Результат интеллектуальной деятельности: СПОСОБ УЛЬТРАЗВУКОВОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ В ЖИДКОЙ СРЕДЕ
Вид РИД
Изобретение
Изобретение относится к области ультразвуковой обработки и может быть использовано для поверхностного упрочнения конструкционных сталей при ультразвуковой обработке в жидких средах.
Известен способ упрочнения конструкционных сталей путем ультразвукового поверхностного пластического деформирования, который проводят с определенной силой прижима Fn и амплитудой колебательных смещений ξ (см. Абрамов В.О., Абрамов О.В., Артемьев В.В. и др. Мощный ультразвук в металлургии и машиностроении. - М.: Янус-К, 2006. - с.438).
Недостатком известного способа является то, что при этом на поверхностном слое обрабатываемого изделия в результате многократного деформирования сохраняются неровности (поверхностная шероховатость), что требует дополнительной обработки поверхности изделия.
Наиболее близким к заявляемому способу по технической сущности является принятый в качестве прототипа способ ультразвуковой очистки изделий, в котором предусмотрено воздействие на изделие, помещенное в рабочую емкость с жидкостью, ультразвуковыми колебаниями от основного высокоамплитудного источника излучения с амплитудой колебательных смещений ξ=15-50 мкм и частотой fрц=20-30 кГц (см. патент РФ №2378058, МКИ B08B 3/12, опубл. 10.01.2010).
Недостатком известного способа является то, что при ультразвуковой очистке в жидкостях возникают эрозионные процессы, необходимые для удаления загрязнений, но которые могут приводить к разрушению поверхности изделия.
Технической задачей, решаемой настоящим изобретением, является повышение поверхностной твердости деталей из конструкционных сталей без нарушения качества поверхности.
Поставленная техническая задача решается тем, что в способе ультразвукового поверхностного упрочнения деталей из конструкционных сталей в жидкой среде, включающем погружение в жидкую среду детали и источника акустического излучения и последующее ультразвуковое воздействие на деталь с частотой акустических колебаний fрц 20-30 кГц, согласно изобретению обработку проводят с амплитудой колебательных смещений в пределах ξ=7-40 мкм при длительности процесса τ=30-45 мин, при этом расстояние между деталью и источником акустического излучения выдерживает в пределах l=3-6 мм.
На решение поставленной технической задачи направлено и то, что для деталей из армко-железа амплитуду колебательных смещений выбирают в пределах ξ=7-15 мкм.
На решение поставленной технической задачи направлено также и то, что для деталей из стали 40x амплитуду колебательных смещений выбирают в пределах ξ=15-40 мкм.
Решение поставленной задачи достигается благодаря возникновению процесса кавитации вблизи поверхности изделия за счет использования источника ультразвуковых колебаний. При этом возникают зоны кавитационных пузырьков, характеризующихся пульсирующим характером колебаний давления. При выдержки амплитуды акустических колебаний в пределах ξ=7-40 мкм и времени обработки в течение τ=30-45 мин. поверхность изделий значительно упрочняется без ухудшения качества поверхности, т.е. без эрозии.
Способ поверхностного упрочнения деталей из конструкционных сталей в жидкой среде включает погружение в жидкую рабочую среду детали и источника акустического излучения, который располагают на расстоянии l=3-6 мм от обрабатываемой поверхности. Затем оказывают последующее ультразвуковое воздействие на деталь с частотой акустических колебаний fрц=20-30 кГц. Согласно способу обработку проводят с амплитудой колебательных смещений в пределах ξ=7-40 мкм и длительностью процесса τ=30-45 мин. Причем для деталей из армко-железа амплитуду колебательных смещений выбирают в пределах ξ=7-15 мкм, для деталей из стали 40x амплитуду колебательных смещений выбирают в пределах ξ=15-40 мкм.
Предлагаемый способ осуществляется следующим образом. Предварительно деталь помещают в рабочую емкость с жидкой средой при комнатной температуре. Затем в жидкой среде к поверхности детали подводят источник акустического излучения - пьезоэлектрический преобразователь, на расстояние l=3-6 мм с амплитудой колебательных смещений ξ=7-40 мкм, время воздействия составляет τ=20-60 мин.
Предполагаемый способ опробован на образцах из армко-железа, поверхность которых была предварительно отшлифована. Осуществимость и преимущество демонстрируются на представленных ниже примерах 1-22.
Примеры
1. Обработка образцов из армко-железа. Образцы подвергали кавитационному воздействию в жидкой среде с амплитудой колебательных смещений ξ=7 мкм в течение τ=20 минут, пьезоэлектрический преобразователь находился на расстоянии l=3-6 мм от образца. Значение микротвердости составило 2600 мПа, толщина обработанного слоя n=18 мкм, при этом эрозия на поверхности не образуется.
2. Обработка образцов из армко-железа. Образцы подвергали кавитационному воздействию в жидкой среде с амплитудой колебательных смещений ξ=7 мкм в течение τ=30 минут, пьезоэлектрический преобразователь находился на расстоянии l=3-6 мм от образца. Значение микротвердости составило 2700 мПа, толщина обработанного слоя n=20 мкм, при этом эрозия на поверхности не образуется.
3. Обработка образцов из армко-железа. Образцы подвергали кавитационному воздействию в жидкой среде с амплитудой колебательных смещений ξ=7 мкм в течение τ=45 минут, пьезоэлектрический преобразователь находился на расстоянии l=3-6 мм от образца. Значение микротвердости составило 2900 мПа, толщина обработанного слоя n=30 мкм, при этом эрозия на поверхности не образуется.
4. Обработка образцов из армко-железа. Образцы подвергали кавитационному воздействию в жидкой среде с амплитудой колебательных смещений ξ=7 мкм в течение τ=60 минут, пьезоэлектрический преобразователь находился на расстоянии l=3-6 мм от образца. Значение микротвердости составило 3000 мПа, толщина обработанного слоя n=40 мкм, при этом на поверхности образуются эрозионные кратеры.
5. Обработка образцов из армко-железа. Образцы подвергали кавитационному воздействию в жидкой среде с амплитудой колебательных смещений ξ=15 мкм в течение τ=20 минут, пьезоэлектрический преобразователь находился на расстоянии l=3-6 мм от образца. Значение микротвердости составило 2700 мПа, толщина обработанного слоя n=40 мкм, при этом эрозия на поверхности не образуется.
6. Обработка образцов из армко-железа. Образцы подвергали кавитационному воздействию в жидкой среде с амплитудой колебательных смещений ξ=15 мкм в течение τ=30 минут, пьезоэлектрический преобразователь находился на расстоянии l=3-6 мм от образца. Значение микротвердости составило 2800 мПа, толщина обработанного слоя n=45 мкм, при этом эрозия на поверхности не образуется.
7. Обработка образцов из армко-железа. Образцы подвергали кавитационному воздействию в жидкой среде с амплитудой колебательных смещений ξ=15 мкм в течение τ=45 минут, пьезоэлектрический преобразователь находился на расстоянии l=3-6 мм от образца. Значение микротвердости составило 3000 мПа, толщина обработанного слоя n=50 мкм, при этом эрозия на поверхности не образуется.
8. Обработка образцов из армко-железа. Образцы подвергали кавитационному воздействию в жидкой среде с амплитудой колебательных смещений ξ=15 мкм в течение τ=60 минут, пьезоэлектрический преобразователь находился на расстоянии 1=3-6 мм от образца. Значение микротвердости составило 3100 мПа, толщина обработанного слоя n=55 мкм, при этом эрозия на поверхности не образуется.
9. Обработка образцов из армко-железа. Образцы подвергали кавитационному воздействию в жидкой среде с амплитудой колебательных смещений ξ=30 мкм в течение τ=20 минут, пьезоэлектрический преобразователь находился на расстоянии 1=3-6 мм от образца. Значение микротвердости составило 2800 мПа, толщина обработанного слоя n=50 мкм, при этом эрозия на поверхности не образуется.
10. Обработка образцов из армко-железа. Образцы подвергали кавитационному воздействию в жидкой среде с амплитудой колебательных смещений ξ=30 мкм в течение τ=30 минут, пьезоэлектрический преобразователь находился на расстоянии 1=3-6 мм от образца. Значение микротвердости составило 3000 мПа, толщина обработанного слоя n=75 мкм, при этом на поверхности образуются эрозионные кратеры.
Результаты испытаний из армко-железа приведены в таблице 1.
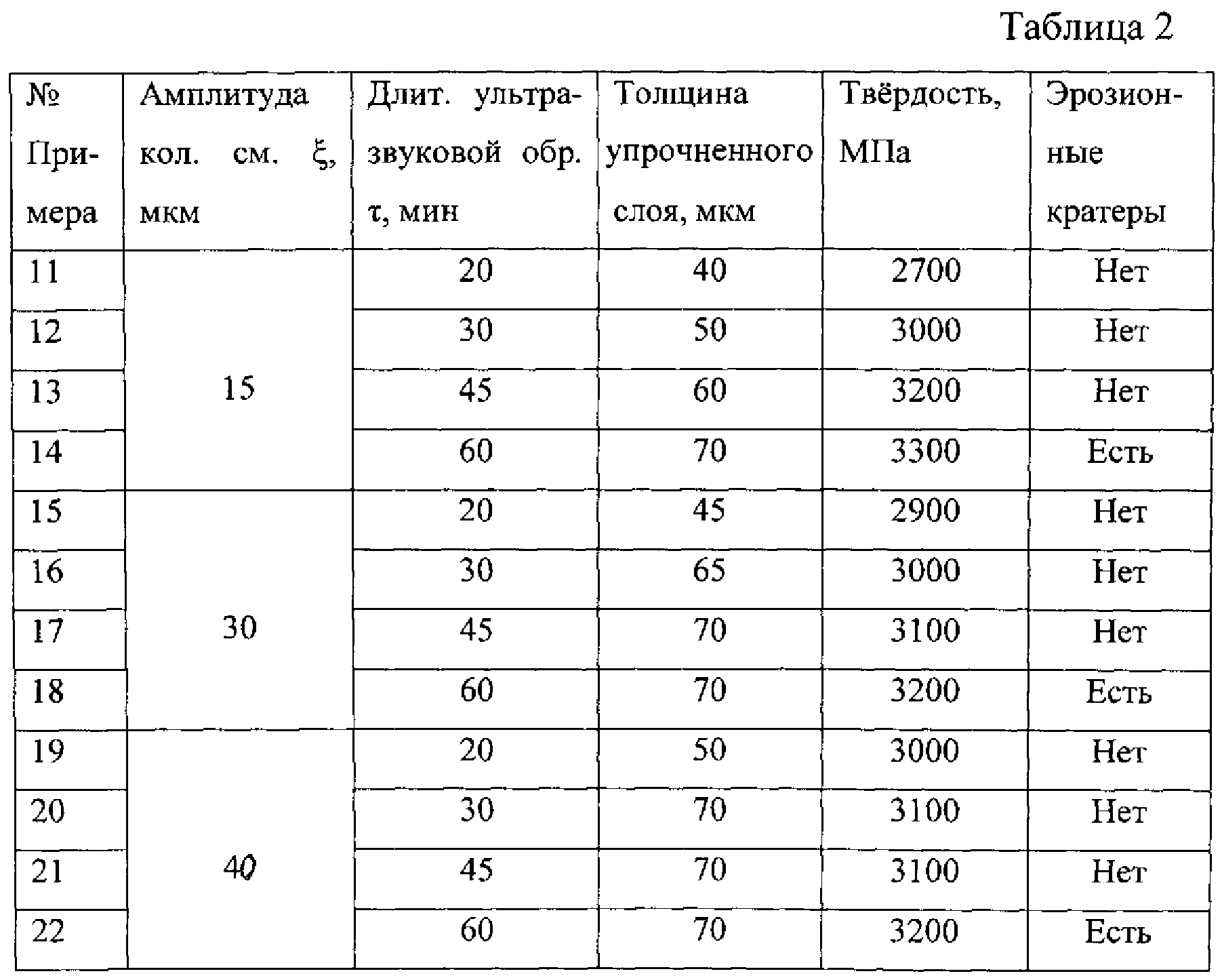
Исследование деталей-образцов из стали 40X рассмотрены на примерах 11-22.
11. Обработка образцов из стали 40X. Образцы подвергали кавитационному воздействию в жидкой среде с амплитудой колебательных смещений ξ=15 мкм в течение τ=20 минут, пьезоэлектрический преобразователь находился на расстоянии l=3-6 мм от образца. Значение микротвердости составило 2700 мПа, толщина обработанного слоя n=40 мкм, при этом эрозия на поверхности не образуется.
12. Обработка образцов из стали 40X. Образцы подвергали кавитационному воздействию в жидкой среде с амплитудой колебательных смещений ξ=15 мкм в течение τ=30 минут, пьезоэлектрический преобразователь находился на расстоянии l=3-6 мм от образца. Значение микротвердости составило 3000 мПа, толщина обработанного слоя n=50 мкм, при этом эрозия на поверхности не образуется.
13. Обработка образцов из стали 40X. Образцы подвергали кавитационному воздействию в жидкой среде с амплитудой колебательных смещений ξ=15 мкм в течение τ=45 минут, пьезоэлектрический преобразователь находился на расстоянии l=3-6 мм от образца. Значение микротвердости составило 3200 мПа, толщина обработанного слоя n=50 мкм, при этом эрозия на поверхности не образуется.
14. Обработка образцов из стали 40X. Образцы подвергали кавитационному воздействию в жидкой среде с амплитудой колебательных смещений ξ=15 мкм в течение τ=60 минут, пьезоэлектрический преобразователь находился на расстоянии l=3-6 мм от образца. Значение микротвердости составило 3300 мПа, толщина обработанного слоя n=70 мкм, при этом на поверхности образуются эрозионные кратеры.
15. Обработка образцов из стали 40X. Образцы подвергали кавитационному воздействию в жидкой среде с амплитудой колебательных смещений ξ=30 мкм в течение τ=20 минут, пьезоэлектрический преобразователь находился на расстоянии l=3-6 мм от образца. Значение микротвердости составило 2900 мПа, толщина обработанного слоя n=45 мкм, при этом эрозия на поверхности не образуется.
16. Обработка образцов из стали 40X. Образцы подвергали кавитационному воздействию в жидкой среде с амплитудой колебательных смещений ξ=30 мкм в течение τ=30 минут, пьезоэлектрический преобразователь находился на расстоянии l=3-6 мм от образца. Значение микротвердости составило 3000 мПа, толщина обработанного слоя n=65 мкм, при этом эрозия на поверхности не образуется.
17. Обработка образцов из стали 40X. Образцы подвергали кавитационному воздействию в жидкой среде с амплитудой колебательных смещений ξ=30 мкм в течение τ=45 минут, пьезоэлектрический преобразователь находился на расстоянии l=3-6 мм от образца. Значение микротвердости составило 3100 мПа, толщина обработанного слоя n=70 мкм, при этом эрозия на поверхности не образуется.
18. Обработка образцов из стали 40X. Образцы подвергали кавитационному воздействию в жидкой среде с амплитудой колебательных смещений ξ=30 мкм в течение τ=60 минут, пьезоэлектрический преобразователь находился на расстоянии l=3-6 мм от образца. Значение микротвердости составило 3200 мПа, толщина обработанного слоя n=70 мкм, при этом на поверхности образуются эрозионные кратеры.
19. Обработка образцов из стали 40X. Образцы подвергали кавитационному воздействию в жидкой среде с амплитудой колебательных смещений ξ=40 мкм в течение τ=20 минут, пьезоэлектрический преобразователь находился на расстоянии l=3-6 мм от образца. Значение микротвердости составило 3000 мПа, толщина обработанного слоя n=50 мкм, при этом эрозия на поверхности не образуется.
20. Обработка образцов из стали 40X. Образцы подвергали кавитационному воздействию в жидкой среде с амплитудой колебательных смещений ξ=40 мкм в течение τ=30 минут, пьезоэлектрический преобразователь находился на расстоянии l=3-6 мм от образца. Значение микротвердости составило 3100 мПа, толщина обработанного слоя n=70 мкм, при этом эрозия на поверхности не образуется.
21. Обработка образцов из стали 40X. Образцы подвергали кавитационному воздействию в жидкой среде с амплитудой колебательных смещений ξ=40 мкм в течение τ=45 минут, пьезоэлектрический преобразователь находился на расстоянии l=3-6 мм от образца. Значение микротвердости составило 3100 мПа, толщина обработанного слоя n=70 мкм, при этом эрозия на поверхности не образуется.
22. Обработка образцов из стали 40X. Образцы подвергали кавитационному воздействию в жидкой среде с амплитудой колебательных смещений ξ=40 мкм в течение τ=60 минут, пьезоэлектрический преобразователь находился на расстоянии l=3-6 мм от образца. Значение микротвердости составило 3200 мПа, толщина обработанного слоя n=70 мкм, при этом на поверхности образуются эрозионные кратеры.
Результаты испытаний образцов из стали 40X приведены в таблице 2.
Таким образом, из таблица видно, что вновь заявляемый способ по сравнению с прототипом позволяет повысить поверхностную твердость деталей из армко-железа и конструкционных сталей без изменения качества поверхности. При этом оптимальное значение амплитуды колебательных смещений составляет ξ=7-40 мкм при длительности ультразвуковой обработки τ=30-45 минут. Видно, что с увеличением содержания углерода в стали для достижения максимальной толщины упрочненного слоя требуется амплитуда колебательных смещений до ξ=40 мкм для стали 40X. Дальнейшее увеличение параметра приводит к эрозионному разрушению поверхностного слоя деталей. 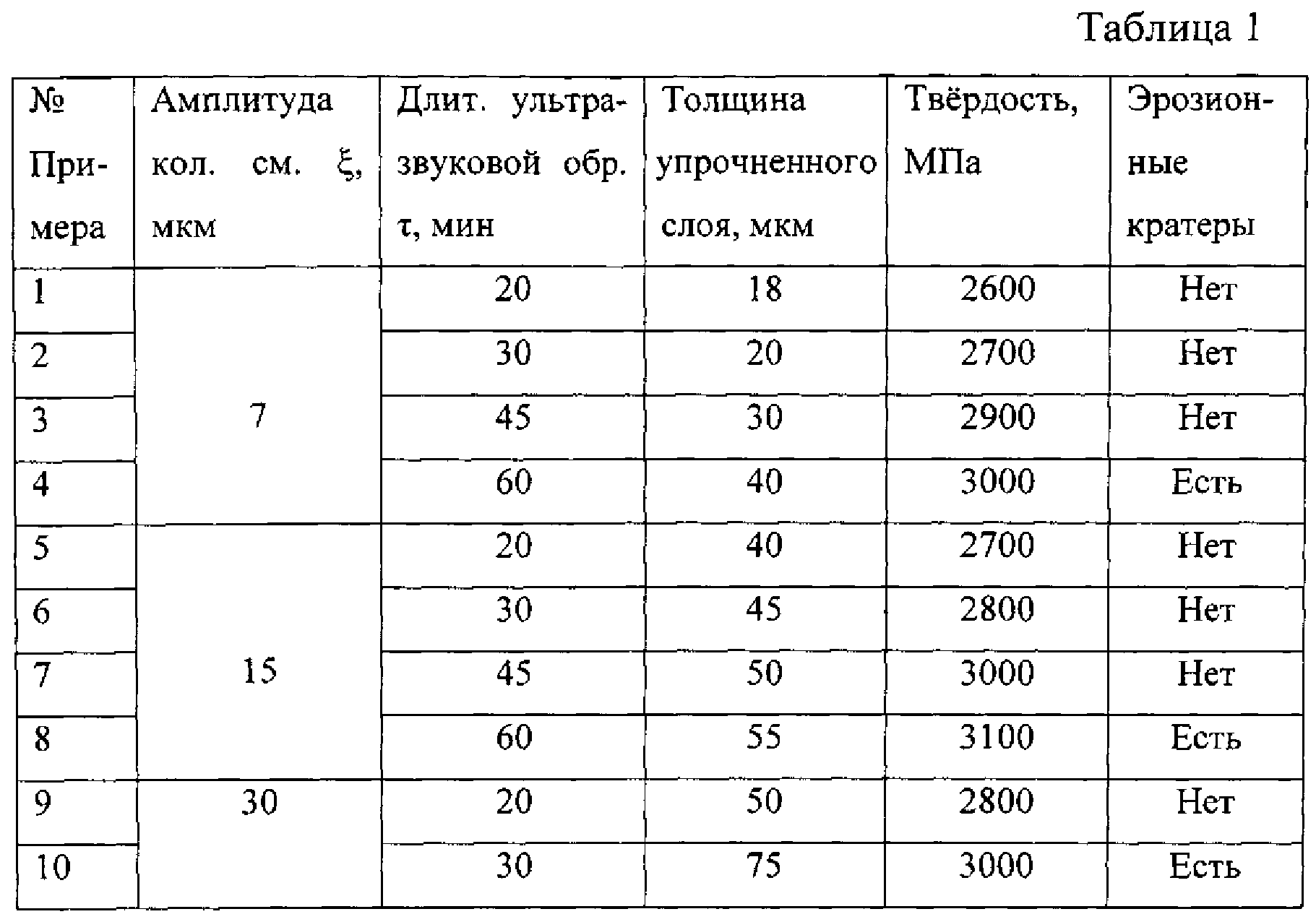
В результате описанного выше акустического воздействия вблизи поверхности металла формируются масса многократно захлопывающихся пузырьков, которые активируют процесс повышения микронапряжений, увеличения плотности дислокаций и измельчения зерна. В результате развития ультразвуковой кавитации на поверхности деталей возникает поверхностная пластическая деформация. По характеру производимого действия и по длительности существования в акустическом поле кавитационные пузырьки разделяют на захлопывающиеся и пульсирующие. При захлопывании кавитационного пузырька возникает ударная волна, развивающая значительные давления. Многократное воздействие в одной и той же области большого количества отдельных захлопывающихся пузырьков приводит к повышению плотности дислокаций, которая носит накопительный характер. В начале воздействия пузырьков на поверхности преобладают упругие деформации, затем, накапливаясь по величине, деформации становятся пластическими, и при повышении критических значений деформации может произойти разрушение металла. Испытания показали, что после воздействия ультразвуковой кавитации, длительность которой лежит в пределах τ=30-45 минут, наблюдается повышение твердости, что вызвано измельчением зерна и повышением плотности дислокаций без образования эрозий.
Таким образом, изобретение позволяет повысить поверхностную твердость деталей из конструкционных сталей без нарушения качества поверхности.
Форсунка для подачи двух видов топлива в дизельный двигатель
Источник автономного электропитания
Способ контроля правильности эксплуатации транспортных средств, сельскохозяйственных и дорожных машин
Цепной вариатор с автоматически изменяемым шагом
Способ упрочнения поверхностного слоя стальных деталей
Способ очистки загрязненного поверхностного стока с дорожного полотна автомобильных дорог
Городская машина
Форсунка многотопливного дизеля
Устройство для испытания пространственных коробчатых конструкций
Центробежная установка для термообработки жиросодержащего сырья в электромагнитном поле сверхвысокой частоты
Форсунка для подачи двух видов топлива в дизельный двигатель
Источник автономного электропитания
Способ контроля правильности эксплуатации транспортных средств, сельскохозяйственных и дорожных машин
Цепной вариатор с автоматически изменяемым шагом
Способ упрочнения поверхностного слоя стальных деталей
Способ очистки загрязненного поверхностного стока с дорожного полотна автомобильных дорог
Городская машина
Форсунка многотопливного дизеля
Устройство для испытания пространственных коробчатых конструкций
Центробежная установка для термообработки жиросодержащего сырья в электромагнитном поле сверхвысокой частоты

