мм или менее. Возможно выполнение малых камер или капилляров, имеющих диаметр/ширину не более 100 мкм, 50 мкм или 10 мкм. Для этого вида применения внутренняя часть головки может включать множество очень точных инжекторных выпусков, расположенных близко друг к другу, через которые вводится второй пищевой материал. Это обеспечит экструдат с множеством очень точных, близко расположенных наполненных начинкой камер, которые придадут внутренней области различную текстуру, вызывая повышенное тактильное удовольствие у потребителя.
В дополнительном варианте выполнения может использоваться более одного материала начинки. Различные камеры могут быть наполнены различными материалами начинки по желанию для обеспечения особого вкусового и текстурного опыта потребителю. Альтернативно материал начинки может включать смесь двух или более отдельных компонентов, которые могут быть или не быть смешиваемыми друг с другом. Два или более компонентов и/или полутвердые компоненты, включенные в композицию начинки могут быть включены в равных или различных количествах и могут иметь сходные или различные характеристики. А именно, в некоторых вариантах выполнения два и более компонентов могут различаться в ряде свойств, таких как, например, вязкость, цвет, привкус, вкус, текстура, восприятие, ингредиентные компоненты, функциональные компоненты и/или подсластители.
В одном варианте выполнения каждая или по меньшей мере одна камера наполнена первым материалом начинки, который образует твердую пористую структуру, а второй, текучий или жидкий материал начинки вводится в поры первого материала начинки. Первый материал начинки может быть тем же материалом, что первый пищевой материал, использованный для наружной оболочки, но он применен таким образом, что он образует пористую структуру, когда отверждается.
Следует также понимать, что первый материал может быть смесью двух или более отдельных компонентов, которые могут быть смешиваемыми или несмешиваемыми друг с другом. В некоторых применениях может быть желательно экструдировать два или более первых материалов для образования экструдата. Например, известно экструдирование двух разных видов шоколада, обычно, белого шоколада вместе с молочным или темным шоколадом для обеспечения мраморного эффекта.
В соответствии с настоящим изобретением, может быть желательна возможность временного увеличения потока второго материала начинки и/или временного уменьшения потока первого материала для обеспечения различных экструзионных эффектов. Это может использоваться, например, во время наполняющей стадии экструзионного процесса для изменения поперечного сечения экструдата и/или модификации наполненных камер. Специалисты в данной области примут во внимание различные управляющие конструкции, описанные ранее, которые могут быть модифицированы для позволения увеличения и/или уменьшения по желанию потока любого из или обоих первого и второго материалов.
Варианты выполнения, описанные до настоящего времени, все были составлены для производства продуктов с начинкой и, в частности, продуктов, наполненных жидким или текучим материалом 14 начинки, в случае чего предпочтительно экструдировать промежуточные безначиночные участки экструдата для образования концевых колпачков, которые закрывают камер(ы) на каждом конце продукта. Однако, как уже утверждалось, многие описанные свойства и способы могут быть выполнены для использования более широко в создании ряда экструзионных эффектов для изменения внешнего вида продукта. Соответственно, описанные устройство и способы не ограничены использованием в экструдировании продуктов, наполненных текучим материалом, но могут быть выполнены для использования в производстве широкого ряда продуктов, включая, например, продукты, наполненные нетекучим вторым материалом 14, продукты без начинки и твердые продукты, экструдированные из единственного материала.
Пример применения технологии пульсирующего потока для придания формы продукту, выполненному из единственного первого материала, показан схематично на Фиг.33. В то время как материал рассматривается как первый материал, предполагается наличие любых дополнительных материалов в продукте или процессе, если четко не указано обратное.
Устройство 11 включает верхнюю часть головки 10, имеющую фиксированное экструзионное отверстие. Первый материал 12, в этом случае шоколад, подается к экструзионной головке на пути 154 подачи первого материала. В путь подачи до экструзионной головке включен модуль 240 управления потоком для изменения объемного расхода первого материала, доставляемого к головке и экструзионному отверстию. Пока проходит экструзионный процесс, модуль 240 управления потоком приводится в действие системой управления для изменения расхода потока материала на пути подачи к головке, так что поток пульсирует через экструзионное отверстие. Это обеспечивает образование экструдата 16, наружный профиль которого по своей длине имеет ряд выступов или областей 260 с увеличенной площадью поперечного сечения. Экструдат 16 последовательно разделен на отрезки продукта, и каждая длина продукта может иметь один, два или более выступов 260, в зависимости от желаемого профиля продукта. Изменение расхода материала через головку при поддержании площади поперечного сечения экструзионного отверстия постоянным, таким образом производит экструдат, профиль в сечении и площадь поперечного сечения которого изменяется по длине, в отличие от цели традиционных экструзионных процессов и устройств.
Модуль 240 управления потоком может быть модулем управления потоком, приводимым текучей средой, как описанный ранее в связи с Фиг.27-29. Однако может использоваться любой другой подходящий вид механизма управления потоком, включая любой из механизмов, описанных здесь.
Устройство 11 на Фиг.23 может быть выполнено для доставки второго материала в один или более выпуск для текучей среды в головке образом по предыдущим вариантам выполнения для производства одной или более камер для текучей среды в экструдате. В этом случае модуль управления второго потока может быть включен в путь подачи второго материала. Альтернативно, любая из других конструкций для изменения расхода потока материала, описанных здесь, может использоваться для изменения расхода потока второго материала. В этом случае устройство может быть выполнено для производства безначиночных промежуточных участков в экструдате образом, описанным ранее, по желанию. Когда устройство включает средства для изменения потока второго материала, расход может изменяться для изменения профиля в сечении экструдата по длине или создания других экструзионных эффектов, также как или вместо использования для производства промежуточных участков.
На Фиг.34 показан схематично дополнительный альтернативный вариант выполнения устройства по изобретению. В этом случае первый материал 12 экструдируется через головку, имеющую экструзионное отверстие 20. Механизм 240 управления потоком первого материала на пути подачи первого материала приводится в действие системой управления для пульсации потока первого материала через головку для получения экструдата 18, имеющего ряд выступов 260 по длине образом, сходным с описанным ранее по Фиг.33. Дополнительный материал 14' доставляется через путь 152 подачи дополнительного материала, который вмещает механизм 244 управления потоком дополнительного материала к ряду выпусков для текучей среды или сопел 22, расположенных после выпуска экструзионного отверстия 20 и направляющих дополнительный материал 14' радиально внутрь на наружную поверхность экструдата 16, когда он выходит из экструзионного отверстия. Система управления приводит в действие механизмы 240, 244 управления потоком, так что пульсация дополнительного материала синхронизируется с пульсацией первого материала, так что часть дополнительного материала отсаживается на каждый выступ 260 экструдата первого материала. В этом случае первый материал 12 является белым шоколадом, и дополнительный материал 14' является молочным или темным шоколадом для создания контрастного эффекта, но желательно, чтобы широкий ряд различных материалов был экструдирован таким образом.
Вместо использования механизма 240 управления потоком, любая из конструкций для изменения потока материала, описанная здесь, может быть выполнена для изменения расхода потока дополнительного материала. Например, когда дополнительный материал накачивается к выпускам для текучей среды, насосом можно управлять так, чтобы изменять расход материала.
Также желательно, чтобы могли быть выполнены многочисленные вариации базовой конструкции, показанной на Фиг.34. Например, возможен ряд выпусков 22' для текучей среды, окружающих выпуск экструзионного отверстия, так что дополнительный материал отсаживается в различных положениях вокруг экструдата, или одно или более выпускных отверстий, продолжающихся в круговом направлении в форме щелей для полного или частичного окружения экструдата. Когда присутствует более, чем один выпуск, не все выпуски 22' требуют подачи того же материала, и два или более различных дополнительных материалов 14' могут подаваться в различные выпуски 22' для текучей среды через раздельные пути потока, каждый из которых имеет механизм 244 управления потоком. Например, один ряд выпусков для текучей среды может снабжаться одним дополнительным материалом, а другой ряд выпусков для текучей среды может снабжаться другим дополнительным материалом. Альтернативно первый и дополнительный материалы могут быть одним и тем же материалом, а конструкция может использоваться для создания различных форм или профилей снаружи экструдата. Также не является необходимой синхронизация потока дополнительного материала 14' для отсадки на каждый выступ, но он может пульсировать для отсадки на каждый следующий или каждый третий выступ или каждый ряд выступов. Подобным образом, когда разные ряды выпусков 22' снабжаются через различные пути подачи, конструкция может изменяться, так что дополнительный материал отсаживается через каждый ряд на разные выступы.
Для формирования в экструдате области с выступами головка 10 может быть снабжена ступенчатым экструзионным отверстием 20, имеющим первый, ближний участок 20а, который открывается во второй, дальний участок 20b, имеющий минимальное боковое измерение (например, диаметр или ширину), больше минимального бокового измерения первого участка, как показано на Фиг.24. Когда материал 12 экструдируют при базовой или начальной скорости через экструзионное отверстие, экструдат принимает боковой профиль в сечении первого участка 20а экструзионного отверстия 20 традиционным образом. Для образования области 260 с выступами расход увеличен, вызывая прилив материала 12 через экструзионное отверстие, так что материал в экструдате образует выпуклость, когда покидает первый участок 20а экструзионного отверстия 20 в увеличенном втором участке 20b.
Процесс может быть составлен таким образом, что материал только частично заполняет второй участок 20b экструзионного отверстия 20, как показано на Фиг.34. В этом случае области 260 с выступами будут иметь схожий, но больший профиль в сечении с промежуточными участками, как образовано формой первого участка 20а экструзионного отверстия 20. Альтернативно, процесс может быть составлен так, что материал заполняет больший второй участок 20b экструзионного отверстия, когда поток приливно увеличен, так что боковой профиль в сечении областей 260 с выступами образуется боковой формой сечения второго участка 20b экструзионного отверстия. В этом случае формы в сечении первого и второго участков 20а, 20b экструзионного отверстия могут различаться, так что области 260 с выступами будут иметь профиль в сечении, отличный от промежуточных участков экструдата. Например, как показано на Фиг.35, первый участок 20а экструзионного отверстия может быть круглым, а второй участок 20b может быть квадратным. Это может использоваться для получения экструдата 16, сходного с показанным на Фиг.36, имеющего увеличенные квадратные области 260' с выступами, взаимосвязанные круглыми промежуточными участками 262. Желательно, чтобы первый и второй участки 20а, 20b экструзионного отверстия могли быть выполнены в ряде различных форм и комбинаций форм для производства продуктов разных форм. Соответственно, первый участок 20а может быть: круглым, квадратным, треугольным, прямоугольным, иметь форму звезды или несимметричную форму, например. Таким же образом второй участок 20b может быть выполнен в любой из тех же форм и может отличаться по форме от первого участка или иметь ту же форму. Профиль второго участка 20b может быть той же базовой формы, что и первый участок 20а, но смещенной. Синхронизация между приливами материалов, которые образуют области с выступами, может изменяться для изменения расстояния между выступами, а также для влияния на общую форму конечного продукта. Кроме того, передача от одного профиля к другому может быть модифицирована управлением скоростью, с которой поток материала увеличивается и уменьшается в начале и конце формирования каждого участка с выступами. Когда материал заполняет второй участок 20b экструзионного отверстия, и желательно экструдировать дополнительный материал на наружную поверхность экструдата по варианту выполнения по Фиг.34, выпуски 22 для текучей среды могут быть обеспечены после выпуска второго участка 20b экструзионного отверстия, возможно, в дополнительной выемке в головке 10 или отдельно.
Конструкция, показанная на Фиг.34, в которой выпуски 22' для жидкого дополнительного материала 14' расположены после выпуска экструзионного отверстия 20 для отсадки дополнительного материала 14' на наружную поверхность экструдата 16 из первого материала, также может использоваться, когда экструдат имеет по существу постоянный профиль в сечении без областей с выступами. В этом применении поток дополнительного материала 14' к выпускам 22 может пульсировать для отсадки дополнительного материала в отдельные положения вдоль корпуса в форме капель или бусин материала. Альтернативно, длина пульсаций может быть увеличена для отсадки материала в длины по наружной поверхности для формирования ребровидных структур, или дополнительный материал может непрерывно подаваться из выпусков для текучей среды для образования непрерывной длины или ребра. Длина пульсаций может изменяться по длине каждого продукта экструдата для обеспечения комбинации вложений различных форм на наружную поверхность экструдата. Кроме того, расход дополнительного материала может изменяться без остановки потока материала через выпуски 22' для изменения объема дополнительного материала, вложенного по длине экструдата. Эта конструкция может использоваться, когда дополнительный материал тот же, что и первый материал, для получения экструдата, профиль которого изменяется по длине.
В дополнительной альтернативной конструкции, как показано на Фиг.37-39, технологии по изобретению могут использоваться для экструдирования решетчатой структуры. Материал 12 экструдируется через головку 10, имеющую множество экструзионных отверстий 270, выполненных в группе для формирования группы по существу параллельных отдельных нитей 272 экструдата. Поток первого материала к головке 12 периодически пульсирует на пути подачи первого материала с использованием механизма управления потоком для прилива материала через экструзионные отверстия 270. Устройство выполнено таким образом, что выпуклые области смежных нитей 272 встречаются, в то время как материал еще достаточно текучий, что выпуклые области объединяются для формирования утолщения 274, взаимосвязывающего нити 272. Расположение и расстояние между отверстиями 270 в группе и, таким образом, между нитями 272 экструдата, синхронизация пульсаций и свойства материала выбираются и управляются для образования экструдата 16, включающего самоподдерживающую решетчатую структуру, когда материал отверждается. В показанном варианте выполнения присутствует четыре круглых экструзионных отверстия 270, расположенных в квадратной группе, но желательно, чтобы количество, форма, размер и расположение отверстий могли изменяться для формирования ряда различных решетчатых структур. Например, отверстия и, таким образом, нити могут быть квадратными, прямоугольными, иметь форму звезды или несимметричную форму. Нити также могут иметь форму плоских частей.
Механизм управления потоком, используемый для изменения расхода материала 12 к головке 10, может быть любой из различных конструкций, описанных здесь, но, в частности, может быть выполнен в виде модуля 240, приводимого в действие текучей средой, как описано в связи с Фиг.27-29.
В вариации технологии по Фиг.40 устройство выполнено так, что когда материал 12 приливно увеличивается через экструзионные отверстия, материал, выходящий из экструзионных отверстий, расширяется и соединяется для формирования в по существу твердом промежуточном участке 30, который продолжается через всю область поперечного сечения экструдата, взаимосвязывая все нити 272. В этом варианте выполнения группа из девяти нитей 272 расположена в три ряда по три. Экструдат 16 выполнен для множества промежуточных участков 30, разнесенных по длине с участками, включающими группу нитей 272 экструдата между промежуточными участками. Экструдат последовательно разделяется на отрезки продукта, с каждым разделением, выполненным через один из промежуточных участков 30, для формирования концевых колпачков 30А, 30В на каждом конце длины продукта образом, сходным с описанным ранее для использования с продуктами, наполненными текучим вторым материалом. Любая из описанных ранее конструкций может использоваться для разделения экструдата через промежуточный участок 30.
Устройство может быть снабжено внутренними выпусками 22 для текучей среды, так что один или более второй материал 14 начинки может быть внедрен в решетчатую структуру. Система управления может иметь конструкцию управления потоком для изменения расхода указанного или каждого второго материала, которая может быть в форме любой конструкции управления потоком, описанной здесь, как модуль 240 управления потоком и тому подобные. Это позволяет ряд различных экструзионных эффектов. Например, когда концевые колпачки выполнены, второй материал может пульсировать в решетчатую структуру для заполнения областей между концевыми колпачками.
В дополнительном варианте выполнения, который может использоваться для формирования наполненного или безначиночного экструдата с использованием описанных здесь технологий, система доставки первого материала выполняется для доставки двух или более различных первых материалов к экструзионному отверстию 20 для образования экструдата 16, включающего все первые материалы. Устройство имеет путь подачи для каждого из первых материалов и конструкции управления потоком для изменения расхода каждого из первых материалов по его пути подачи к экструзионному отверстию. Конструкции управления потоком могут быть любыми из описанных здесь, такими как модель 240 для управления потоком и тому подобные. Расходы потоков различных первых материалов могут быть изменены во время экструзии для изменения относительных пропорций материалов в экструдате по его длине. Например, устройство может быть выполнено для доставки двух первых материалов, например, молока и белого шоколада, и двух материалов, поочередно пульсирующих через отверстие в головке, так что экструдат выполняется с областями из двух материалов, чередующихся по его длине. Желательно, чтобы более двух первых материалов могло экструдироваться таким образом, и чтобы соответствующие расходы материалов могли изменяться в разнообразии профилей для создания ряда различных эффектов, таких как постепенный переход от одного материала к другому.
В еще одном дополнительном варианте выполнения экструзионное отверстие 20 может быть продолговатым в боковом направлении для образования относительно широкого и тонкого экструдата, и расход первого материала(ов) может быть изменен, так что экструдат образует ряд искривлений, спиралей или волн в экструзионном направлении. Когда устройство включает механизм управления потоком для первого материала, который изменяет объем пути подачи, такой как модуль 240 управления потоком, механизм управления потоком может приводиться в действие для обеспечения комбинаций прилива и всасывания, которые вызывают сгибание относительно тонкого экструдата для образования различных искривлений, спиралей или волн.
Экструзионное устройство 11 обычно будет включать систему управления (не показана), которая может включать процессор, память и датчики для отслеживания и управления работы устройства и, в частности, потока материала или материалов к головке и, при наличии, выпускам для текучей среды. Использование компьютерной системы управления позволяет комплексное и координированное управление расходом двух и более материалов.
Желательно, чтобы многие из технологий и устройств, описанных здесь, могли быть комбинированы для производства продуктов, имеющих ряд различных форм и структур для привлечения потребителей или удовлетворения особых технических требований.
Способы и устройства, описанные ранее, особенно подходят для экструдирования шоколадных продуктов, но могут быть выполнены для экструдирования других кондитерских или, несомненно, некондитерских пищевых продуктов. Леденцы, жевательная резинка, основа жевательной резинки, тоффи, шоколад, пралине, фадж, нуга и жевательные конфеты представляют собой подходящие материалы для использования при экструдировании кондитерских продуктов, хотя также возможно использование других кондитерских продуктов. Подходящие материалы, которые могут использоваться в качестве начинки кондитерских продуктов, включают: шоколад, пралине, ликер, мед, тоффи, карамель, жевательную резинку, крем, помадную массу, пралине, фадж, гель, кондитерские эмульсии, желе, джем, сиропы, эмульсии, йогурт и тому подобные. Подходящие материалы для экструдирования некондитерских пищевых продуктов включают: сыр (особенно, обработанный сыр), тесто (печенье, бисквит, хлебное тесто и т.д.), крупы и злаки (рис, пшеница, кукуруза, овес, ячмень, измельченные или целые), мясо, рыбу, пищевые пасты и пищу для животных с начинкой из мягкого сыра, сыра, мяса, желе, джема, фруктовой пасты и т.д. Хотя следует отметить, что способы и устройства, описанные здесь, могут быть выполнены для коэкструдирования любых подходящих материалов, без ограничения пищевыми и кондитерскими материалами, таких как: пластик, полимеры, резина (натуральная и синтетическая) и тому подобные.
Также следует понимать, что различные варианты выполнения устройства для проведения способов также только примерны, и свойства, описанные по одному варианту выполнения, могут быть комбинированы или включены в другие подходящие варианты выполнения. Таким образом, вышеизложенные варианты выполнения не ограничивают область защиты, но скорее описывают примеры применения изобретения на практике. Когда несколько материалов экструдируются и доставляются через выпуски для текучей среды, расходом всех или нескольких различных материалов можно управлять с использованием подходящих конструкций управления потоком, и система управления может быть выполнена для изменения расхода двух или более материалов одновременно или синхронно или по существу совместно ориентированным образом для создания особых экструзионных эффектов. Независимая патентная защита может потребоваться в отношении любого из аспектов способов и устройств, описанных здесь без ограничения этих аспектов, изложенных в прилагаемой формуле.
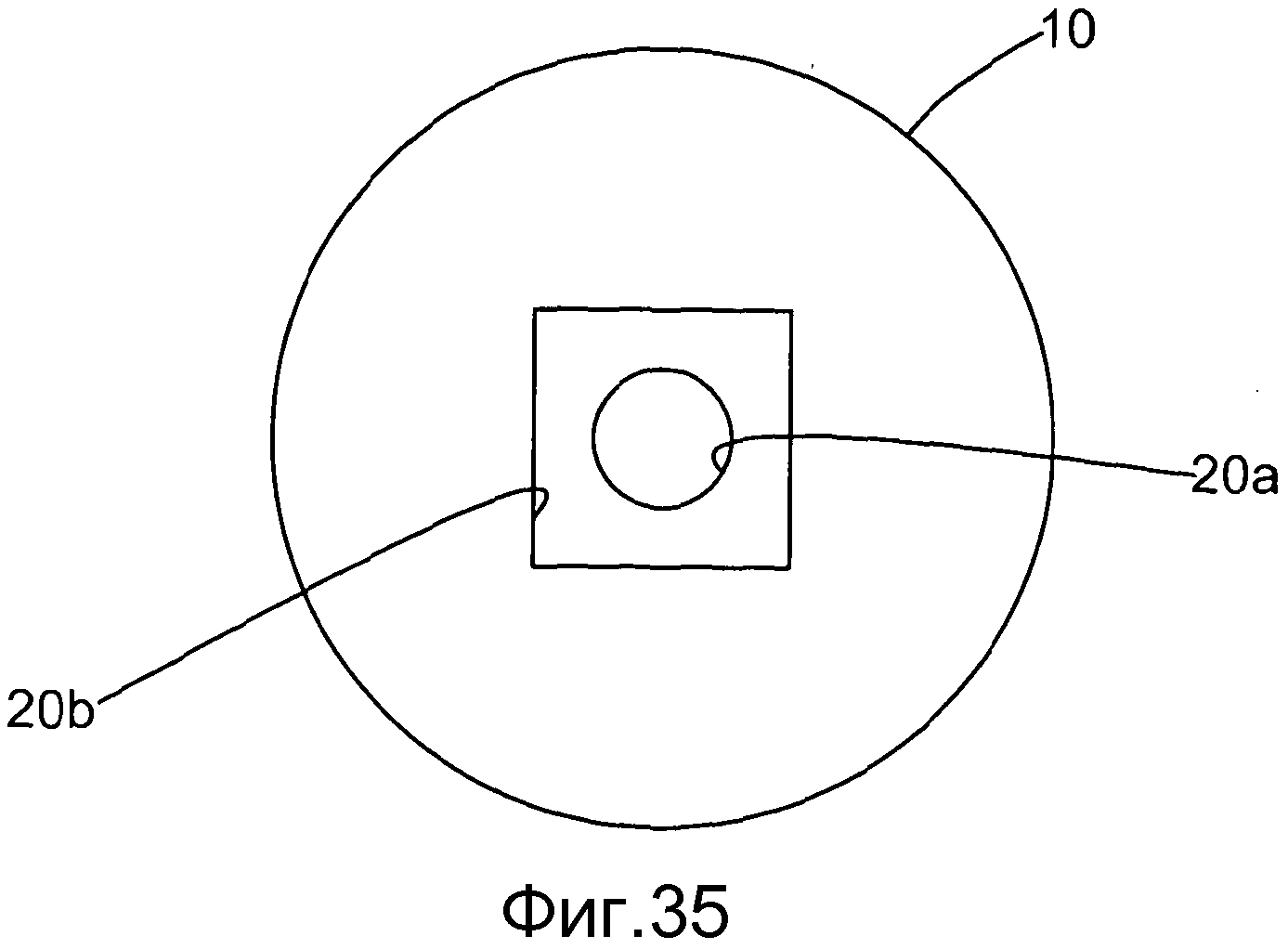
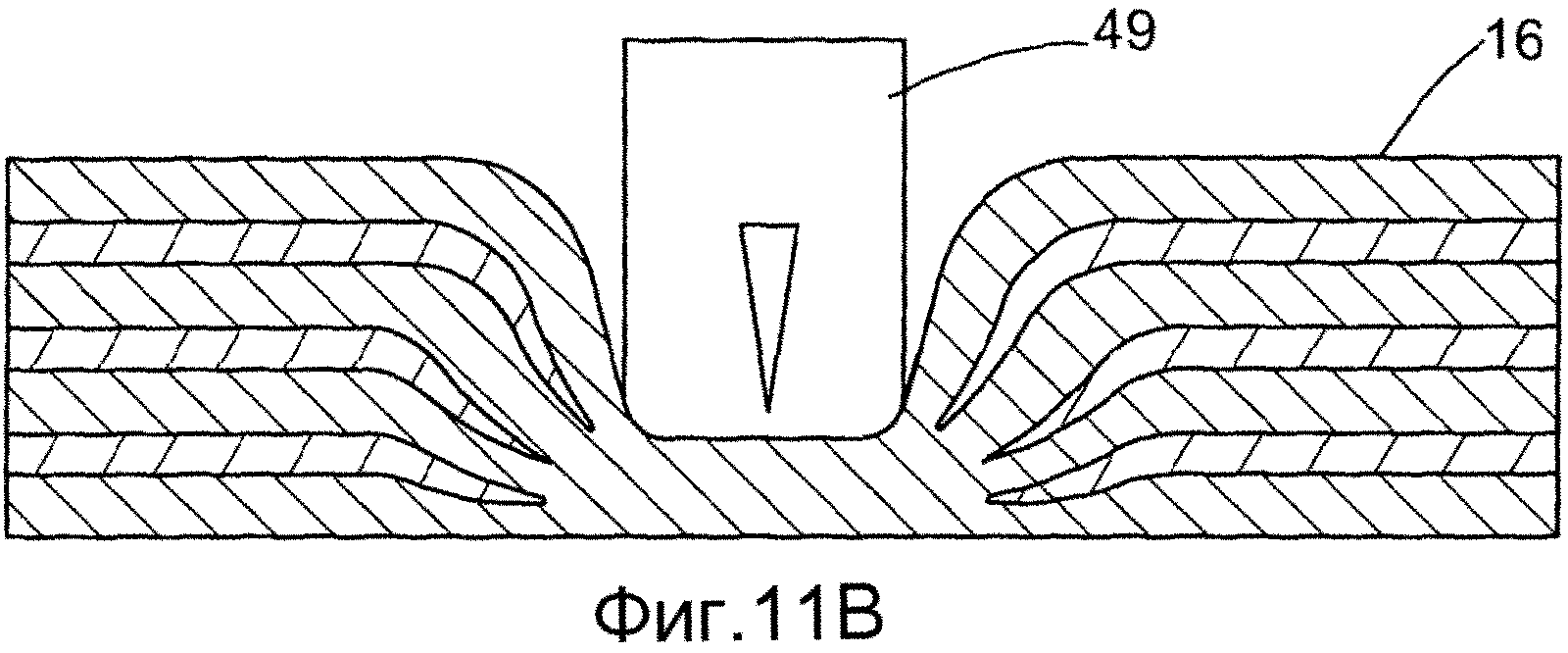
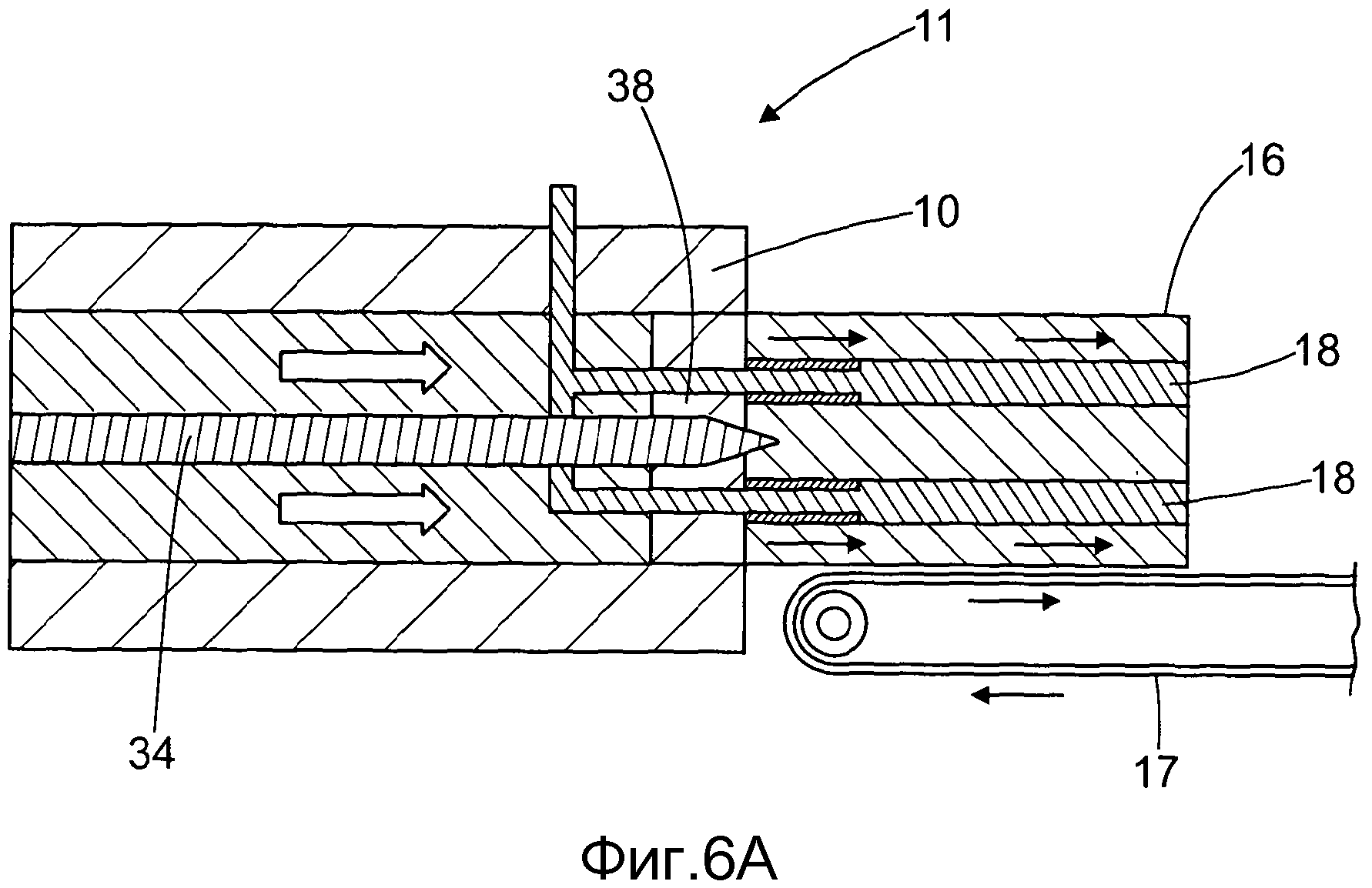
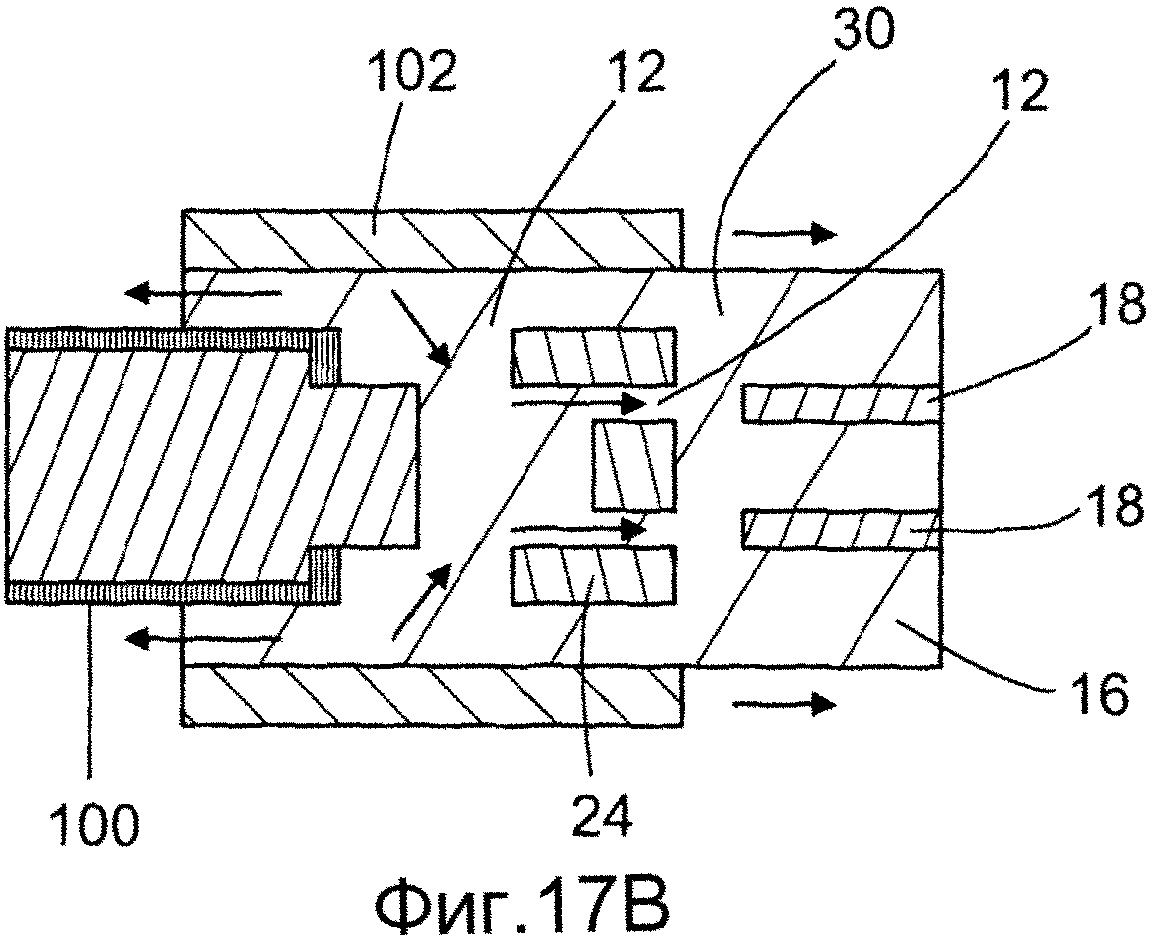
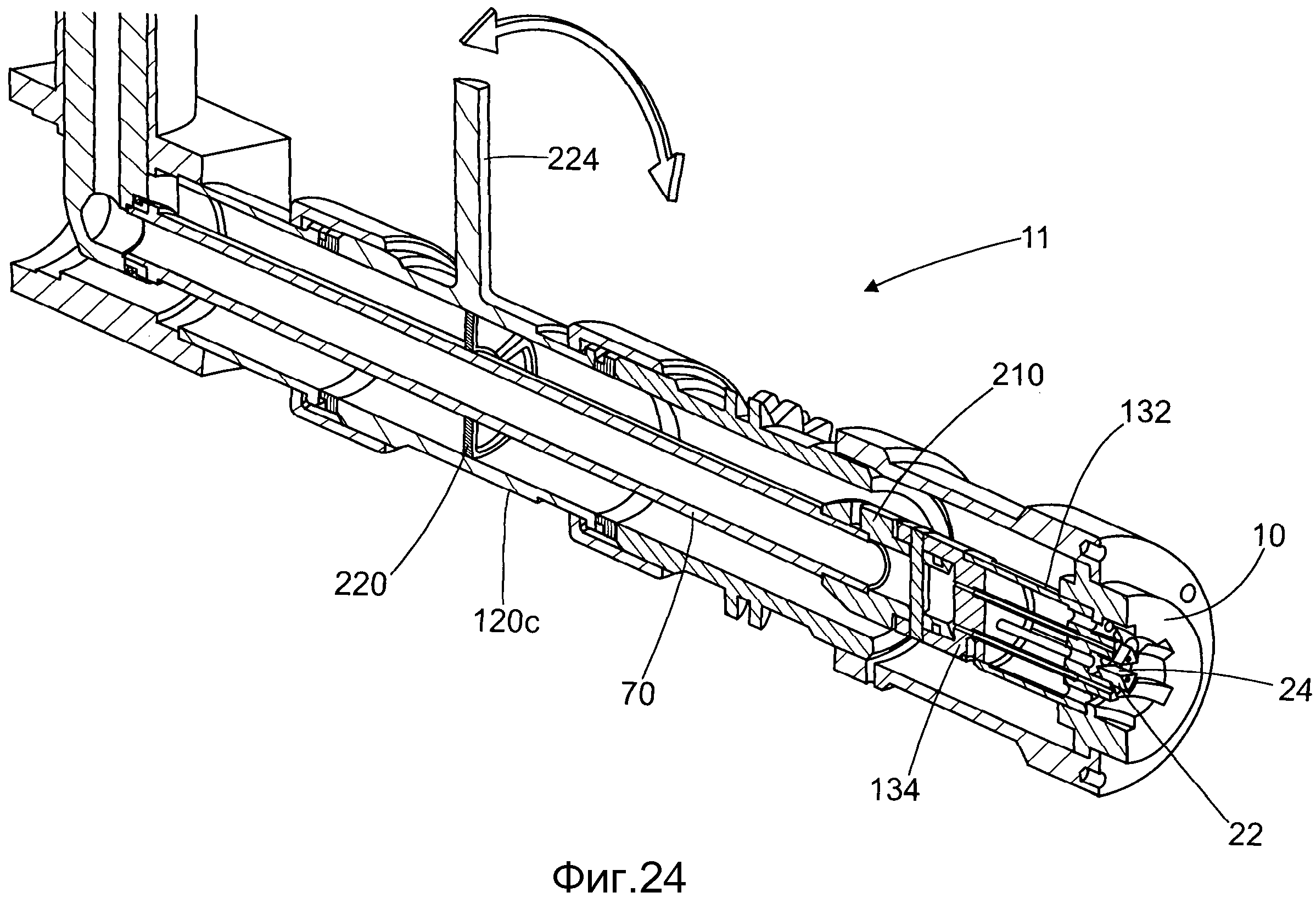
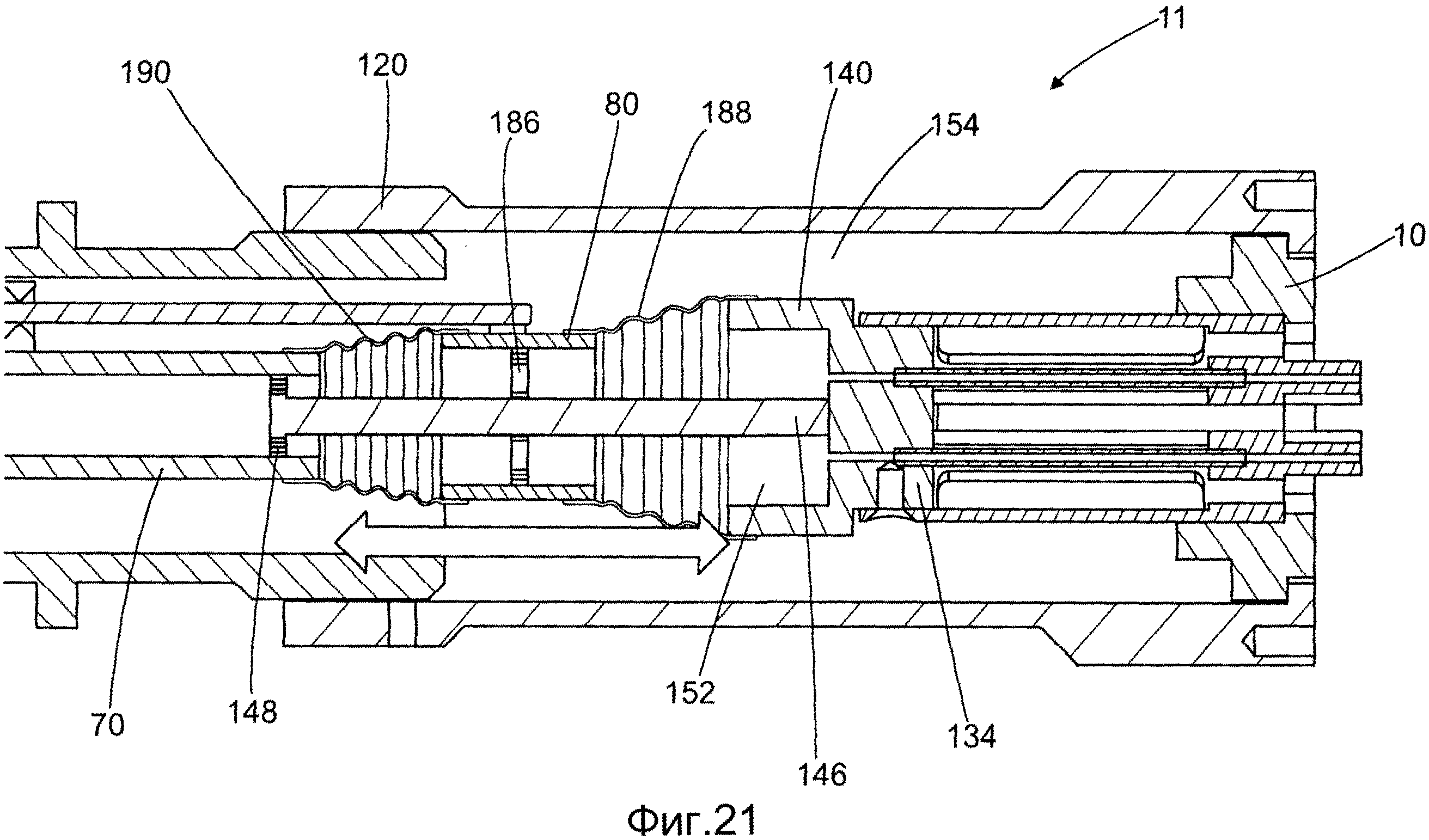
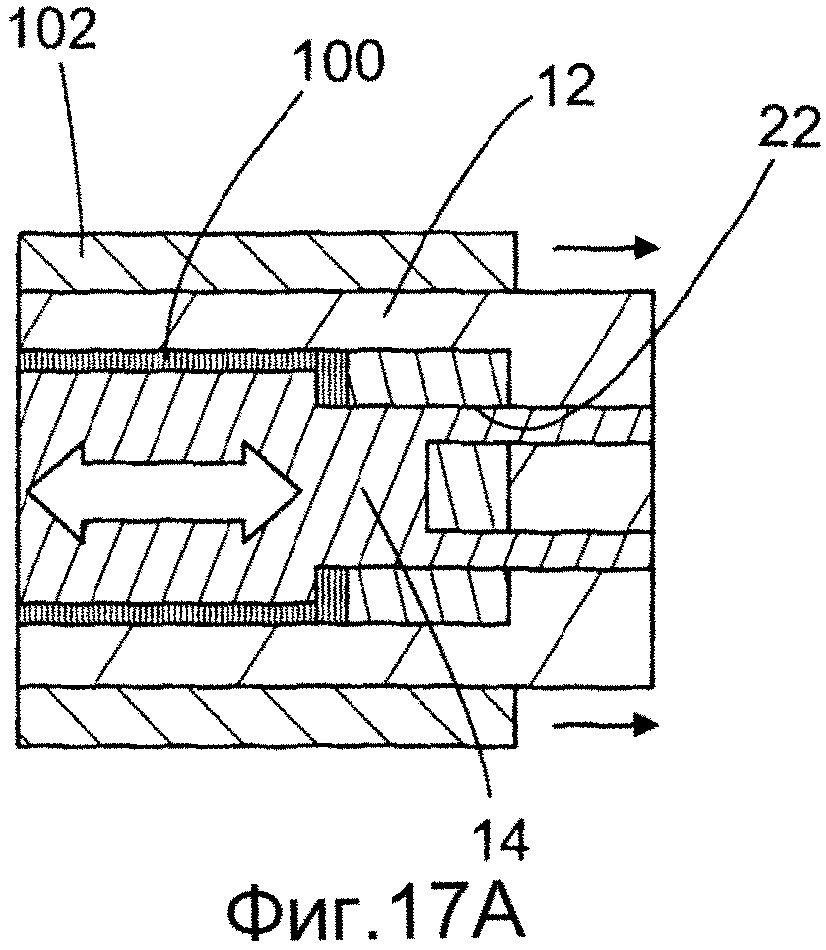
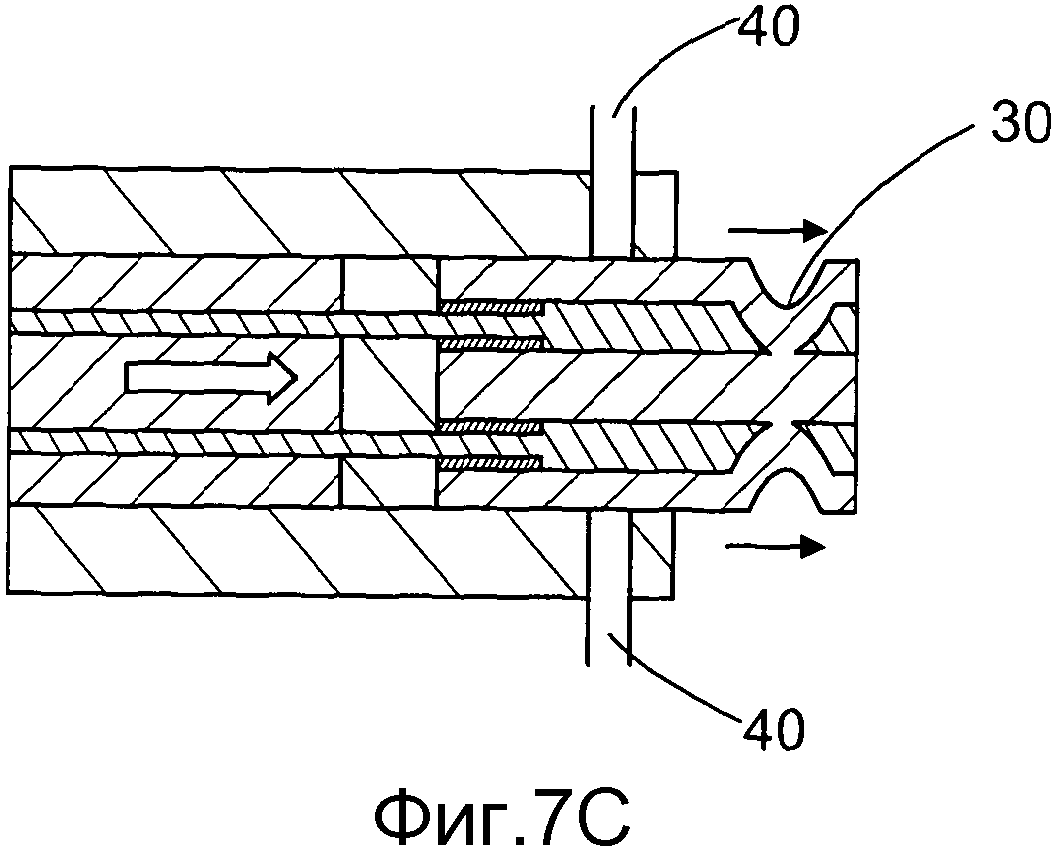
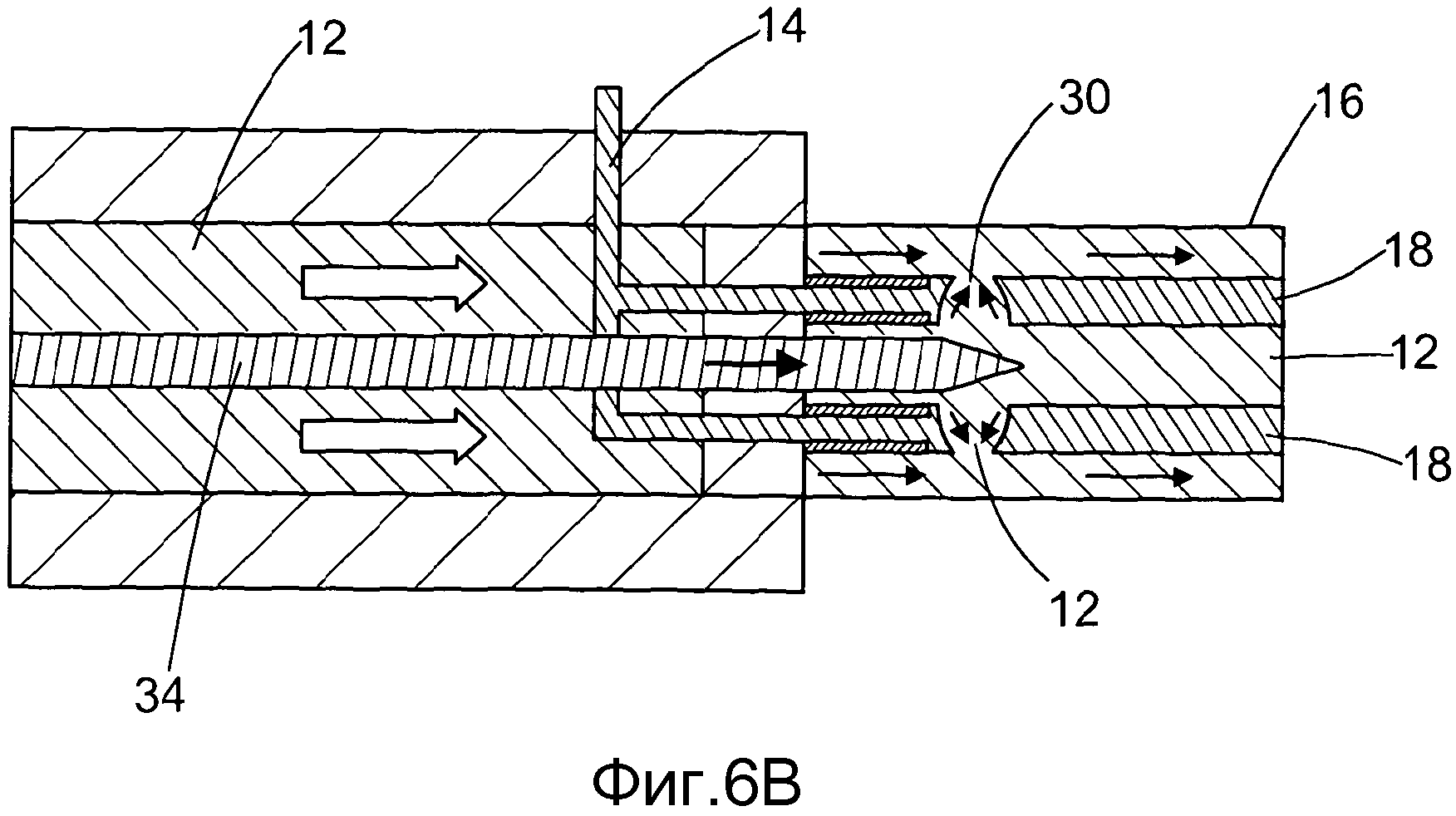
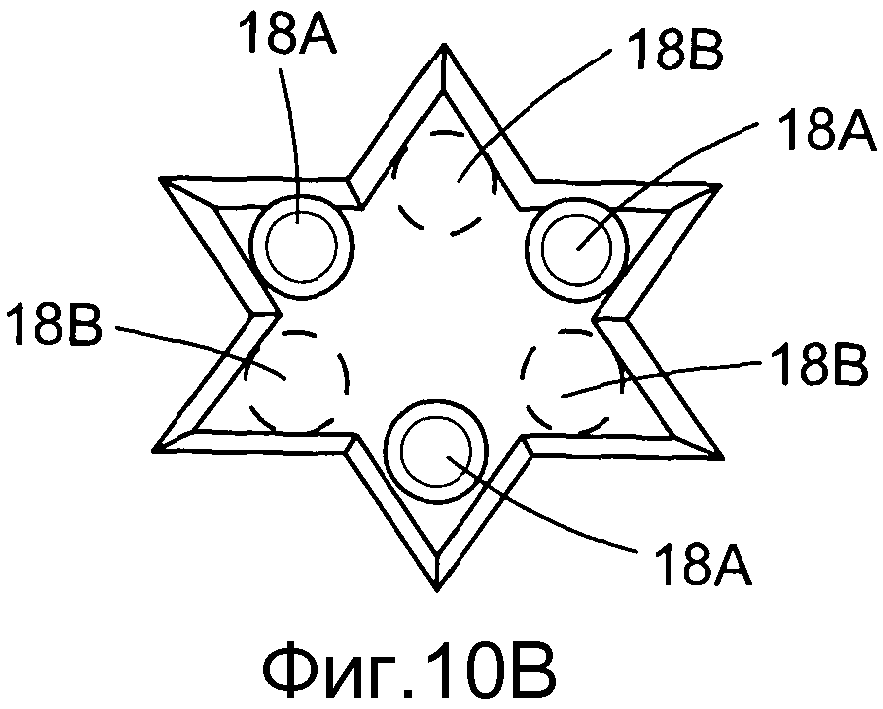
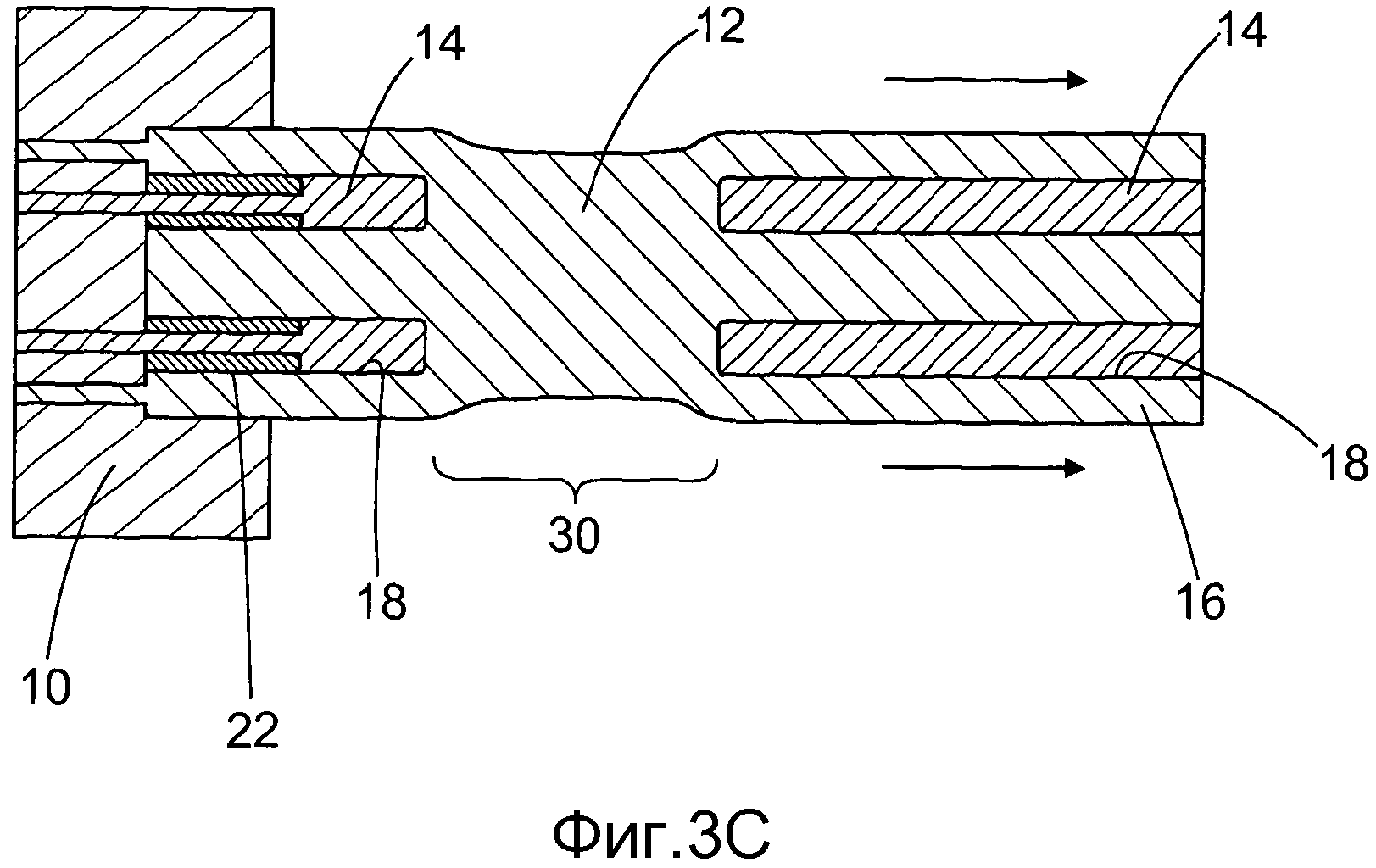
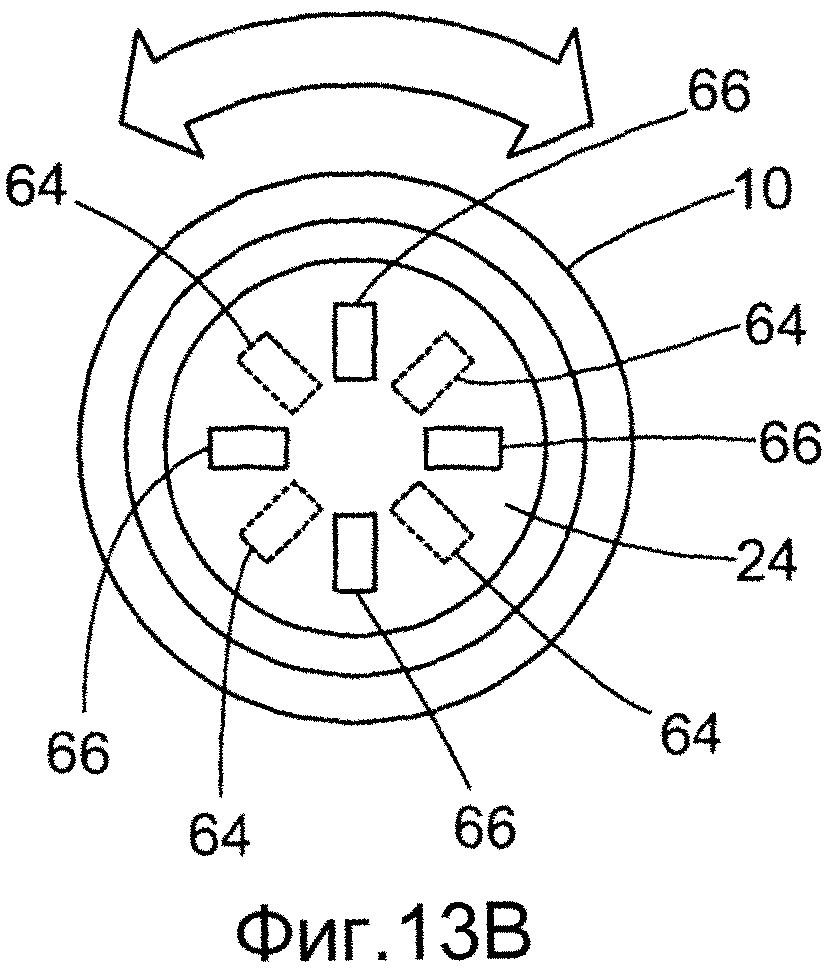
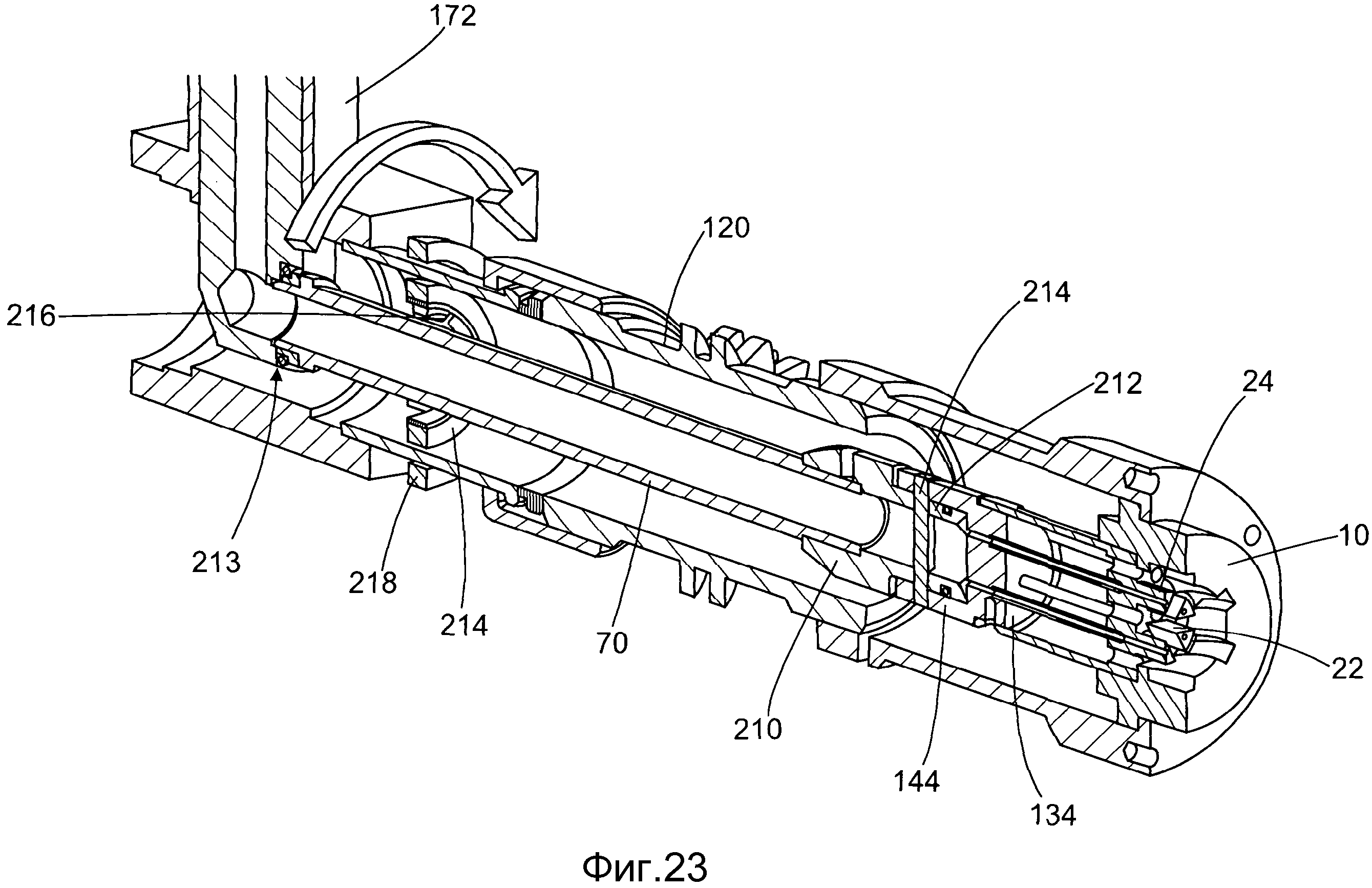
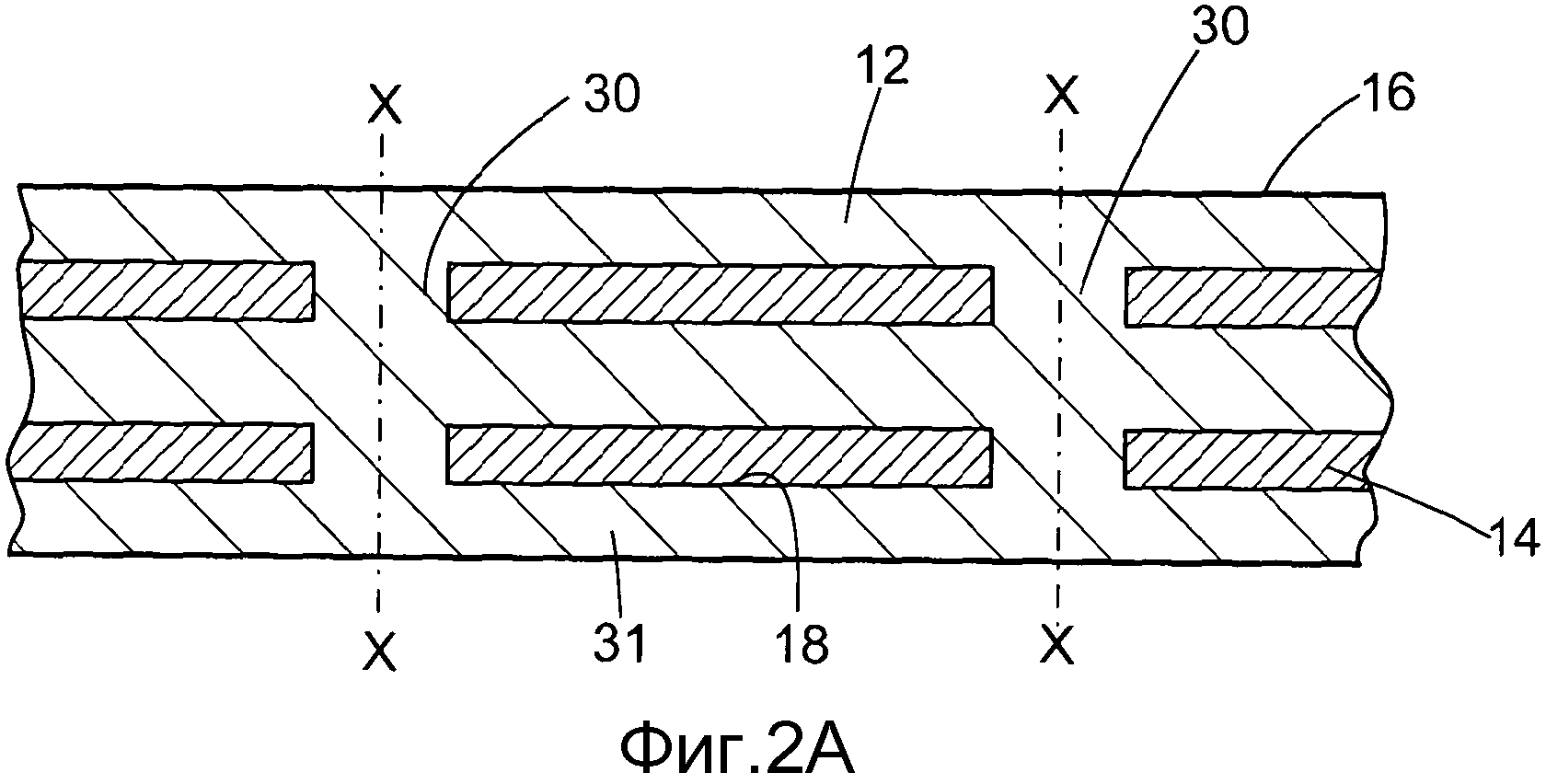
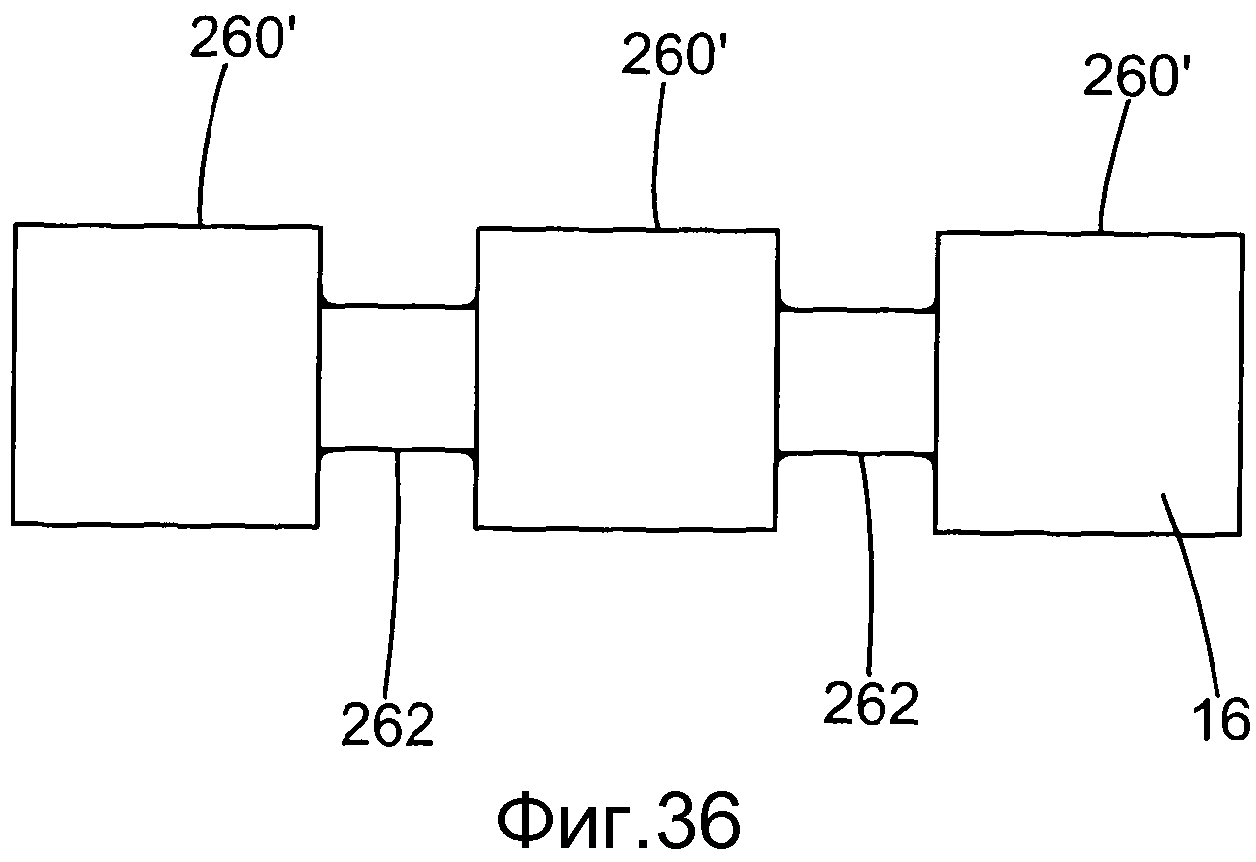
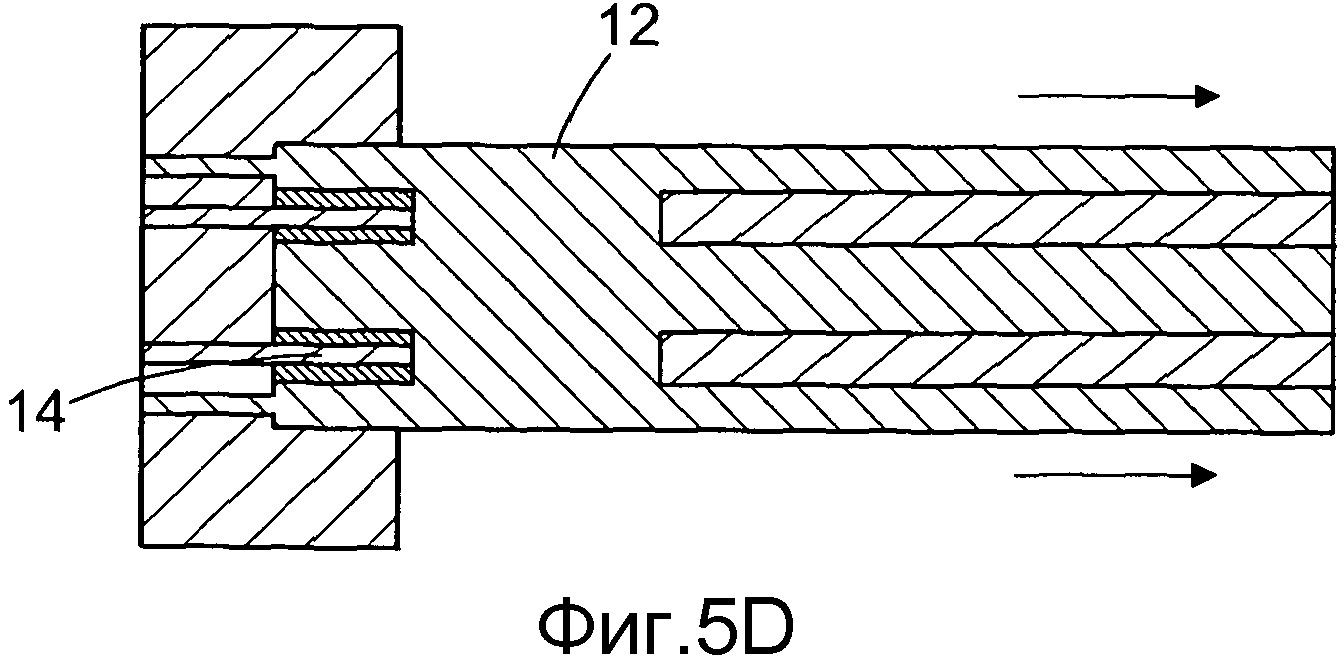
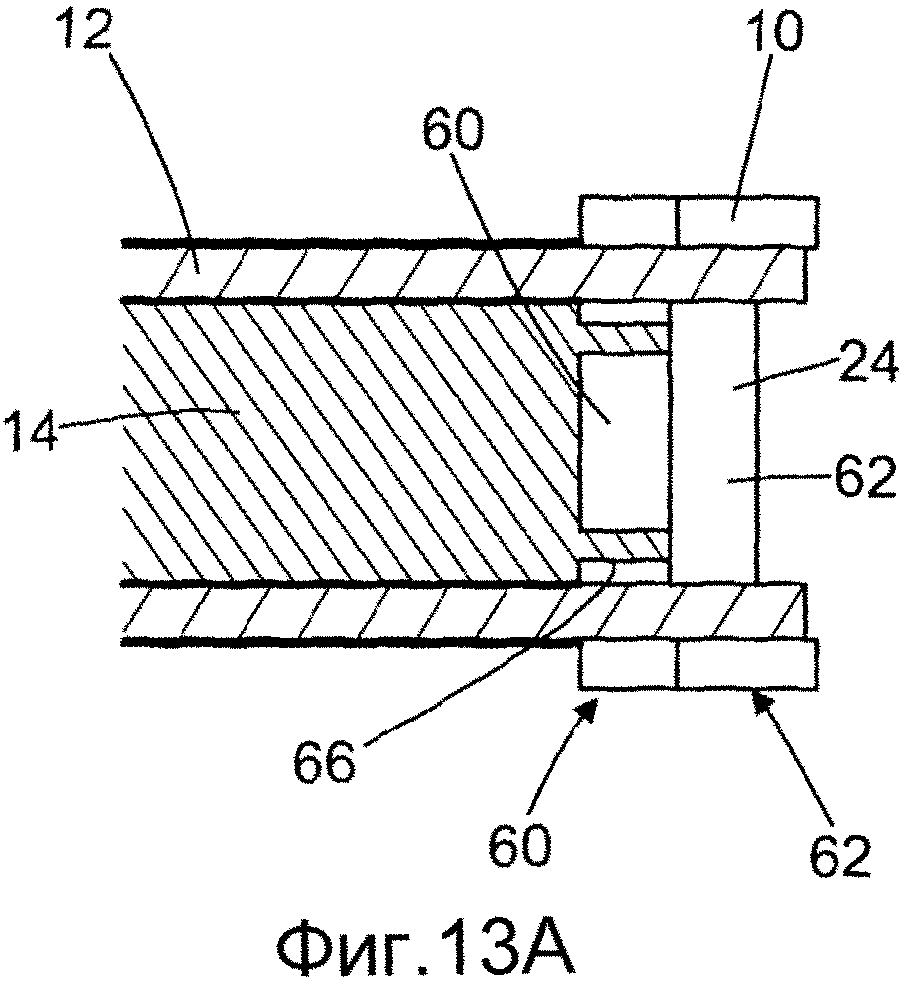
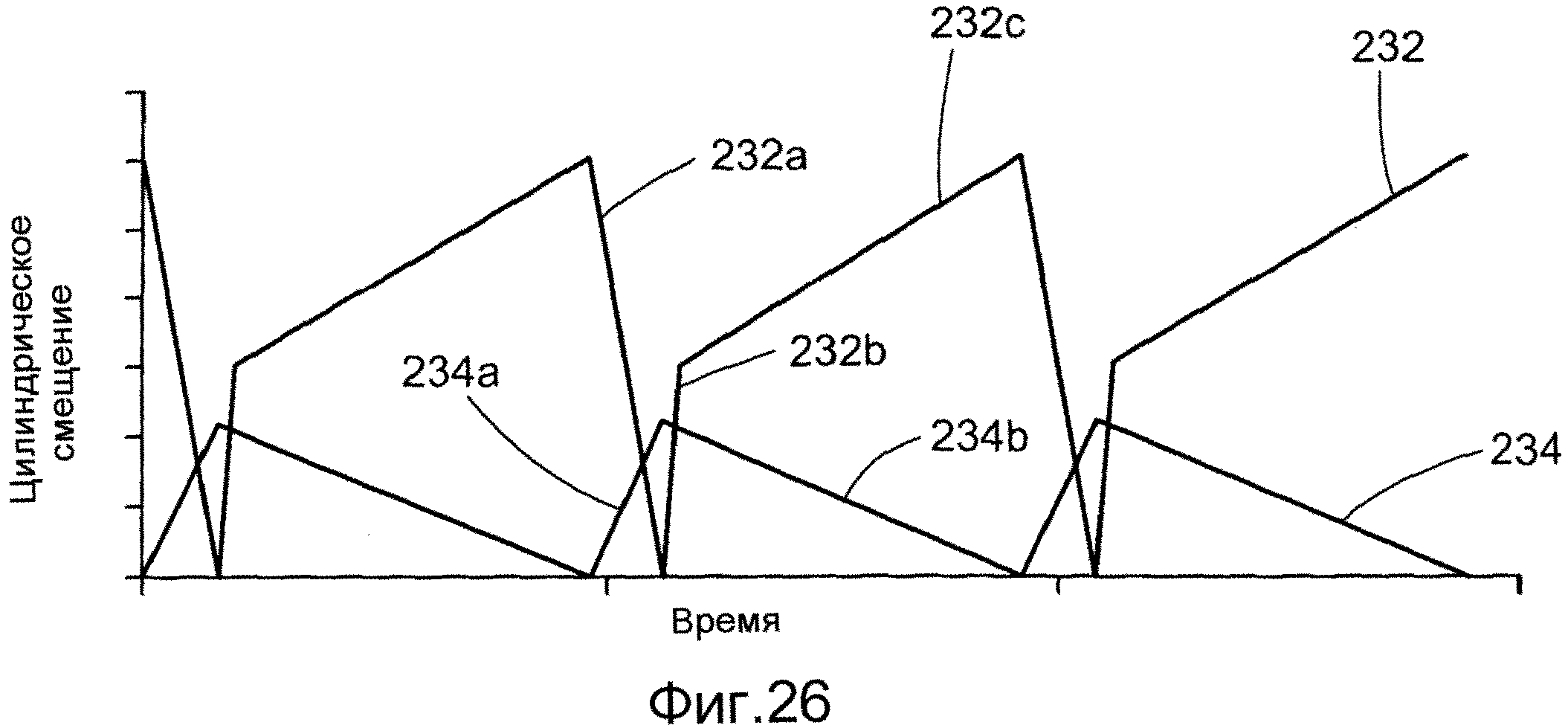
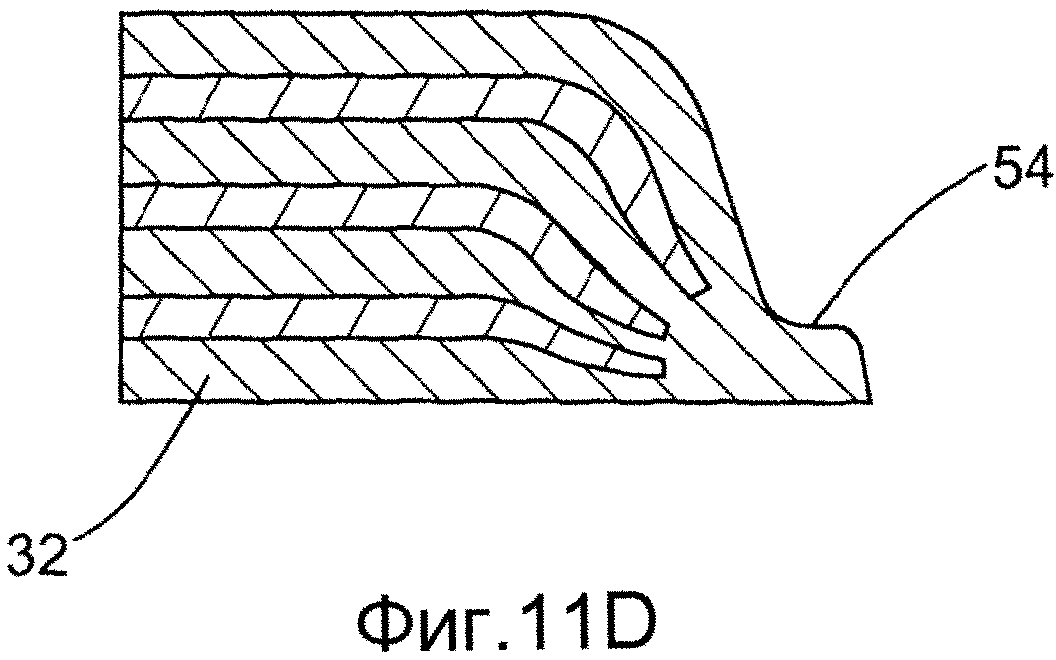
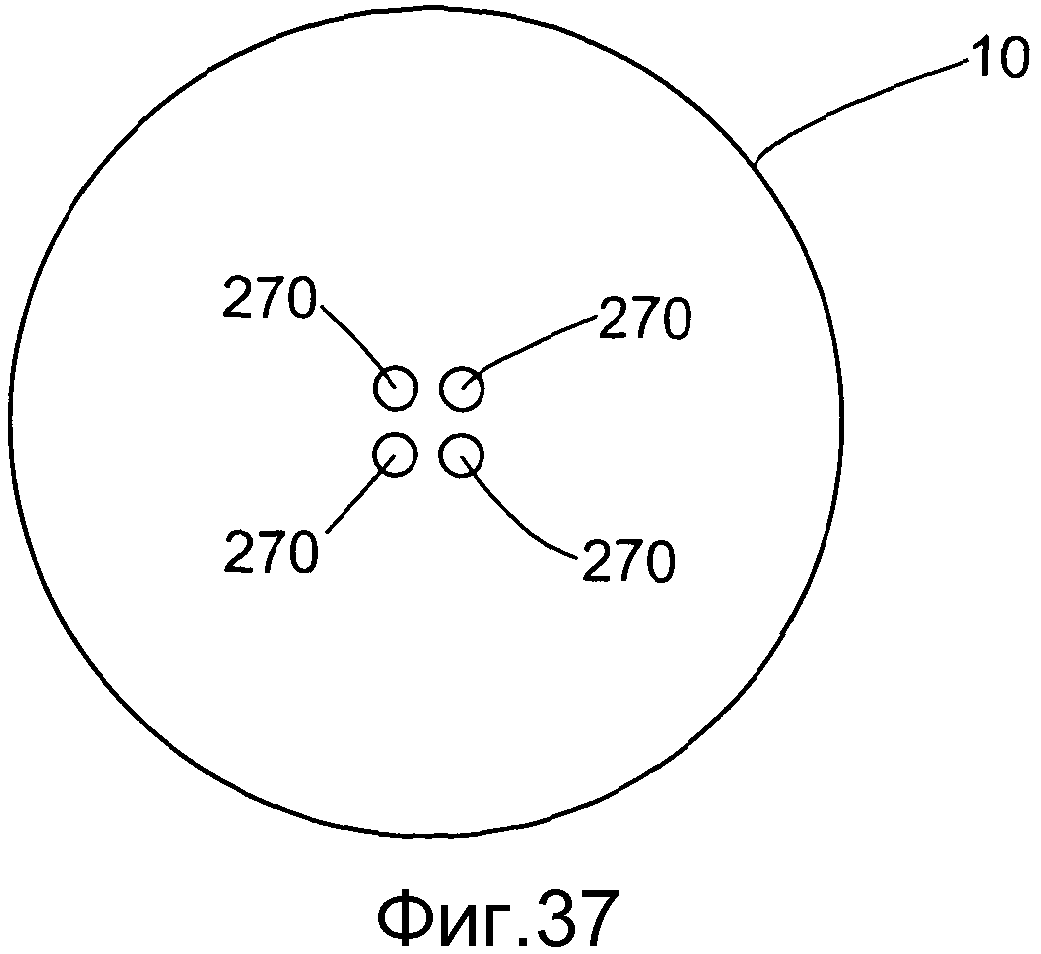
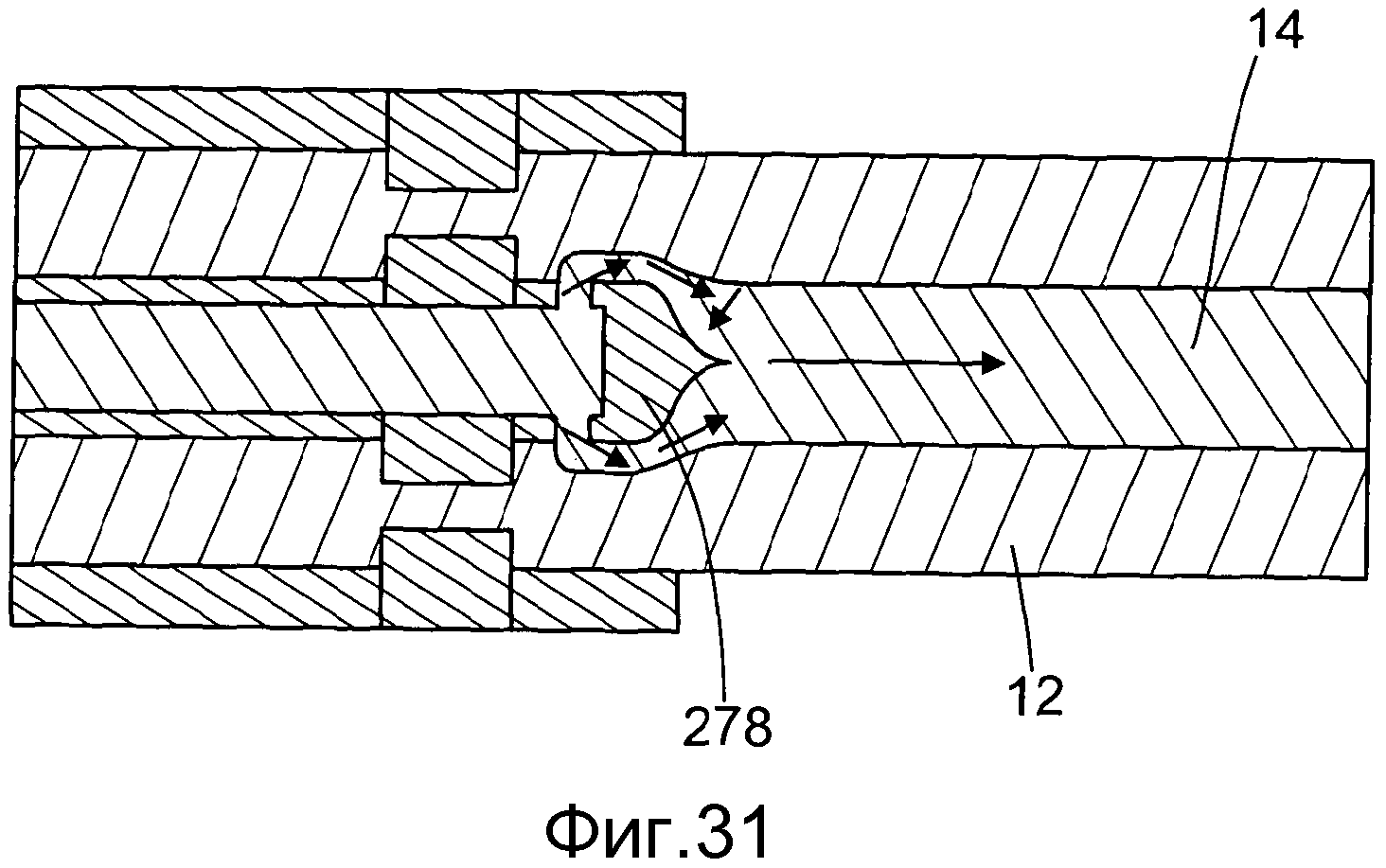
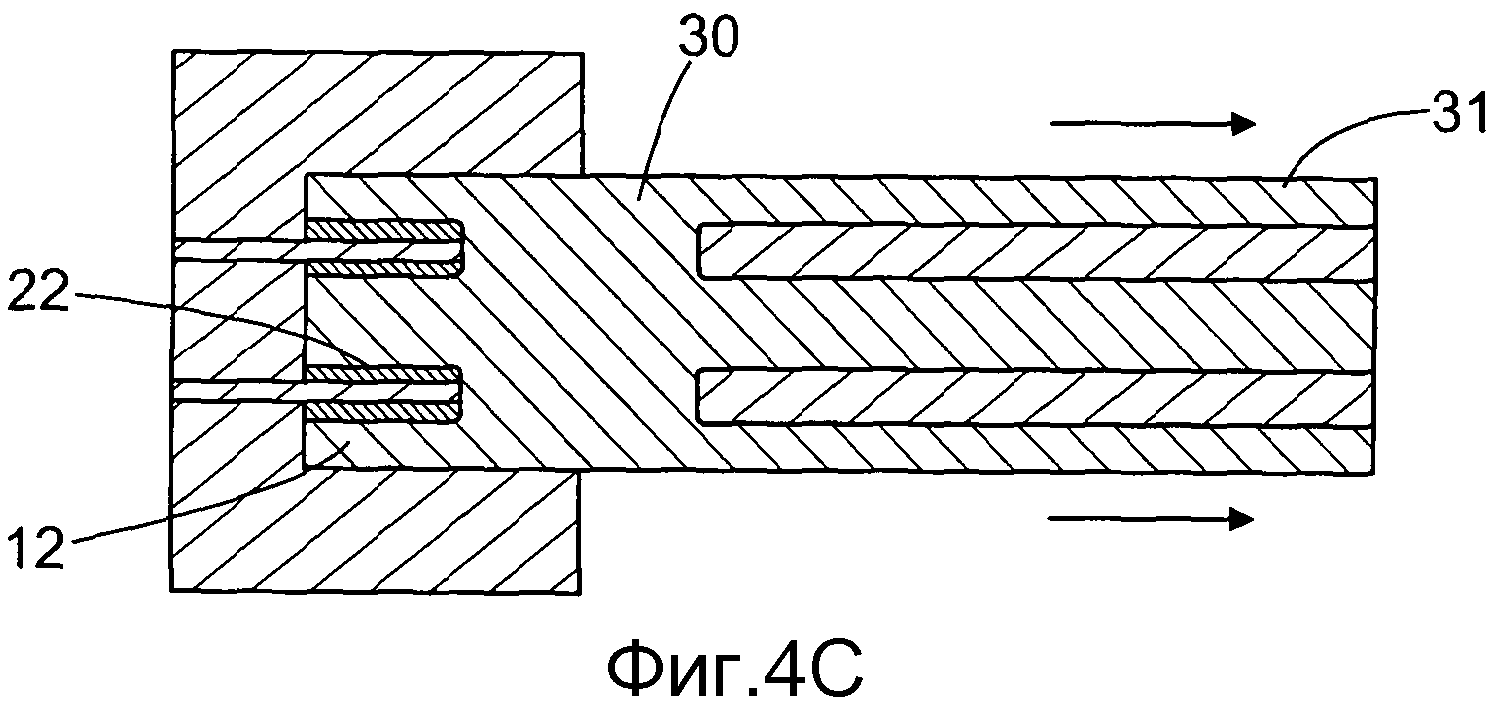
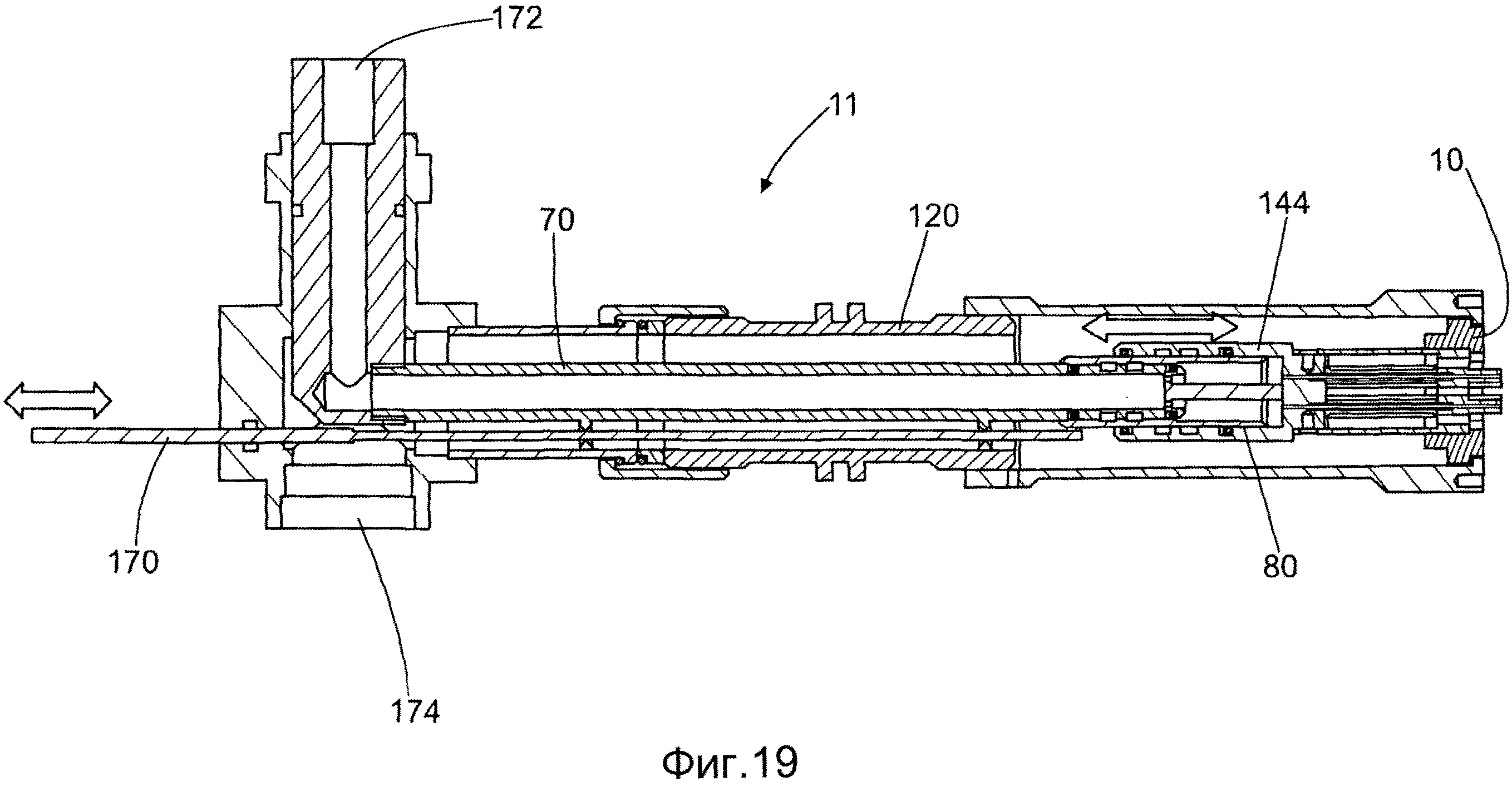
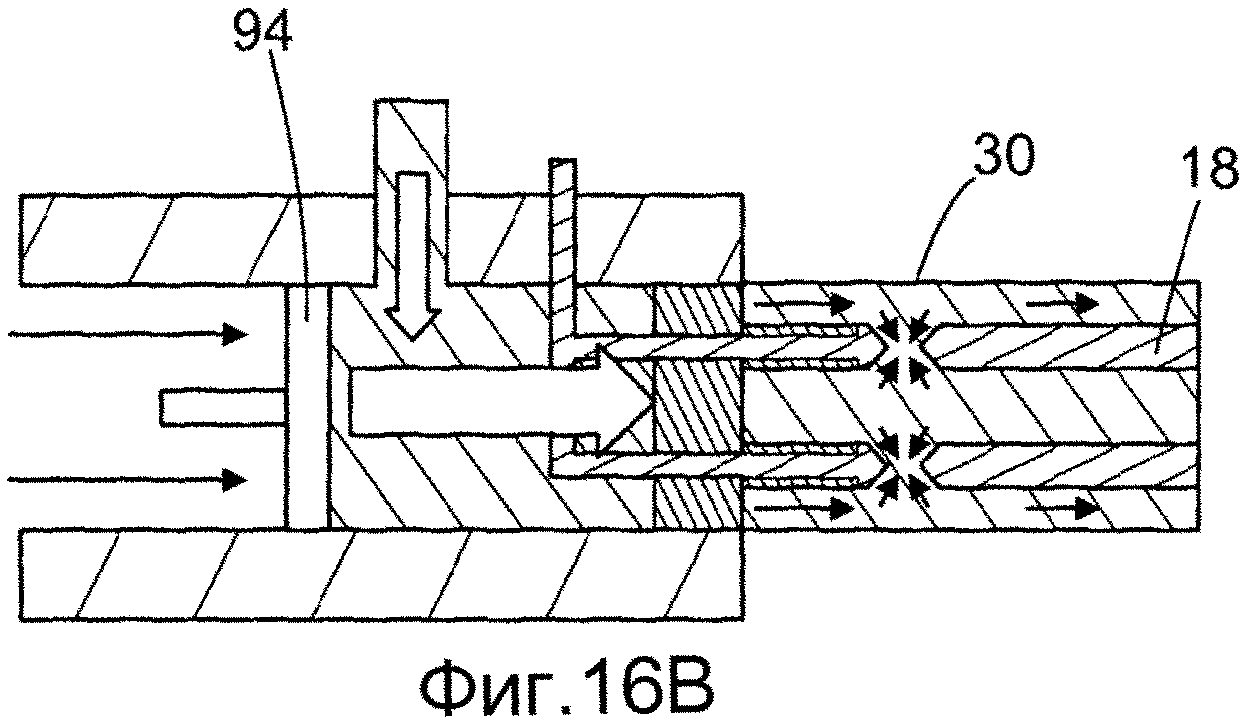
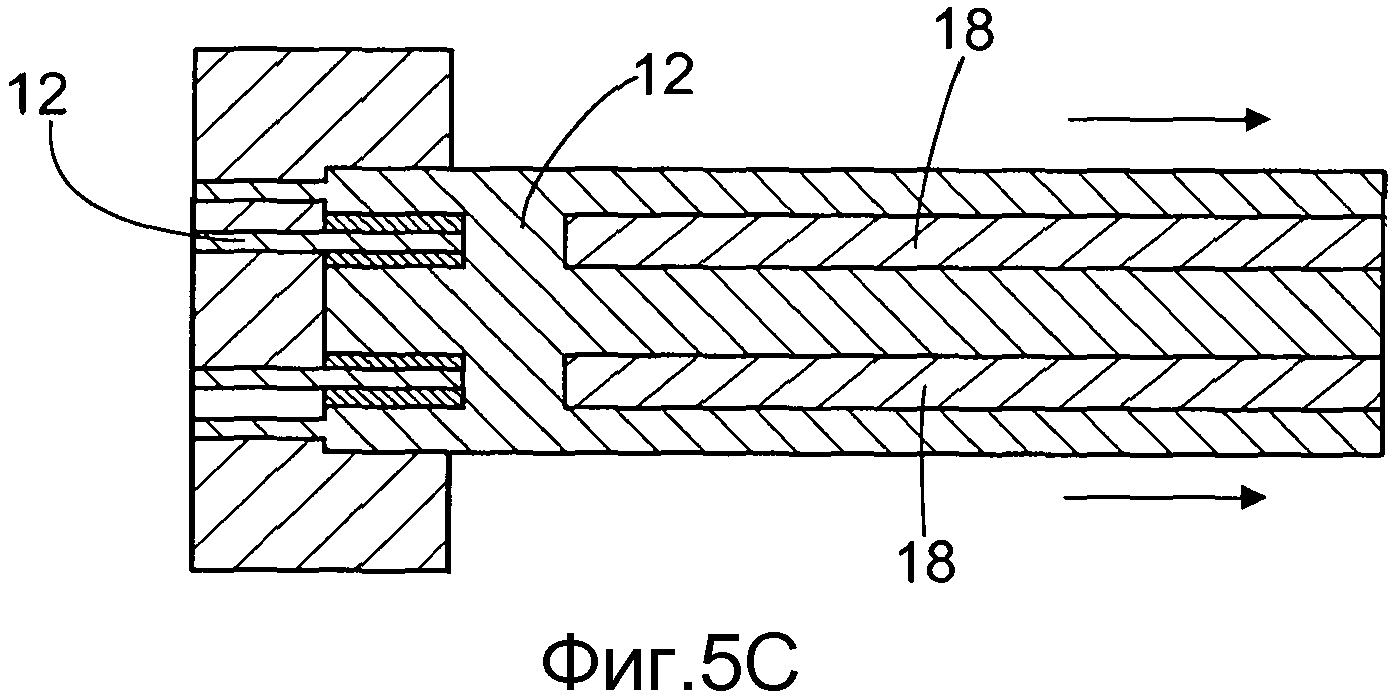
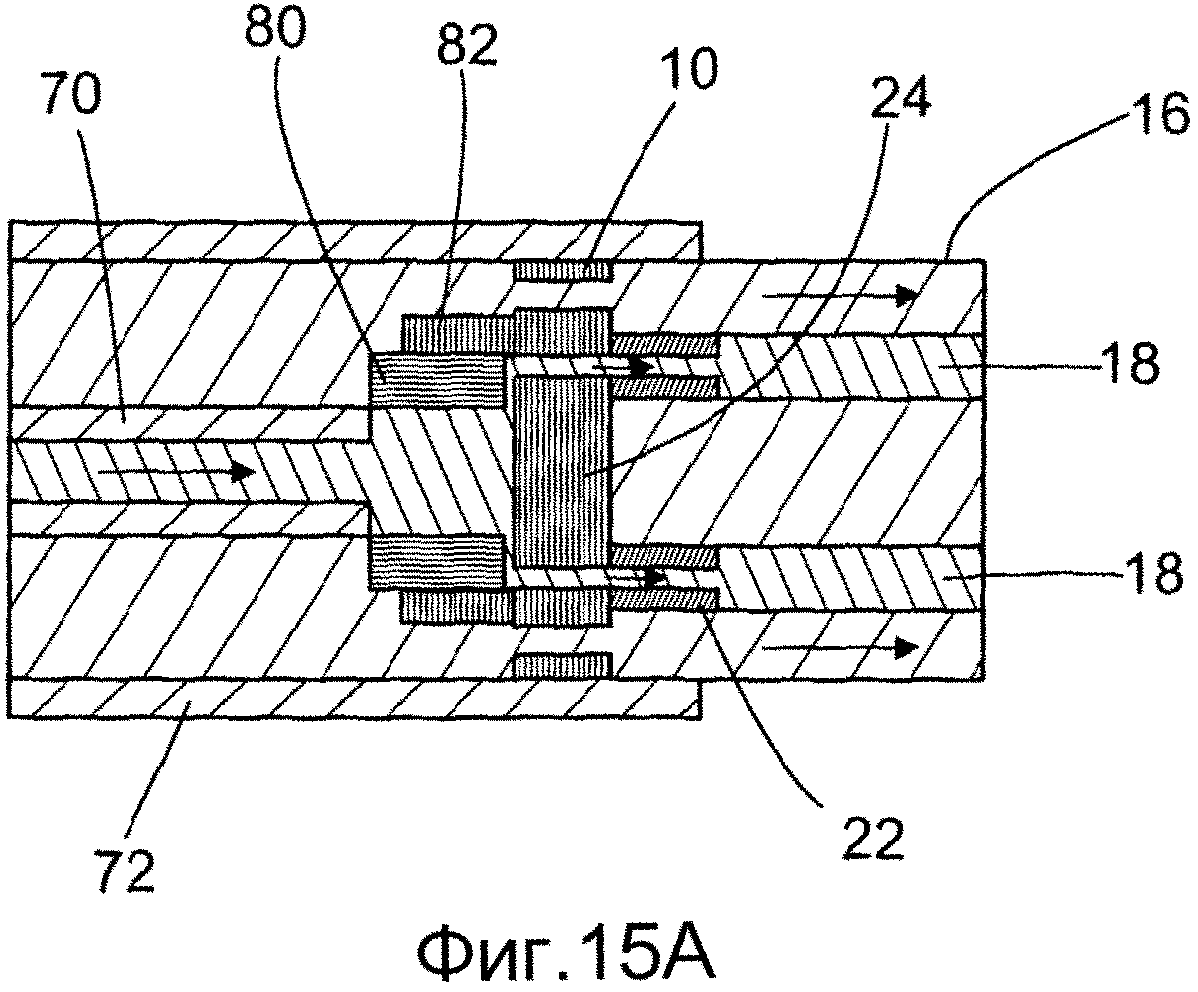
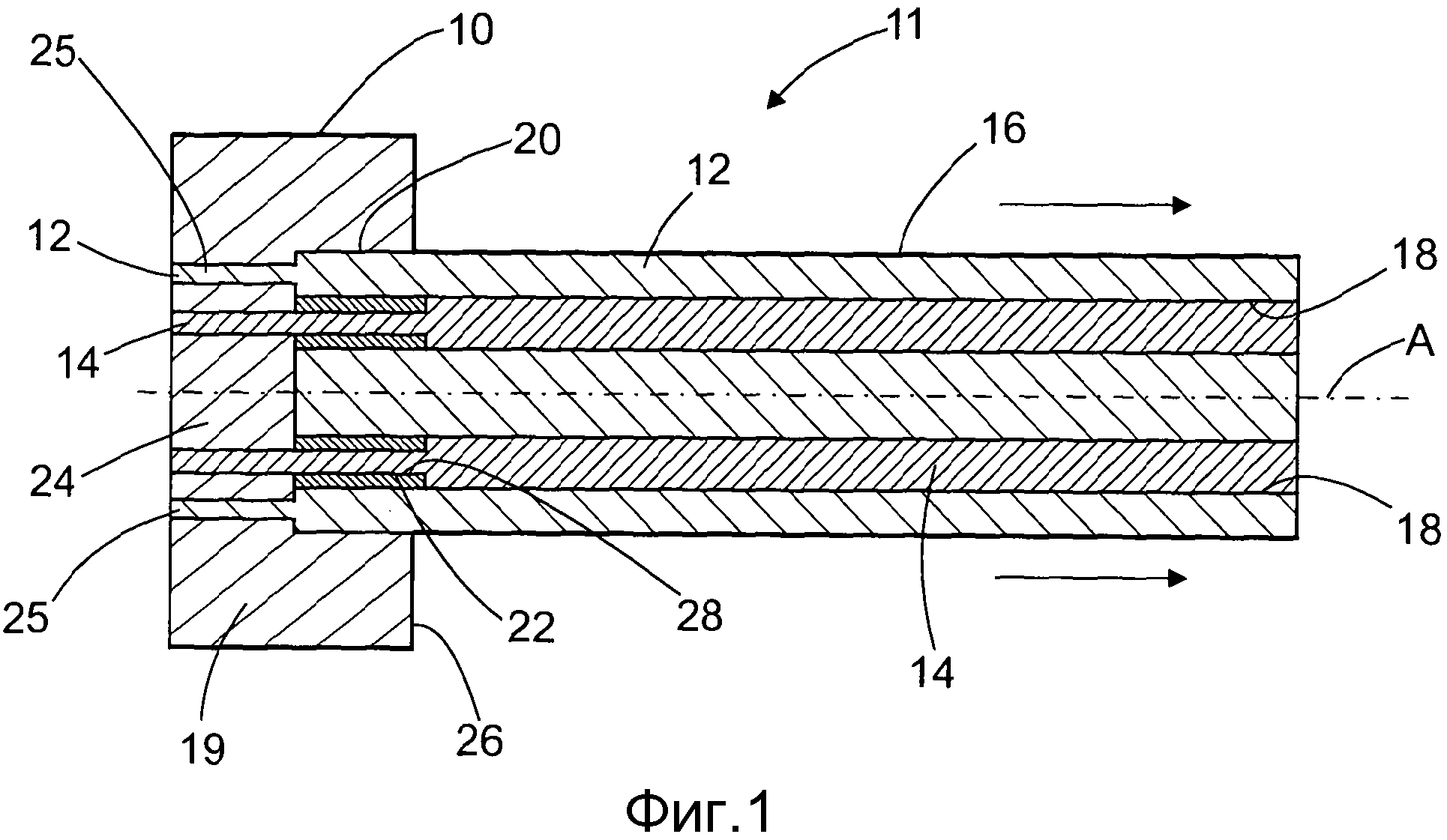
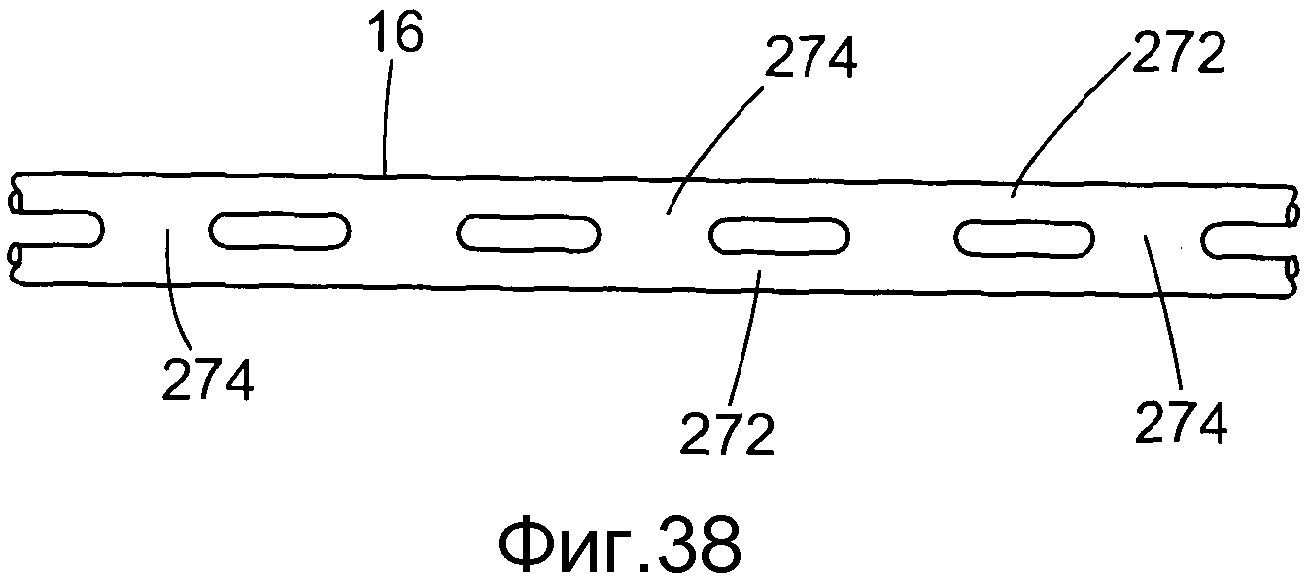
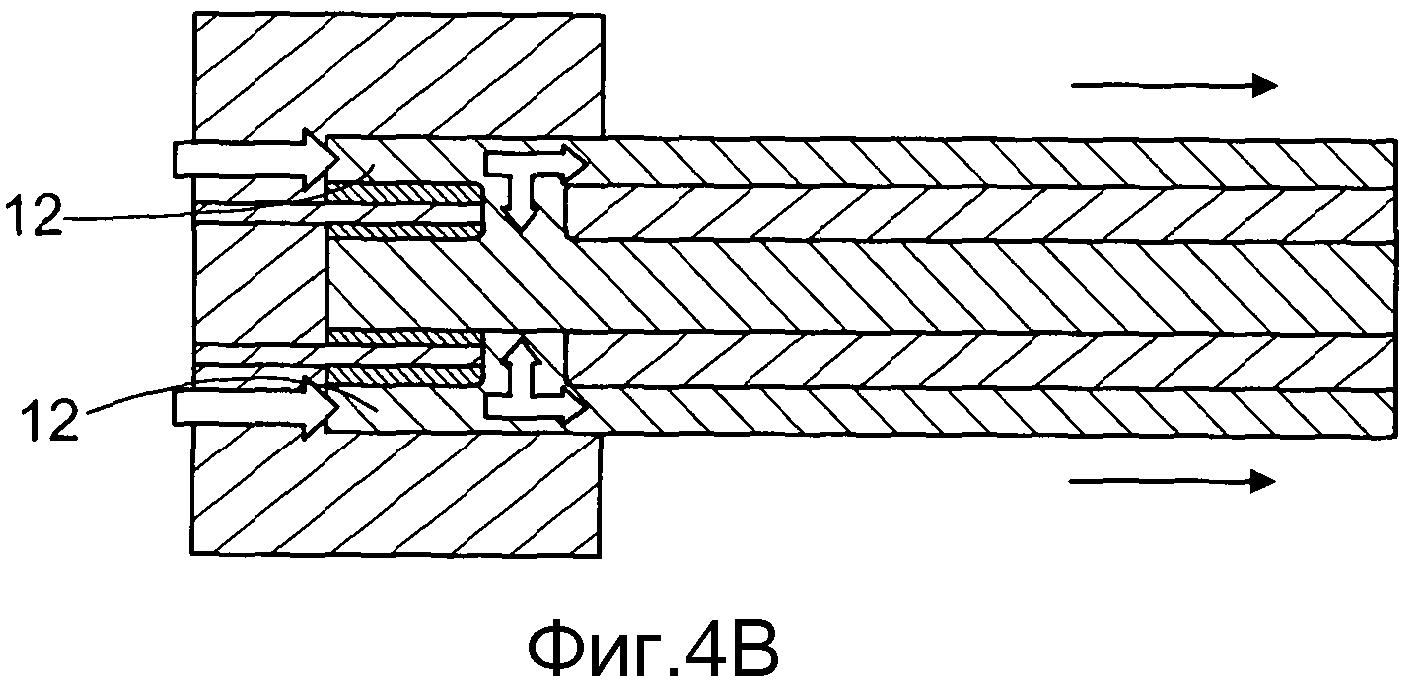
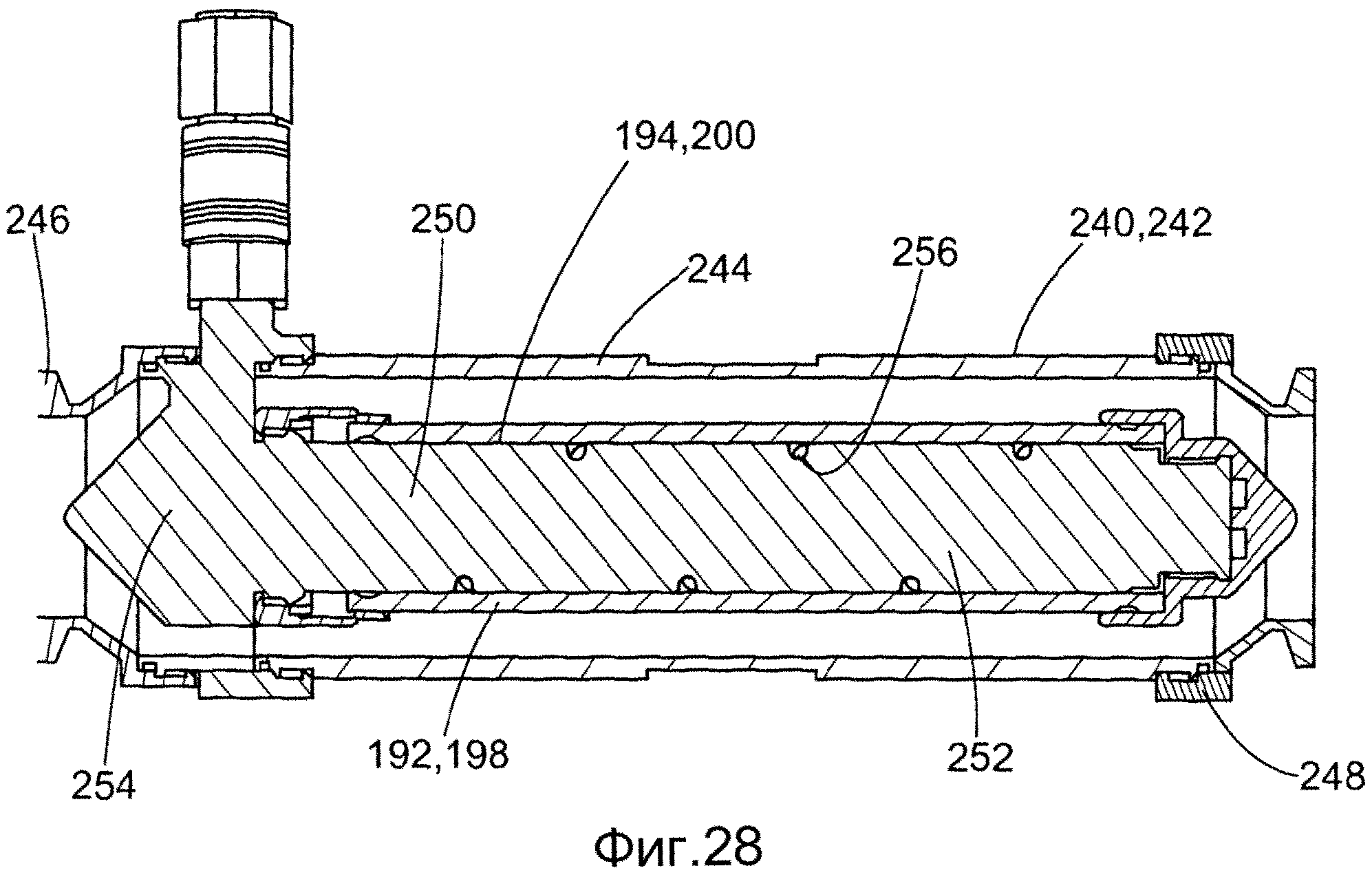
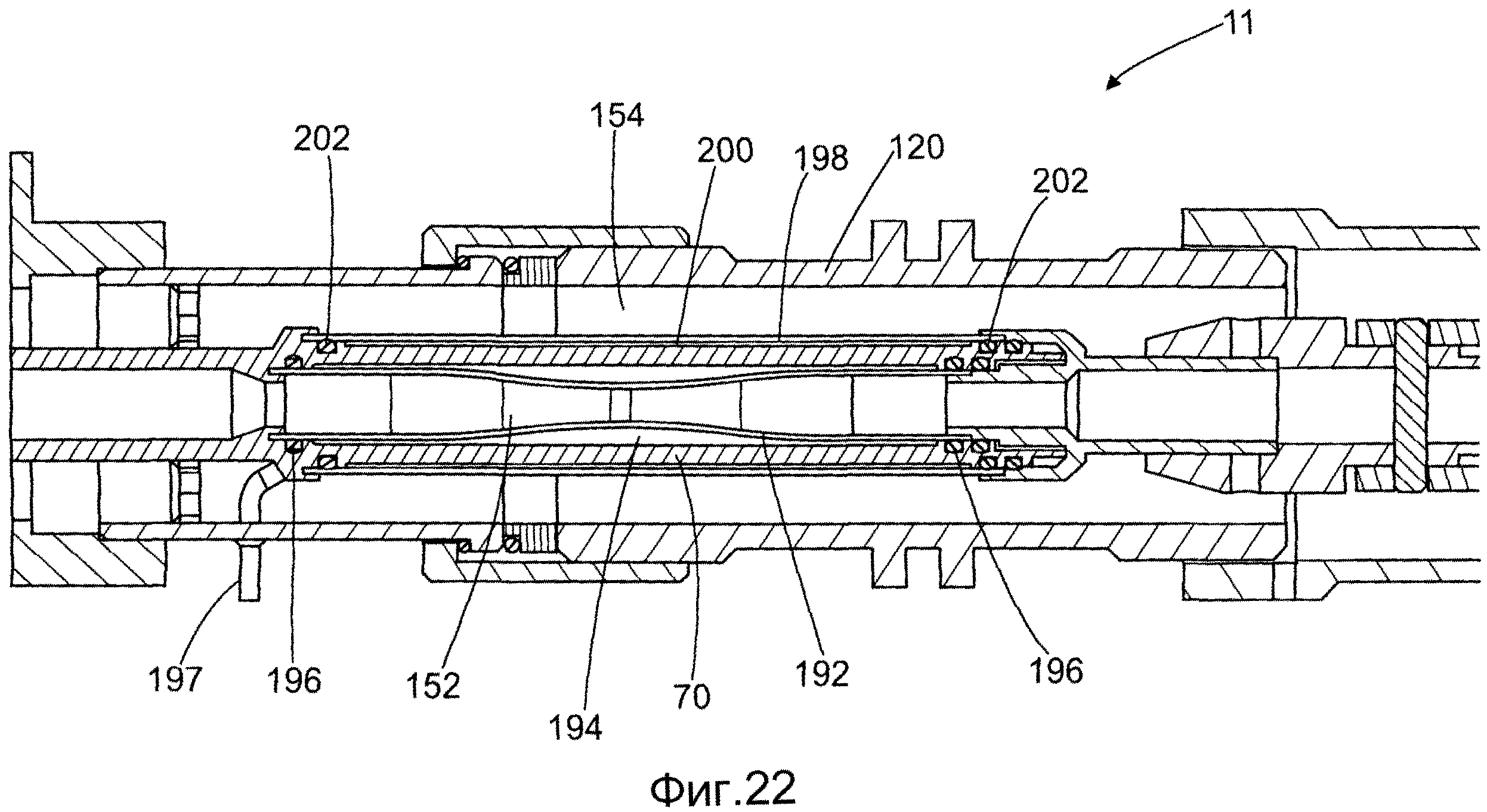
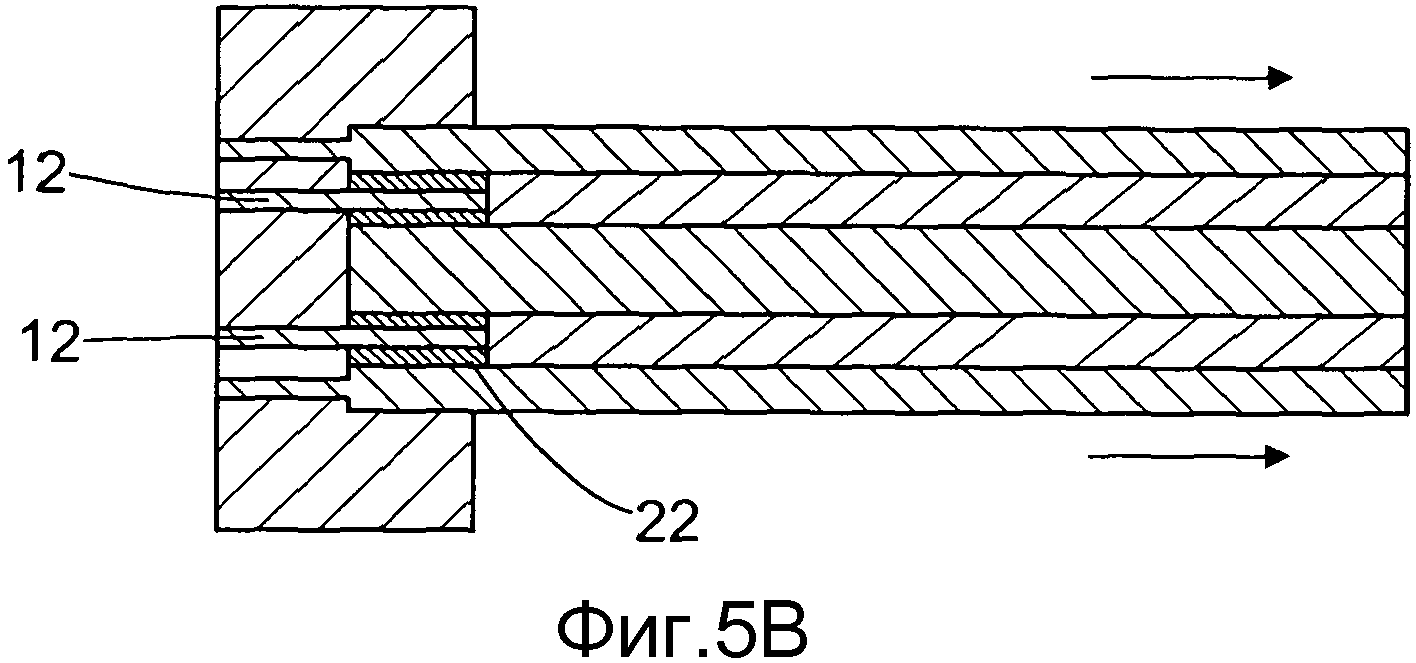
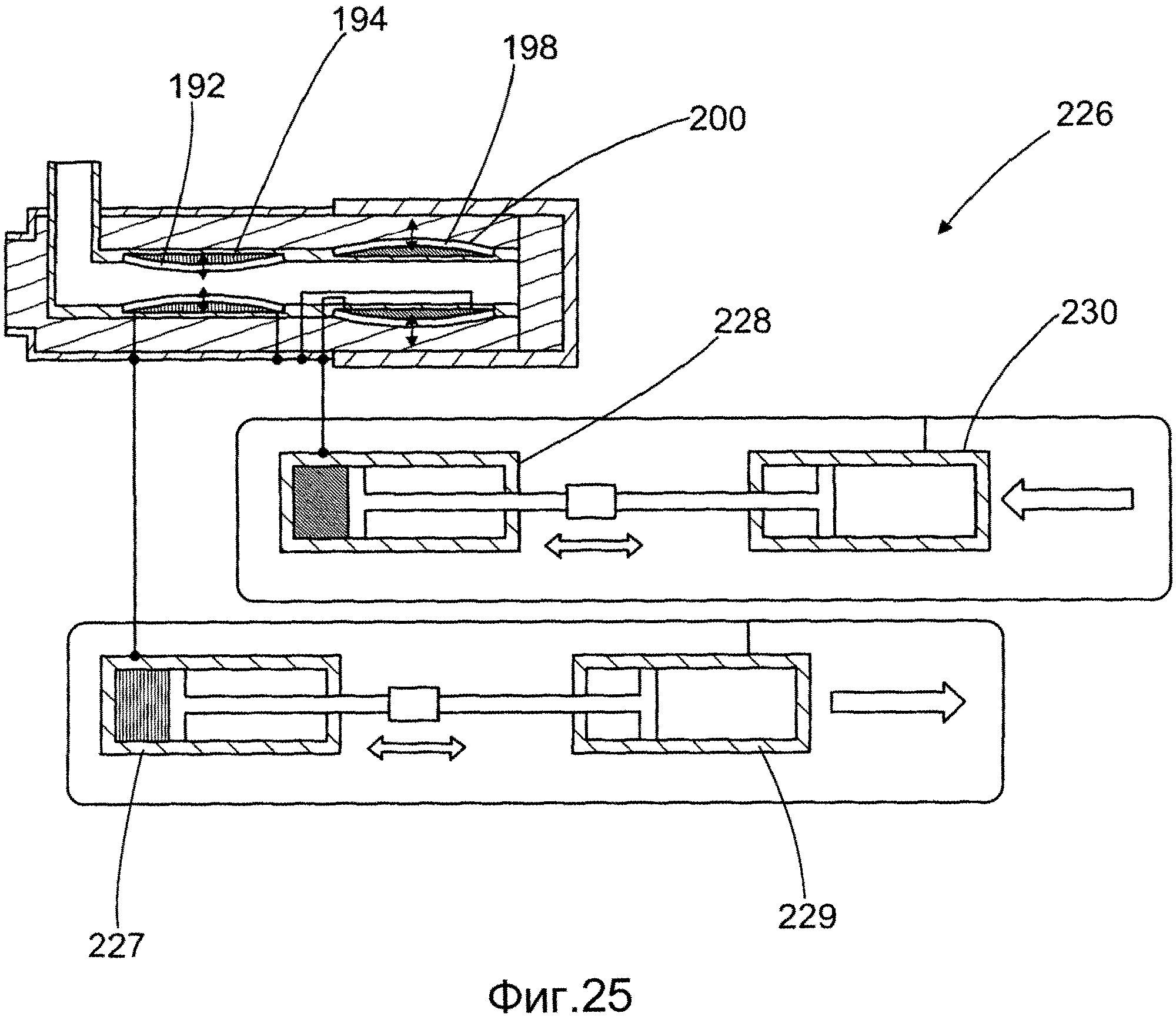
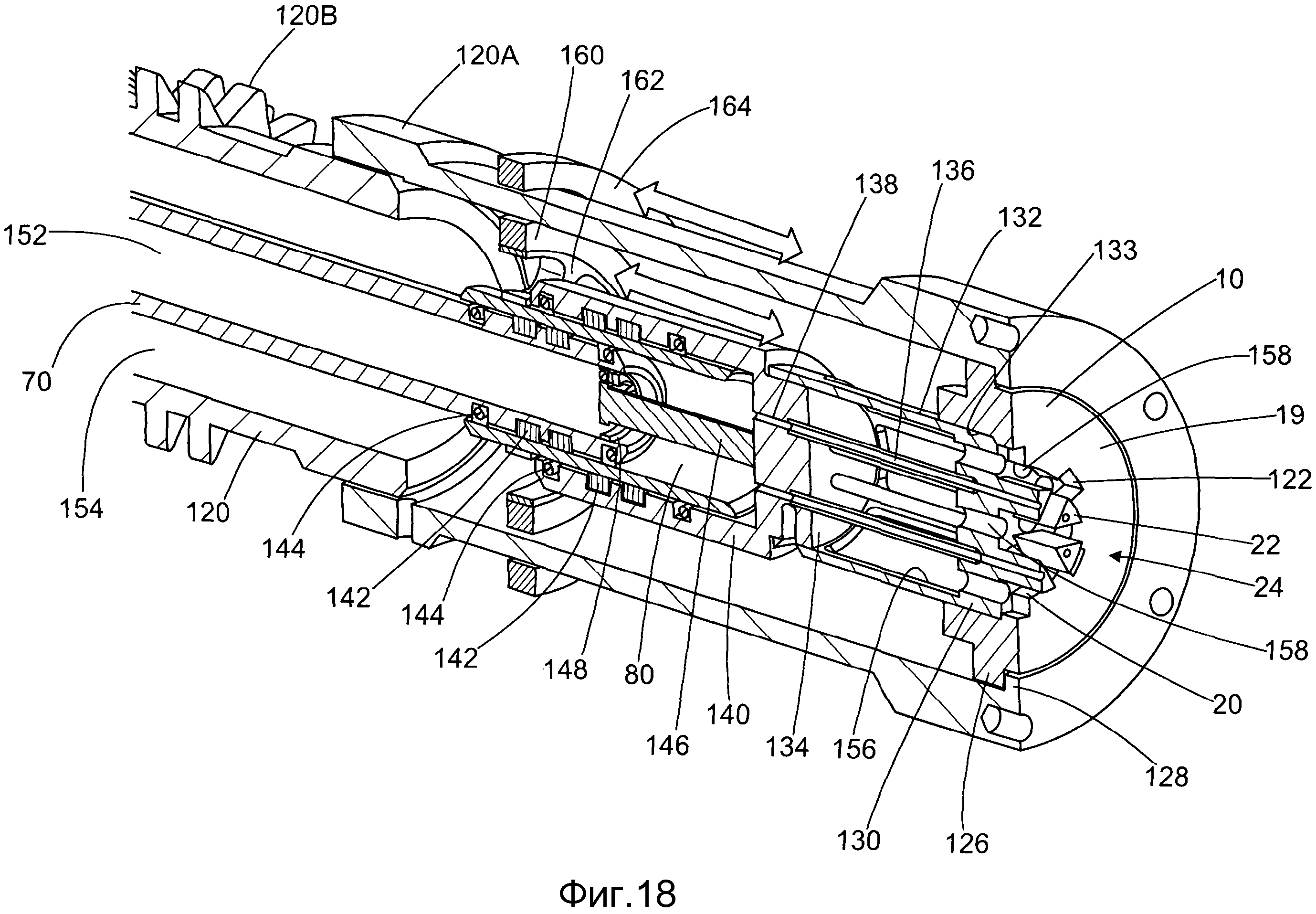
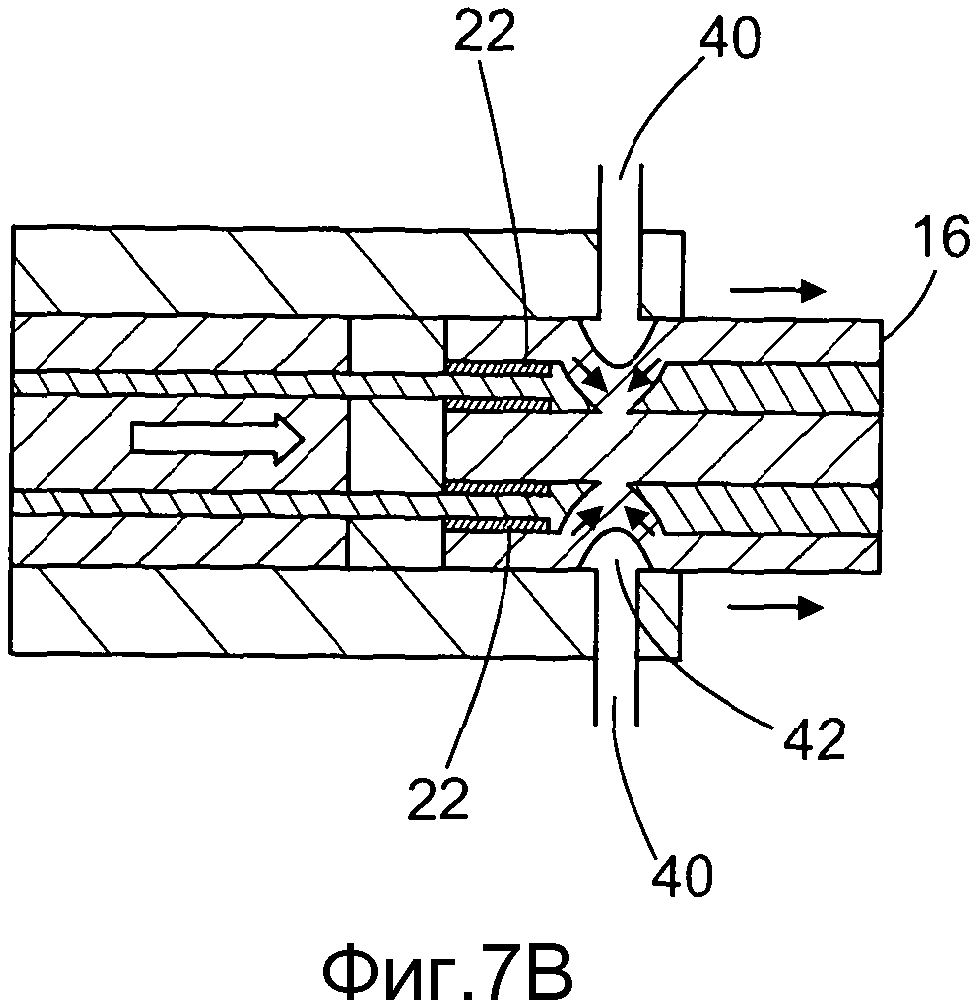
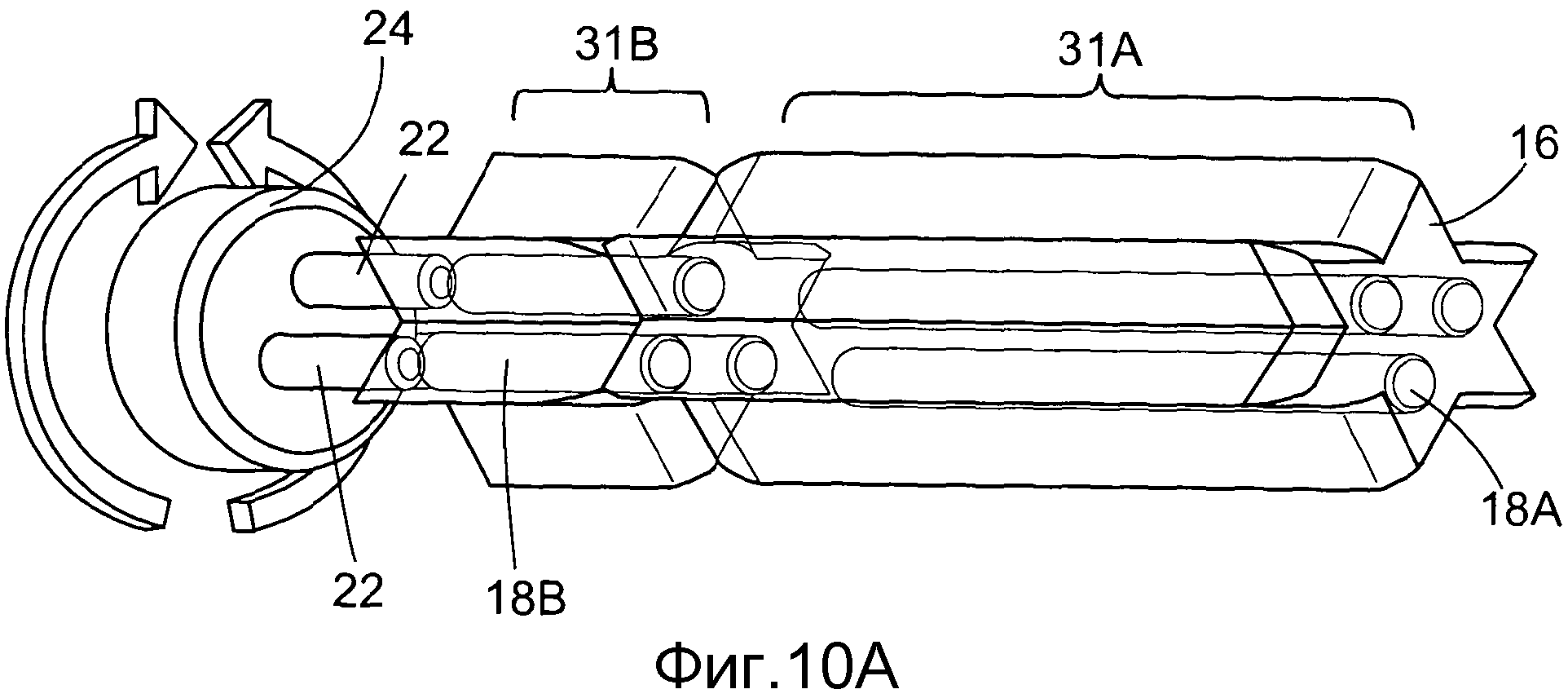
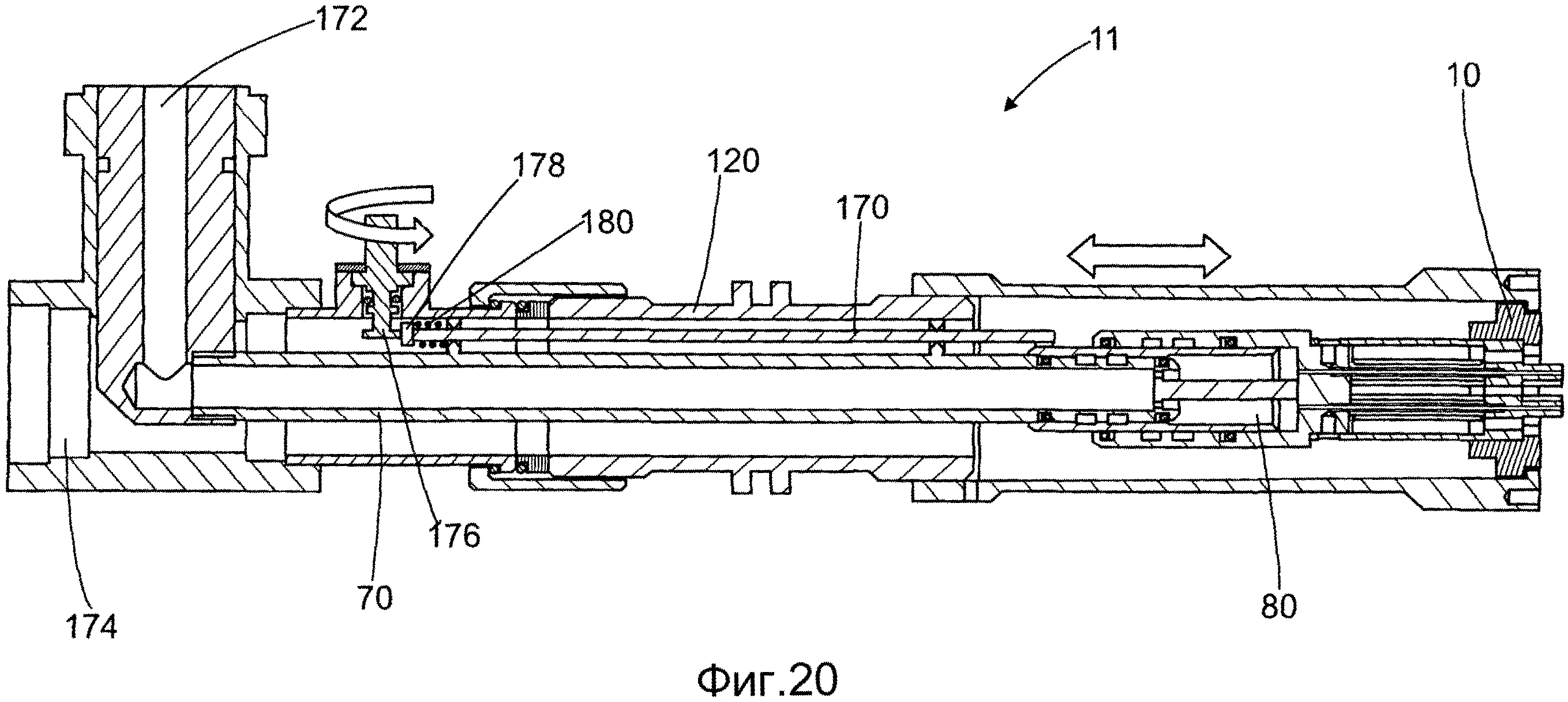
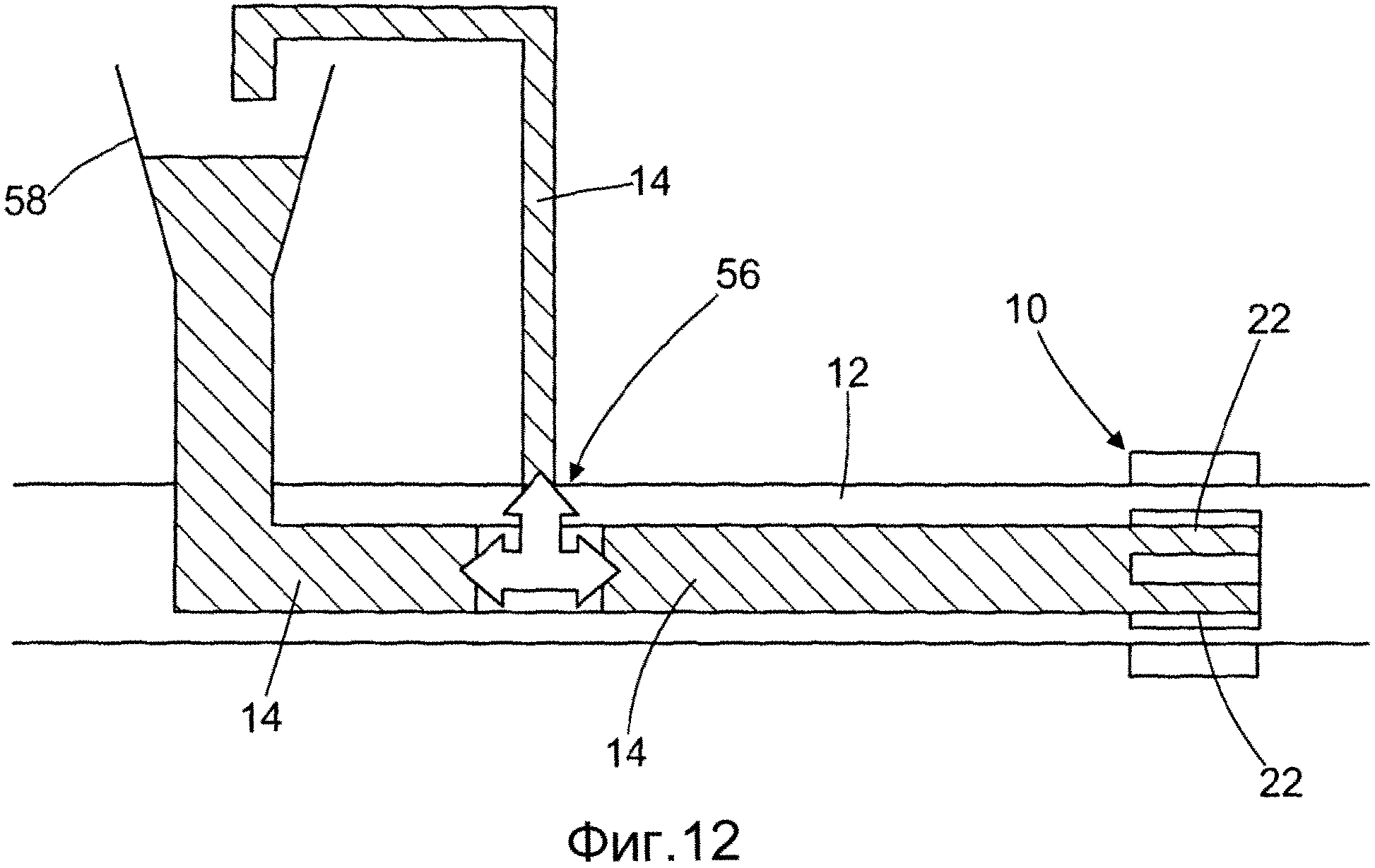
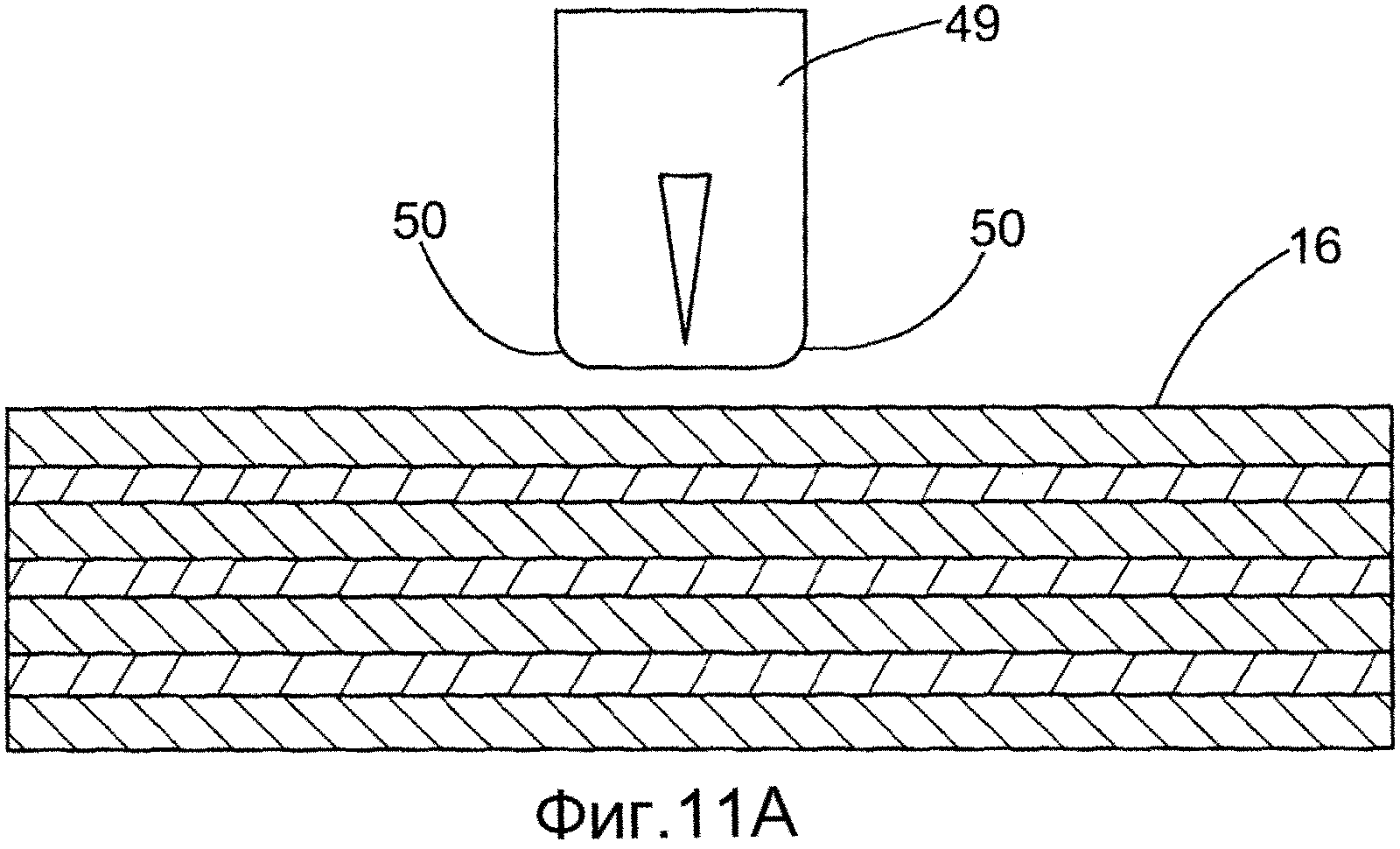
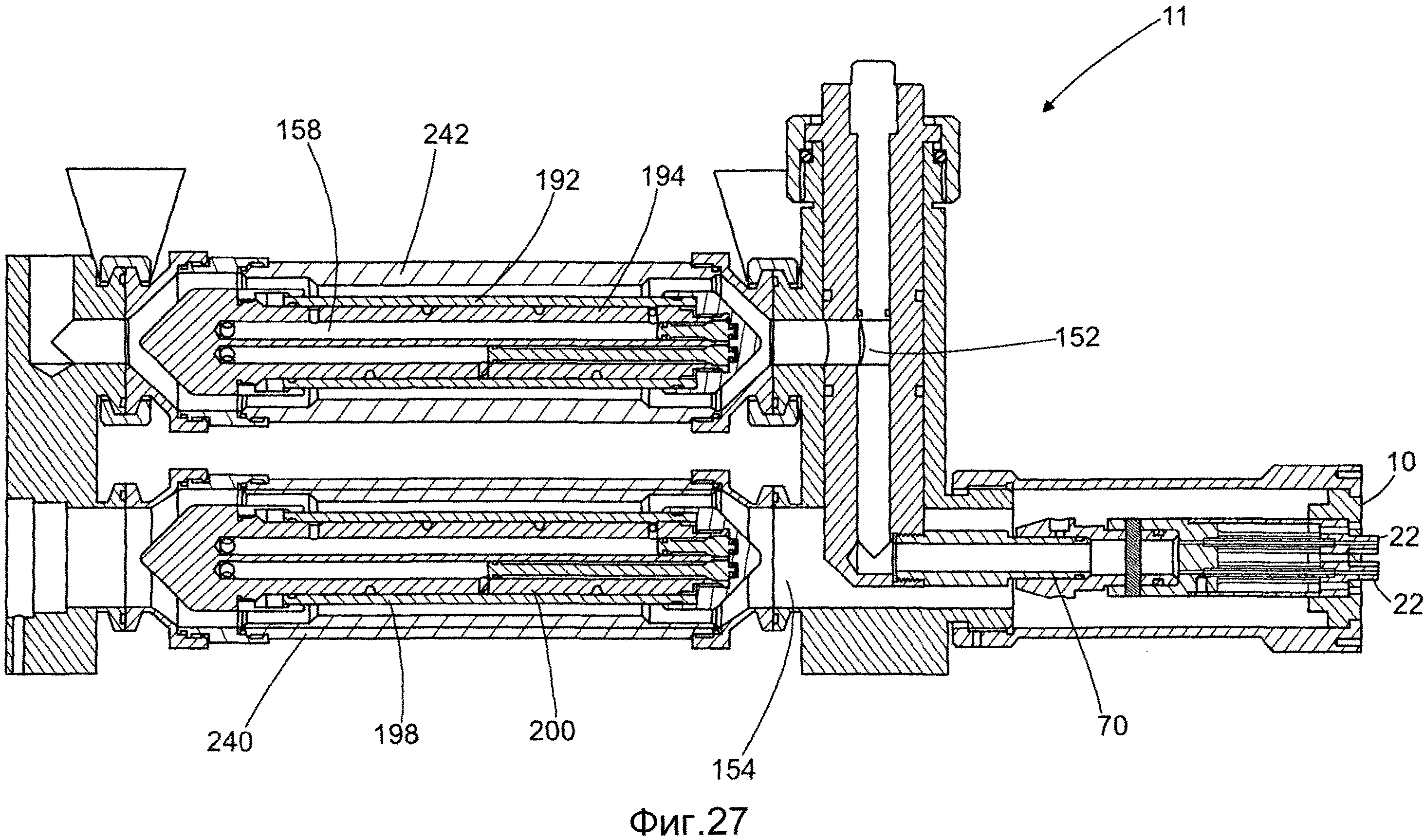
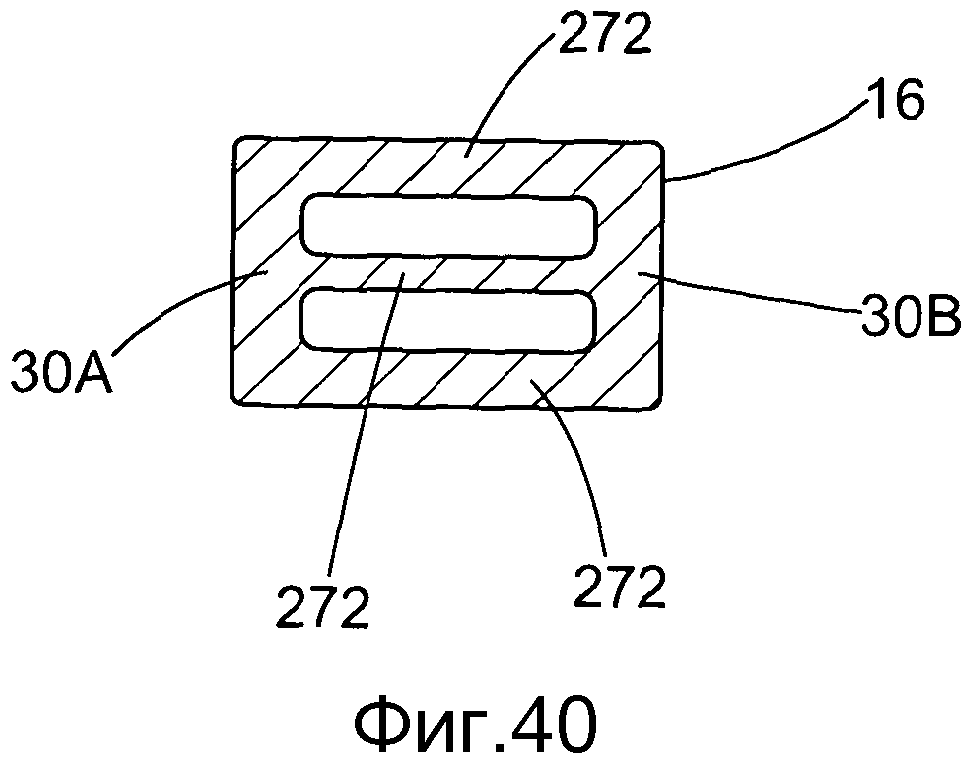
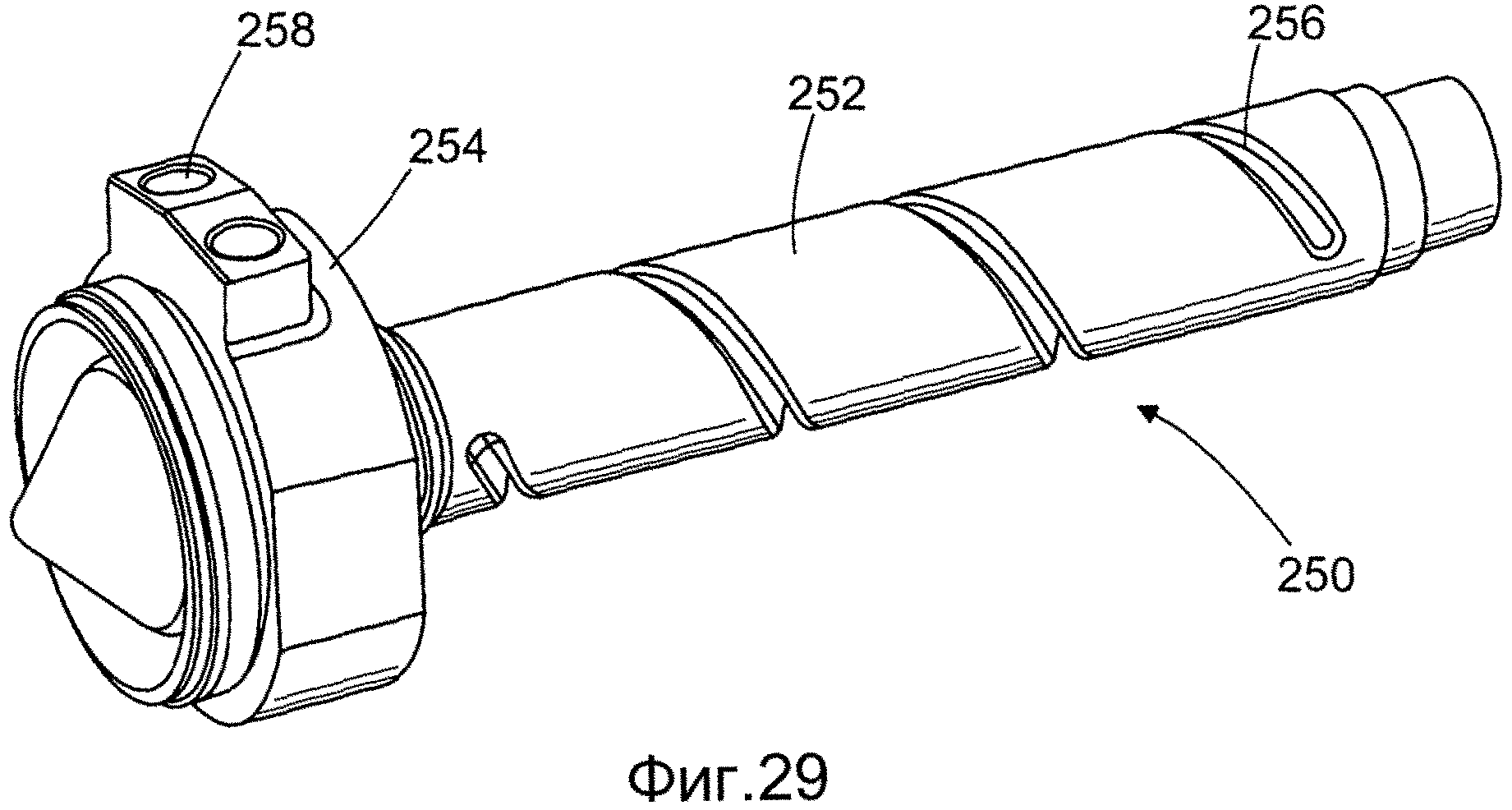
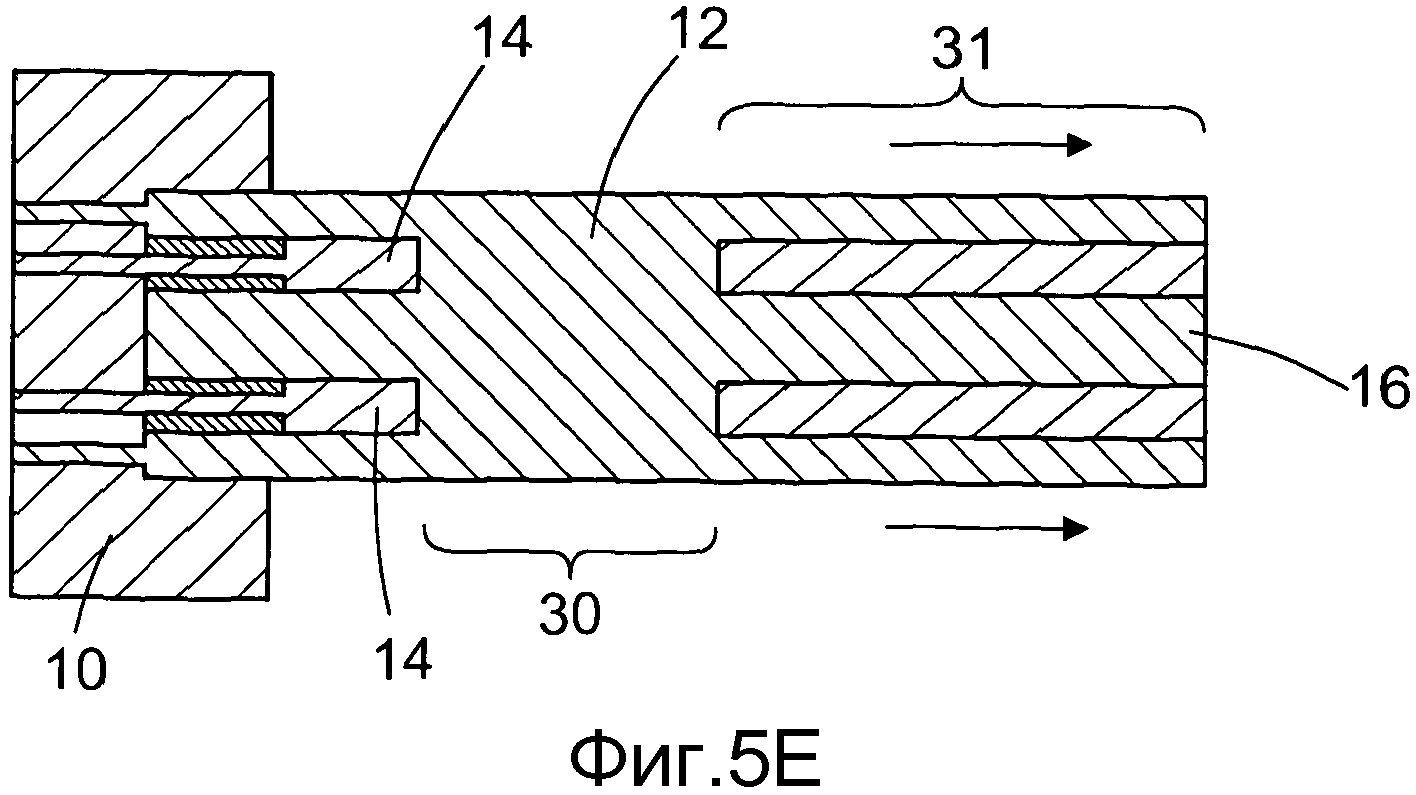
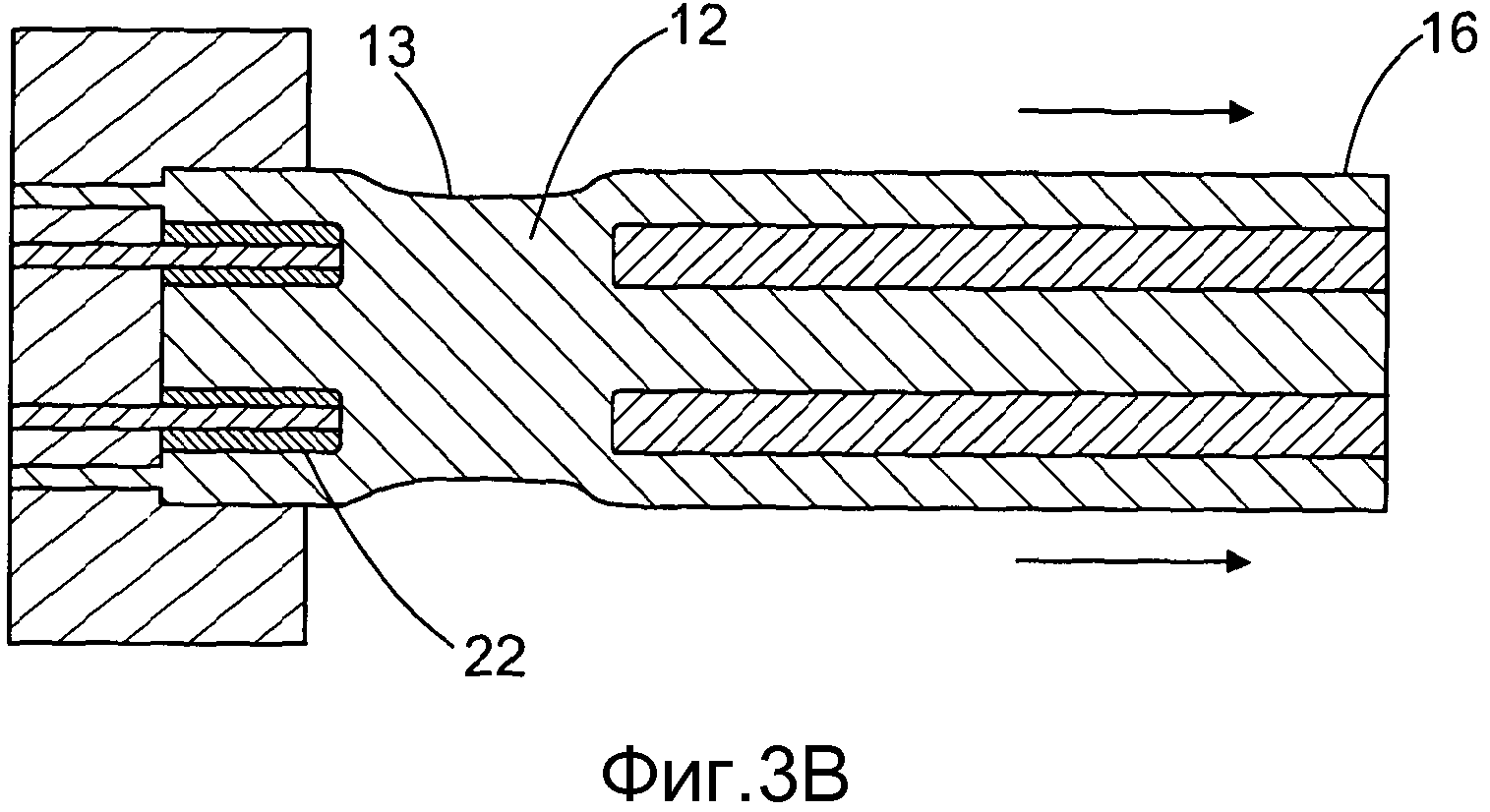
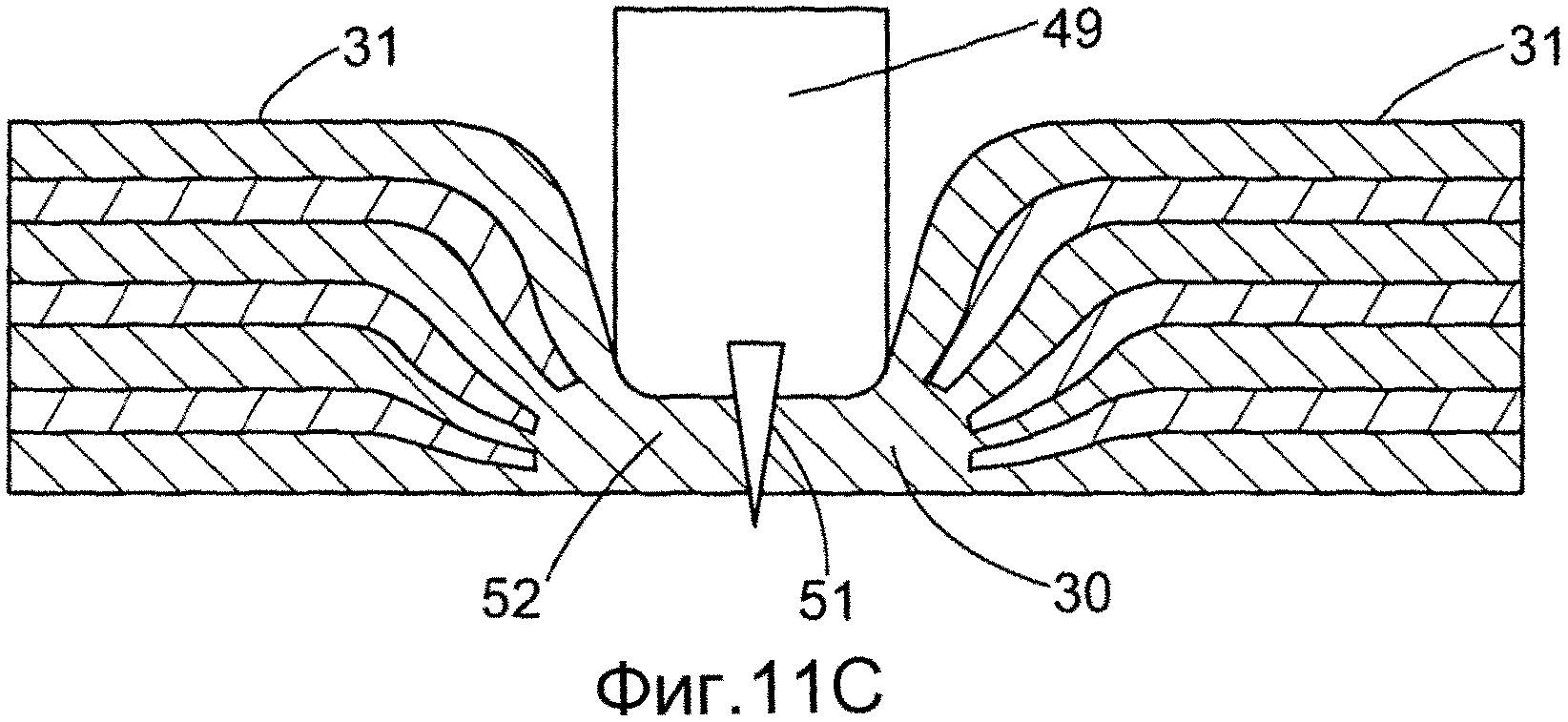
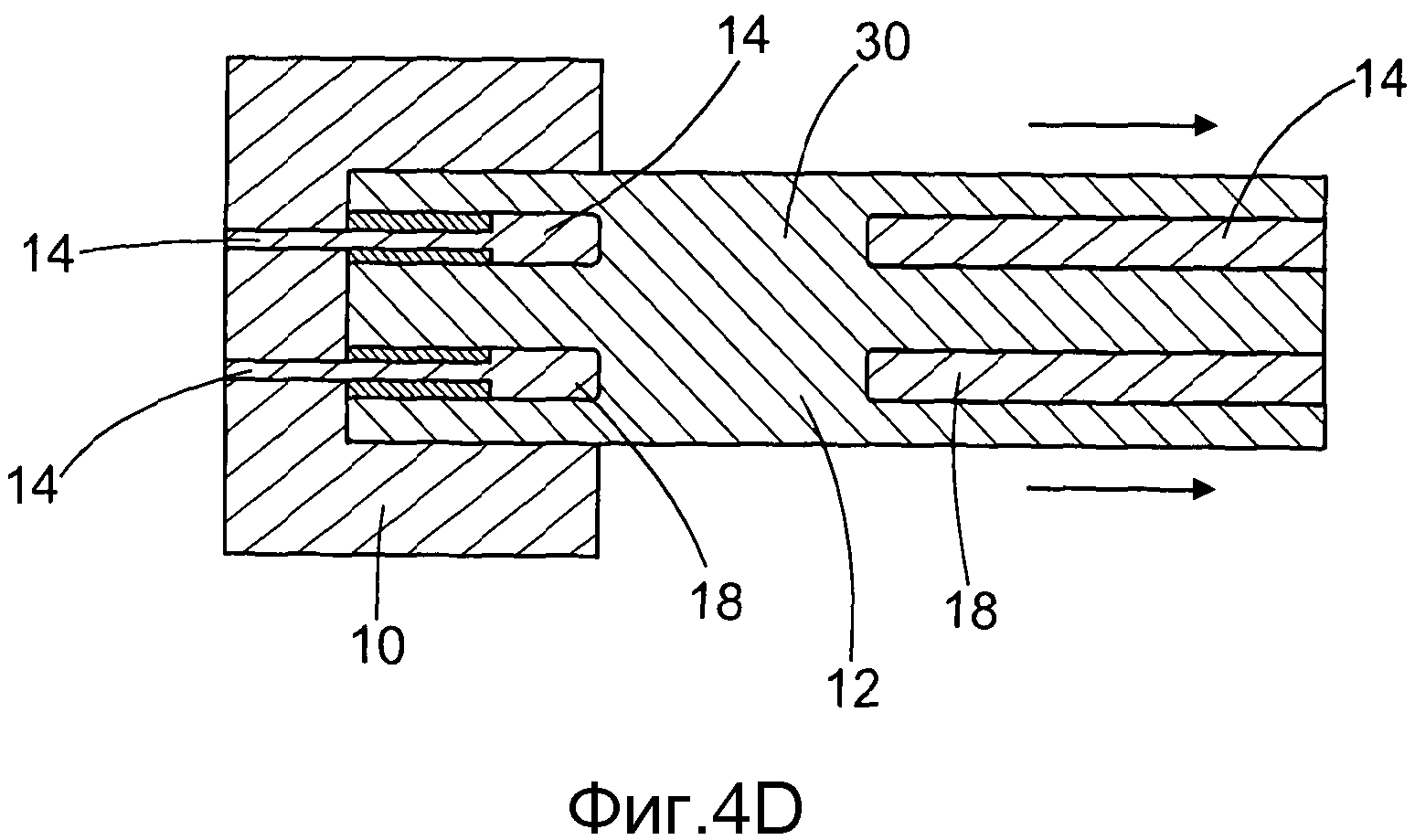
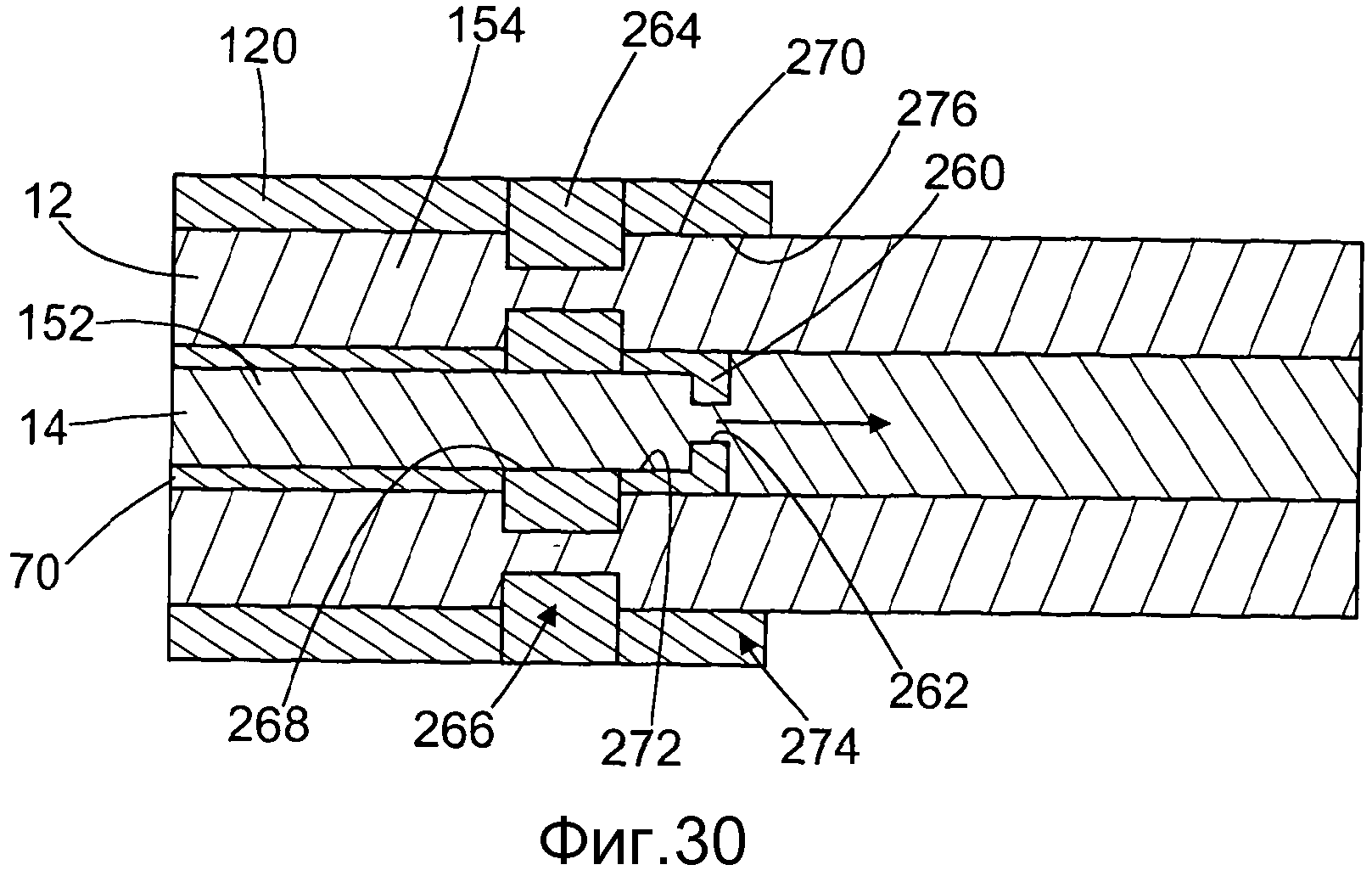
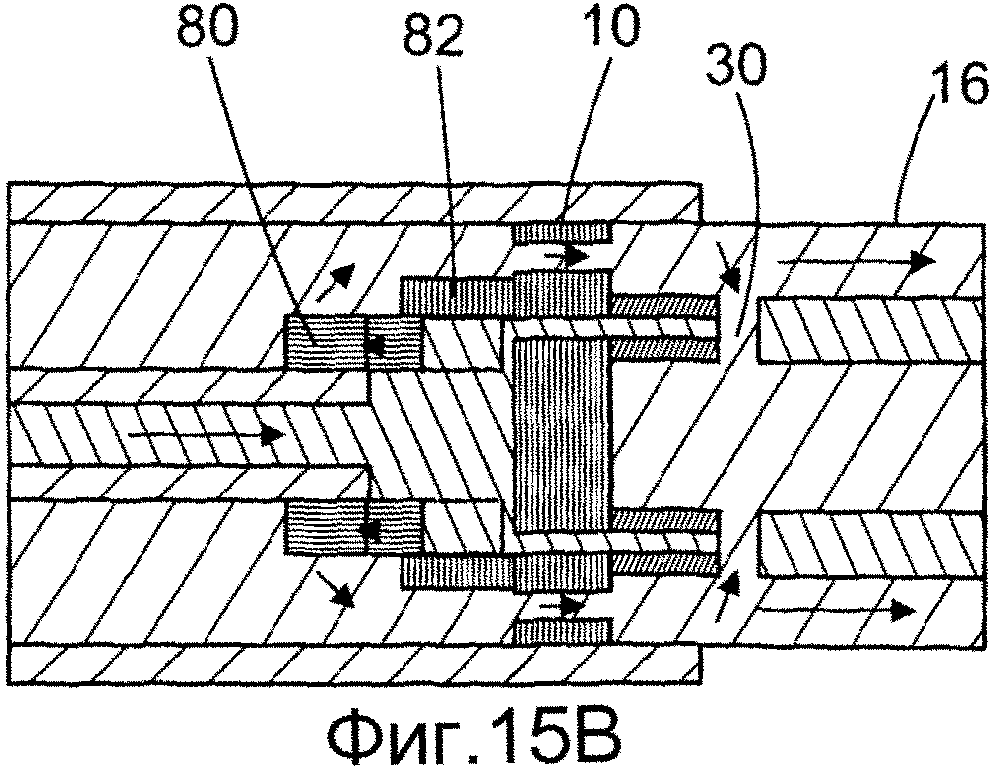
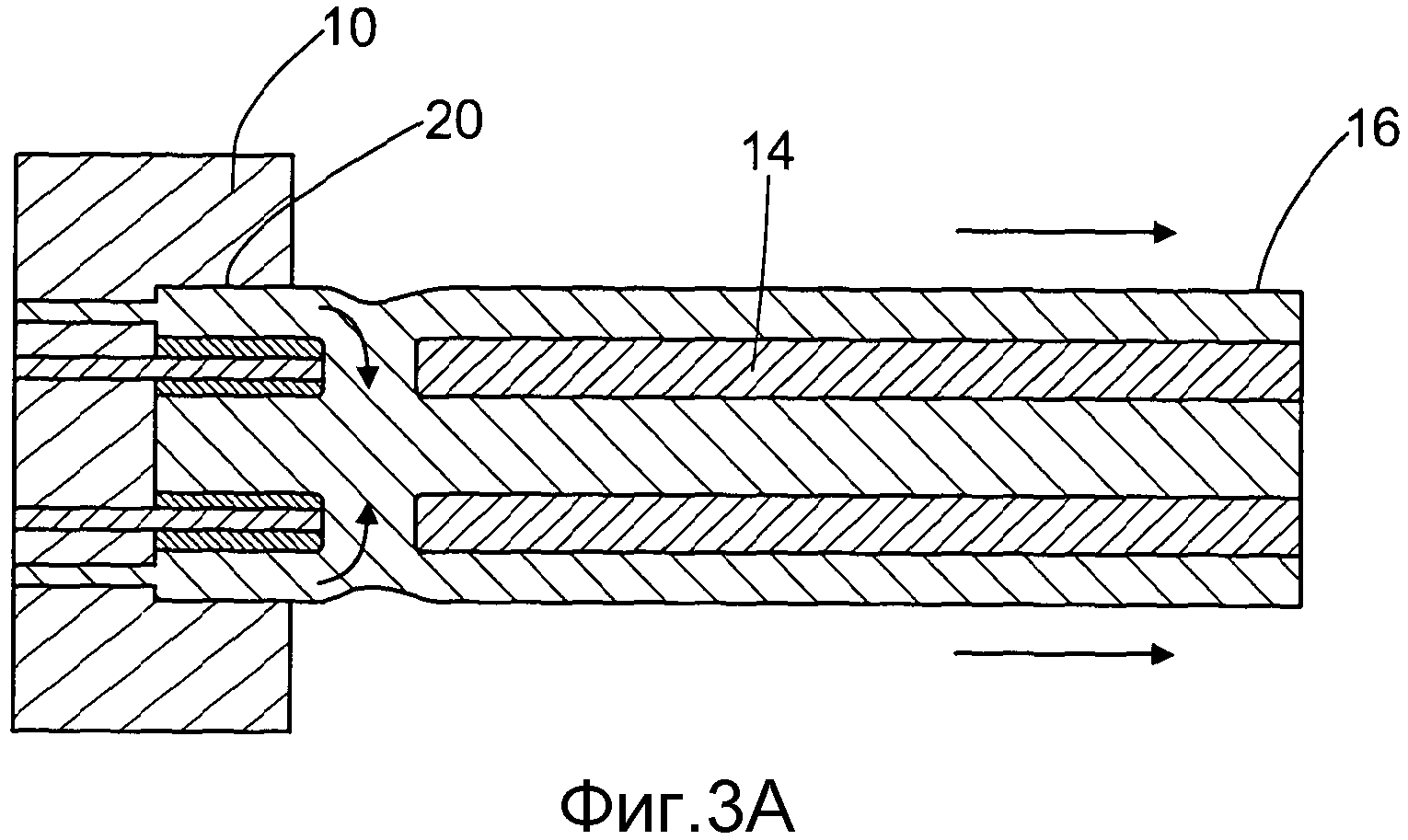
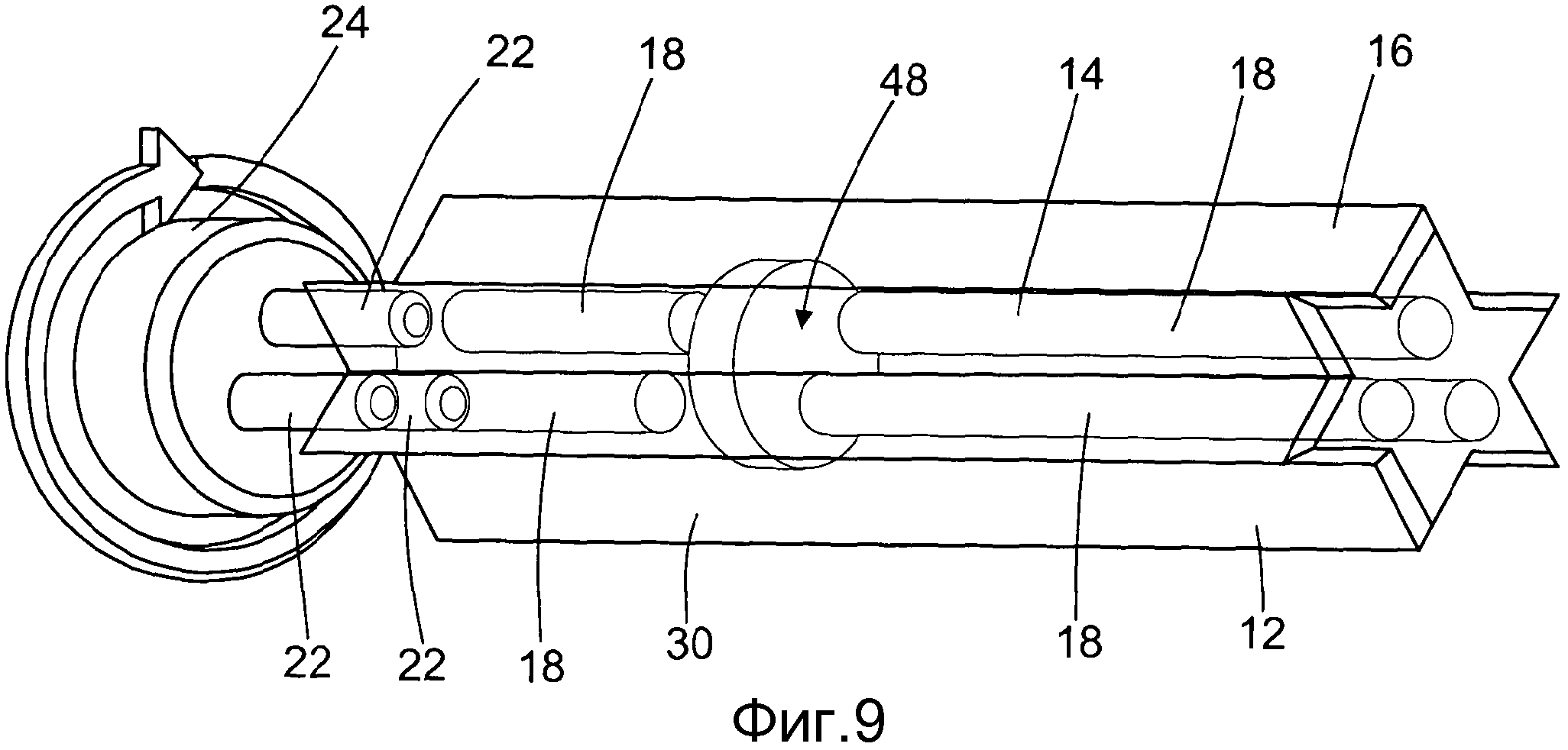
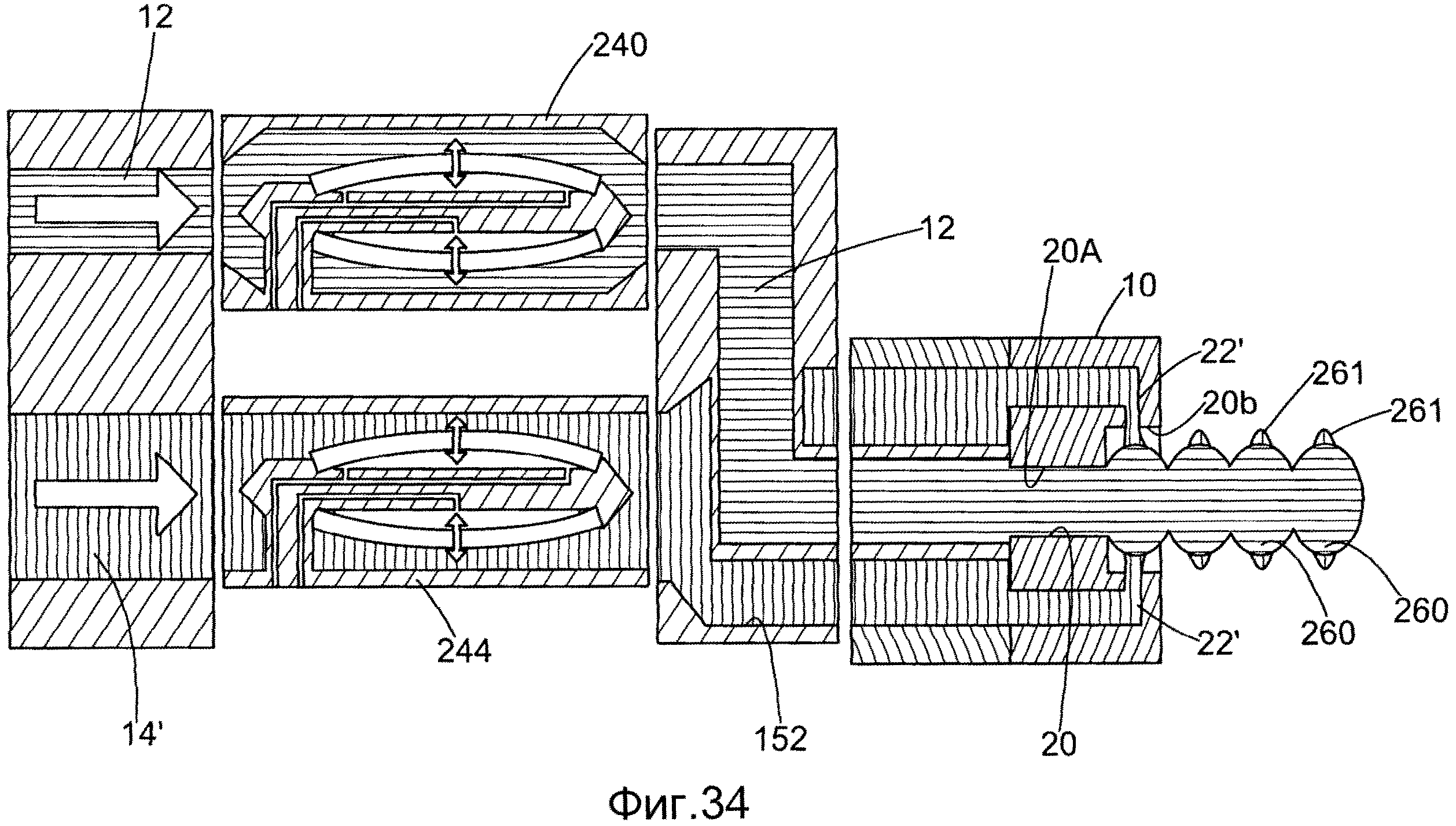
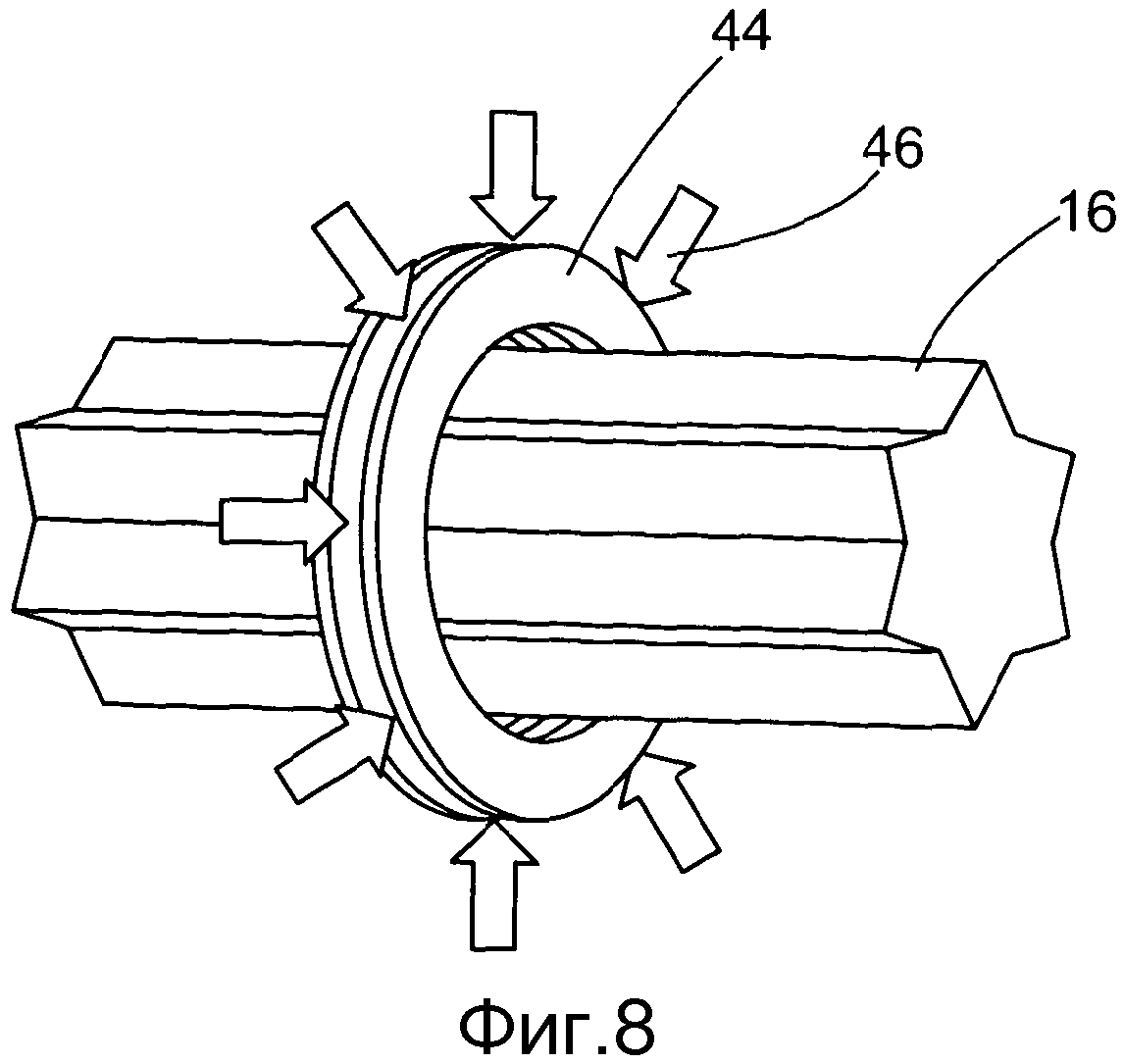
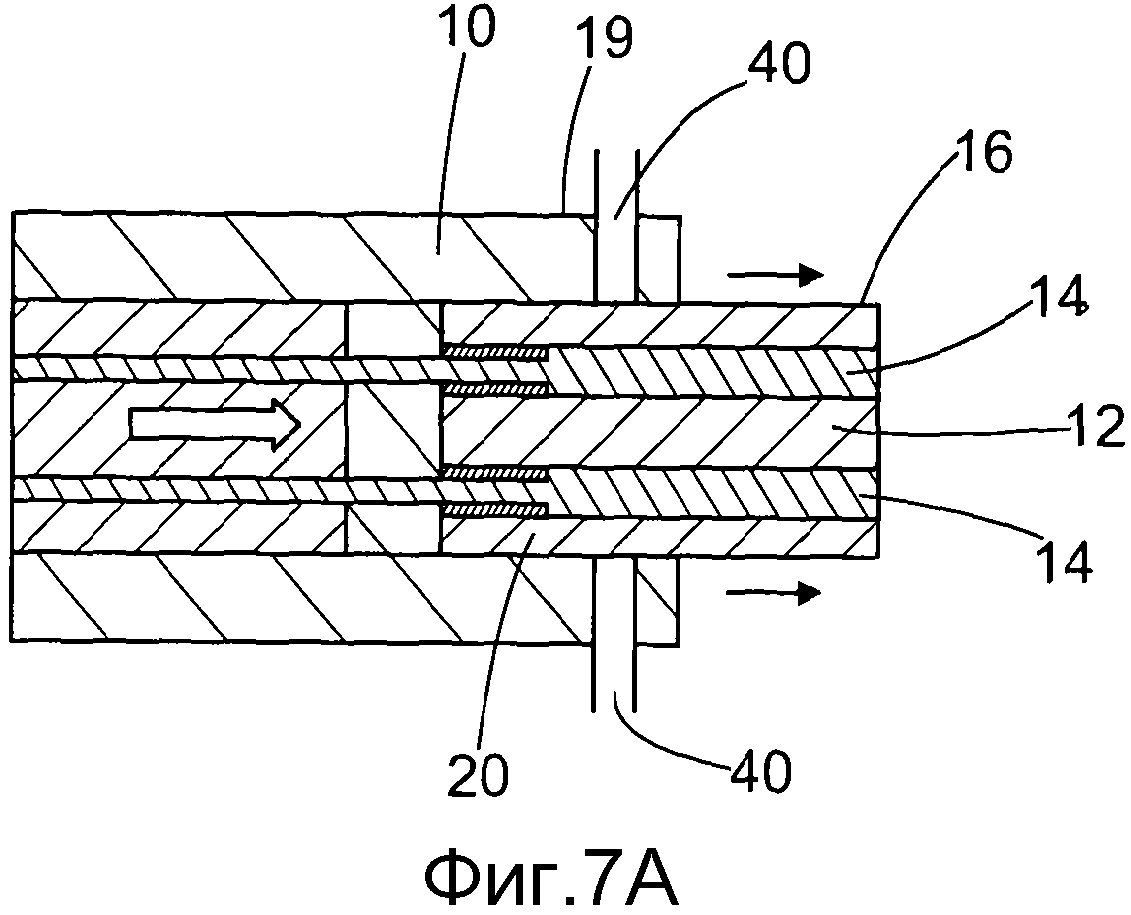
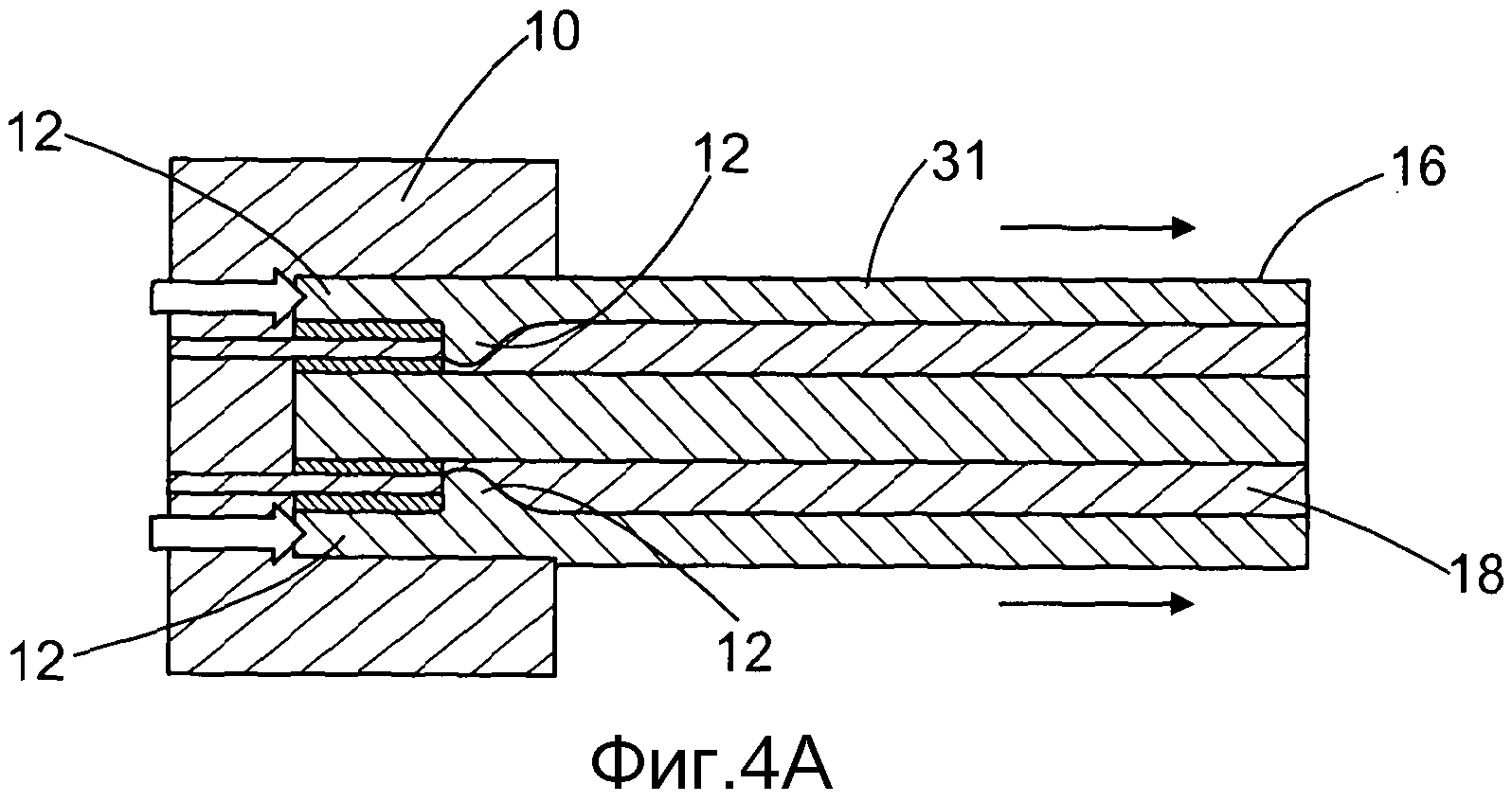
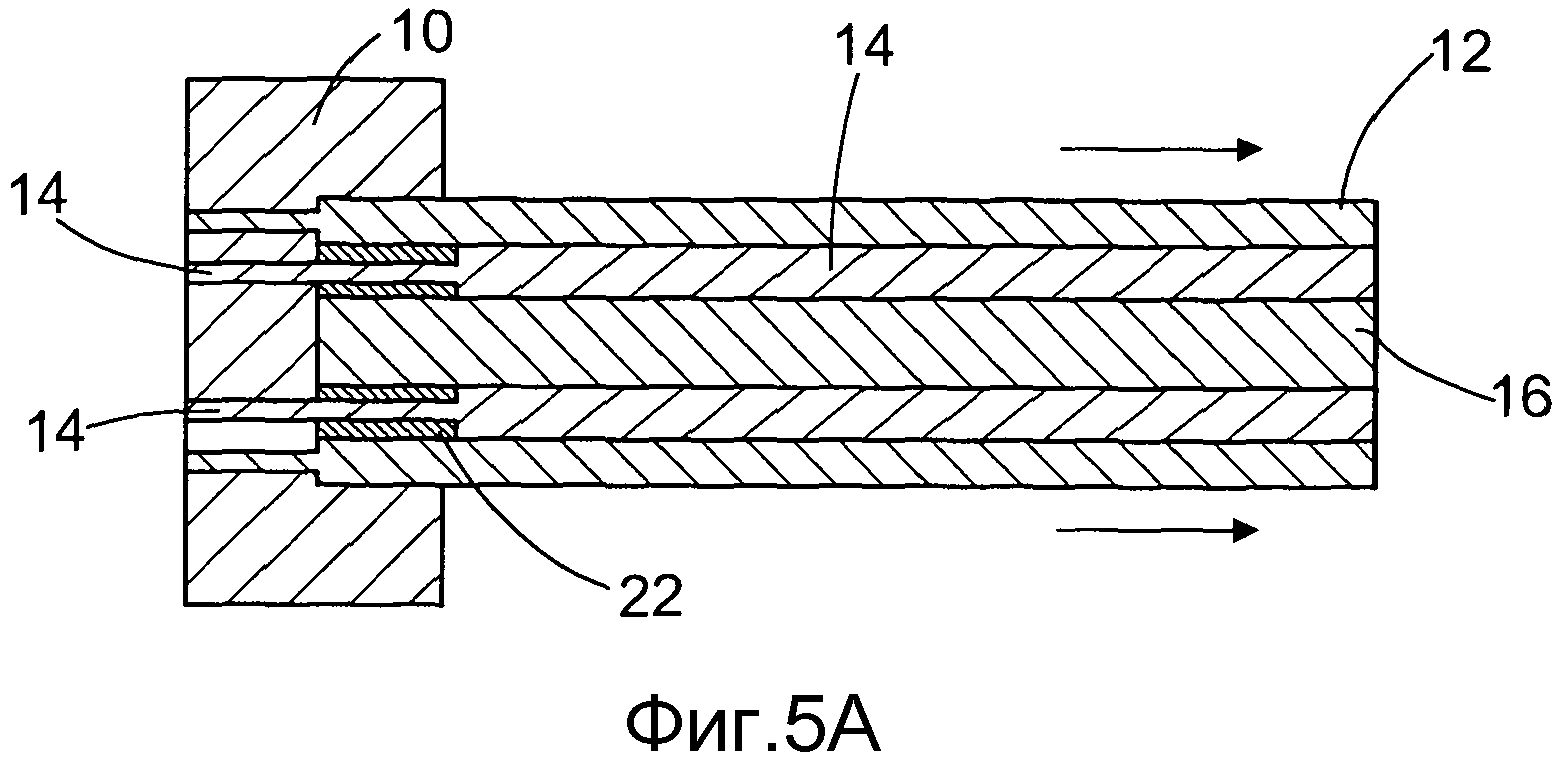
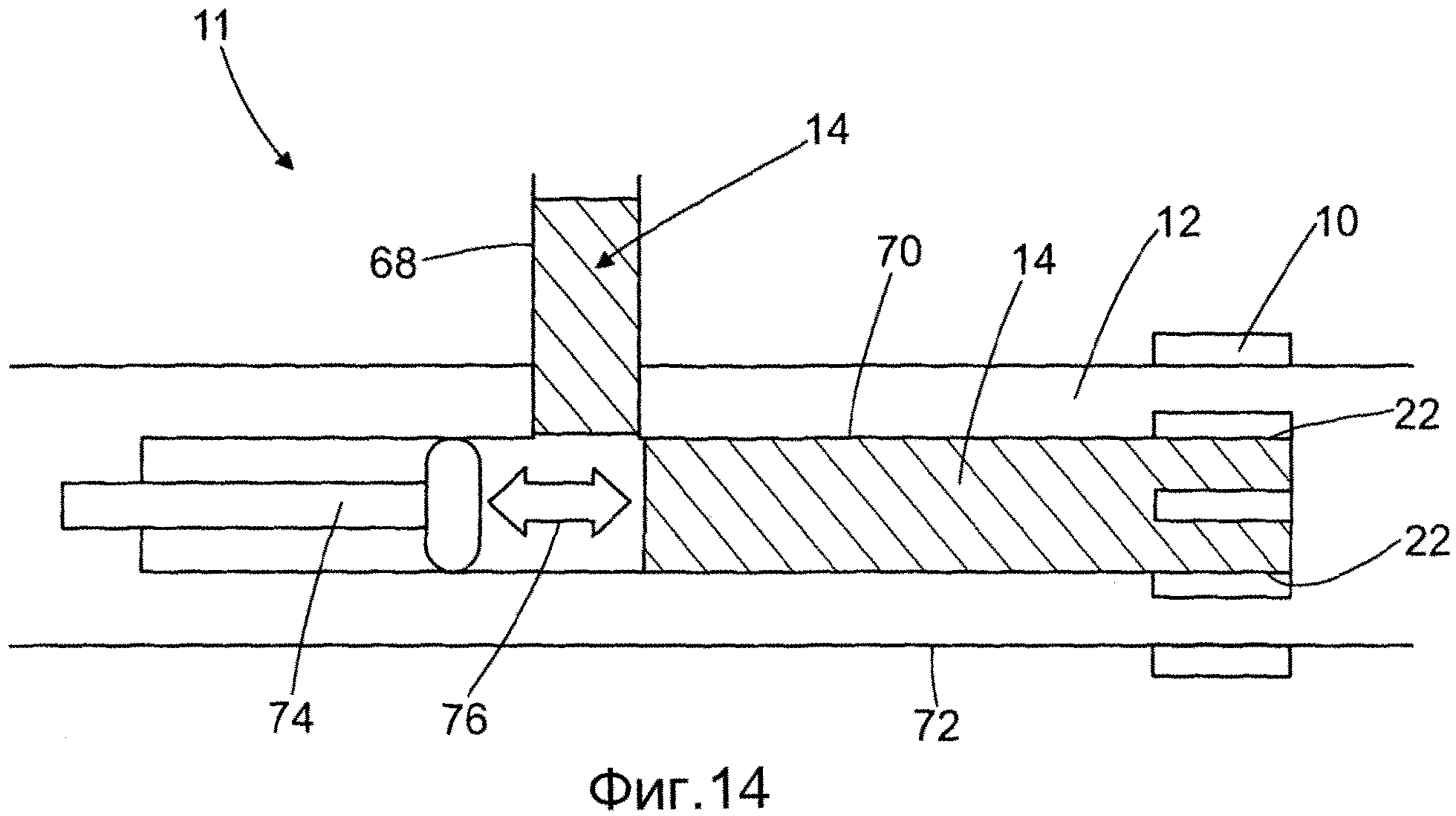
Упаковочный контейнер, способ его формирования и заготовка
Кондитерский продукт и способ его производства
Жевательная резинка и способы ее производства
Кондитерский продукт и способ его изготовления
Кондитерские изделия и способы их производства
Упаковка
Кондитерский продукт и способы его получения
Шоколадная композиция
Лист для размещения изделий
Кондитерские изделия и способы их получения
Упаковочный контейнер, способ его формирования и заготовка
Кондитерский продукт и способ его производства
Жевательная резинка и способы ее производства
Кондитерский продукт и способ его изготовления
Кондитерские изделия и способы их производства
Упаковка
Кондитерский продукт и способы его получения
Шоколадная композиция
Лист для размещения изделий
Кондитерские изделия и способы их получения

