Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОЙ ПЛЕТЕНОЙ СЕТКИ
Вид РИД
Изобретение
Изобретение относится к производству плетеных металлических сеток и позволяет плести мелкую сетку для изготовления проволочного материала из проволоки с диаметром d≥0,2 мм и отношением диаметра спирали D к диаметру проволоки 9÷10 и более.
Известен способ плетения сеток (Патент РФ на изобретение №2010653 «Способ плетения сеток», Эскин И.Д., Чемпинский Л.А., 5 B21F 27/02, с приоритетом от 15.04.94 г.. Опуб. Бюл. №7, 15.04.94 г.), заключающийся в том, что формообразуется блок спиралей круглого поперечного сечения, расположенных относительно друг друга на два шага сетки, которые точно фиксируются в направляющей в положении, которое они занимают в готовой сетке, и обрезаются на заданную длину, затем происходит смещение механизма формообразования спиралей на шаг сетки, производится формообразование еще блока спиралей сетки, которые, формируясь, вращаются и, непрерывно сползая с ножей механизма формообразования, вплетаются в ранее сформированные спирали и в первую спираль ранее изготовленного фрагмента сетки, двигаясь в направляющей строго в направлении осей спиралей, далее последний блок спиралей обрезается на заданную длину и производится смещение готового фрагмента сетки в направлении, перпендикулярном осям спиралей в такое положение, чтобы в первую спираль готового фрагмента сетки могла вплестись последняя спираль вновь изготавливаемого фрагмента сетки.
Недостатком этого способа является то, что при формировании заготовок для изготовления изделий из проволочного материала каждый слой сетки перед укладкой в заготовку приходится растягивать в плоскости сетки в двух взаимно перпендикулярных направлениях - вдоль осей спиралей и перпиндикулярно к ним, так чтобы витки соседних спиралей вошли в непосредственный контакт. Это особенно затруднительно делать в случае, когда заготовка формируется из непрерывной полосы сетки.
Этот способ по технической сущности наиболее близок к заявляемому и принят за прототип.
Целью предлагаемого изобретения является создание способа изготовления плетеных сеток, применение которых для изготовления изделий из проволочного материала существенно упрощало бы технологию формирования заготовок из отдельных слоев сетки или из непрерывной полосы сетки за счет исключения предварительного растягивания сетки непосредственно при укладке ее в заготовку, а также повышение демпфирующих свойств изделий из проволочного материала.
Поставленная цель достигается тем, что предлагается способ изготовления предварительно напряженной плетеной сетки, заключающийся в том, что формообразуется блок из n спиралей, расположенных относительно друг друга на два шага сетки, производится формообразование еще блока из n+1 спиралей сетки, которые, формируясь, вращаются и, непрерывно сползая с ножей механизма формообразования, вплетаются в ранее сформированные спирали, готовый фрагмент сетки обрезается на заданную длину и производится смещение готового фрагмента сетки в направлении, перпендикулярном осям спиралей, отличающийся тем, что спирали первого блока формообразуются на своем блоке ножей своего механизма формообразования спиралей до заданной длины с шагом t1=tг-Δtypo, где tг - шаг спиралей готовой сетки, Δtypo - увеличение шага спирали за счет остаточного упругого растяжения спиралей блока в готовой сетке, спирали блока растягивают механизмом растяжения в направлении осей спиралей до шага tp=t1+Δtyp, где tp - шаг спиралей блока, растянутых механизмом, Δtyp - упругое приращение шага спирали при их растяжении механизмом растяжения, формообразуют на блоке ножей второго механизма формообразования спиралей, расположенного напротив первого механизма формообразования спиралей с другой стороны изготавливаемой сетки, спирали второго блока, смещенные от спиралей первого блока на шаг сетки, причем шаг этих спиралей t2=tp, эти спирали, непрерывно вращаясь и сползая с ножей, вплетаются в растянутые спирали первого блока, причем длины спиралей, образующих фрагмент сетки, подобраны таким образом, что при отрезании фрагмента сетки механизм отрезания с каждой из сторон отрезал бы только спирали, сформированные механизмом формообразования, расположенным на этой стороне сетки, и при этом спирали отрезались у торцев корпусов ножей и длины всех спиралей готового фрагмента сетки были одинаковы, т.е. готовый фрагмент сетки имел форму прямоугольника, освобождают спирали первого блока от механизма растяжения и сдвигают его, освобождая зону, где происходит отрезание спиралей второго блока, отрезают готовый фрагмент сетки от механизмов формообразования спиралей и смещают готовый фрагмент сетки в положение, где этот фрагмент можно соединить с последующим соединяющей спиралью, изготавливают последующий фрагмент сетки, на своем ноже формируют соединяющую спираль с шагом t3=tг, которая вплетается в последнюю спираль последующего фрагмента и первую спираль предыдущего фрагмента на всю длину этих спиралей, последующий фрагмент и соединяющая спираль отрезаются от механизмов формообразования спиралей, новый фрагмент сетки, сформированный из двух фрагментов перемещается в положение, где он может быть соединен с новым последующим фрагментом и цикл повторяют до тех пор пока не будет изготовлена полоса сетки требуемой длины.
В случае спиралей с большой податливостью на изгиб в конце формирования спиралей первого блока они на столе станка могут занять положение, неудобное для захвата их механизмом растяжения.
Поэтому в этом случае их смещение по столу станка осуществляется в направляющих, выполненных в съемной крышке, закрепленной на столе станка, которую снимают после захвата спиралей первого блока механизмом растяжения спиралей и их растяжения.
Кроме того, сетка может быть сплетена из спиралей круглого поперечного сечения, с шагом tг≈D, где D - диаметр спирали, изготовленных из нагартованной проволоки с диаметром d≥0,2 мм и отношением D/d=9÷10 и более.
Предлагаемым способом можно изготавливать мелкоячеистую сетку, пригодную для изготовления изделий из проволочного материала, так как первый блок сформированных спиралей строго зафиксирован растягивающими спирали силами в положении, удобном для вплетения в них спиралей второго блока.
В готовой сетке спирали первых блоков упруго растянуты, а спирали вторых блоков упруго сжаты и силы сжатия равны силам растяжения. Каждый виток спирали прижат к контактирующему с ним витку соседней спирали силой, равной силе, растягивающей или сжимающей спираль, поделенной на число витков спирали, т.е. готовая сетка находится в напряженном состоянии, фиксирующем спирали от смещений, и из нее удобно формировать заготовку.
Даже если по какой-то причине произошло смещение спиралей в сетке для возращения ее в исходное напряженное состояние достаточно приложить к сетке растягивающее усилие в направлении, перпендикулярном оси спирали и когда спирали встанут на место убрать усилие и из нее будет удобно формировать заготовку.
Давление друг на друга контактирующих в сетке витков в определенной мере может сохраниться и в готовом изделии, а это повысит его демпфирующие свойства.
Кроме того, предлагаемым способом можно изготавливать предварительно напряженную сетку Рабица.
В этом случае ножи формируют спирали с поперечным сечением, применяемым в сетке Рабица.
Изготовление сетки Рабица предлагаемым способом в десятки раз увеличит производительность ее производства, а применение предварительно напряженной сетки Рабица улучшит экстерьер заборов, ограждений.
Все предложенные способы обеспечивают безотходное изготовление плетеных сеток.
Признаки, отличающие заявляемое техническое решение от прототипа, не выявлены в других технических решениях.
Предлагаемые способы поясняются фигурами.
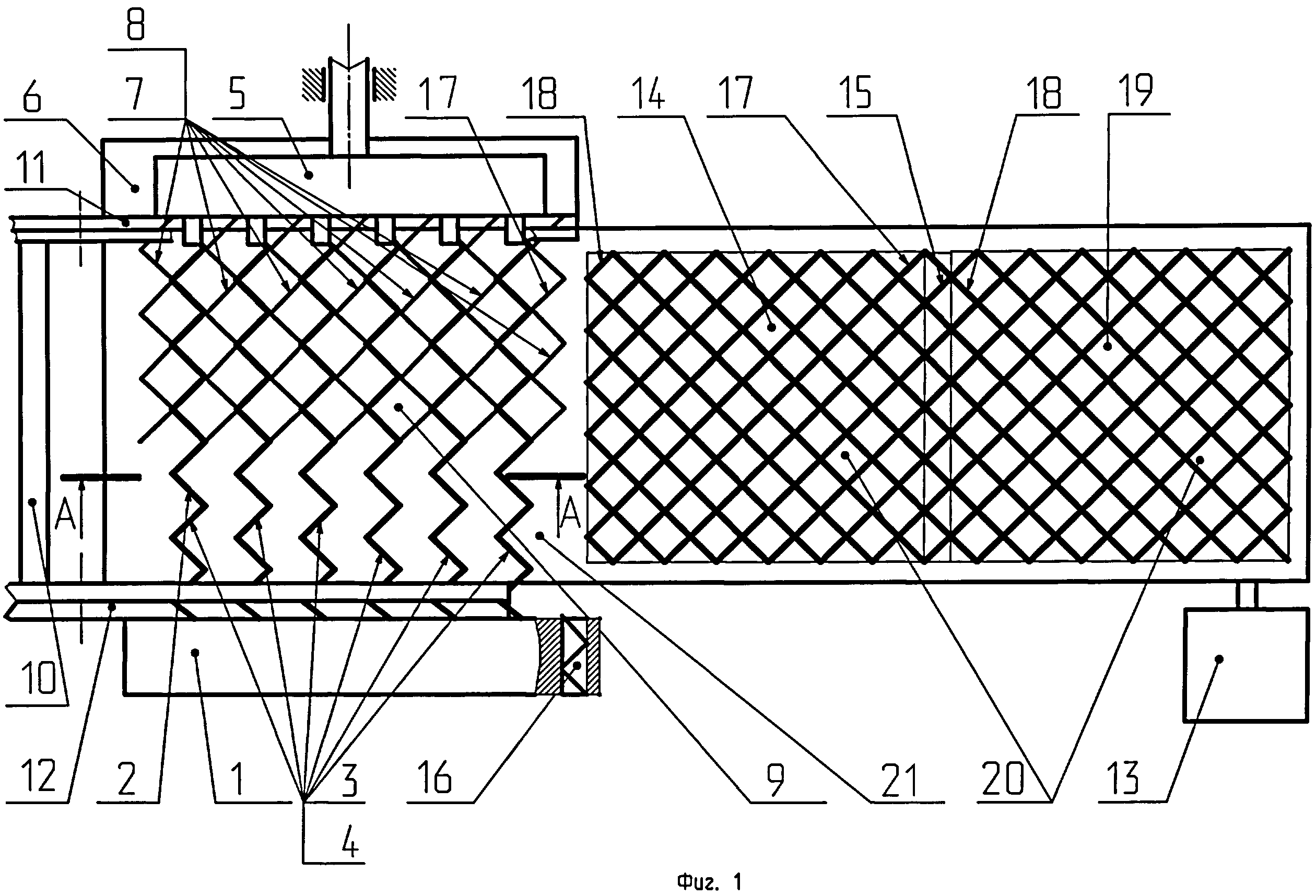
На фиг.1 изображена схема устройства для осуществления предлагаемого способа. Готовые фрагменты сетки условно обведены тонкой линией. Катушки с проволокой на фиг. не показаны.
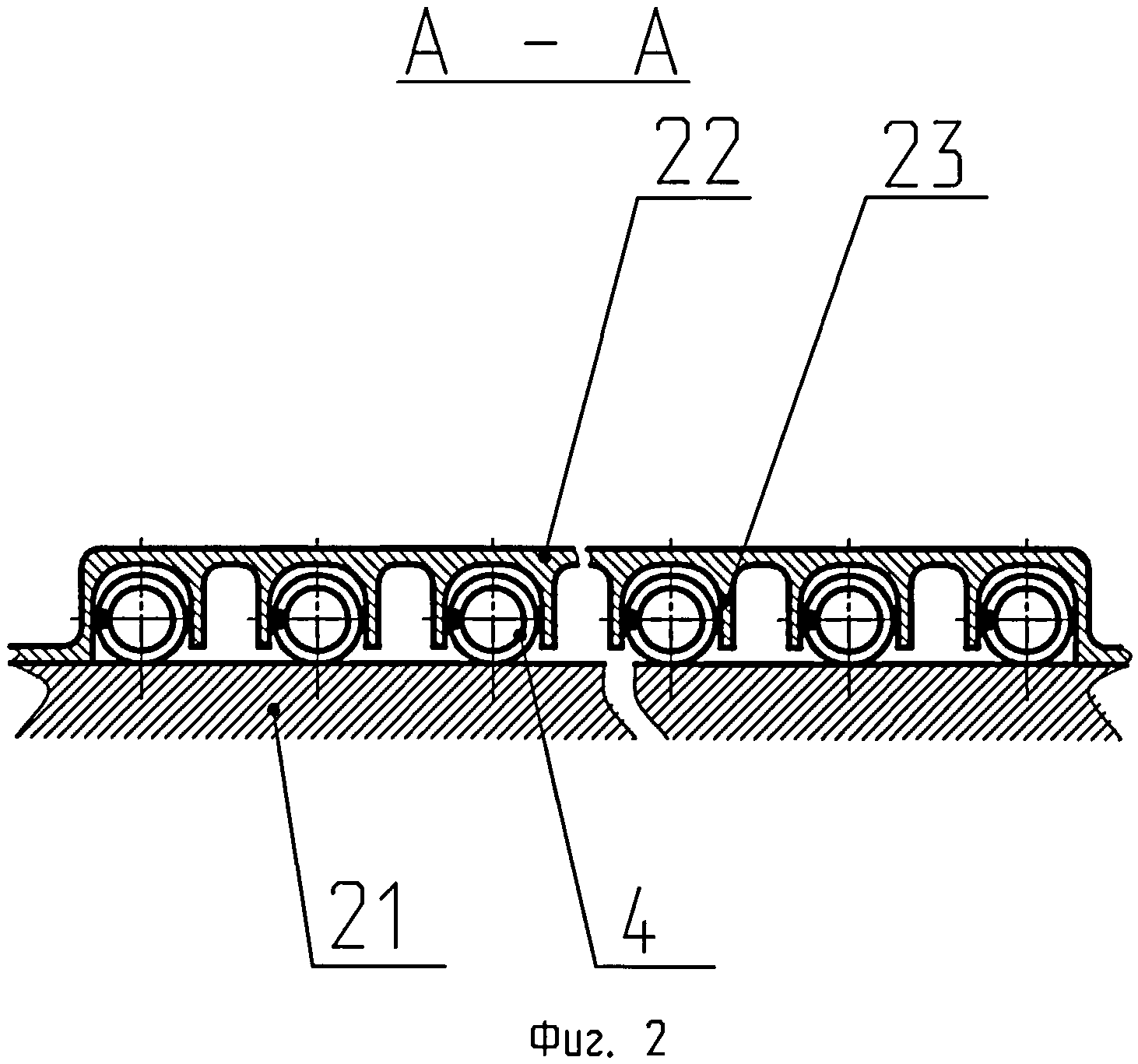
На фиг.2 изображен разрез по А - А на фиг.1 для случая, когда смещение по столу станка формируемых спиралей первого блока осуществляется в направляющих съемной крышки.
Механизм 1 формообразования спиралей (см. фиг.1) сначала формирует из проволоки 2 первый блок 3 из n спиралей 4 круглого поперечного сечения и с шагом спирали t1, расположенных в блоке 3 с шагом, равным двум шагам сетки.
Спирали 4 захватываются механизмом растяжения 5 и упруго растягиваются в направлении осей спиралей пока шаг спирали не станет равным tp. Механизм 5 удерживает спирали 4 в этом положении. Включается механизм формообразования 6, который формирует новый блок 7 из n+1 спиралей 8 с шагом спирали t2=tp, смещенных относительно спиралей 4 на шаг сетки. Спирали 8, непрерывно формируясь на ножах механизма формообразования 6 (ножи на фиг. не показаны), вращаясь и сползая с ножей, вплетаются в спирали 4 на всю их свободную длину. Механизм формообразования 6 отключается. Механизм растяжения 5 отпускает спирали 4 и отводится из рабочего поля. Фрагмент 9 механизмом отрезки 10 отрезается (заметим, что этот механизм конструктивно может быть выполнен в виде двух гильотинных ножниц 11 и 12, из которых ножницы 11 отрезают спирали 4, а ножницы 12 отрезают спирали 8) и сетка под действием внутренних упругих сил сжимается в направлении осей спиралей таким образом, что спирали 4 остаются упруго растянутыми, а спирали 8 упруго сжатыми силами, равными по величине, за счет чего и создается предварительное напряжение в сетке и шаг спиралей в готовом фрагменте 9 сетки становится равным tг. Фрагмент 9 механизмом перемещения сетки 13 перемещается в положение, где этот фрагмент (ему присвоена позиция 14) можно соединить со следующим по порядку изготовления фрагментом 9 соединяющей спиралью 15.
Формируют следующий фрагмент сетки 9 и отрезают его. На своем ноже 16 (на фиг.1 нож показан условно) формируют соединяющую спираль 15 с шагом t3=tг, которая вплетается в последнюю спираль 17 следующего фрагмента 9 и первую спираль 18 фрагмента 14 на всю длину этих спиралей. Соединяющая спираль 15 отрезается от механизма формообразования 1. Механизм отрезки спирали 15 на фиг. не показан. При небольших диаметрах проволоки спираль может просто перекусываться.
На фиг.1 показано изготовление сетки в момент, когда готовы два фрагмента сетки, которым присвоены номера позиций 14 и 19 и новый фрагмент сетки 20, сформированный из этих двух фрагментов, соединенных спиралью 15, перемещен в положение, где он может быть соединен с новым последующим фрагментом (на фиг.1 показанным в процессе формирования и обозначенным позицией 9). Описанный цикл - изготовление нового фрагмента сетки и соединение его с готовыми фрагментами повторяют до тех пор пока не будет изготовлена полоса сетки требуемой длины.
Кроме того, в случае, когда спирали сетки имеют большую податливость на изгиб и при завершении формирования спиралей 4 они могут занять на столе 21 станка (см. фиг.2) положение, неудобное для их захвата механизмом растяжения 5, на столе 21 закрепляют съемную крышку 22 с направляющими 23, в которых при формировании перемещаются спирали 4. После завершения процесса формирования этих спиралей, их захвата и растяжения механизмом 5 крышка 22 снимается и далее процесс изготовления сетки продолжается вышеописанным способом.
Отметим, что при формировании спиралей 8 и их вплетении в спирали 4 крышка 22 не нужна, так как направляющими для спиралей 8 служат спирали 4.
Преимущества предлагаемого способа изготовления плетеных сеток следующие:
предлагаемым способом можно с высокой производительностью изготавливать мелкоячеистую плетеную предварительно напряженную сетку, которая может применяться как основной элемент для изготовления крупно и средне габаритных изделий из проволочного материала, так и в изделиях с небольшими габаритами, как армирующий элемент. Во всех этих случаях применение этой сетки увеличивает прочность изделий, улучшает их упругофрикционные характеристики и упрощает технологию изготовления этих изделий, позволяет существенно сократить объем ручного труда при изготовлении изделий из проволочного материала и позволяет расширить диапазоны параметров проволоки и спирали, применяемых для изготовления этих изделий, значительно удешевить их производство и расширить области их применения;
все значения шагов спирали - t1, tp, t2, tг могут быть определены расчетным путем, в том числе и в случае tг=D, обычно применяемом при изготовлении изделий из проволочного материала;
как уже указывалось выше, применение предлагаемого способа для изготовления сетки Рабица позволяет в десятки раз увеличить производительность ее производства по сравнению со способом, когда сетку Рабица изготавливают вплетением «спираль за спиралью»;
предлагаемыми способами может быть также изготовлена плетеная сетка, применяемая в строительстве для оштукатуривания больших поверхностей, а также плетеная сетка для армирования изделий из полимера. Применение этих сеток упростит технологический процесс.
Способ изготовления упругопористого нетканого проволочного материала для ортопедических стоматологических устройств
Бамперное защитное устройство автомобиля
Бамперное защитное устройство автомобиля
Бамперное защитное устройство автомобиля
Упругодемпфирующий амортизатор устройства продольной связи тележки с кузовом локомотива
Способ проведения краш-теста автомобилей на фронтальный удар
Виброизолятор кассетный низкочастотный большой грузоподъемности (вкнбг)
Бамперное защитное устройство автомобиля
Виброизолятор низкочастотный большой грузоподъемности разгруженный (внбгр)
Виброизолятор большой грузоподъемности (вбг)

