Результат интеллектуальной деятельности: СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА НА КЕРАМИЧЕСКОЙ СВЯЗКЕ, ПРЕДНАЗНАЧЕННОГО ДЛЯ ШЛИФОВАНИЯ ПЛАЗМЕННЫХ ПОКРЫТИЙ НА НИКЕЛЕВОЙ И ЖЕЛЕЗНОЙ ОСНОВЕ
Вид РИД
Изобретение
Область техники
Изобретение относится к области абразивной обработки, в частности, при шлифовании труднообрабатываемых плазменных покрытий на никелевой и железной основе без применения смазочно-охлаждающих жидкостей (СОЖ) и может быть использовано при изготовлении и эксплуатации абразивных инструментов.
Уровень техники
Известны составы для пропитки абразивного инструмента, содержащие растворенные органические соединения с последующей стадией сушки без дополнительной термообработки (Авт. св. СССР №1283069, кл. B24D 3/34, 1987, Бюл. №2; Авт.св. СССР №1255412, кл. B24D 3/34, 1986, Бюл. №33; Авт.св. СССР №1386436, кл. B24D 3/34, 1988, Бюл. №13).
Однако указанные пропиточные составы имеют следующие недостатки: ограниченная область применения; незначительное повышение стойкости абразивного инструмента и удельной производительности обработки (отношение объема снятого металла к объему изношенного инструмента).
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является состав для пропитки абразивного инструмента по Авт.св. СССР №1710324, кл. B24D 3/34, 1992, Бюл. №5.
Импрегнатор, применяемый в данном составе, - водный раствор карбамида и тиокарбамида. Данный импрегнатор имеет ряд значительных недостатков, таких как: количество химически активных веществ непосредственно в зоне контакта абразивного зерна и металла незначительно; повышение стойкости абразивного инструмента и удельной производительности несущественно.
Задачей изобретения является устранение вышеотмеченных недостатков известных импрегнаторов с целью повышения стойкости шлифовальных кругов и удельной производительности обработки при удовлетворительной шероховатости шлифованной поверхности.
Сущность изобретения
Поставленная задача достигается тем, что в составе для пропитки абразивного инструмента, содержащем органические вещества и воду, в качестве органических веществ при импрегнировании используют триэтаноламин и олеиновую кислоту при следующем соотношении компонентов, мас. %:
|
Составы готовят растворением в воде вначале олеиновой кислоты, а затем триэтаноламина в указанных соотношениях при 15-40°C. Пропитка абразивного инструмента производится методом свободного капиллярного поднятия при погружении в раствор на 0,75 высоты инструмента. Время пропитки 3-5 мин в зависимости от размера и формы абразивного инструмента. После пропитки инструмент сушат в течение 1-3 суток при 15-30°C. В табл. 1 приведены примеры пропиточных составов (составы 2-6) и состав прототипа (состав 1) для проведения их сравнительных испытаний.

Технологические испытания указанных составов проведены на плоскошлифовальном станке модели 3601 методом врезного шлифования с использованием абразивных кругов типоразмера ПП 150×20×32 мм с характеристикой 25AF60O6V35 (25А25НСТ16К7). Режимы шлифования: скорость резания - 22 м/с; скорость продольного хода стола - 7 м/мин; вертикальная подача - 0,01 мм/дв. ход.
Шлифуемый материал - микропористые плазменные покрытия из порошка интерметаллида марки ПВ-Н85Ю15 на никелевой основе1 (1далее просто ПВ) (HRC 25-30) и порошковой композиции на железной основе2 (2далее просто ПЖ), состоящей из 10% по массе порошка интерметаллида марки ПВ-Н85Ю15, 10% самофлюсующего порошкового сплава ПР-НХ17СР4, остальное - железный порошок ПЖРВ 2.200.26 (HRC 40-45). Обрабатывались плазменно-напыленные образцы призматической формы с размерами 100×70×22 мм. Шлифование производилось без охлаждения. В аналогичных условиях были проведены испытания круга, пропитанного составом-прототипом.
За основные показатели процесса шлифования были приняты стойкость шлифовальных кругов, удельная производительность за период стойкости, шероховатость обработанной поверхности и мощность шлифования.
Продолжительность каждого опыта равнялась периоду стойкости круга, который определялся по появлению на обработанной поверхности видимых прижогов и других дефектов шлифования. Шероховатость шлифованной поверхности контролировалась на профилографе - профилометре АБРИС-ПМ7. Для замера мощности шлифования применялся однофазный лабораторный ваттметр Д539.
Для каждого из указанных составов делали три-пять дублирующих опытов с целью получения достоверных данных. По каждой серии экспериментов определялись средние значения показателей. Сводные данные по выбранным показателям для всех испытанных пропиточных составов (составы 2-6), а также для состава-прототипа (состав 1) при шлифовании плазменных покрытий представлены в табл. 2.
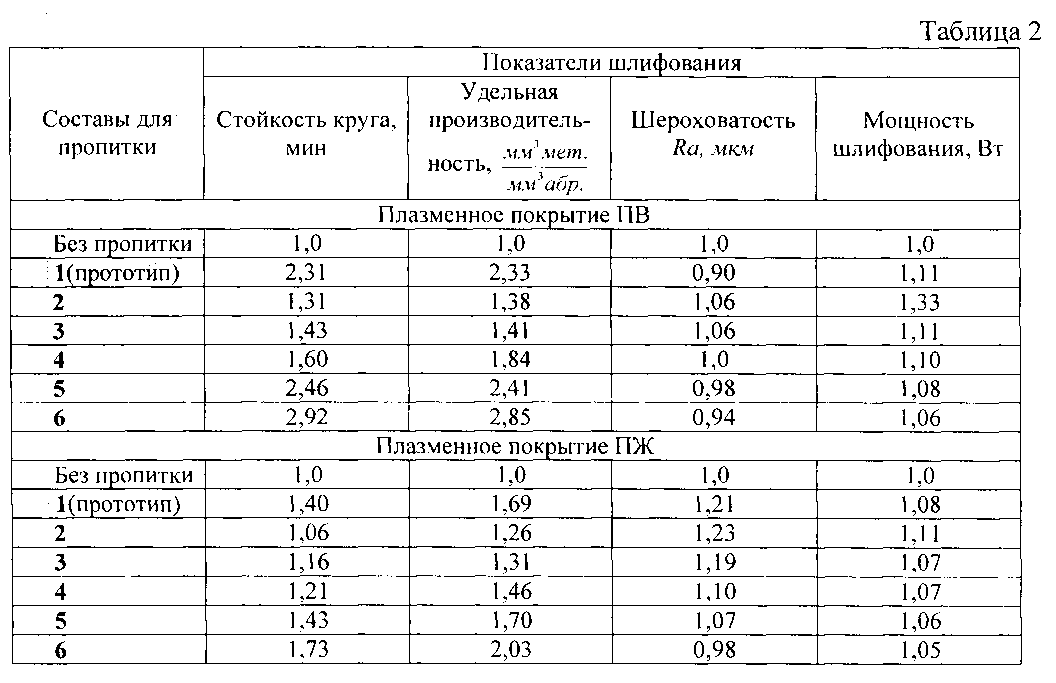
Анализ полученных данных показывает, что лучшие результаты достигались при концентрации триэтаноламина и олеиновой кислоты в растворе соответственно 70 и 13 мас.% (состав №6). Предлагаемый пропиточный состав №6 обеспечивает повышение стойкости абразивного инструмента и удельной производительности обработки при шлифовании покрытия ПВ соответственно в 1,26 и 1,22 раза, а покрытия ПЖ - в 1,24 и 1,20 раза по сравнению с составом-прототипом. Пропиточный состав №6 обеспечивал также некоторое снижение (на 2-6%) шероховатости шлифованных поверхностей и мощности шлифования.
Повышение режущей способности пропитанных кругов объясняется образованием в процессе шлифования граничного смазочного слоя, предотвращающего схватывание ювенильных поверхностей абразивного зерна и обрабатываемых плазменных покрытий. Указанный смазочный слой образуется в результате разрушения слабых химических связей поверхности абразивных зерен с молекулами триэтаноламина и олеиновой кислоты.
Эффективная толщина смазочного слоя определяется концентрацией компонентов, входящих в состав импрегнатора, и прежде всего триэтаноламина. При концентрации триэтаноламина в растворе менее 40 мас.% образуется недостаточная толщина граничного смазочного слоя, что приводит к увеличению площади адгезионного схватывания ювенильных поверхностей. При достижении концентрации триэтаноламина в растворе 70 мас.% практически полностью исключается адгезионное схватывание ювенильных поверхностей, и дальнейшее повышение концентрации не приводит к снижению показателей шлифования. Вместе с тем при повышении концентрации триэтаноламина резко возрастает вязкость пропиточного состава, что приводит, во-первых, к существенному увеличению длительности процесса пропитки, и, во-вторых, к уменьшению объема пор, а значит, и к ухудшению условий размещения в них стружки и повышению интенсивности засаливания круга.
Состав для пропитки абразивного инструмента на керамической связке, предназначенного для шлифования плазменных покрытий на никелевой и железной основе, содержащий органическое вещество и воду, при этом в качестве органического вещества он содержит триэтаноламин и олеиновую кислоту при следующем соотношении компонентов, мас.%:Литое железнодорожное колесо с маркировочными знаками и способ литья железнодорожного колеса с маркировочными знаками
Способ гидротермической обработки проса
Аэровинтовой циклон-сепаратор
Барабанный смеситель
Лопастной смеситель
Способ очистки рециркулирующего потока этилена с винилацетатом от низкомолекулярного сополимера, масел и других органических примесей
Флюс для пайки электродов аккумуляторов из свинцовых сплавов
Автоматизированная установка для мойки подвижного состава железнодорожного транспорта
Литое железнодорожное колесо с маркировочными знаками и способ литья железнодорожного колеса с маркировочными знаками
Способ контроля остойчивости судна в условиях экстремального волнения
Ячейка сегнетоэлектрической памяти
Способ контроля процесса эвакуации экипажа и пассажиров при возникновении морских катастроф
Способ диагностики электроэнергетического оборудования

