Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ СМЕНЫ УЗЛА ВАЛКОВ РАБОЧИХ КЛЕТЕЙ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, а именно к механизмам для установки валков, и может быть использовано для смены валков рабочих клетей станинного типа.
Известно устройство для смены узла опорных валков стана кварто 1700 (Целиков А.И., Смирнов В.В. Прокатные станы. Государственное научно-техническое издательство литературы по черной и цветной металлургии. М., 1958, с.134), представляющее собой салазковый механизм, включающий: подвижную в вертикальном направлении балку, служащую опорой для узла валков, гидравлические домкратные цилиндры для подъема узла валков, подвижные брусья, перемещающиеся по неподвижным салазкам и служащие для извлечения из клети валков, подлежащих замене, и последующего заведения новых валков. Брусья перемещаются посредством шестерен, сцепляющихся с неподвижными рейками через цилиндрическую и спаренную червячные передачи.
К недостаткам известного устройства относятся:
- сложность обслуживания вследствие значительных размеров;
- большие занимаемые площади;
- большая масса оборудования.
Известно устройство для смены узла валков клетей станинного типа дуо, кварто (патент РФ 2465082, приоритет 17.05.2011), принятое в качестве прототипа, представляющее механизм, включающий: плиту с реечным приводом, механизм подъема узла валков, рейку реечного привода, расположенную с приводной стороны клети, зубчатую шестерню реечного привода, также расположенную с приводной стороны клети, подъемные опорные ролики механизма подъема узла валков, смонтированные на эксцентрических валах, эксцентрические валы, расположенные на сторонах привода и смены узла валков, опорный ролик, размещенный над плитой со стороны привода клети с образованием между рабочей поверхностью опорного ролика и верхней плоскостью плиты в нижнем ее положении зазора, равного величине подъема узла валков, червячные передачи, осуществляющие привод эксцентрических валов механизма подъема узла валков и вал, связывающий червячные передачи. При смене узла валков рабочей клети подушки узла валков через плиту с реечным приводом подъемными опорными роликами механизма подъема узла валков, смонтированными на эксцентрических валах, расположенных на сторонах привода и смены узла валков, приподнимаются до выбирания зазора между верхней плоскостью плиты и рабочей поверхностью опорного ролика, равного величине подъема узла валков. При этом образуется зубчатое зацепление между рейкой привода, установленной на плите, и зубчатой шестерней реечного привода, расположенной с приводной стороны клети, и производится перемещение узла валков в положение перевалки. Привод эксцентрических валов механизма подъема узла валков может осуществляться червячными передачами, расположенными на одном валу.
К недостаткам известного устройства относятся:
- относительная сложность механизма, например наличие эксцентриковых валов, червячных передач;
- червячные передачи составляют пары с повышенным трением и требуют более частого обслуживания (смазки);
- медленная работа червячных передач;
- для сборки опорных роликов на эксцентриковых валах требуется высокая точность изготовления деталей;
- так как механизм подъема узла валков осуществляется червячными передачами, расположенными на одном валу, то при монтаже всего устройства необходима точная установка эксцентриковых валов с роликами, находящимися в одном положении, в противном случае при подъеме роликов возможен перекос плиты с реечным приводом;
- плохая ремонтопригодность - для того, чтобы добраться до опор ролика эксцентрикового вала, требуется полный демонтаж всего устройства.
Отмеченные недостатки приводят к тому, что затрачивается значительное время на перевалку валков, что сокращает годовой фонд рабочего времени, а значит и производительность прокатного стана.
Техническим результатом использования предложенного устройства является сокращение времени перевалки за счет упрощения конструкции, повышения ее надежности и удобства эксплуатации.
Технический результат достигается тем, что в устройстве для смены узла валков рабочих клетей, включающем опорную плиту, установленную с возможностью перемещения вдоль оси валков, размещенный с приводной стороны рабочей клети опорный ролик, установленный с возможностью взаимодействия с опорной плитой, механизм подъема опорной плиты с приводом и подъемными опорными роликами, один из которых размещен с приводной стороны рабочей клети, а другой размещен с неприводной стороны рабочей клети, опорная плита выполнена с рукоятью выкатывания опорной плиты с узлом валков и упором для взаимодействия с опорным роликом, механизм подъема опорной плиты выполнен в виде двух шарнирно закрепленных одинаковых Г-образных рычагов, при этом опорные ролики смонтированы в двух направленных в сторону опорной плиты плечах упомянутых рычагов, а два других плеча сочленены посредством регулируемой по длине тяги.
В качестве конструктивного исполнения, улучшающего удобство эксплуатации, привод механизма подъема опорной плиты включает упор, смонтированный на станине рабочей клети, и винт со сферической поверхностью головки, установленный с возможностью взаимодействия сферической поверхности с упором и размещенный в отверстии с резьбой, выполненном в плече одного из Г-образных рычагов, сопряженных с тягой.
Предлагаемое устройство приведено на графических материалах, где:
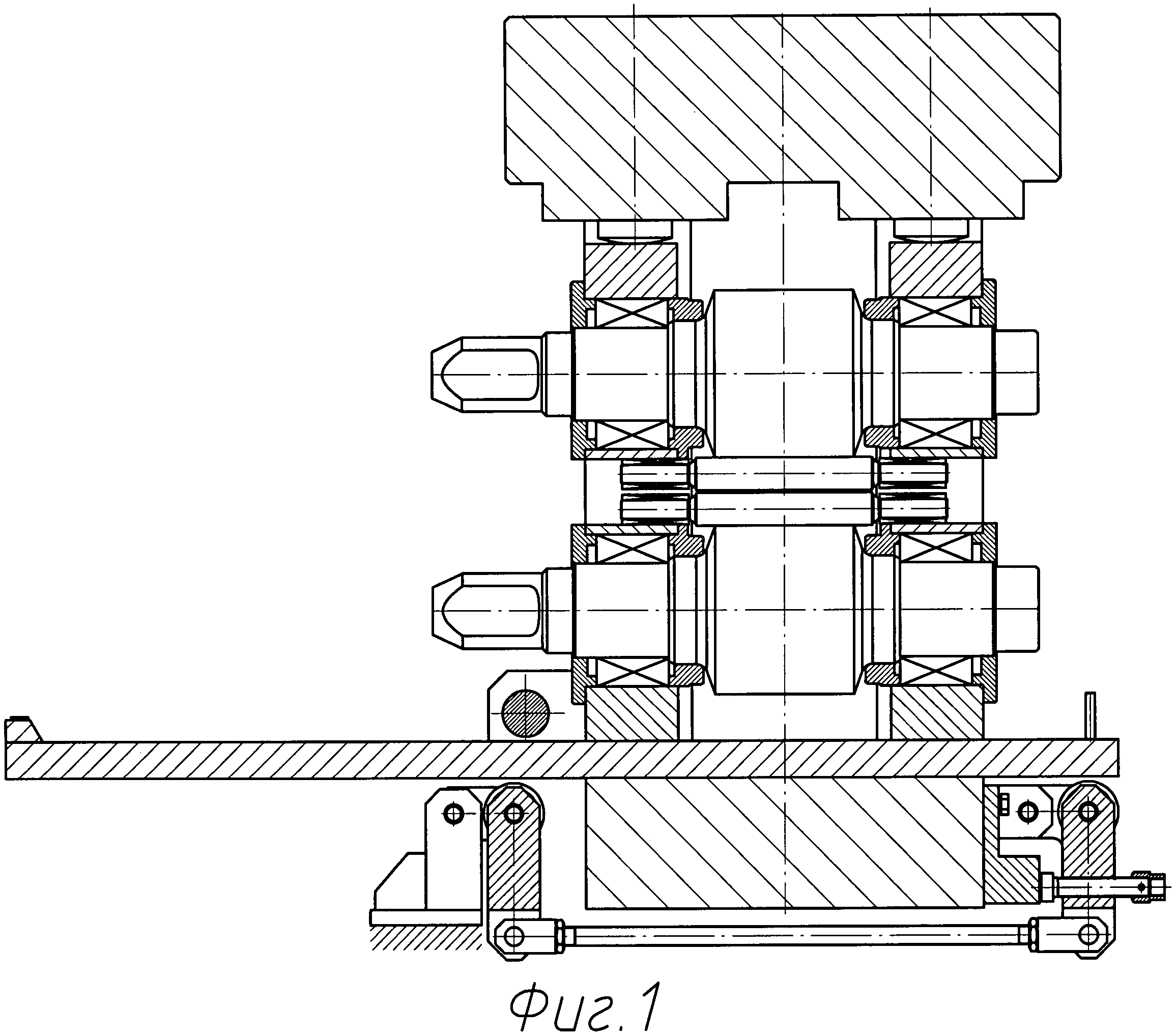
- на фиг.1 изображена схема устройства для смены валков клетей станинного типа, расположение частей устройства перед перевалкой;
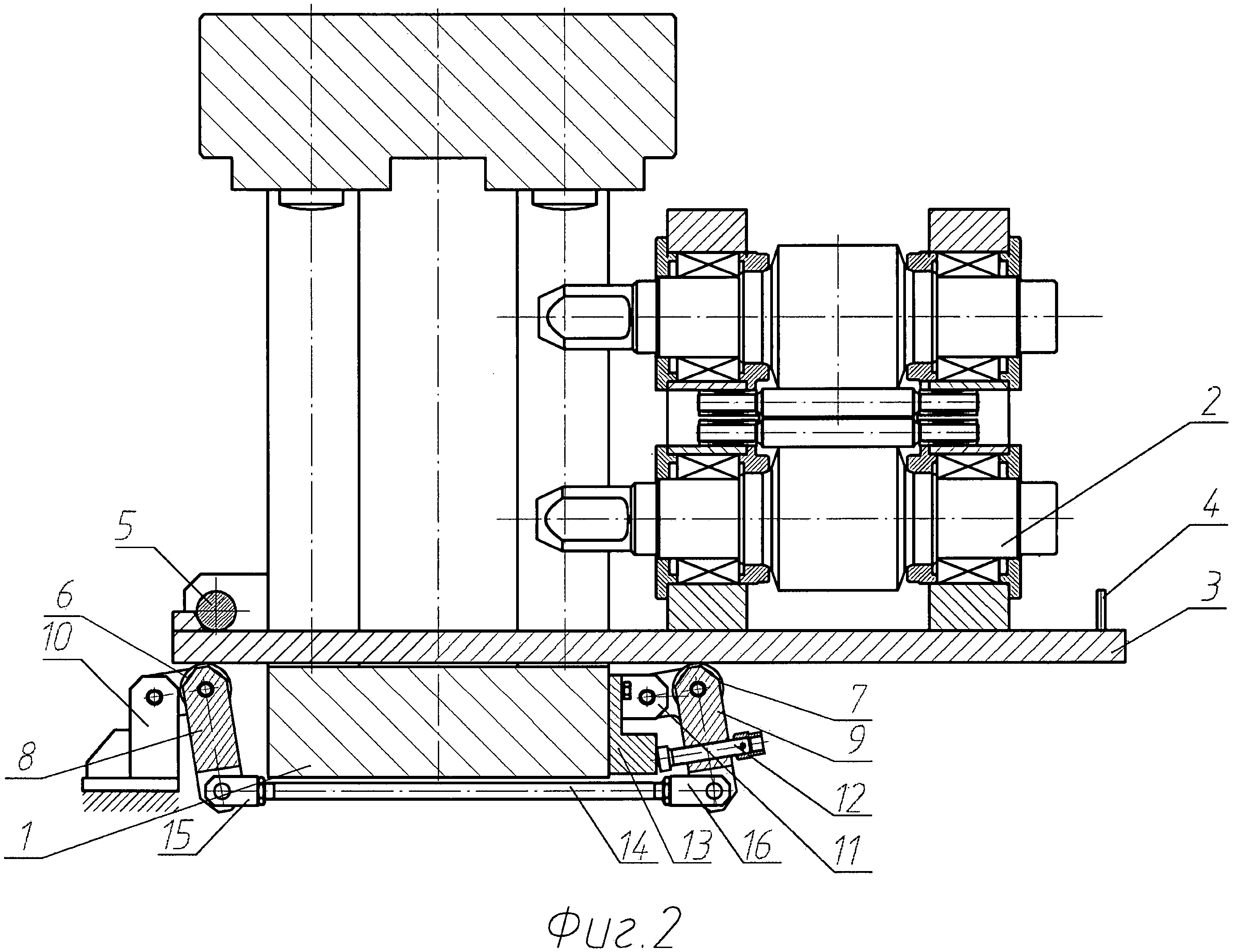
- на фиг.2 изображена схема устройства для смены валков клетей станинного типа, расположение частей устройства в позиции перевалки.
Устройство для смены узла валков рабочих клетей включает станину 1, узел валков 2, опорную плиту 3 с рукоятью 4 выкатывания опорной плиты 3 с узлом валков 2 и упором для взаимодействия с опорным роликом 5, опорный ролик 5, размещенный над плитой со стороны привода клети и взаимодействующий с упором опорной плиты, и механизм подъема узла валков. Механизм подъема узла валков состоит из следующих элементов: подъемных опорных роликов 6 и 7, смонтированных в вершинах одинаковых одноплечих Г-образных рычагов 8 и 9, шарнирно закрепленных в опорах 10 и 11, расположенных соответственно с приводной и неприводной сторон клети. Устройство снабжено винтом 12 со сферической поверхностью головки, ввернутым в резьбовое отверстие плеча рычага 9 и опирающимся сферической поверхностью на упор 13, и тягой 14, шарнирно соединяющей между собой через серьги 15 и 16 концы рычагов 8 и 9. Расстояние между концами рычагов 8 и 9 может регулироваться путем ввинчивания резьбовых концов тяги 14 в резьбовые отверстия серег 15, 16, и тем самым производится настройка механизма, при которой оси роликов 6, 7 и оси шарниров стационарных опор 10, 11 образуют параллелограмм.
Устройство работает следующим образом. Перед началом перевалки узел валков 2 расположен на опорной плите 3, которая лежит на опорной поверхности станины 1. При ввинчивании винта 12 в резьбовое отверстие рычага 9 винт 12 опирается на упор 13 и вращает Г-образный рычаг 9 относительно опоры 11, а через тягу 14 аналогично вращается Г-образный рычаг 8 относительно опоры 10, при этом подъемные опорные ролики 6 и 7, смонтированные в вершинах рычагов 8 и 9, приподнимаются и в соответствии с законом движения параллелограммного механизма поднимают опорную плиту 3 с узлом валков 2 до выбирания зазора между верхней плоскостью плиты и рабочей поверхностью опорного ролика 5, равного величине подъема узла валков. После этого за рукоять 4 опорная плита 3 с узлом валков 2 выкатывается по роликам 6 и 7 из станины 1 в позицию перевалки. Устройство состоит из небольшого количества элементов, не содержит сложных деталей, легко монтируется и настраивается, обладает хорошей ремонтопригодностью, например смена опор ролика не требует полного демонтажа устройства и соответственно повторной настройки после ремонта. Так как отсутствуют пары с повышенным трением (например, червяк - червячное колесо) и соответственно с повышенным износом, то требуется меньшая частота обслуживания (смазка) устройства.
Таким образом, устройство для смены узла валков рабочих клетей позволяет
- упростить конструкцию за счет уменьшения количества деталей;
- повысить надежность работы конструкции за счет менее сложных деталей и узлов, в том числе пар с повышенным трением и соответственно с повышенным износом;
- повысить удобство эксплуатации за счет уменьшения частоты обслуживания узлов трения;
- уменьшить время простоя при ремонте, что в конечном итоге позволяет сократить время, затрачиваемое на перевалку валков, и повысить производительность прокатного стана.
Дорн с управляемым профилем рабочей поверхности для кристаллизатора машины непрерывного литья полых заготовок
Устройство для дуговой сварки полос на машинах непрерывных металлургических агрегатов
Способ сборки изделий коробчатой формы для автоматической дуговой сварки плавящимся электродом
Устройство для стыковой сварки концов полос
Привод клети стана холодной прокатки труб
Способ управления подачей и поворотом трубы стана холодной прокатки труб
Линия штамповки изделий из цилиндрических реозаготовок
Устройство упаковки порошковой смеси в оболочку неограниченной длины
Зубчато-реечный привод валка стана периодической прокатки труб
Способ подготовки полос под сварку на машинах непрерывных металлургических агрегатов
Способ непрерывного литья металлических заготовок методом "плавка на плавку"

