Результат интеллектуальной деятельности: СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ
Вид РИД
Изобретение
Изобретение относится к области нанесения покрытий на внутреннюю поверхность изделий цилиндрической формы и может быть использовано при нанесении защитных материалов на внутреннюю поверхность различных видов цилиндрических изделий, в том числе труб, при котором требуется высокая степень равномерности толщины изолирующей пленки по всей длине изделия и точности при расходе наносимого материала.
Известны способы и устройства, в которых нанесение покрытия осуществляется методом пульверизации из движущейся форсунки в полости изделия цилиндрической формы с последующей сушкой и отжигом эмали в индукторах или щелевых печах (аналоги RU 97112544 А, C23D 5/02 от 20.07.1999 г.; RU 2305011 С2, В05С 7/08, B05D 7/22 от 07.11.2005 г.; RU 2121523 C1, C23D 5/04 от 10/11/1998 г.; RU 96793 В05С 7/08 от 20.08.2010 г.; RU 2315668 C1, В05С 7/08 от 05.06.2006 г.; RU 2338603 C1, В05С 7/08 от 08.05.2007 г.; RU 2340408 С2, В05С 7/08, В05С 7/08 от 17.10.2006 г.; RU 2311966 C1, В05С 7/08 от 05.06.2006 г.).
К недостаткам аналогов можно отнести неравномерность распыления материала покрытия с помощью форсунок, их быстрое засорение в случае использования вязких жидкостей, а также неравномерность, связанную с расслоением наносимого материала при заполнении изделия и перелив материала, связанный с некорректным управлением скоростью наполнения полости изделия.
Прототипом является способ (RU 2488450 С2, В05С 7/04, В05С 11/10 от 10.11.2011 г.), заключающийся в том, что материал покрытия закачивается через отсекающий клапан в вертикально установленное изделие цилиндрической формы с последующим стеканием его через сливную задвижку, причем скорость движения материала покрытия автоматически управляется путем регулирования пропускной способности сливной задвижки в зависимости от текущего уровня материала в трубе, с последующими сушкой и отжигом.
Недостатком прототипа является то, что способ не обеспечивает требуемой равномерности покрытия, в связи с изменением температуры наносимого материала во время технологического процесса, которая влияет на способность материала прилипать к поверхности изделия.
Поставлена задача: устранить неравномерность нанесения покрытия по длине изделия, связанную с изменением температуры материала.
Решение поставленной задачи достигается тем, что в известный способ, заключающийся в том, что материал покрытия закачивается через отсекающий клапан в вертикальное изделие цилиндрической формы с последующим стеканием его излишков через сливную задвижку, причем скорость движения материала покрытия автоматически управляется путем регулирования пропускной способности сливной задвижки в зависимости от текущего уровня материала в трубе, с последующими сушкой и отжигом, производят непрерывный текущий контроль температуры наносимого материала, в зависимости от которой корректируют текущую скорость движения материала покрытия в соответствии с соотношением:

где V0 - скорость движения материала, соответствующая эталонному технологическому режиму при температуре Т0;
KT - коэффициент зависимости толщины покрытия от изменения температуры материала при фиксированной скорости V0;
KV - коэффициент изменения толщины покрытия от изменения скорости при фиксированной температуре материала Т0;
TP - реальная текущая температура материала;
Т0 - заданная, эталонная для выбранного технологического режима температура материала.
Коэффициенты KT и KV определяются из технологической таблицы.
Сущность изобретения поясняется фигурой 1, на которой представлено устройство, реализующее предлагаемый способ. Скорость движения материала для конкретной марки покрытия задается технологической картой или графиком, полученными эмпирическим путем, пример такого графика приведен на фигуре 2.
Покрываемое изделие 1 устанавливается вертикально на коллектор 2, к которому подключаются отсекающий клапан 3, сливная задвижка 4 и датчик температуры 5, выход которого подключен к входу модулю обработки информации и управления 6, подключенного к входу электропривода 7, механически соединенного со сливной задвижкой 4. На верхний край изделия устанавливается переходная насадка 8 для установки датчика уровня 9, выход которого соединен со вторым входом модуля обработки информации и управления 6.
Перед нанесением покрытия в изделие через отсекающий клапан 3 закачивается наносимый материал до верхнего края изделия, что контролируется датчиком уровня 9, после этого клапан 3 закрывается и осуществляется слив материала через сливную задвижку 4. Информация о движении материала и его температуре определяется датчиками уровня 9 и температуры 5, которая поступает в модуль обработки информации и управления 6, где происходит обработка полученных данных.
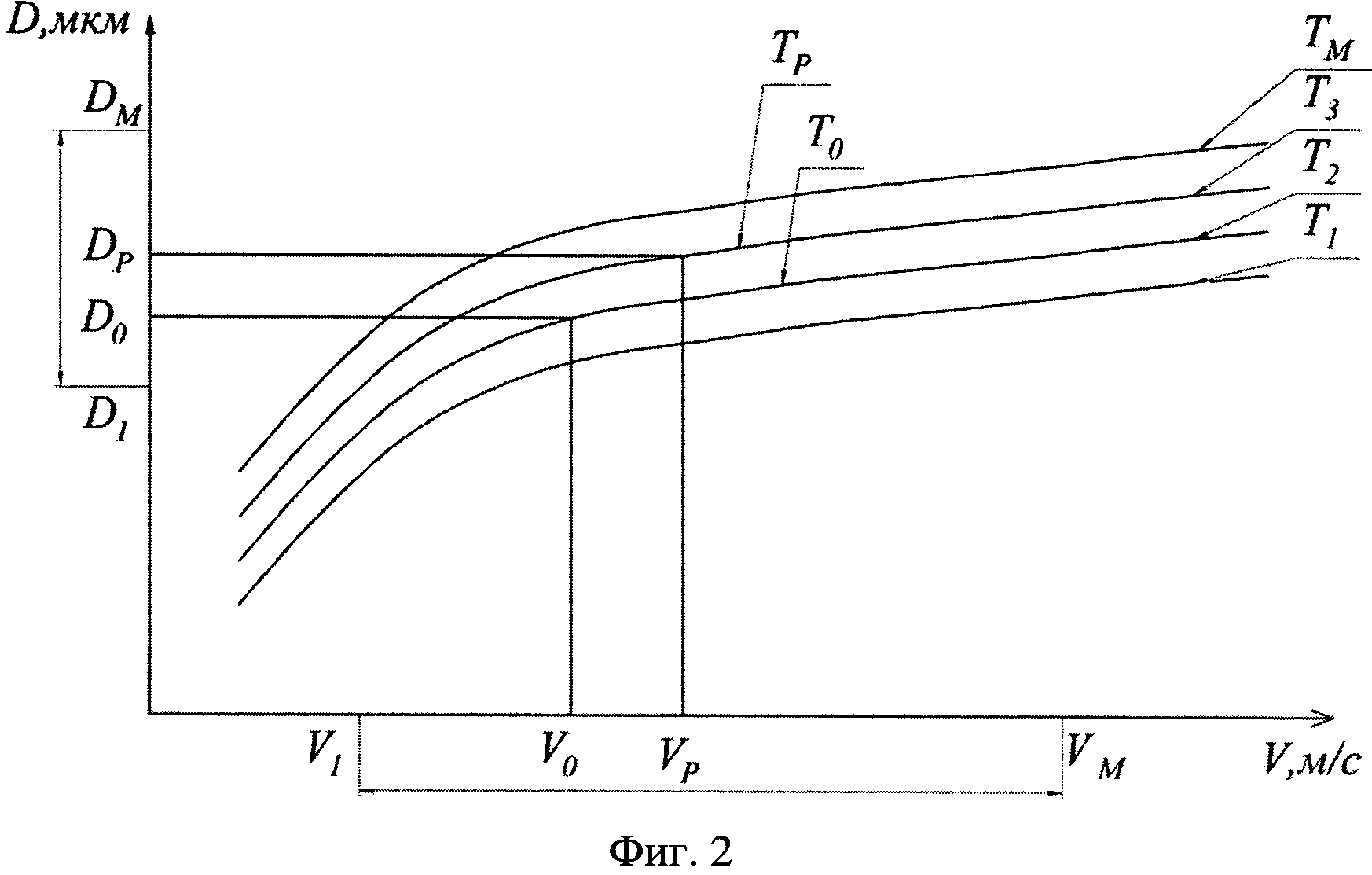
Толщина покрытия D в общем случае зависит от скорости движения материала V и его температуры Т, D=F(V,T).
График на фигуре 2 индивидуален для различных размеров и материалов покрываемого изделия и состава покрытия. Выбор технологического режима (скорости движения материала V0) осуществляется технологом исходя из заданной толщины покрытия D0 и температуры материала Т0.
Из графика видно, что увеличение температуры от заданной при фиксированной скорости слива приводит к увеличению толщины покрытия и увеличение скорости при постоянной температуре приводит к увеличению толщины покрытия. Поэтому для обеспечения заданной толщины покрытия при текущих изменениях температуры материала необходимо: при увеличении температуры уменьшать, а при уменьшении температуры увеличивать скорость слива. Для определения алгоритма корректировки необходимо вычислить средний температурный коэффициент изменения толщины покрытия от изменения температуры материала при фиксированной скорости KT. Это можно сделать по графику (фиг.2) для каждого скоростного режима, используя формулу:

где D1, DM - минимальная и максимальная толщины покрытия, допустимые технологическим процессом при фиксированной скорости V0, T1 - минимальная температура технологического режима, TM - максимальная температура технологического режима
При изменении температуры и фиксированной скорости V0 реальная толщина DP покрытия будет отличаться от идеальной D0 на величину ΔDT, определяемую по формуле:

где TP - реальная текущая температура при скорости VP.
Для температурной коррекции необходимо знать также средний коэффициент изменения толщины покрытия от изменения скорости при фиксированной температуре материала KV. Это также можно сделать по графику для каждого температурного режима по формуле:

где D1, DM - минимальная и максимальная толщины покрытия, допустимые технологическим процессом при фиксированной температуре материала Т0, V1 - минимальная скорость технологического режима, VM - максимальная скорость технологического режима.
При изменении скорости и фиксированной температуре Т0 реальная толщина DP покрытия будет отличаться от идеальной D0 на величину ΔDV, определяемую по формуле:

где VP - реальная скорость движения при температуре Т0.
Для того чтобы изменения толщины от нестабильности температуры компенсировались изменениями скорости, необходимо, чтобы ΔDV=ΔDT. Из равенства выражений (3) и (5) получим:

Выражение (6) показывает, насколько должна измениться скорость при выбранном технологическом режиме, чтобы скомпенсировать влияние на толщину покрытия изменения текущей температуры на величину ΔT. В системе управления эти изменения должны быть внесены в эталонную скорость V0. Отсюда следует, что для того чтобы при изменении текущей температуры толщина покрытия не изменилась, необходимо в зависимости от сигнала датчика температуры скорректировать заданную скорость V0 по формуле (1).
Предлагаемый способ позволяет улучшить качество покрытия за счет учета влияния температуры материала на толщину и равномерность покрытия по всей длине изделия.
Способ нанесения покрытия, заключающийся в том, что материал покрытия закачивается через отсекающий клапан в вертикальное изделие цилиндрической формы с последующим стеканием его излишков через сливную задвижку, причем скорость движения материала покрытия автоматически управляется путем регулирования пропускной способности сливной задвижки в зависимости от текущего уровня материала в трубе, с последующими сушкой и отжигом, отличающийся тем, что проводят непрерывный контроль температуры наносимого материала, в зависимости от которой корректируют текущую скорость движения материала покрытия в соответствии с соотношением: где V - скорость движения материала, соответствующая эталонному технологическому режиму при температуре Т;K - коэффициент зависимости толщины покрытия от изменения температуры материала при фиксированной скорости V;K - коэффициент изменения толщины покрытия от изменения скорости при фиксированной температуре материала Т;T - реальная текущая температура материала;Т - заданная, эталонная для выбранного технологического режима температура материала,коэффициенты K и K определяются из технологической таблицы.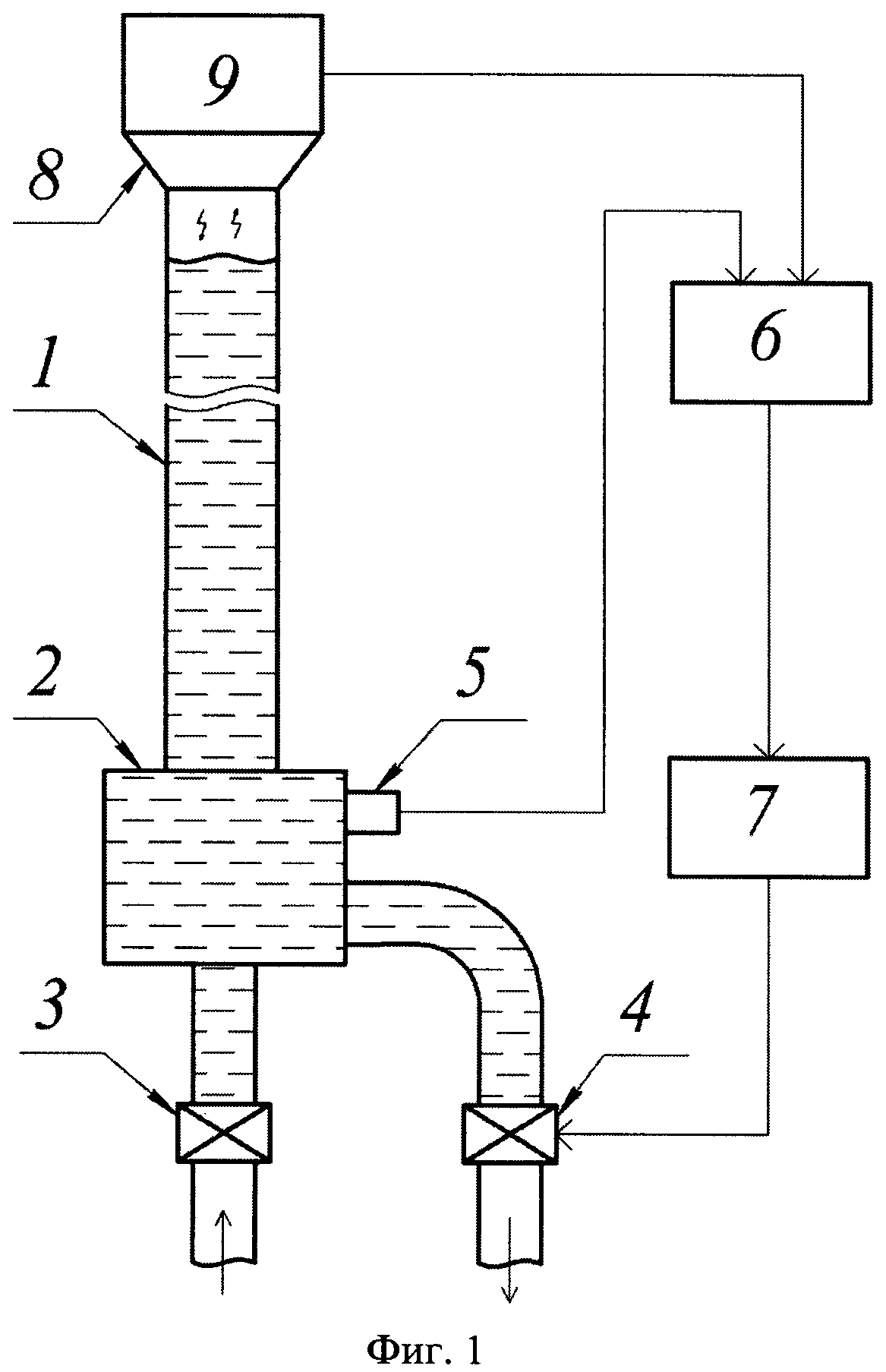
Способ нанесения покрытия на внутреннюю поверхность трубы
Способ измерения массы жидкости в резервуаре
Система автоматического управления нанесением изолирующего покрытия на внутреннюю поверхность изделий цилиндрической формы
Способ измерения показателей качества нефтепродуктов
Виброизолятор тросовый крестообразный с коническими пружинами
Способ определения распределения плотности проволочного материала по объему изделия и установка для определения плотности проволочного материала в объеме изделия
Композиция для изготовления жаростойких композитов
Устройство для подгонки толстопленочных резисторов
Композиция для изготовления жаростойких композитов
Инжектор заряженных пылевых частиц
Способ нанесения покрытия на внутреннюю поверхность трубы
Способ измерения показателей качества нефтепродуктов
Композиция для изготовления жаростойких композитов
Виброизолятор тросовый крестообразный с коническими пружинами
Способ определения распределения плотности проволочного материала по объему изделия и установка для определения плотности проволочного материала в объеме изделия
Композиция для изготовления жаростойких композитов
Устройство для подгонки толстопленочных резисторов
Композиция для изготовления жаростойких композитов
Инжектор заряженных пылевых частиц
Устройство для изготовления пористого материала

