Результат интеллектуальной деятельности: ЭЛЕКТРОЛИТ ДЛЯ АНОДИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ ПЕРЕД НАНЕСЕНИЕМ МЕДНЫХ ГАЛЬВАНОПОКРЫТИЙ
Вид РИД
Изобретение
Изобретение относится к электрохимическому способу нанесения покрытий на изделия из алюминия и его сплавов.
Алюминиевые сплавы являются основным конструкционным материалом в авиации, автомобилестроении, электротехнической промышленности. Сейчас наблюдается тенденция к расширению области применения их в других отраслях промышленности. Этому способствует нанесение на алюминиевые изделия различных гальванических покрытий, которые увеличивают их сопротивление коррозии и механическому износу, повышают поверхностную электропроводность, улучшают паяемость, проявляют декоративные свойства. Но нанесение гальванических покрытий на изделия из данного металла связано с рядом специфических трудностей, например наличием на их поверхности естественной оксидной пленки, препятствующей прочному сцеплению покрытия с основой. Кроме того, высокое электроотрицательное значение потенциала алюминия приводит к контактному вытеснению ионов покрываемого металла до начала прохождения электрического тока через раствор электролита, что тоже нарушает сцепление между покрытием и основой. Преодоление этих трудностей достигается специальными методами подготовки поверхности покрываемых изделий (цинкатная обработка, анодирование, химическое оксидирование).
Применяемая в современном гальваническом производстве обработка в цинкатных растворах имеет ряд недостатков: процесс не является достаточно стабильным и приводит к определенному проценту недоброкачественных покрытий, сцепление при этом способе не является достаточно высоким, гальванические покрытия следует использовать только в легких и средних условиях эксплуатации [1]. Химическое оксидирование - простой и дешевый способ обработки алюминия, который применяется для получения грунта под лакокрасочные покрытия. Пленки, полученные при химическом оксидировании, значительно уступают по защитным и механическим свойствам оксидным пленкам, полученным электрохимическим методом. Поэтому химическое оксидирование алюминия имеет ограниченное применение. К тому же эти электролиты имеют ограниченный ресурс [2].
Анодирование дает возможность получить более надежное сцепление гальванических покрытий с алюминиевой основой по сравнению с другими методами [3]. Полученные в процессе анодирования пленки имеют высокую твердость. Поэтому анодирование во много раз повышает сопротивляемость алюминиевых изделий механическим воздействиям (истиранию, царапанию и т.д.).
Известно, что анодирование алюминия и его сплавов перед нанесением гальванопокрытий проводят в растворе ортофосфорной кислоты, что дает положительные результаты в широком диапазоне концентраций. Однако существенным недостатком этого процесса является его большая чувствительность к малейшим изменениям в составе обрабатываемых сплавов. При анодировании в ортофосфорной кислоте встречается тем больше затруднений, чем чище алюминий. Анодирование в ортофосфорной кислоте не дает должного эффекта при гальваническом покрытии литейных сплавов [4].
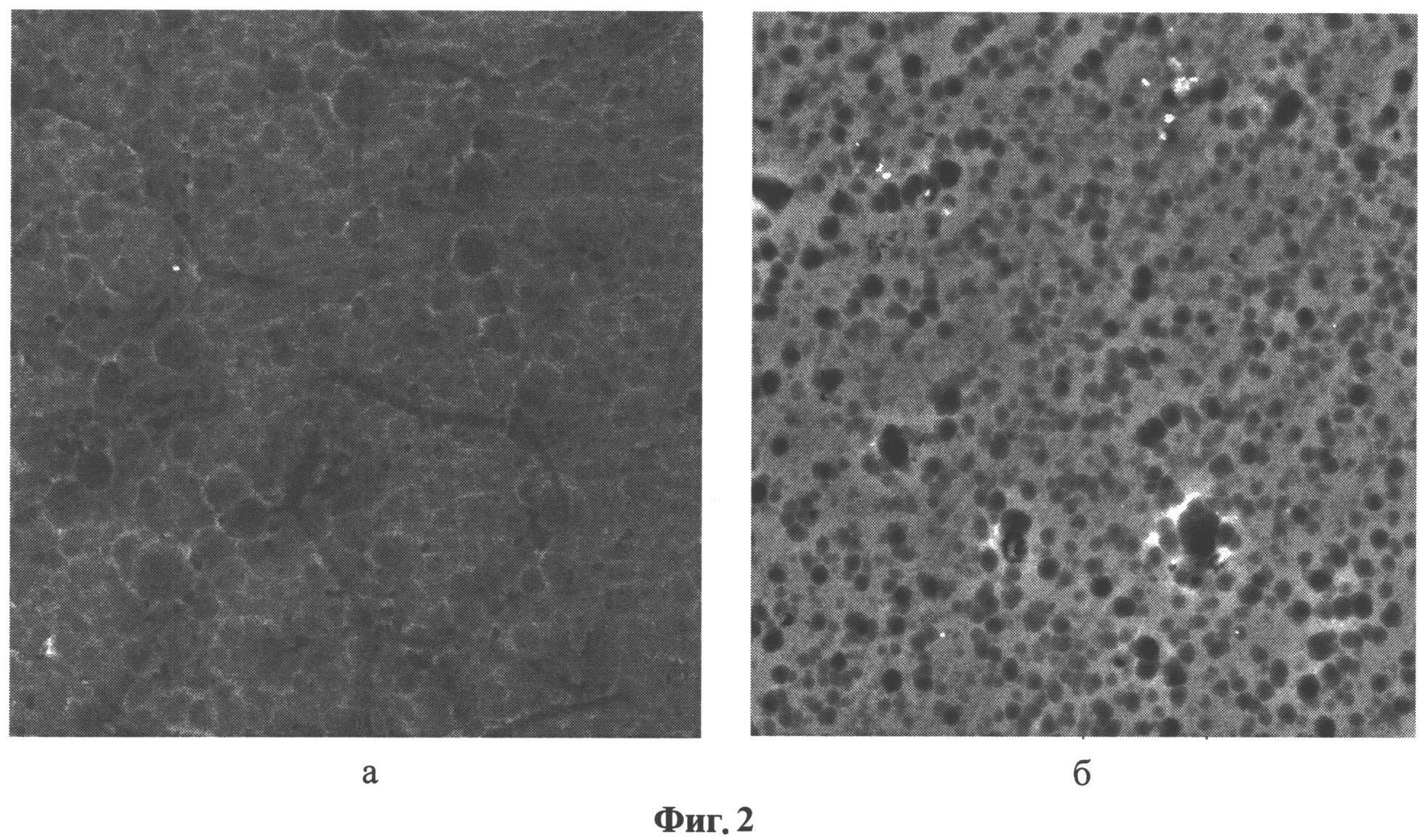
Универсальным для анодирования алюминия и его сплавов в этом отношении является электролит, содержащий 15% (об.) H2SO4 и 15% (об.) H3PO4 [5]. Авторами показано, что пленка, полученная при анодировании в смеси кислот (фиг.2а), получается достаточно плотная (пористость составляет всего 7,3%). Это приводит при меднении при высоких плотностях тока (1-2 А/дм2) к непрокрытию поверхности сплава. В этом случае для нанесения качественного гальванического покрытия необходимо снижать катодную плотность тока (до 0,5-0,8 А/дм2), что в значительной мере увеличивает время технологического процесса нанесения гальванопокрытия.
Известен способ [6] нанесения медного гальванического покрытия на деталь из алюминия и его сплавов, анодированную в растворе, содержащем смесь кислот (серную и ортофосфорную), с последующем нанесением подслоя меди из раствора следующего состава:
|
при катодной плотности тока jk - 1÷2 А/дм2 в течение 2÷3 мин и комнатной температуре.
Затем после промывки медное покрытие наращивается до необходимой толщины из стандартного сернокислого электролита:
|
при катодной плотности тока jk - 1÷2 А/дм2 в течение 2÷3мин и комнатной температуре.
Но при этом способе получения качественного гальванопокрытия необходимы дополнительные материальные (нанесение подслоя и расход воды на промывки) и энергетические затраты. Эти недостатки устраняются предлагаемым решением.
Поставлена задача - повышение технологичности способа.
Технический результат - снижение энергетических и материальных затрат, снижение времени технологического процесса при высоком качестве покрытия.
Технический результат достигается тем, что в электролит анодирования, содержащий ортофосфорную и серную кислоты, дополнительно вводят фторсодержащее неорганическое вещество из группы: бифторид аммония, борфтористая кислота, фторид натрия:
|
Электрокристаллизация осаждаемого металла покрытия начинается, прежде всего, в порах оксидной пленки, которые заполняются металлом, вследствие чего и обеспечиваются условия для прочного сцепления осадка с основой. Поэтому для нанесения гальванопокрытий с высокой степенью адгезии необходимо получить в процессе анодирования на поверхности алюминиевого сплава более пористую пленку, прочно сцепленную с основой [4]. С этой целью дополнительно в электролит анодирования были введены вещества, содержащие в своем составе F--ионы, способные повысить пористость оксидной пленки, образующейся на поверхности алюминия в процессе анодирования (фиг. 2б).
Положительное воздействие плавиковой кислоты на процесс получения пористого оксида на поверхности деталей любой формы, изготовленных из сплава титан-алюминий, было отмечено в работе [7]. Однако, учитывая высокую токсичность плавиковой кислоты и повышенный расход ее в процессе анодирования, приводящий при меднении к ухудшению качества медного покрытия, для исследований также были выбраны другие фторсодержащие неорганические вещества: фторид натрия NaF, бифторид аммония NH4HF2, борфтористо-водородная кислота HBF4. Полученные результаты представлены в табл.1.
Уменьшение энергозатрат происходит за счет снижения напряжения на ванне (примерно в 2÷4 раза), а материальных - за счет исключения ванны нанесения подслоя меди (по прототипу) и снижения расхода воды на промывки. При этом качество покрытия остается высоким, особенно для сложнопрофильных деталей. К тому же исключается возможность непрокрытия в труднодоступных местах.
Способ осуществляют следующим образом. Покрытию подвергали сложнопрофилированные детали, изготовленные из алюминиевых сплавов следующих марок АМц, АД0, АД1, АД31, АК4, АК9ч, АЛ2. Эскиз этих деталей представлен на фиг.1. Предварительно детали обезжиривали, осветляли в растворе HNO3:HF=3:1. Далее деталь анодируют в растворе 15% H2SO4 + 15% H3PO4 + фторсодержащее неорганическое вещество при растворе 15% H2SO4 + 15% H3PO4 + фторсодержащее неорганическое вещество при комнатной температуре и анодной плотности тока 2 А/дм2. После анодирования и тщательной промывки на деталь наносилось медное покрытие из стандартного сернокислого электролита. Толщина медного покрытия составляет 9 мкм.
После покрытия детали нагревались в вакуумной печи при температуре 200-230°C в течение 1 часа (стандартный прием). Прочность сцепления покрытия с основой определялась по методу сеток, методом кварцевания медными щетками и по контролю отслоений гальванопокрытий после отжига. Опытные образцы прошли все испытания. Отслоения покрытий не наблюдалось.
Примеры
Пример 1. Деталь из сплава марки АД1 анодно оксидировалась в электролите 15% H2SO4 + 15% H3PO4, вода - остальное (по прототипу) при комнатной температуре и плотности тока 2 А/дм2 в течение 5-6 минут. Напряжение на ванне при этом составило 19-21 В. Далее наносилось медное покрытие из стандартного сернокислого электролита следующего состава:
|
при катодной плотности тока 14-2 А/дм2. При визуальном осмотре покрытия наблюдались непрокрытия по всей поверхности деталей.
Пример 2. Деталь из сплава марки АД1 анодно оксидировалась в электролите 15% H2SO4 + 15% H3PO4 + 4÷6 г/л бифторида аммония, вода - остальное при комнатной температуре и плотности тока 2 А/дм2 в течение 5-6 минут. Напряжение на ванне при этом составило 6÷9 В. Далее наносилось медное покрытие из стандартного сернокислого электролита следующего состава:
|
при катодной плотности тока 1÷2 А/дм2. При визуальном осмотре поверхность детали покрыта полностью. Покрытие получилось мелкокристаллическим, полублестящим, беспористым.
При снижении концентрации бифторида аммония в электролите анодирования до 1-2 г/л высокое качество покрытия сохраняется. Однако при этом наблюдается значительное повышение напряжения на ванне анодирования до 11-12 В. Увеличение концентрации указанной добавки до 10-15 г/л приводит к снижению напряжения на ванне до 1-3 В. При этом качество медного покрытия остается прежним. Дальнейшее повышение концентрации добавки к существенному снижению напряжения не приводит.
Аналогично примеру 2 испытывались в качестве добавок в электролит анодирования борфтористо-водородная кислота и фторид натрия. Результаты испытаний представлены в табл.2. Из табл.2 видно, что наиболее оптимальной добавкой является бифторид аммония. Активирующая обработка в смеси кислот с добавкой бифторида аммония позволяет наносить медное покрытие на любые алюминиевые сплавы типа деформируемых сплавов АМц, АД0, АД1, АД31, АК4, силумина АК9ч, а также и литейного сплава АЛ2. Применение предложенного электролита анодирования позволяет в значительной мере снизить материальные, энергетические и временные затраты.
На фиг.1 приведен эскиз используемых алюминиевых деталей для нанесения гальванопокрытий.
На фиг.2а - структура оксидной пленки, полученной при анодировании в базовом электролите.
На фиг.2б - структура оксидной пленки, полученной при анодировании в базовом электролите с добавкой бифторида аммония.
Источники информации
1. Мамаев В.И. О причинах брака матового никелевого покрытия на алюминии // Гальванотехника и обработка поверхности. - 2012. - №3. - С.22-25.
2. Денкер И.И., Кулешова И.Д. Защита алюминия и его сплавов лакокрасочными покрытиями. 2-е изд., перераб. и доп.М.: Химия. - 1985. - С.23-27.
3. Худяков В.Л. Опыт применения анодных окисных пленок при хромировании алюминия // В кн.: Анодная защита металлов: Докл. 1-й межвуз. конф. / под ред. Богоявленского А.Ф. М.: Машиностроение, 1964. - С.292-309.
4. Лайнер В.И. Гальванические покрытия легких сплавов. М.: Металлургиздат, 1959 г. - С.21.
5. Девяткина Т.И., Большакова О.А., Рогожин В.В., Михаленко М.Г. Нанесение медного гальванического покрытия на детали из алюминия и его сплавов // Сборник материалов XI Международной молодежной научно-технической конференции "Будущее технической науки". 2012. - С.297.
6. Девяткина Т.И., Рогожин В.В., Большакова О.А., Думитраш О.В., Михаленко М.Г. Способ нанесения медного гальванического покрытия на детали из алюминия и его сплавов // Патент РФ №2471020, C25D 5/44, C25D 11/20, опубл. 27.12.2012.
7. Кокатев А.Н., Ханина Е.Я., Чупахина Е.А., Яковлев А.Н., Яковлева Н.М. Способ формирования пористого оксида на сплаве титан-алюминий // Заявка №2011114311/02. Заявлено 12.04.2011; опубл. 20.10.2012.
|
|
Гальванопластический способ изготовления сложно-рельефных элементов антенно-фидерных устройств
Способ контроля за процессом обводнения газовой скважины
Способ получения хлоридов 2,3-дигидро [1,3] теллуразоло [3,2-α] пиримидиния
Способ изготовления горячекатаного проката под холодную объемную штамповку крепежных изделий
Охладитель расплава жидкометаллического теплоносителя
Способ обнаружения широкополосных параметрических рассеивателей
Способ получения цетаноповышающих присадок к дизельному топливу
Способ изготовления отливок по выплавляемым моделям
Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям
Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям
Гальванопластический способ изготовления сложно-рельефных элементов антенно-фидерных устройств
Способ контроля за процессом обводнения газовой скважины
Способ получения хлоридов 2,3-дигидро [1,3] теллуразоло [3,2-α] пиримидиния
Способ изготовления горячекатаного проката под холодную объемную штамповку крепежных изделий
Охладитель расплава жидкометаллического теплоносителя
Способ обнаружения широкополосных параметрических рассеивателей
Способ получения цетаноповышающих присадок к дизельному топливу
Способ изготовления отливок по выплавляемым моделям
Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям
Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям

