Результат интеллектуальной деятельности: ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к фильтрам из проволочных материалов для фильтрования жидкотекучих и газообразных сред и может быть также использовано для фильтрования агрессивных и радиоактивных сред, при высоких температурах (до 500°C) и давлении среды, и, в частности, для подземной фильтрации жидких и газообразных сред при добыче их из буровых скважин.
Известен проволочный фильтр, содержащий фильтрующую часть, выполненную в виде тела вращения из переплетенных между собой отрезков проволоки, навитых в виде спиралей, размещенных рядами, смещенными друг относительно друга в плоскости оси фильтра и в перпендикулярной ей плоскости, и подвергнутых взаимному обжатию рядов отрезков проволоки по толщине фильтра, при этом проволока может быть выполнена из одного или нескольких видов металлов, или из полимеров, или из углепластиков или их сочетания, в том числе отрезки проволоки могут быть выполнены разнопрочными, чередующимися по длине и диаметру, многогранными и разногранными с возможностью образования многослойной пористой структуры после их обжатия. (Патент РФ №8626 на полезную модель «Проволочный фильтр», B01D 39/10, опубл. 1998 г.).
В этом патенте фильтрующий элемент предлагается изготавливать одноосным прессованием из нерастянутой проволочной спирали, что приводит либо к плохому сцеплению слоев спиралей, либо к отсутствию такого сцепления. Это в свою очередь приводит к низкой упругой характеристике и к очень низкой удельной прочности фильтра, к их неравномерному распределению в теле фильтра, к большим и сложным его деформациям и в результате к непригодности его практического использования не только при больших перепадах давления на фильтре, но и при относительно невысоких значениях этой величины.
Известен также проволочный фильтр (патент РФ RU 2470695 C1, авторы Пятов И.С., Мухамадиев Г.Р., Тотанов А.С., Лозовой Я.С., Шевкун А.М., Донченко А.М., Николаев В.В. Патентообладатель: Пятов И.С. Опуб. 27.12.2012. Бюл. №36) содержит фильтрующую часть, выполненную в виде тела вращения и состоящую из проволоки, навитой в виде спиралей, уложенных рядами, смещенными относительно друг друга в плоскости оси фильтра и в перпендикулярной ей плоскости, и подвергнутых прессованию с возможностью образования многослойной пористой структуры фильтрующей части. Фильтрующая часть выполнена в виде кольца с цилиндрической образующей. Проволочный фильтр дополнительно снабжен соосными с фильтрующей частью обечайками, охватывающими каждый из обоих торцов фильтрующей части и выполненными в виде колец с цилиндрической образующей, параллельной цилиндрической образующей кольца фильтрующей части, и П-образным сечением в плоскости, проходящей вдоль оси вращения фильтрующей части, открытым со стороны торцов фильтрующей части с возможностью заглубления последних внутрь колец обечаек. Соединение обеих обечаек с заглубленными в них торцами фильтрующей части по цилиндрическим поверхностям примыкания выполнено жестким с образованием единой детали и герметизацией торцов фильтрующей части. Причем проволока взята цельнотянутой с постоянным диаметром поперечного сечения, или взяты отрезки проволоки, минимальная толщина B1 кольца фильтрующей части, по меньшей мере, в 10 раз превышает величину диаметра d проволоки. Длина h цилиндрической образующей каждой обечайки выполнена равной (0,8-1,0) толщины В стенки кольца обечайки в радиальном направлении, которая выполнена, по меньшей мере, равной толщине B1 кольца фильтрующей части. Толщина В стенки кольца обечайки выполнена равной (0,01-0,2) его наружного диаметра D, а длина цилиндрической образующей Н фильтра выполнена равной (0,5-5,0) наружного диаметра D кольца обечайки. Диаметр d поперечного сечения проволоки выполнен 0,05-1 мм, а диаметр d1 спирали выполнен равным 1-50 диаметрам d. Шаг навивки спиралей отрезков проволоки предпочтительно выполнен равным диаметру d поперечного сечения проволоки. Прессование выполнено в направлении оси фильтра с возможностью образования в пористой структуре фильтрующей части серповидных пор перекрещиванием проволоки в соседних рядах и пересечением осей спиралей при укладке рядов проволоки, а средний размер δ пор фильтрующей части в зависимости от диаметра d поперечного сечения проволоки определен зависимостью
δ=П·d/1-П,
в мм, где П - заданная пористость фильтрующей части, безразмерный коэффициент, предпочтительно равный от 0 до 1.
Кроме того, предложен фильтрующий элемент, отличающийся тем, что ряды проволоки образованы тканым полотном.
Проанализируем теперь оригинальные предложения (признаки) патента РФ №2470695. Начнем с наиболее важного, по нашему мнению, оригинального признака «шаг навивки спиралей отрезков проволоки, предпочтительно, выполнен равным диаметру d поперечного сечения проволоки». Рассмотрим три смежных слоя спиралей, взятых в направлении прессования, в направлении оси вращения фильтра. При очень небольшой прессующей силе средний второй слой спиралей войдет в первый слой до упора в проволоку спиралей этого слоя. При этом образуются серповидные поры с наибольшей шириной серпа, равной диаметру проволоки d. Третий слой спиралей «сцепится» со вторым только по размеру, равному диаметру проволоки d. При дальнейшем росте прессующей силы витки спиралей потеряют устойчивость и их плоскости расположатся примерно перпендикулярно к прессующей силе. Описанное «сцепление» слоев спирали при этом сохранится и в готовом изделии. «Сцепление» слоев спиралей в радиальном направлении будет качественно одинаковым с описанным, так как давления слоев друг на друга при намотке спирали заготовки вполне достаточно для проникновения в радиальных направлениях в спираль каждого первого слоя спирали каждого второго слоя до упора в проволоку спирали первого слоя.
Заметим, что слово «сцепление» нами взято в кавычки потому, что соединение каждого второго слоя с каждым третьим вряд ли можно считать сцеплением этих слоев.
В виду слабого сцепления каждого второго слоя с каждым третьим в теле фильтра даже при наличии обечаек фильтр будет обладать невысокой удельной прочностью и будет также подвержен местным повреждениям.
Кроме того, при задании шага растяжения спиралей, особенно при таком небольшом шаге растяжения, чтобы произошло сцепление слоев нужно задавать не просто какие то смещения спиралей в радиальных и перпендикулярных оси вращения фильтра плоскостях, а вполне конкретные величины этих смещений.
На фиг.2 этого патента показаны направление большего давления, действующего на фильтр, и деформация фильтра. В этом случае в фильтрующем элементе фильтра возникнут растягивающие напряжения.
Как известно (а.с. 183174 СССР. Способ изготовления нетканого материала МР из металлической проволоки / A.M. Сойфер, В.Н. Бузицкий, В.А. Першин. - Опубл. 1966, Бюл. №13, Изжеуров Е.А. Исследование гидродинамических характеристик материала МР // Труды КуАИ. Вып.57. Куйбышев: КуАИ, 1972. - С.24-27; Изжеуров Е.А. Течение жидкостей, склонных к облитерации, в материале МР / Е.А. Изжеуров, А.И. Белоусов // Вибрационная прочность и надежность двигателей и систем летательных аппаратов: сборник научных трудов. Куйбышев: КуАИ, 1976. - С.24-28; Изжеуров Е.А. Расчет эффективности фильтров из материала МР / Е.А. Изжеуров, А.Д. Сетин // Вибрационная прочность и надежность двигателей и систем летательных аппаратов: сборник научных трудов. Куйбышев: КуАИ, 1976. - С.28-32; Изжеуров Е.А. Исследование гидродинамических и фильтровальных характеристик материала МР для систем двигателей летательных аппаратов: дис. кан. тех. наук: 05.07.05. Куйбышев, 1981. 178 с.), проволочный нетканый материал МР, обладающий несравнимо лучшим сцеплением слоев спиралей друг с другом и хорошо работающий на сжатие в направлении прессующей силы, плохо работает на растяжение.
При действии растягивающих сил слои спиралей выходят из зацепления и проволочный нетканый материал при дальнейшем нагружении растягивается как войлок и теряет свою структуру уже при небольшом приращении растягивающих сил.
Фильтрующий элемент по патенту РФ №2470695 даже с установленными на него обечайками в силу описанных причин, по нашему мнению, разрушится при действии значительно меньших растягивающих нагрузок, чем аналогичный фильтр из материала МР даже без установки на него обечаек.
По нашему мнению, авторы этого патента не решили заявленную ими задачу создания фильтра для высоких давлений и большом градиенте давления на фильтре.
Относительно признака «с возможностью образования в пористой структуре фильтрующей части серповидных пор …, а средний размер δ пор фильтрующей части в зависимости от диаметра d поперечного сечения проволоки определен зависимостью

в мм, где П - заданная пористость фильтрующей части, безразмерный коэффициент, предпочтительно равный от 0 до 1 заметим, что показанная на фиг.3 этого патента пора вовсе не серповидная, а составлена из двух сегментов, соединенных по общей хорде. Впрочем, это небольшая терминологическая ошибка, а важно то, что вероятность появления таких пор в теле фильтрующего элемента, в силу вышеописанных причин, не велика.
Соотношение (1) известно, см. вышеуказанные работы Изжеурова, например его кандидатскую диссертацию, и определяет средний гидравлический диаметр поры фильтра, изготовленного из проволочного волокнистого материала, а заданные предпочтительные пределы изменения безразмерной пористости от 0 до 1 нереальны, так как предполагают предпочтительными выполнение фильтра из материала либо без пор (сплошной материал), либо с одними порами без проволоки. Для материала МР предпочтительные пределы изменения безразмерной пористости П составляют от 0,2 до 0,6.
Относительно обоих патентов (№2470695 и №8626), по нашему мнению, следует заметить, что при прессовании в направлении оси вращения фильтрующего элемента, чтобы получилась из спрессованных отрезков пористая структура, пригодная для фильтрации, надо более конкретно, чем это сделано в патентах, описать расположение этих отрезков в заготовке.
В предложении авторов патента РФ №2470695 изготавливать фильтрующий элемент из тканого полотна, составленного из рядов проволоки, т.е. из вязаной сетки, не описаны отличительные признаки предлагаемого полотна.
Кроме того, постановка обечаек на торцы фильтрующих элементов не только усложняет их конструкцию и технологию их изготовления, но и примерно на 20% снижает производительность фильтра.
Фильтрующий элемент из материала МР, изготовленный по технологии а.с. 183174 СССР, (см. выше, а также кандидатскую диссертацию Е.А. Изжеурова), по техническим данным наиболее близок к предлагаемому и принят за прототип.
Технология получения такого фильтрующего элемента заключается в том, что из спирали, изготовленной из нагартованной металлической проволоки, растянутой до шага, равного диаметру спирали, намоткой с перекрещиванием спирали в соседних слоях формируется заготовка шаровидной или иной формы и прессуется в прессформе однонаправленным холодным прессованием. Эта технология положена в основу всех последующих работ по созданию изделий из проволочного нетканого материала, в том числе и фильтрующих элементов.
В скважине фильтрующие элементы каждой секции фильтра сжаты в осевом направлении нагрузкой, обеспечивающей сохранение структуры фильтра, и высоким перепадом давления фильтруемой среды на фильтре, сжимающем фильтрующие элементы в радиальных направлениях.
Поэтому ставится задача создания конструкции фильтрующего элемента из проволочного нетканого материала MP, обладающей такими же хорошими удельной упругостью и удельной прочностью при сжатии в радиальных направлениях, как и эти параметры при сжатии в осевом направлении, или, по крайней мере, мало отличающимися от этих параметров, не нуждающуюся в постановке обечаек.
Заметим, что решение этой задачи будет компромиссным, так как увеличение удельной прочности ведет либо к повышению гидравлического сопротивления фильтра и следовательно к снижению его производительности, либо к ухудшению тонкости фильтрации.
Ниже предлагаемые варианты исполнения фильтрующих элементов и способов их изготовления для удобства ссылок на них пронумерованы.
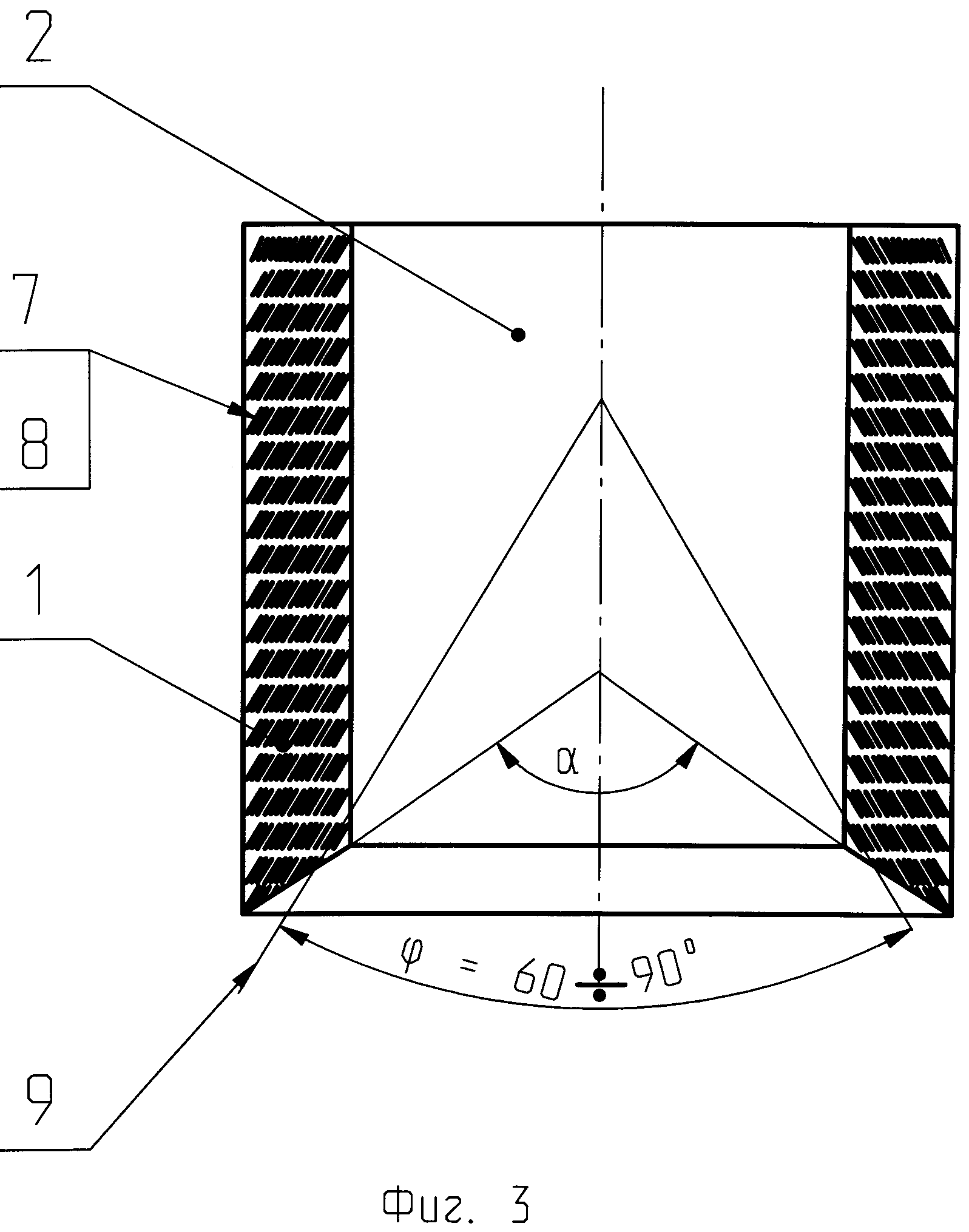
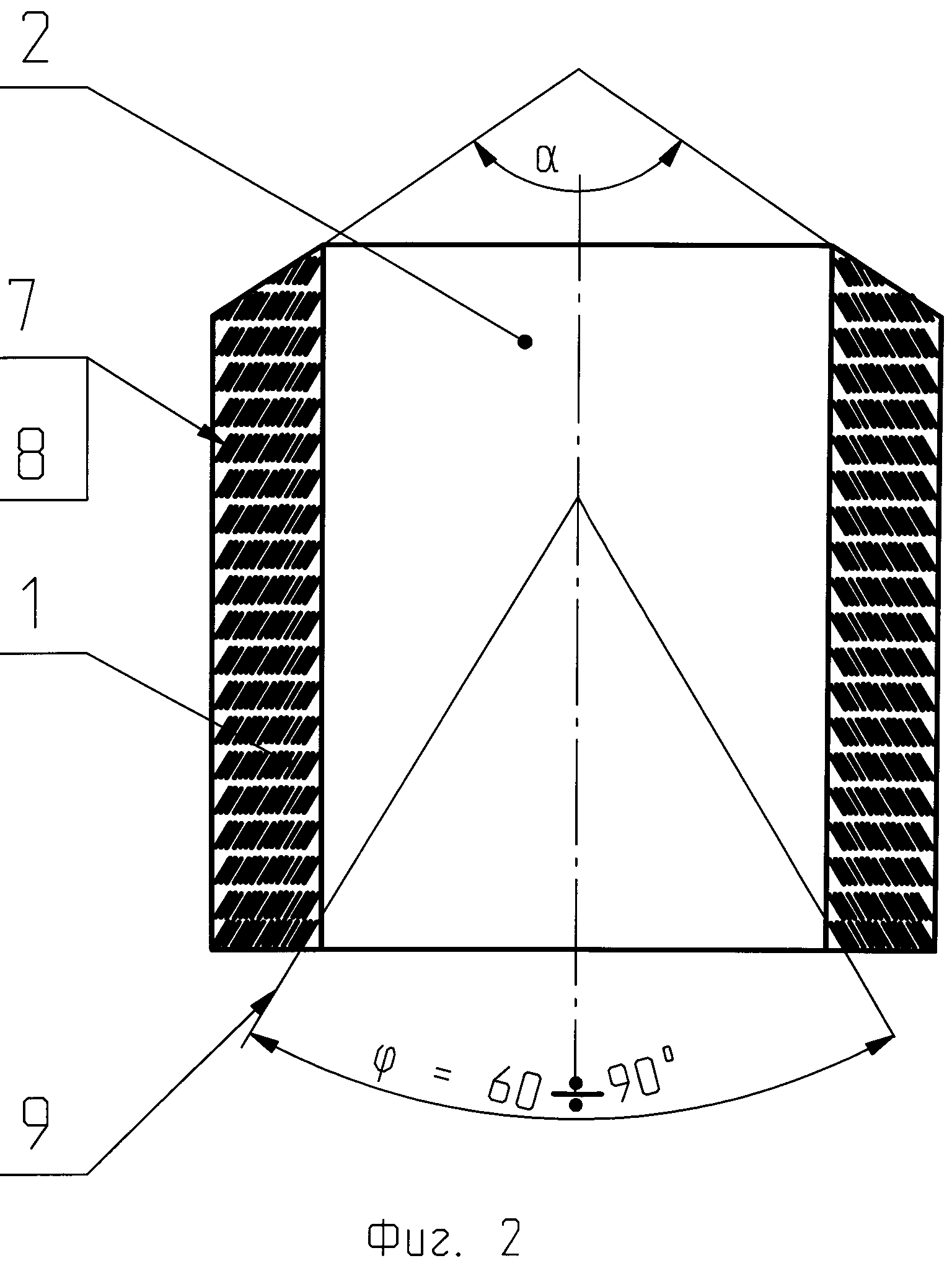
1. Поставленная задача решается тем, что предлагается фильтрующий элемент в виде тела вращения, например цилиндра с центральным отверстием, изготовленный из проволочной спирали, или отрезков спирали, растянутых до шага, равного диаметру спирали, намотанных на технологический центральный стержень с перекрещиванием приблизительно под 90˚ в соседних слоях с образованием шарообразной, или бочкообразной, или цилиндрической заготовки, подвергнутой холодному прессованию, отличающийся тем, что плоскости основной массы витков спиралей в теле элемента касательны к конусу с осью, совпадающей с осью вращения фильтрующего элемента, и углом при вершине конуса, равным 60-90˚, и эта масса витков приблизительно равномерно распределена в теле элемента, а сам фильтрующий элемент может быть изготовлен способом, предложенным в п. 5, в следующих исполнениях: с плоскими торцами, с одним плоским торцом и одним коническим торцом, выполненным в виде внутреннего или внешнего усеченного конуса с одинаковым углом конуса α, с коническими торцами с таким же углом конуса α - одним, выполненным в виде внутреннего усеченного конуса и другим - в виде внешнего усеченного конуса.
При угле конуса 60˚ удельные прочность и упругость фильтрующего элемента в радиальных направлениях существенно улучшаются по сравнению с прототипом с аналогичными параметрами.
При угле конуса 90˚ удельные прочность и упругость фильтрующего элемента в радиальных направлениях становится приблизительно равной этим параметрам при сжатии фильтрующего элемента в осевом направлении.
Удельная прочность предлагаемого фильтрующего элемента на радиальное и осевое сжатие, благодаря хорошей сцепляемости соседних
слоев спиралей друг с другом, по нашим оценкам, будет достаточной для использования его в скважине без установки на его торцы обечаек.
Наличие комплекта исполнений фильтрующего элемента с одним или двумя коническими торцами позволяет из этих элементов собрать секции фильтра и сам фильтр для скважин без обечаек с обеспечением прочного и герметичного соединения фильтрующих элементов.
На торцы фильтрующего элемента с плоскими торцами при необходимости могут быть установлены обечайки и обеспечено прочное и герметичное соединение их с элементом.
2. С целью обеспечения возможности автоматизации изготовления фильтрующего элемента и его работы при нагружении его растягивающей нагрузкой в радиальных направлениях; примерно одинаковых для каждого единичного объема фильтрующего элемента упругости, удельной прочности и фильтрующих свойств предлагается фильтрующий элемент, в виде тела вращения, например цилиндра с центральным отверстием, изготовленный из отрезков проволочной спирали, растянутых до шага, равного диаметру спирали, намотанных на технологический центральный стержень с образованием цилиндрической заготовки, подвергнутой холодному прессованию, отличающийся тем, что он изготовлен из непрерывной прямоугольной полосы, сформированной из двух слоев плетеной сетки или предварительно напряженной плетеной сетки, из каждой пары спиралей которой одна спираль сжата, а другая растянута одной и той же силой, и свернутой в рулон на технологический центральный стержень таким образом, что начало и конец полосы находятся в смежных радиальных сечениях и в каждом радиальном сечении находится одинаковое число слоев полосы, причем один слой полосы изготовлен из сетки, сплетенной из спиралей правой свивки, растянутых до шага, равного диаметру спирали, а другой слой - из сетки, сплетенной из таких же спиралей левой свивки, и оси спиралей слоев сетки перпендикулярны длинной стороне полосы, а фильтрующий элемент изготовлен способом, предложенным в п. 6, в следующих исполнениях: с плоскими торцами, с одним плоским торцом и одним коническим торцом, выполненным в виде внутреннего или внешнего усеченного конуса с одинаковым углом конуса α, с коническими торцами с таким же углом конуса α - одним, выполненным в виде внутреннего усеченного конуса и другим - в виде внешнего усеченного конуса.
Все операции по изготовлению слоев сетки, формированию непрерывной полосы и заготовки фильтрующего элемента могут быть полностью автоматизированы.
Окружные растягивающие напряжения, а именно они определяют прочность фильтрующего элемента на разрыв, перпендикулярны осям спиралей слоев сетки и для того, чтобы разорвать фильтрующий элемент в любом радиальном сечении надо порвать все спирали сетки в этом сечении.
Как отмечалось выше, фильтрующие элементы в фильтре нагружены осевой сдавливающей нагрузкой и растягивающие напряжения, действующие вдоль оси вращения фильтра, будут уменьшать эту нагрузку. Так как предлагаемый фильтрующий элемент хорошо работает на осевое сжатие, не трудно будет подобрать величину этой нагрузки, достаточную для сохранения целостности и герметичности стыков фильтрующих элементов при рабочей растягивающей нагрузке.
Расположение одинакового числа слоев сетки в каждом радиальном сечении позволяет избежать разностенности фильтрующего элемента и обеспечивает одинаковость удельных упругости, прочности и фильтрующих свойств в каждом единичном объеме элемента.
Выполнение фильтрующего элемента из слоев предварительно напряженной сетки с одной стороны улучшает упругогистерезисные свойства элемента, что может оказаться важным при его динамическом нагружении, и упрощает технологию изготовления фильтрующего элемента, так как в этом случае становится ненужной операция натяжения слоев сетки, усилием, вводящим спирали сетки в контакт друг с другом перед формированием из них полосы.
С другой стороны применение предварительно напряженной сетки увеличивает нижнее значение диаметра проволоки, из которой еще можно изготовить эту сетку, что ухудшает тонкость очистки фильтрующего элемента.
3. Предлагается также фильтрующий элемент, отличающийся тем, что полоса набрана из одинакового в каждом слое числа кусков плетеной сетки одинаковой длины, причем стыки кусков сетки в одном слое полосы смещены в окружном направлении на половину длины куска относительно стыков кусков другого слоя и стыки кусков равномерно расположены по окружности, а начальное и конечное сечения полосы смещены друг от друга с перекрытием на половину длины куска в окружном направлении таким образом, что в каждом радиальном сечении расположено одинаковое число слоев плетеной сетки, и фильтрующий элемент изготовлен способом, предложенным в п. 7.
4. С целью создания фильтрующего элемента с хорошей удельной прочностью на все виды нагрузки, в том числе и на растягивающую нагрузку, приложенную вдоль оси вращения элемента предлагается фильтрующий элемент в виде тела вращения, например цилиндра с центральным отверстием, изготовленный из отрезков проволочной спирали, растянутых до шага, равного диаметру спирали, намотанных на технологический центральный стержень с образованием цилиндрической заготовки, подвергнутой холодному прессованию, отличающийся тем, что прямоугольная полоса выполнена из двух слоев плетеной сетки из растянутой спирали одинаковой свивки или двух слоев предварительно напряженной сетки, сплетенной из спиралей одинаковой свивки, из каждой пары спиралей которой одна спираль сжата, а другая растянута одной и той же силой, и свернутой в рулон на технологический центральный стержень таким образом, что начало и конец полосы находятся в смежных радиальных сечениях и в каждом радиальном сечении находится одинаковое число слоев полосы, причем один слой с осями спиралей, перпендикулярными длинной стороне полосы, выполнен из куска сетки с длиной, равной длине полосы, а другой с осями спиралей, параллельными длинной стороне полосы, набран встык из отдельных кусков сетки, и полоса свернута в рулон таким образом, что цельный слой сетки образует ту поверхность фильтрующего элемента, на которую воздействует большее рабочее давление фильтруемой среды, а фильтрующий элемент изготовлен способом, предложенным в п. 8, в следующих исполнениях: с плоскими торцами, с одним плоским торцом и одним коническим торцом, выполненным в виде внутреннего или внешнего усеченного конуса с одинаковым углом конуса α, с коническими торцами с таким же углом конуса α - одним, выполненным в виде внутреннего усеченного конуса и другим - в виде внешнего усеченного конуса.
У этого фильтрующего элемента в его теле имеется n слоев сетки со спиралями, оси которых параллельны оси вращения фильтрующего элемента, и n слоев, оси которых лежат в плоскостях, перпендикулярных этой оси. Поэтому для разрыва фильтрующего элемента по любой радиальной плоскости окружными растягивающими нагрузками необходимо порвать по образующей n первых слоев сетки, а для разрыва его по любой плоскости, перпендикулярными его оси вращения, осевой нагрузкой необходимо порвать n других слоев по окружности витка каждого слоя (порвать все витки спирали длиной с полосу). Существенно повысится и удельная прочность на разрыв по любому другому направлению.
Слой сетки с осями спиралей, параллельными длинной стороне полосы приходится набирать из кусков сетки из-за малой жесткости на изгиб и кручение растянутой спирали, свиваемой в процессе изготовления сетки, из очень тонкой проволоки, идущей на изготовление фильтрующего элемента.
Как уже указывалось, все известные конструкции фильтров из проволочного материала MP изготавливаются по способу а.с. 183174 СССР. Его недостаток описан выше.
Этот способ по технической сущности наиболее близок к предлагаемым и принят за прототип.
Ставится задача создания способов изготовления фильтрующих элементов, обладающих заявляемыми качествами.
Поставленная задача решается тем, что предлагаются следующие способы изготовления заявленных фильтрующих элементов.
5. Для изготовления фильтрующего элемента по п. 1 предлагается способ изготовления фильтрующего элемента, содержащий формирование из проволочной спирали, или отрезков спирали, растянутых до шага, равного диаметру спирали, намоткой на технологический центральный стержень с перекрещиванием приблизительно под 90˚ в соседних слоях так, чтобы плоскости витков спиралей одного из соседних слоев были перпендикулярны плоскостям витков спиралей другого из соседних слоев, шарообразной, или бочкообразной, или цилиндрической заготовки, внедрение легким обжатием
заготовки ее слоев друг в друга, холодное прессование заготовки и снятие готового фильтрующего элемента с технологического центрального стержня, отличающийся тем, что усилия и направления прессования подбираются таким образом, чтобы плоскости основной массы витков спиралей были касательными к конусу с осью, совпадающей с осью вращения фильтрующего элемента, и заданным углом при вершине конуса, выбираемым предпочтительно из диапазона 60˚<φ<90˚, причем первой по направлению действия осевой прессующей силы встречается вершина конуса, и эта масса витков приблизительно равномерно распределена в теле элемента.
Изготовления заявленных исполнений фильтрующего элемента обеспечивается геометрией деталей прессформ.
6. Для изготовления предлагаемого фильтрующего элемента по п. 2 предлагается способ изготовления фильтрующего элемента, содержащий формирование цилиндрической заготовки намоткой на технологический центральный стержень отрезков проволочной спирали, растянутых до шага, равного диаметру спирали, так чтобы плоскости витков спиралей одного из соседних слоев были перпендикулярны плоскостям витков спиралей другого из соседних слоев, внедрение легким обжатием заготовки ее слоев друг в друга, холодное прессование заготовки и снятие готового фильтрующего элемента с технологического центрального стержня, отличающийся тем, что формируют непрерывную прямоугольную полосу из двух слоев плетеной сетки или предварительно напряженной плетеной сетки, из каждой пары спиралей которой одна спираль сжата, а другая растянута одной и той же силой, наматывают полосу на технологический центральный стержень так, что оси спиралей перпендикулярны торцам рулона, а длина полосы выбрана такой, что начало и конец полосы находятся в смежных радиальных сечениях и в каждом радиальном сечении находится одинаковое число слоев полосы, причем один слой полосы изготовлен из сетки, сплетенной из спиралей правой свивки, растянутых до шага, равного диаметру спирали, а другой слой - из сетки, сплетенной из таких же спиралей левой свивки, и оси спиралей слоев сетки перпендикулярны длинной стороне полосы, затем легким нажатием слои сетки внедряют друг в друга, и сформированную таким образом заготовку помещают в прессформу.
7. Для изготовления предлагаемого фильтрующего элемента по п. 3 предлагается способ изготовления фильтрующего элемента, отличающийся тем, что полосу набирают из одинакового в каждом слое числа кусков плетеной сетки одинаковой длины, причем стыки кусков сетки в одном слое полосы смещают на половину длины куска относительно стыков кусков другого слоя и наматывают полосу на центральный стержень таким образом, что стыки кусков равномерно располагаются по окружности, а начальное и конечное сечения полосы смещены друг от друга с перекрытием на половину длины куска в окружном направлении таким образом, что в каждом радиальном сечении расположено одинаковое число слоев плетеной сетки.
8. Для изготовления предлагаемого фильтрующего элемента по п. 4 предлагается способ изготовления фильтрующего элемента, содержащий формирование цилиндрической заготовки намоткой на технологический центральный стержень отрезков проволочной спирали, растянутых до шага, равного диаметру спирали так, чтобы плоскости витков спиралей одного из соседних слоев были перпендикулярны плоскостям витков спиралей другого из соседних слоев, внедрение легким обжатием заготовки ее слоев друг в друга, холодное прессование заготовки и снятие готового фильтрующего элемента с технологического центрального стержня, отличающийся тем, что прямоугольную полосу выполняют из двух слоев плетеной сетки из растянутой спирали одинаковой свивки или двух слоев предварительно напряженной сетки, сплетенной из спиралей одинаковой свивки, из каждой пары спиралей которой одна спираль сжата, а другая растянута одной и той же силой, свертывание ее в рулон на технологический центральный стержень таким образом, что начало и конец полосы находятся в смежных радиальных сечениях и в каждом радиальном сечении находится одинаковое число слоев полосы, причем один слой с осями спиралей, перпендикулярными длинной стороне полосы, выполняют из куска сетки с длиной, равной длине полосы, а другой с осями спиралей, параллельными длинной стороне полосы, набирают встык из отдельных кусков сетки, и полосу наматывают на центральный стержень таким образом, что оси спиралей цельного слоя сетки параллельны оси центрального стержня, и он образует ту поверхность фильтрующего элемента, на которую воздействует большее рабочее давление фильтруемой среды, и сформированную таким образом заготовку помещают в прессформу.
Предлагаемые способы изготовления фильтрующего элемента отличаются только технологией формирования заготовки. Но на самом деле и эти технологии имеют много общего, так как в их основу заложено выполнение двух важных условий: использование проволочных спиралей, растянутых до шага, равного ее диаметру, и взаимная перпендикулярность плоскостей витков спиралей внедренных друг в друга соседних слоев заготовки. При изготовлении фильтрующего элемента из сетки добавляется еще три важных общих условия: использование плетеной сетки, формирование прямоугольной полосы из двух слоев сетки и формирование заготовки намоткой полосы на центральный стержень так, чтобы конец и начало полосы находились в смежных совпадающих радиальных сечениях.
Именно выполнение этих условий обеспечивает хорошее сцепление друг с другом слоев спиралей в теле фильтрующего элемента и вместе с оригинальной примененной технологией прессования заготовки обеспечивает его высокую удельную прочность.
Предлагаемые конструкции фильтрующих элементов и способы их изготовления поясняются фигурами. На фигурах следы плоскостей витков обозначены прямой черточкой, слои сетки изображены условно, витки спиралей правой свивки обозначены знаком «)», а витки спиралей левой свивки - знаком «(». Чтобы не затемнять фигуры, разбиение на куски слоев
полосы и знаки обозначения свивки спирали показаны не на всех слоях заготовки, но так, чтобы структура изображенной заготовки была читабельна.
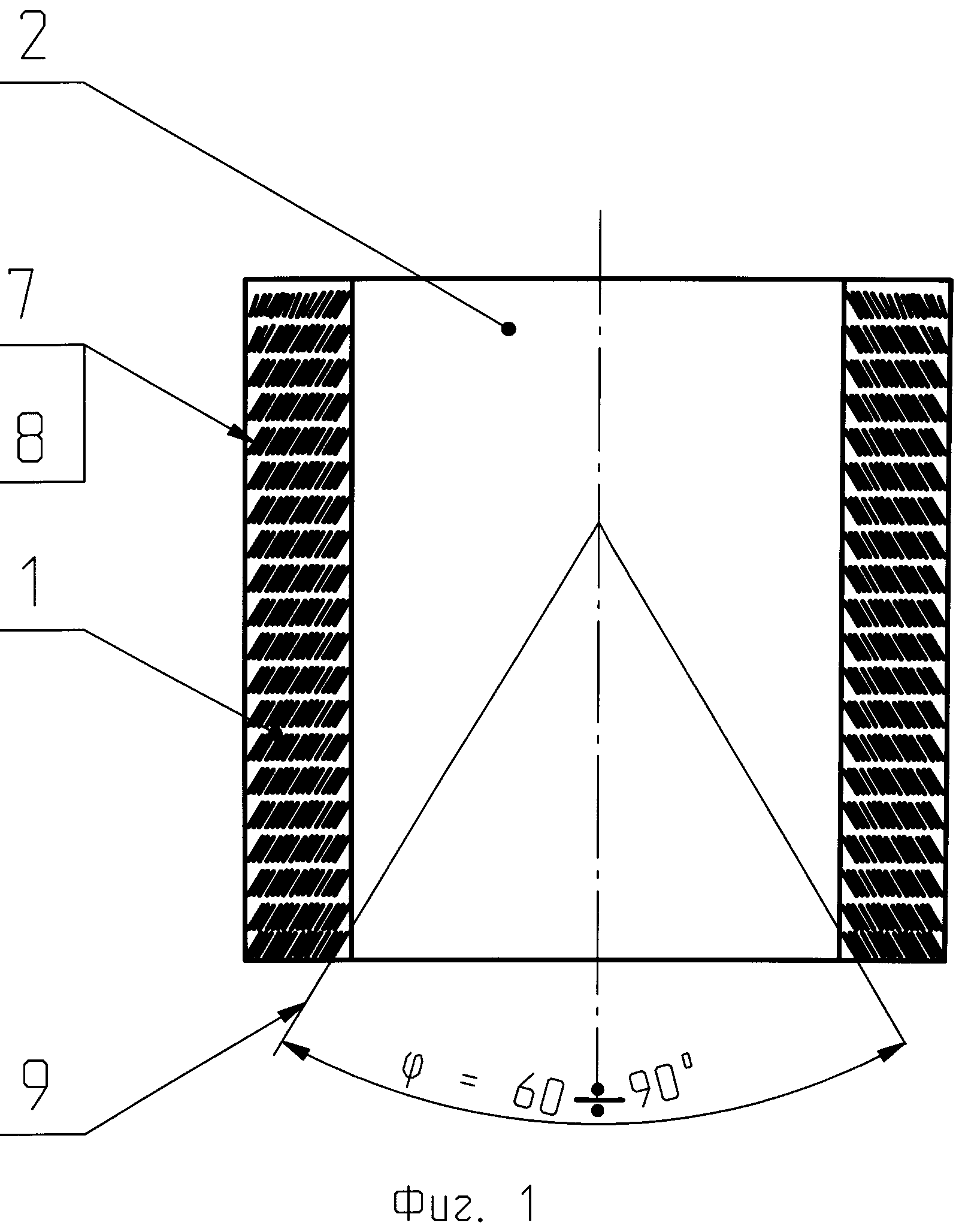
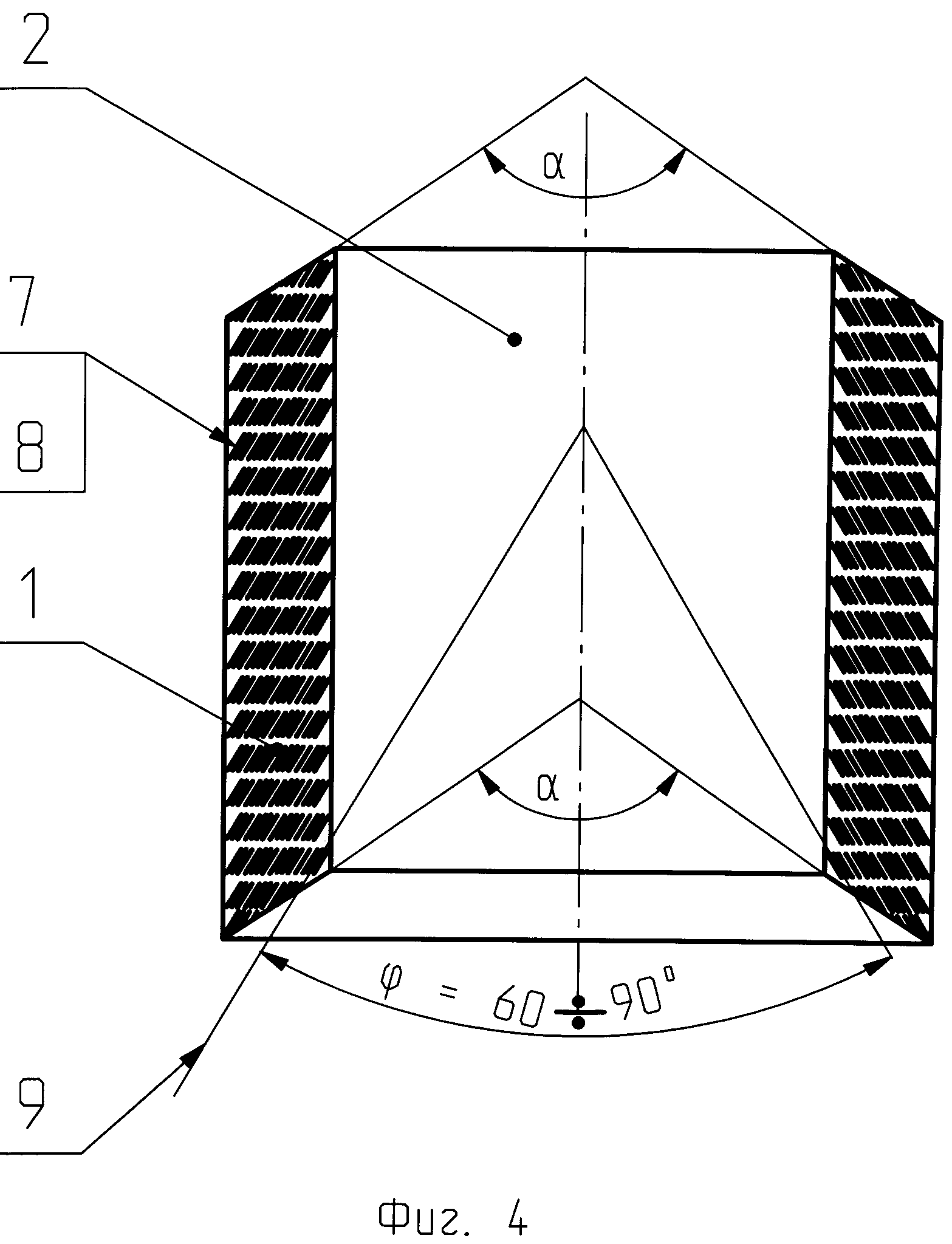
На фиг. 1, 2, 3, 4 изображены предлагаемые исполнения фильтрующего элемента в продольном разрезе.
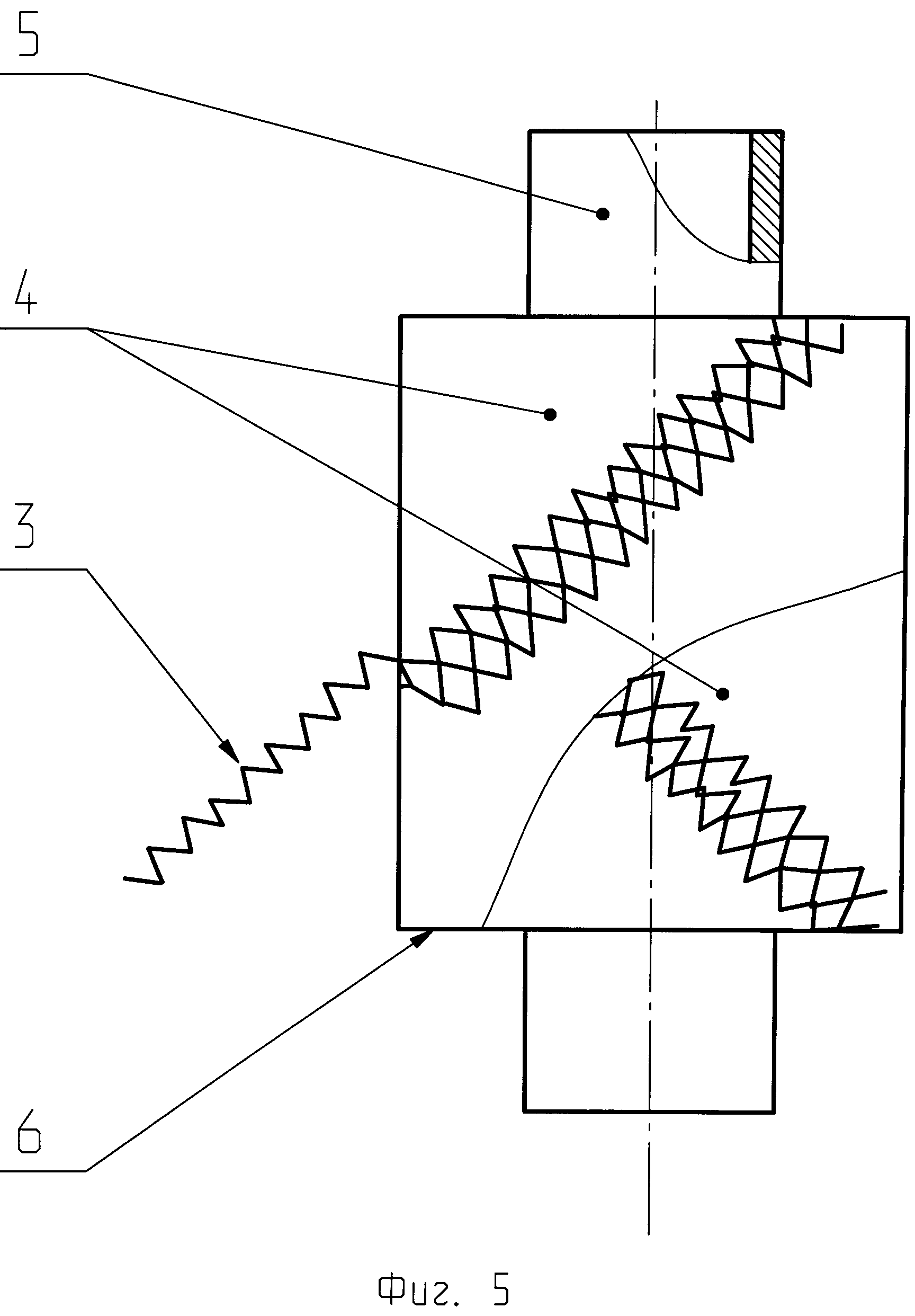
На фиг. 5 изображено формирование заготовки из растянутой проволочной спирали.
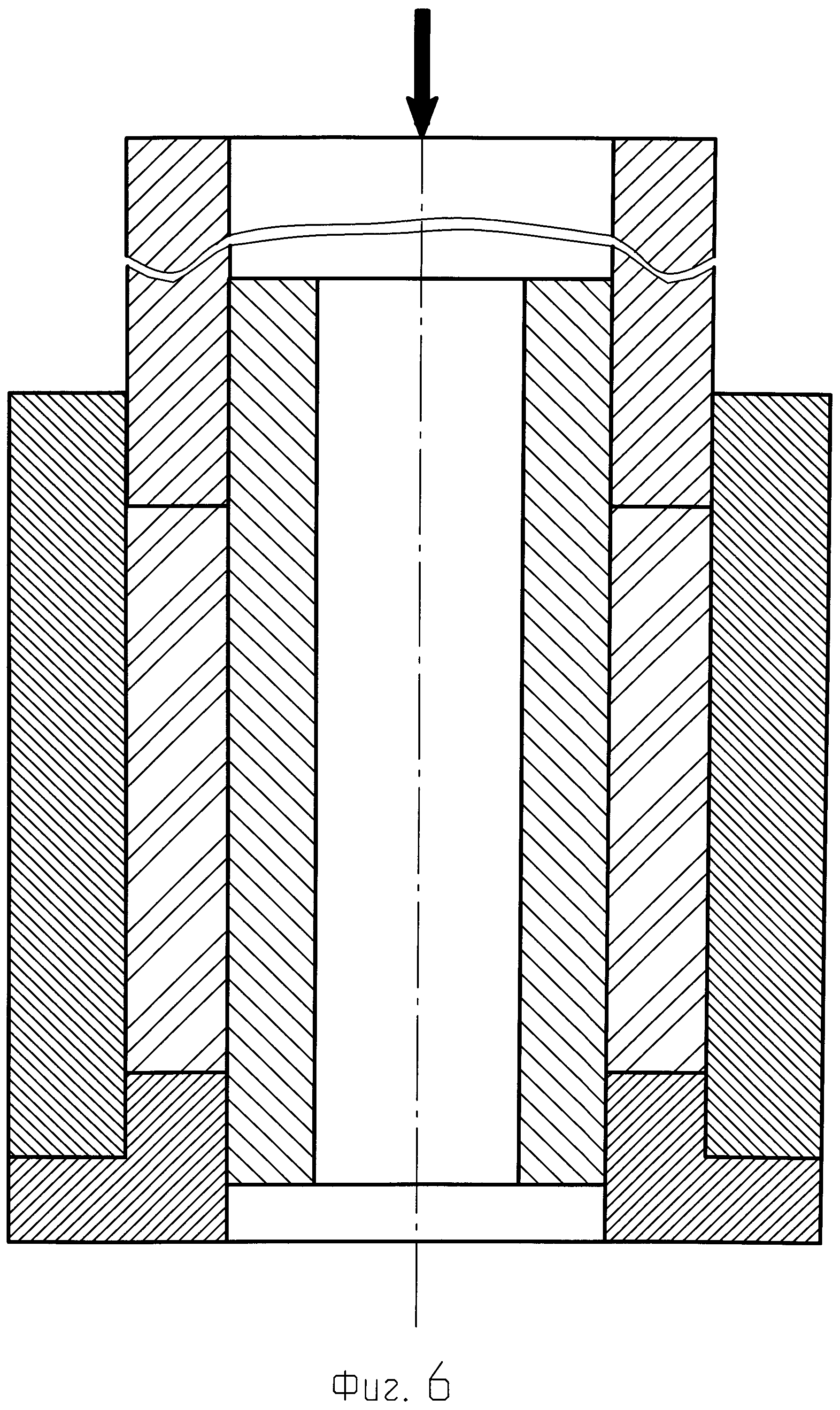
На фиг. 6 изображена операция прессования заготовки фильтрующего элемента.
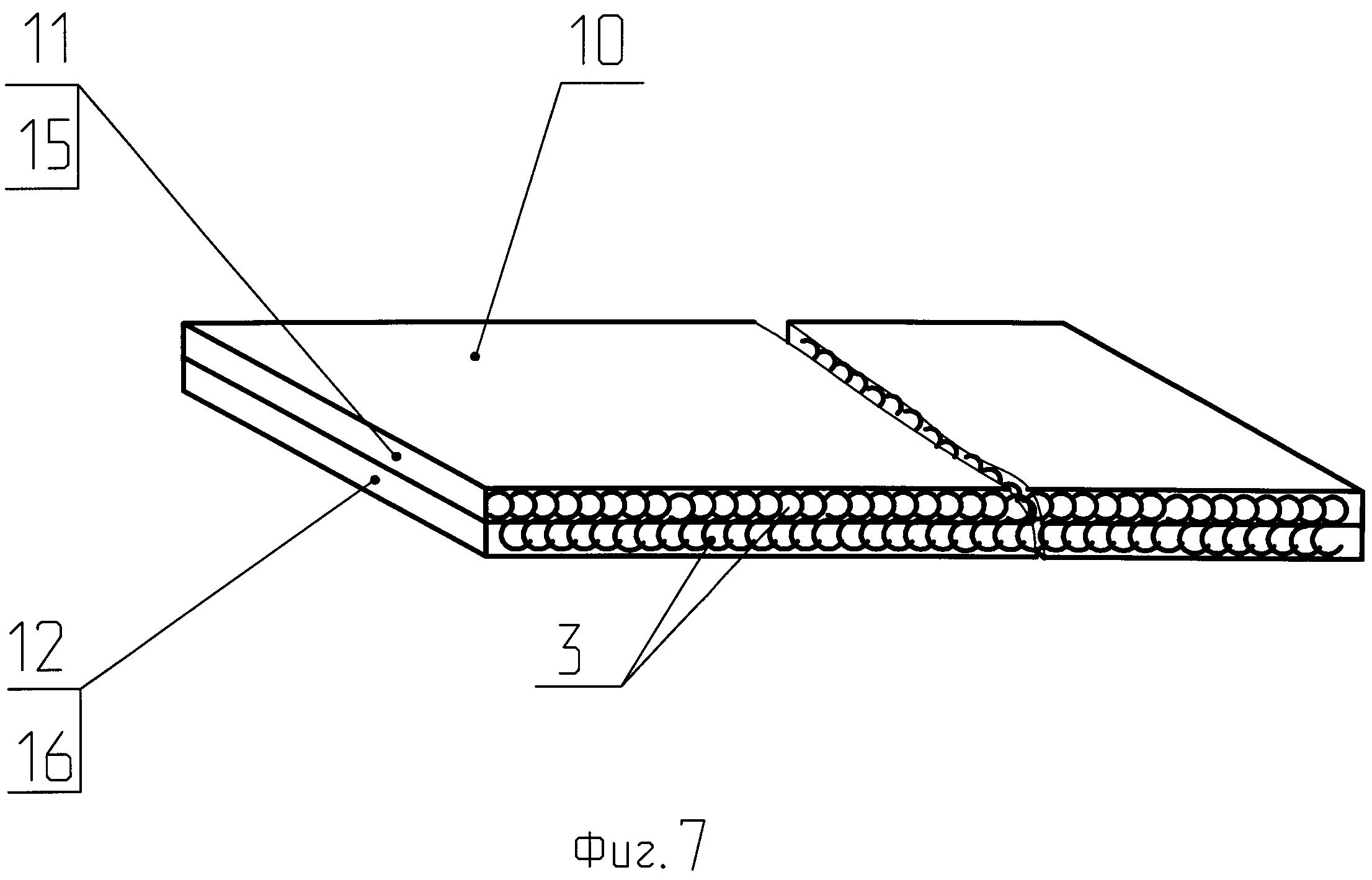
На фиг. 7 изображена прямоугольная полоса, сформированная из слоя сетки, сплетенной из растянутых спиралей правой свивки, и слоя сетки, сплетенной из растянутых спиралей левой свивки.
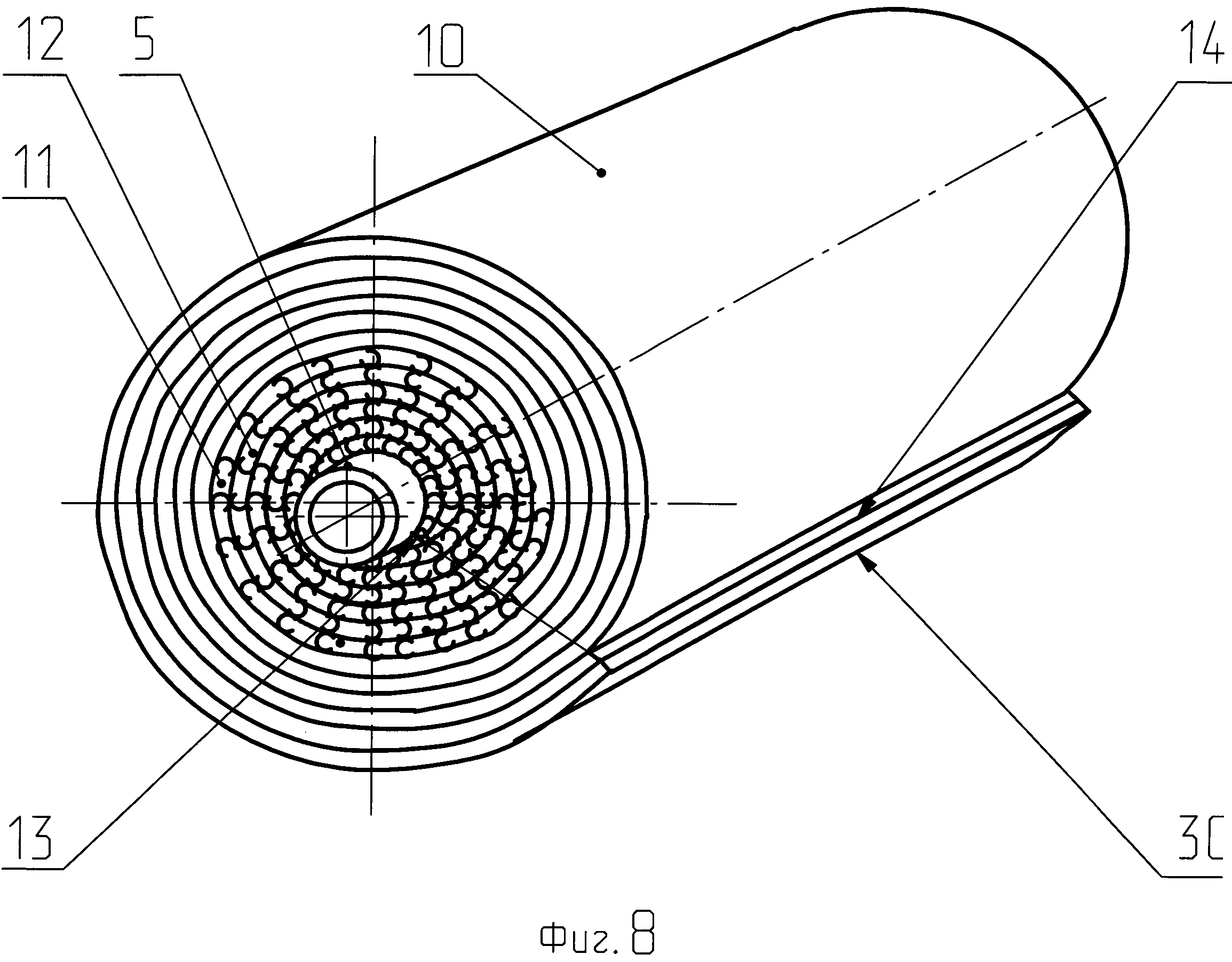
На фиг. 8 изображена заготовка, сформированная из этой полосы.
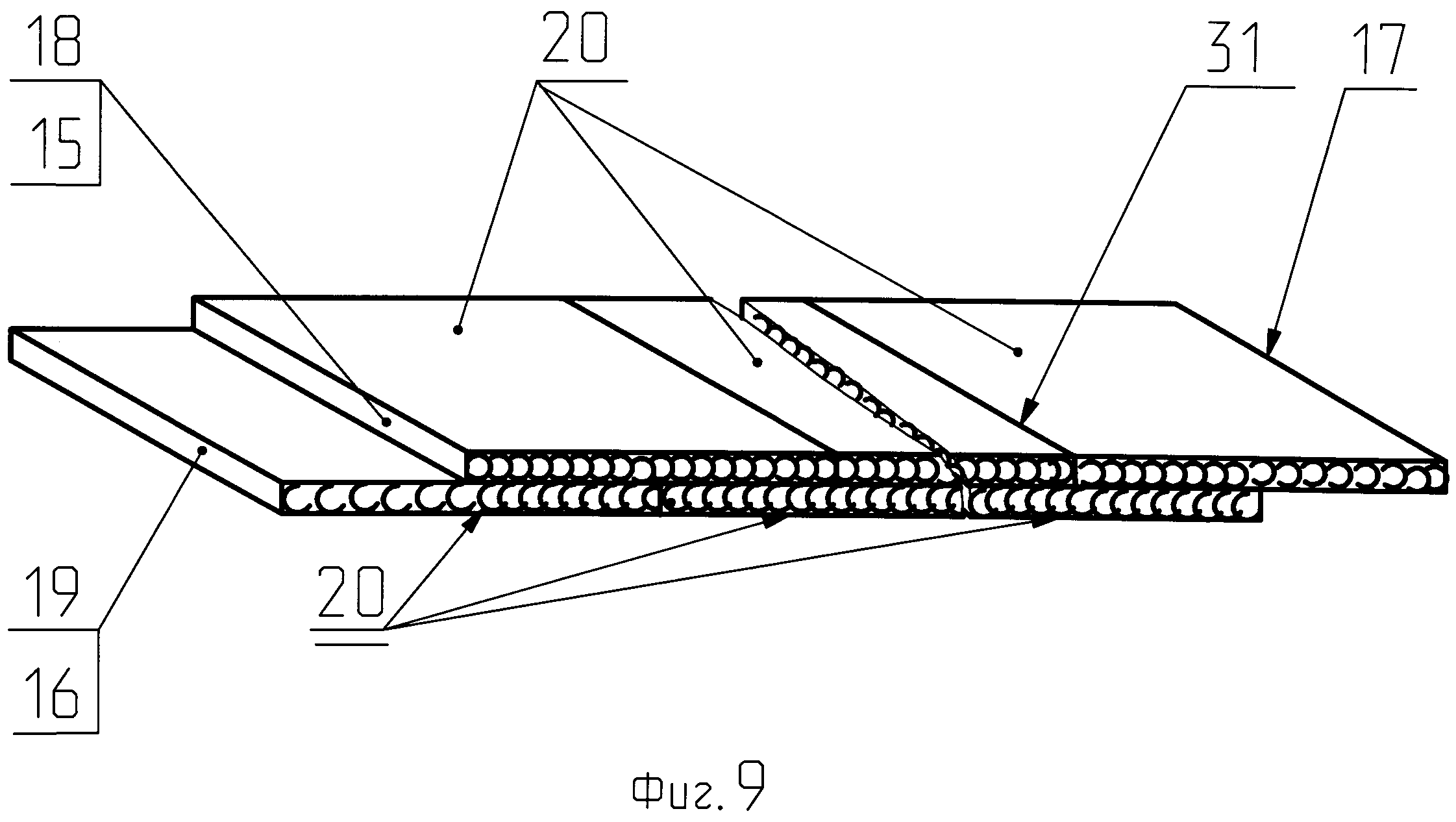
На фиг. 9 изображена прямоугольная полоса, сформированная из кусков сетки с правой и левой свивкой спиралей.
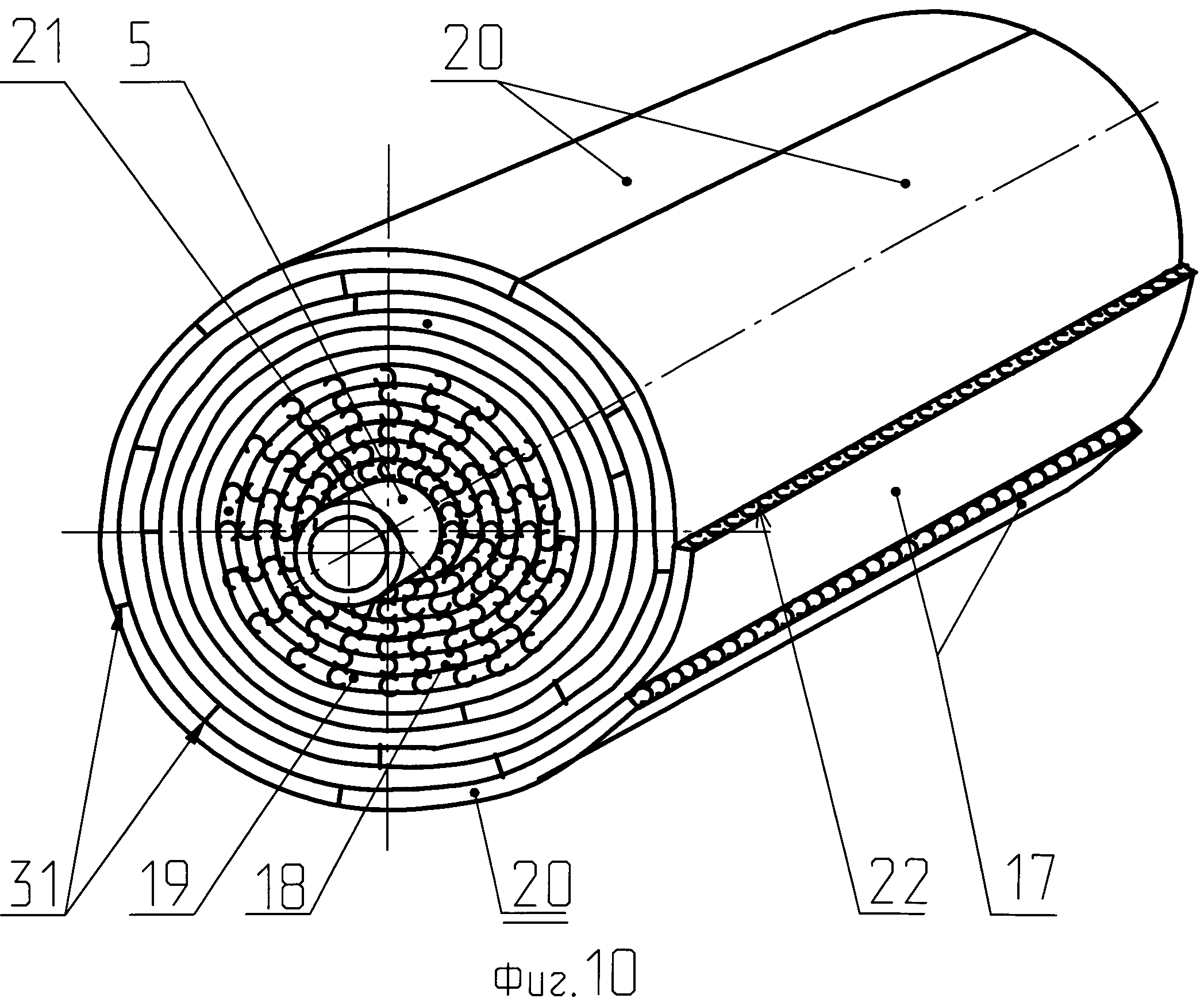
На фиг. 10 изображена заготовка, сформированная из этой полосы.
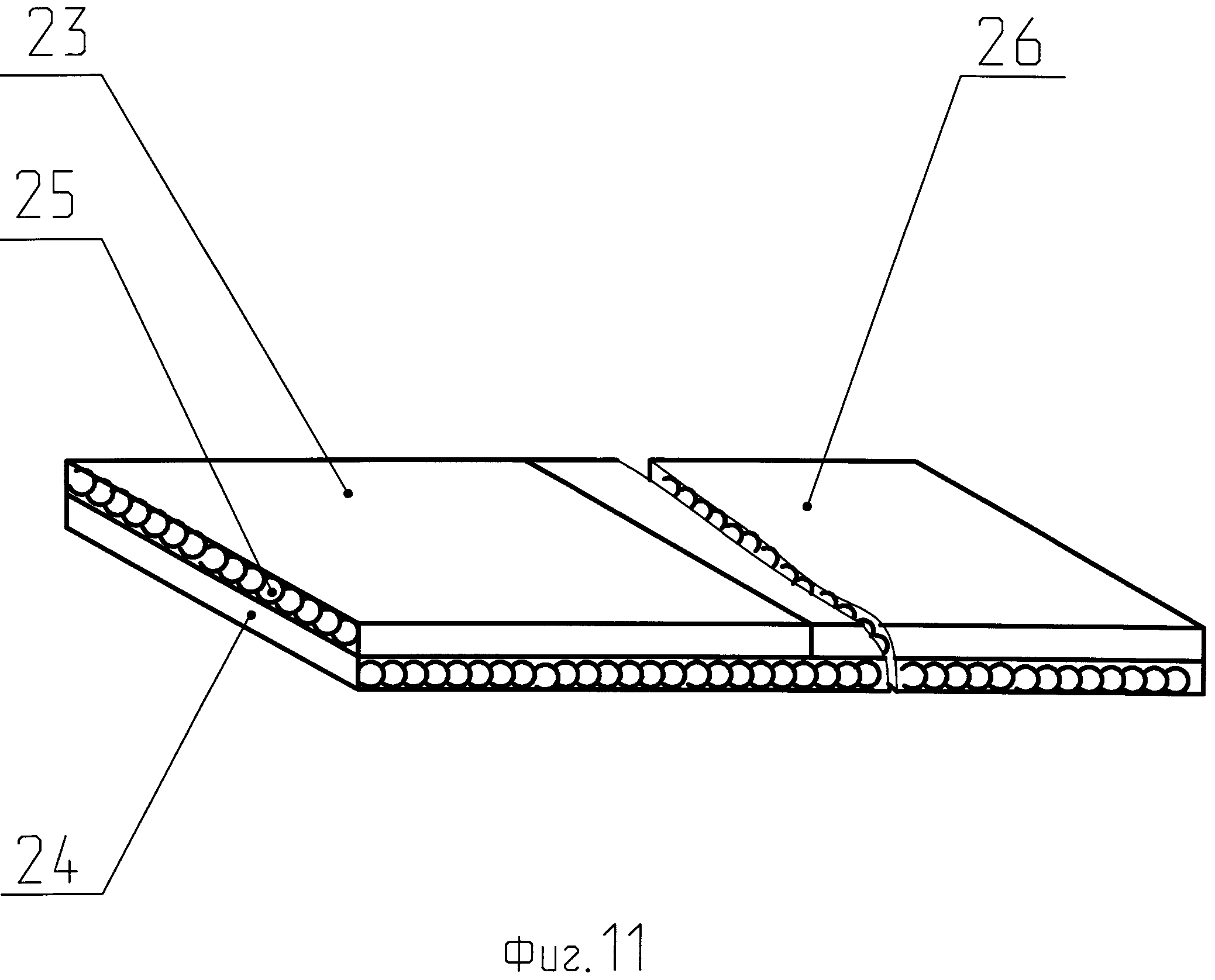
На фиг. 11 изображена прямоугольная полоса, сформированная из двух слоев сетки с одинаковой свивкой растянутых спиралей - слоя из непрерывной сетки, у которой оси спиралей перпендикулярны длинной стороне полосы, и слоя, сформированного из кусков сетки, оси спиралей которой параллельны длинной стороне сетки.
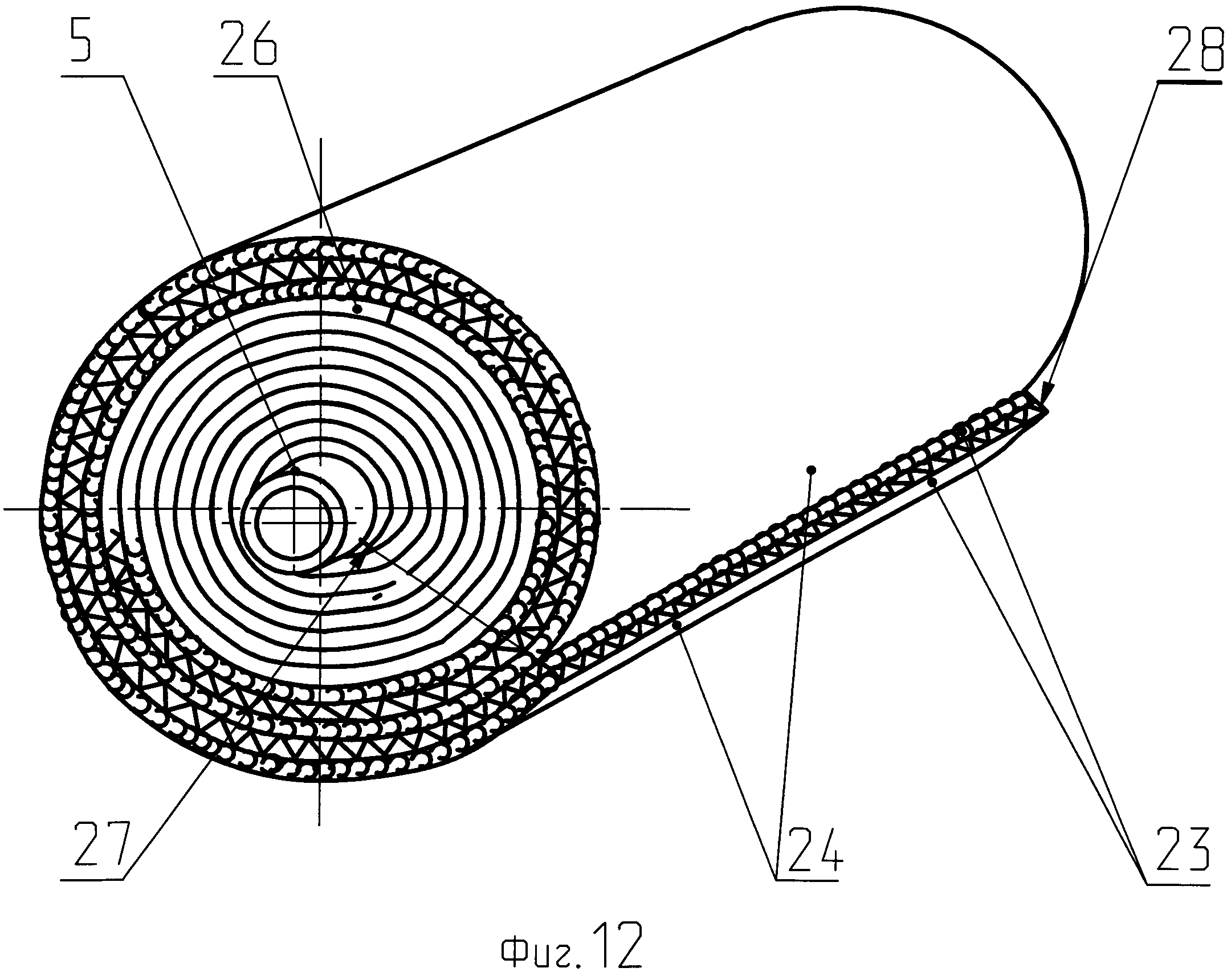
На фиг. 12 изображена заготовка, сформированная из этой полосы.
Предлагаемый фильтрующий элемент 1 (см. фиг. 1, 2, 3 и 4), выполнен в виде тела вращения, например цилиндра с центральным отверстием 2. Он изготовлен из проволочной спирали 3 (см. фиг. 5) или отрезков спирали, растянутых до шага, равного диаметру спирали, намотанных с перекрещиванием приблизительно под 90˚ в соседних слоях 4 на удаляемый технологический центральный стержень 5 с образованием шарообразной, или бочкообразной, или цилиндрической заготовки 6, которую подвергли холодному прессованию, выполненному ниже описанным способом (см. фиг. 5 и 6) так, что плоскости 7 (см. фиг. 2, 3 и 4) основной массы витков 8 в теле элемента 1 касательны к конусу 9 с осью, совпадающей с осью вращения фильтрующего элемента 1, и углом φ при вершине конуса 9, равным 60˚-90˚, и эта масса витков приблизительно равномерно распределена в теле элемента 1. Фильтрующий элемент 1 может быть изготовлен в следующих исполнениях: с плоскими торцами (см. фиг. 1), с одним плоским торцом и одним коническим торцом, выполненным в виде внутреннего (см. фиг. 2) или внешнего усеченного конуса (см. фиг. 3) с одинаковым углом конуса α, с коническими торцами (см. фиг. 4) с таким же углом конуса α - одним, выполненным в виде внутреннего усеченного конуса и другим - в виде внешнего усеченного конуса.
Спирали 3 (см. фиг. 5) изготовлены из нагартованной проволоки марки ЭИ - 708А - ВИ с предпочтительным диаметром dnp=0,09-0,15 мм. Для
предлагаемых фильтров, как и для фильтров, изготавливаемых из материала MP, предпочтительно отношение D/dnp=7-10, где D - диаметр спирали.
Предлагается также фильтрующий элемент 1, выполняемый в тех же исполнениях (см. фиг. 1, 2, 3 и 4), отличающийся тем, что он изготовлен из непрерывной прямоугольной полосы 10 (см. фиг. 7), сформированной из двух слоев 11 и 12 плетеной сетки или предварительно напряженной плетеной сетки (на фиг. не показана), из каждой пары спиралей которой одна спираль сжата, а другая растянута одной и той же силой. Полоса 10 (см. фиг. 8) намотана на технологический центральный стержень 5 таким образом, что начало 13 и конец 14 полосы находятся в смежных радиальных сечениях и в каждом радиальном сечении находится одинаковое число слоев 11 и 12 полосы 10. Слой 11 полосы 10 (см. фиг. 7) изготовлен из сетки 15, сплетенной из спиралей 3 правой свивки, растянутых до шага, равного диаметру спирали, а слой 12 - из сетки 16, сплетенной из таких же спиралей 3 левой свивки, и оси спиралей 3 сеток слоев 11 и 12 перпендикулярны длинной стороне полосы 10, а фильтрующий элемент 1 изготовлен ниже предложенным способом (см. фиг. 6, 7, 8).
В случае применения предварительно напряженной сетки используется нагартованная проволока с dnp≥0,15 мм.
Предлагается также фильтрующий элемент 1 (см. фиг. 1, 2, 3 и 4), отличающийся тем, что полоса 17 (см. фиг. 9) набрана из одинакового числа в каждом из слоев 18 и 19 кусков плетеной сетки 20 одинаковой длины. Причем слой 18 набран из кусков 20 плетеной сетки 15, а слой 19 из кусков 20 плетеной сетки 16. Стыки кусков сетки в одном слое полосы смещены в окружном направлении на половину длины куска относительно стыков кусков другого слоя и стыки кусков равномерно расположены по окружности, а начальное 21 и конечное 22 сечения полосы 17 (см. фиг. 10) смещены с перекрытием на половину длины куска в окружном направлении таким образом, что в каждом радиальном сечении расположено одинаковое число слоев плетеной сетки.
Кроме того, предлагается фильтрующий элемент (см. фиг. 1, 2, 3 и 4), отличающийся тем, что прямоугольная полоса 23 (см. фиг. 11) выполнена из двух слоев 24 и 25 сетки из растянутой спирали 3 одинаковой свивки, причем слой 24 с осями спиралей, перпендикулярными длинной стороне полосы, выполнен из куска сетки с длиной, равной длине полосы 23, а слой 25 с осями спиралей, параллельными длинной стороне полосы, набран встык из отдельных кусков 26 сетки. Полоса свернута в рулон (см. фиг. 12) таким образом, что цельный слой 24 сетки образует ту поверхность фильтрующего элемента, на которую воздействует большее рабочее давление фильтруемой среды. Начало 27 и конец 28 полосы 23 также располагаются в смежных радиальных сечениях.
Предлагаемые варианты фильтрующих элементов могут быть выполнены с предпочтительной тонкостью очистки от 50 мкм до 600 мкм, а
фильтрующие элементы, изготовленные из предварительно напряженной сетки, от 100 мкм до 600 мкм.
Предлагаемый способ изготовления фильтрующего элемента (см. фиг. 5 и 6) содержит формирование из проволочной спирали 3 или отрезков спирали, растянутых до шага, равного диаметру спирали, намоткой на технологический центральный стержень 5 с перекрещиванием приблизительно под 90˚ в соседних слоях 4 так, чтобы плоскости витков спиралей одного из соседних слоев были перпендикулярны плоскостям витков спиралей другого из соседних слоев шарообразной, или бочкообразной, или цилиндрической заготовки 6 (см. фиг. 5), внедрение легким обжатием заготовки 6 ее слоев друг в друга, холодное прессование заготовки 6. Причем усилия и направления прессования подбираются таким образом, чтобы плоскости 7 (см. фиг. 2 и 3) основной массы витков 8 спиралей 3 (см. фиг. 5) были касательными к конусу 9 (см. фиг. 2 и 3) с осью, совпадающей с осью вращения фильтрующего элемента 1 и заданным углом при вершине конуса, выбираемым предпочтительно из диапазона 60˚<φ<90˚, причем первой по направлению действия осевой прессующей силы встречается вершина конуса, и эта масса витков приблизительно равномерно распределена в теле элемента 1.
Наружный диаметр технологического центрального стержня равен внутреннему диаметру фильтрующего элемента 1.
Предлагается также способ изготовления фильтрующего элемента (см. фиг. 6, 7 и 8), отличающийся тем, что формируют непрерывную прямоугольную полосу 10 (см. фиг. 7) из двух слоев 11 и 12 плетеной сетки или предварительно напряженной плетеной сетки, из каждой пары спиралей которой одна спираль сжата, а другая растянута одной и той же силой. Слой 11 полосы 10 изготовлен из сетки 15, сплетенной из спиралей 3 правой свивки, растянутых до шага, равного диаметру спирали. Слой 12 - из сетки 16, сплетенной из таких же спиралей 3 левой свивки. Оси спиралей 3 слоев 11 и 12 сетки перпендикулярны длинной стороне полосы 10. Затем легким нажатием слои 11 и 12 сетки внедряют друг в друга. Наматывают полосу 10 (см. фиг. 8) на технологический центральный стержень 5 так, что оси спиралей 3 перпендикулярны торцам заготовки - рулона 30. Длина полосы 10 выбрана такой, что начало 13 и конец 14 полосы 10 находятся в смежных радиальных сечениях и в каждом радиальном сечении находится одинаковое число слоев полосы 10. Сформированную таким образом заготовку 30 помещают в прессформу.
Кроме того, предлагается способ изготовления фильтрующего элемента (см. фиг. 6, 9 и 10), отличающийся тем, что полосу 17 набирают из одинакового в каждом слое 18 и 19 (см. фиг. 9) числа кусков плетеной сетки 20 одинаковой длины. Причем стыки 31 кусков сетки 20 в слое 18 полосы 17 смещают на половину длины куска 20 относительно стыков 31 кусков 20 слоя 19. Наматывают полосу 17 (см. фиг. 10) на технологический центральный стержень 5 таким образом, что стыки 31 кусков 20 равномерно
располагаются по окружности, а начальное 21 и конечное 22 сечения полосы смещены с перекрытием на половину длины куска в окружном направлении таким образом, что в каждом радиальном сечении расположено одинаковое число слоев плетеной сетки.
Предлагается также способ изготовления фильтрующего элемента (см. фиг. 6, 11 и 12), отличающийся тем, что прямоугольную полосу 23 (см. фиг. 11) выполняют из слоев 24 и 25 сетки из растянутой спирали 3 одинаковой свивки. Слой 24 с осями спиралей, перпендикулярными длинной стороне полосы 23, выполняют из куска сетки с длиной, равной длине полосы. Слой 25 с осями спиралей, параллельными длинной стороне полосы 23, набирают встык из отдельных кусков сетки 26. Полосу 23 (см. фиг. 12) наматывают на технологический центральный стержень 5 таким образом, что цельный слой сетки 24 образует ту поверхность фильтрующего элемента, на которую воздействует большее рабочее давление фильтруемой среды.
Предлагаемые фильтрующие элементы имеют наибольшую удельную прочность на сжатие в радиальных направлениях, чем все известные фильтры, изготовленные из проволочных нетканых материалов.
Предлагаемые фильтрующие элементы, изготовленные из плетеной сетки, в отличие от фильтров, изготовленных из проволочных нетканых материалов, могут работать при высоких перепадах давления на фильтре, вызывающих высокие удельные растягивающие напряжения в фильтрующем элементе.
Изготовление всех предлагаемых фильтрующих элементов может быть автоматизировано.
Способ изготовления упругопористого нетканого проволочного материала для ортопедических стоматологических устройств
Бамперное защитное устройство автомобиля
Бамперное защитное устройство автомобиля
Бамперное защитное устройство автомобиля
Упругодемпфирующий амортизатор устройства продольной связи тележки с кузовом локомотива
Способ изготовления предварительно напряженной плетеной сетки
Способ проведения краш-теста автомобилей на фронтальный удар
Виброизолятор кассетный низкочастотный большой грузоподъемности (вкнбг)
Бамперное защитное устройство автомобиля
Виброизолятор низкочастотный большой грузоподъемности разгруженный (внбгр)
Способ изготовления упругопористого нетканого проволочного материала для ортопедических стоматологических устройств
Упругодемпфирующий амортизатор устройства продольной связи тележки с кузовом локомотива
Виброизолятор кассетный низкочастотный большой грузоподъемности (вкнбг)
Виброизолятор низкочастотный большой грузоподъемности разгруженный (внбгр)
Виброизолятор большой грузоподъемности (вбг)
Виброизолятор большой грузоподъемности разгруженный (вбгр)
Виброизолятор большой грузоподъемности с коническими втулками
Виброизолятор с большим ходом и способ изготовления его упругогистерезисных элементов
Бамперное защитное устройство для грузовых автомобилей и автобусов способ изготовления упругогистерезисных элементов из проволочного материала
Виброизолятор тросовый крестообразный с коническими пружинами

