Результат интеллектуальной деятельности: СПОСОБ ПОДГОТОВКИ КАЛИБРОВАННОГО ПРОКАТА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТИЗНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ
Вид РИД
Изобретение
Изобретение относится к области термомеханической обработки сортового горячекатаного проката из конструкционных сталей перлитного класса и может быть использовано при изготовлении из него высокопрочных крепежных изделий, удовлетворяющих требованиям по механическим свойствам изделий, изготовленных методом холодной объемной штамповки, согласно ГОСТ Р 52627-2006 «Болты, винты и шпильки. Механические свойства и методы испытаний».
Крепежные метизные изделия, соответствующие классу прочности 9.8, которые изготавливаются из легированных, углеродистых и хромистых марок сталей, подвергаются термической обработке методом объемной закалки и отпуску после окончательной высадки способом объемной холодной штамповки, что может привести к обезуглероживанию поверхности и появлению закалочных трещин на готовых изделиях, повышению себестоимости, энергоемкости и трудоемкости технологического процесса.
В качестве прототипа принят способ обработки горячекатаного проката под высадку болтов (патент на изобретение №2486260, C21D 8/06, опубл. 27.06.2013 г.).
Способ обработки горячекатаного проката включает его отжиг при температуре 770-790°С 3-4 ч, охлаждение с печью до 660-680°С, выдержку 3-4 ч, охлаждение с печью до температуры окружающей среды, первичное волочение, нагрев в соляной ванне, изотермическую обработку в течение 5 мин с последующим охлаждением на воздухе, вторичное волочение, после выдержки в печи 3-4 часа охлаждение проката производят с печью до температуры окружающей среды, первичное волочение осуществляют со степенью обжатия 12-13%, а вторичное - со степенью обжатия 7-8%, причем изотермическую обработку проводят путем патентирования при температуре 540-560°С.
Однако после выдержки в печи 3-4 часа охлаждение проката производят с печью до температуры окружающей среды, что затягивает технологический процесс отжига, первичное волочение проводится с низкими степенями обжатия (12-13%), что не способствует формированию необходимых механических характеристик в калиброванном прокате, соответствующих высокопрочному крепежу класса прочности 9.8. Изотермическую обработку калиброванного проката проводят патентированием при достаточно высоком значении температур от 540°С до 560°С. После патентирования проката второе волочение осуществляют с завышенными степенями обжатия (7-8%), что способствует завышенным нагрузкам на формообразующий инструмент при холодной объемной штамповке. Данный способ подготовки калиброванного проката может быть использован только для изготовления из него методом холодной объемной штамповки крепежных изделий класса прочности 8.8 (σв≥800 МПа) и не более.
Предлагаемым изобретением решается задача создания способа изготовления высокопрочных крепежных метизных изделий класса прочности 9.8 без их дальнейшей объемной закалки и отпуска после высадки методом холодной объемной штамповки.
Технический результат - получение прочностных и пластических характеристик калиброванного проката согласно требованиям ГОСТ 10702-78 «Сталь качественная конструкционная углеродистая и легированная для холодного выдавливания и высадки» за счет равномерной структуры пластинчатого сорбита по всему поперечному сечению и длине проката с сохранением требуемых прочностных и пластических характеристик и твердости. При этом обеспечивается сокращение времени выдержки при охлаждении с печью, используются более низкие температуры изотермической обработки патентированием и применяются низкие степени обжатия при вторичном волочении калиброванного проката. Эти операции обеспечивают отсутствие трещин на поверхности изготовленного крепежа, при этом снижается себестоимость готовых крепежных изделий.
Этот технический результат достигается тем, что в способе подготовки калиброванного проката для изготовления метизных крепежных изделий, включающем его отжиг при температуре 770-790°С 4-3 часа, охлаждение с печью до 660-680°С, выдержку в печи 3-4 часа, охлаждение до температуры окружающей среды, первичное волочение, нагрев в печи с контролируемой атмосферой, изотермическую обработку патентированием, вторичное волочение, после выдержки в печи 3-4 часа перед охлаждением на воздухе проводят дополнительное охлаждение с печью до температуры 140-150°С, выдерживают с печью 1-2 часа, первичное волочение осуществляют со степенью обжатия 7-19%, вторичное - со степенью обжатия 4-5%, а изотермическую обработку патентированием ведут при температуре 440-460°С.
Отжиг позволяет перевести структуру горячекатаного проката «перлит + феррит» в структуру «зернистый перлит», которая требуется для первичного волочения проката со степенью обжатия 17-19%. Охлаждение с печью до 140-150°С, выдержка с печью 1-2 часа и далее на воздухе до температуры окружающей среды обеспечивает образование равномерной по поперечному сечению и длине проката структуры «зернистый перлит», исключает образование поверхностных упрочнений и сокращает время отжига проката.
Первичное волочение, с учетом степени обжатия горячекатаного проката, позволяет получать требуемые механические характеристики калиброванного проката и равномерный промежуточный геометрический размер (диаметр) по сечению проката и длине мотка.
Изотермическая обработка патентированием позволяет получить микроструктуру, представляющую собой равномерно распределенный по поперечному сечению и по всей длине мотка проката пластинчатый сорбит. На данной технологической операции обеспечиваются механические характеристики, которые требуются калиброванному прокату для вторичного волочения.
Вторичное волочение обеспечивает получение окончательного геометрического размера по диаметру проката под дальнейшую холодную объемную штамповку крепежных метизных изделий при требуемых пластических и прочностных характеристиках и твердости. Режимы обоснованы экспериментально.
Способ осуществляют следующим образом.
Проводят отжиг горячекатаного проката при температуре 770-790°С в течение 3-4 ч, охлаждают с печью до 660-680°С, выдерживают с печью в течение 3-4 ч, охлаждают с печью до 140-150°С, выдерживают с печью 1-2 часа и далее на воздухе до температуры окружающей среды; затем проводят первичное волочение на однократном волочильном стане со степенями обжатия 17-19%, а после волочения проводят изотермическую обработку патентированием: температура аустенизации 880°С (нагрев в трубчатой печи с контролируемой атмосферой в течение 4,0 мин (240 сек), выдержке в ванне со свинцом, нагретым до температуры 450°С в течение 4,8 мин (288 сек), далее охлаждение на воздухе. Затем на однократном волочильном стане проводят вторичное волочение со степенью обжатия 4-5%. После этого калиброванный прокат готов для высадки метизных изделий методом холодной объемной штамповки.
Пример осуществления способа
Обрабатывали горячекатаный прокат - конструкционную сталь перлитного класса марки 38ХА под последующее изготовление крепежных метизных изделий класса прочности 9.8 (ГОСТ Р 52627-2006) с диаметром резьбы М8, М10 и М12 без последующей объемной закалки и отпуска. Химический состав стали соответствовал ГОСТ 10702-78.
Отжиг одного мотка горячекатаного проката проводили нагревом при температуре 780°С в течение 3,0 ч, охлаждали с печью до температуры 670°С, выдерживали с печью 3,5 ч, охлаждали с печью до 140-150°С, выдерживали с печью 1,5 часа и далее охлаждали на воздухе до температуры окружающей среды. Затем осуществляли первичное волочение на однократном волочильном стане со степенью обжатия 18%. Далее нагревали прокат в нитку в трубчатой печи с контролируемой атмосферой при температуре 880°С в течение 4,0 мин (240 сек). Изотермическую обработку (выдержку) проката осуществляли патентированием в ванне со свинцом, нагретым до температуры 450°С, в течение 4,8 мин (288 сек), затем охлаждали на воздухе. После изотермической обработки патентированием проводили вторичное волочение на однократном волочильном стане со степенью обжатия 4%.
В других примерах меняли температуру отжига горячекатаного проката (760, 770, 790 и 800°С) при средних значениях степеней обжатия, выдержки с печью, времени нагрева в трубчатой печи с контролируемой атмосферой и режима изотермической обработки патентированием. Оптимальной была принята температура отжига в печи 770-790°С.
При уменьшении температуры отжига (760°С) структура «перлит + феррит» полностью не переходит в структуру «зернистый перлит». При увеличении температуры отжига (800°С) происходит увеличение размеров зерен, а это приводит к снижению прочностных и увеличению пластических характеристик.
Охлаждение с печью до температуры 660-680°С выбрано с учетом того, что при температуре менее 660°С окончательно формируется микроструктура «зернистый перлит», а при температуре более 690°С ее положение неустойчиво.
Выдержка при отжиге проката 3-4 ч достаточна, т.к. при выдержке менее 3 часов садка металла прогревается неравномерно и структурные превращения не успевают произойти равномерно по всему объему садки металла, в результате чего в прокате получаются неравномерные механические свойства. Выдержка проката в печи более 4 час энергозатратна и затягивает технологический процесс.
Охлаждение с печью до 140-150°С, выдержка с печью 1-2 часа и далее охлаждение на воздухе до температуры окружающей среды достаточны, т.к. гарантируют образование равномерной по поперечному сечению и длине проката структуры «зернистый перлит», позволяют избежать упрочнений на поверхности проката и ускорить технологический процесс отжига.
Меняли степень обжатия проката при первичном волочении (15, 16, 17, 18, 19, 20, 21%) при средних значениях температуры отжига, выдержки, охлаждения с печью, время нагрева в трубчатой печи с контролируемой атмосферой, изотермического режима патентирования, степени обжатия при окончательном волочении. Оптимальной была принята степень обжатия проката от 17 до 19%.
При уменьшении степени обжатия есть вероятность появления овальности поперечного размера (диаметра) на калиброванном прокате, выявляется неравномерность механических свойств по поперечному сечению и длине проката, что может сказаться на геометрических и механических характеристиках готовых изделий.
При увеличении степени обжатия повышаются прочностные и снижаются пластические характеристики, это приведет к увеличению нагрузки на волочильный инструмент стана.
Меняли время нагрева проката в трубчатой печи с контролируемой атмосферой при температуре аустенизации 880°С (2,0 мин (120 сек); 4,5 мин (270 сек); 6,0 мин (360 сек)) при средних значениях степеней обжатия, выдержки с печью, охлаждения с печью и изотермического режима патентирования. Оптимальным временем нагрева в трубчатой печи с контролируемой атмосферой было принято время нагрева 4,8 мин (288 сек).
При уменьшении времени нагрева 2,0 мин (120 сек) в структуре калиброванного проката не обеспечивалась гомонизация аустенита.
При увеличении времени нагрева 6,0 мин (360 сек) снижались прочностные и повышались пластические характеристики, и на поверхности проката появлялся частично обезуглероженный слой.
Меняли температуру при изотермической обработке патентированием (400°С и 500°С) при средних значениях температуры отжига, выдержки и охлаждения с печью, степени обжатия при первичном волочении, времени нагрева в трубчатой печи с контролируемой атмосферой, степени обжатия при вторичном волочении. Оптимальной температурой была принята температура изотермической обработки патентированием 450°С.
При уменьшении температуры изотермической обработки патентированием (400°С) в течение 4,8 мин (288 сек) в прокате образуется микроструктура с завышенными прочностными характеристиками, которые могут использоваться только для крепежа класса прочности 10.9 (σв≥1000 МПа). Это способствует завышенным нагрузкам на формообразующий инструмент во время процесса холодной объемной штамповки при изготовлении крепежа класса прочности 9.8.
При увеличении температуры изотермической обработки патентированием (500°С) получили структуру «пластинчатого сорбита» с 5% включением мартенсита. Такая структура проката не используется для холодной объемной штамповки метизных изделий.
Меняли степень обжатия проката при вторичном волочении (2, 3, 4, 5, 6, 7%) при средних значениях температуры отжига, выдержки и охлаждения с печью, времени нагрева в трубчатой печи с контролируемой атмосферой, режима изотермической обработки патентированием, степени обжатия при первичном волочении. Оптимальной была принята степень обжатия проката от 4 до 5%.
При уменьшении степени обжатия (2, 3%) получили прочностные характеристики на нижнем требуемом пределе. Кроме того, в процессе волочения наблюдается повышенный интенсивный износ отверстия волока. При увеличении степени обжатия (6,7%) увеличиваются прочностные характеристики, а пластические характеристики проката при этом снижаются.
Повторяли эксперименты на горячекатаном прокате стали марки 40Х с химическим составом по ГОСТ 10702-78. Получили аналогичные результаты.
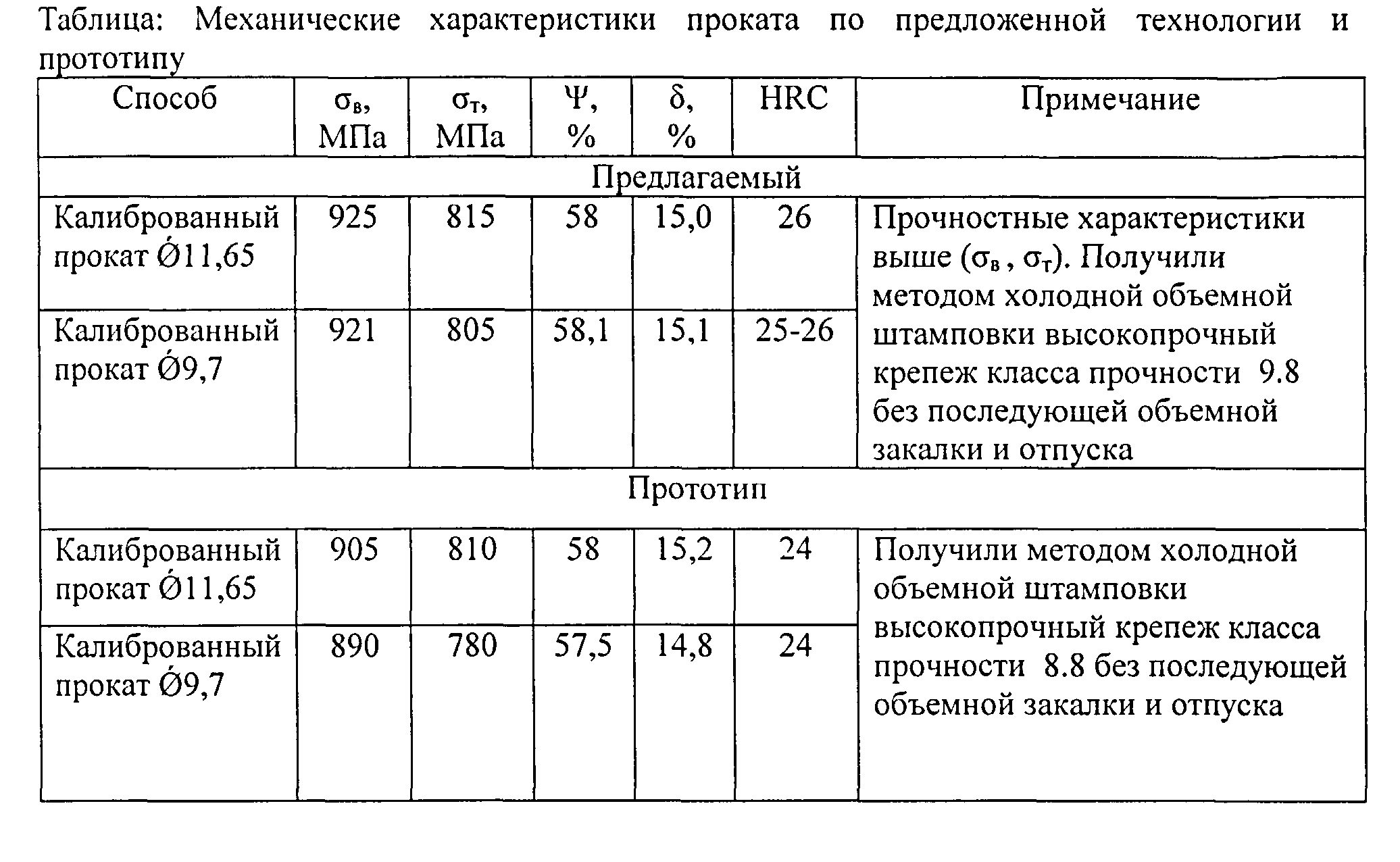
Травление образцов проводили в 4% растворе азотной кислоты в этиловом спирте. Твердость образцов проката определяли на приборе Роквелла по шкале С на параллельно шлифованных лысках; механические характеристики - на разрывной машине ЦДМ-100, шкала 20 кг; микроструктуру - на поперечных микрошлифах с использованием микроскопа «Неофот-21» при увеличении х500. Результаты приведены в таблице.
Проведенный анализ аналогов показал, что предлагаемое решение соответствует критерию «новизна», полученный технический результат, достигаемый. совокупностью существенных признаков, свидетельствует о соответствии критерию «изобретательский уровень», а проведенные испытания в производственных условиях подтверждают промышленную применимость (см. таблицу).
Способ обработки горячекатаного проката
Способ контроля за процессом обводнения газовой скважины
Способ получения хлоридов 2,3-дигидро [1,3] теллуразоло [3,2-α] пиримидиния
Электролит для анодирования алюминия и его сплавов перед нанесением медных гальванопокрытий
Способ изготовления горячекатаного проката под холодную объемную штамповку крепежных изделий
Охладитель расплава жидкометаллического теплоносителя
Способ обнаружения широкополосных параметрических рассеивателей
Способ получения цетаноповышающих присадок к дизельному топливу
Способ изготовления отливок по выплавляемым моделям
Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям
Способ обработки горячекатаного проката
Способ контроля за процессом обводнения газовой скважины
Способ получения хлоридов 2,3-дигидро [1,3] теллуразоло [3,2-α] пиримидиния
Электролит для анодирования алюминия и его сплавов перед нанесением медных гальванопокрытий
Способ изготовления горячекатаного проката под холодную объемную штамповку крепежных изделий
Охладитель расплава жидкометаллического теплоносителя
Способ обнаружения широкополосных параметрических рассеивателей
Способ получения цетаноповышающих присадок к дизельному топливу
Способ изготовления отливок по выплавляемым моделям
Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям

