Результат интеллектуальной деятельности: СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ДЕТАЛЕЙ С ВНУТРЕННИМ ОТВЕРСТИЕМ
Вид РИД
Изобретение
Изобретение относится к технологии машиностроения, в частности к поверхностному пластическому деформированию внутренних поверхностей деталей. Внутренние поверхности, например, втулок обрабатывают методом протягивания со съемом металла с последующим дорнованием. Такая механическая обработка сопряжена со съемом металла в стружку режущими частями протяжки в условиях стесненного пространства для ее удаления. С целью облегчения выхода стружки из обрабатываемого отверстия режущие пояски протяжки выполняются на большом промежутке друг от друга. Это значительно удлиняет тело протяжки и увеличивает время обработки. Чем длиннее втулка, тем сложнее из отверстия извлечь стружку. Для получения качественной поверхности приходится обрабатывать отверстие несколько раз: протягиванием и дорнованием. Этот метод трудоемок и требует высокой квалификации станочника. Инструменты - протяжка и дорн - дороги в изготовлении и предназначаются для обработки одного типоразмера отверстия втулки.
Процесс протягивания сопровождается образованием на внутренней поверхности отверстий микротрещин. В ходе обработки детали протяжкой в обрабатываемой поверхности детали возникают погрешности формы, связанные с отклонениями от соосности. Последующая обработка внутренней холодной поверхности отверстия втулки дорнованием не исправляет погрешности предыдущей обработки, хотя и частично завальцовывает микротрещины. Холодная обработка металла дорнованием снижает параметры шероховатости и создает наклеп (увеличение микротвердости) на внутренней поверхности отверстия втулки. «Залеченные» трещины во внутреннем поверхностном слое, являясь концентраторами напряжений, в процессе эксплуатации постепенно расширяются, что приводит к разрыву детали.
Известен способ пластического деформирования сложнопрофильных отверстий с нагревом (заявка РФ №2011118034, опубл. 10.11.2012), который включает нагрев трением поверхностного слоя по кольцевому периметру до температуры, близкой к температуре его плавления (1355-1400°C на глубину до 4 мм), вращается частью деформирующего элемента при вдавливании ее в поверхность отверстия при осуществлении статико-импульсного осевого перемещения с помощью гидроцилиндра, в котором расположены боек и волновод.
Однако этот способ технологически довольно сложен. И едва ли можно достичь температуры, близкой к температуре плавления. Кроме того, нагрев до температуры плавления может нарушить структуру и поверхность детали. В качестве прототипа принят способ дорнования отверстий (авт. свид. СССР №724284, В23Д 43/00, опубл. 30.03.1980). Способ включает поверхностно пластическое деформирование заготовки путем вдавливания при осевом перемещении и вращении дорна с монолитной рабочей поверхностью, обрабатываемый поверхностный слой отверстия (на глубину 0,5-3 мм) нагревают трением вращающегося дорна по кольцевому периметру до температуры, близкой к температуре плавления, затем быстро охлаждают. Для повышения производительности инструмент следует подогревать.
Однако, как и способ аналога, этот процесс технологически неприменим, т.к. вращающийся монолитный дорн разогревает не только поверхность детали, но и греется сам. При этом его диаметральные размеры увеличиваются, что приводит к нерегулируемой обработке внутренней поверхности детали. Кроме того, при своем движении вдоль внутренней поверхности дорн будет перемещать часть твердожидкого металла в поверхностном слое, в конечном итоге не упрочняя, а разрушая плотность металла обрабатываемой детали. Вращение монолитного дорна с большим числом оборотов приведет к его колебаниям, что неминуемо скажется на соосности вращающегося дорна и обрабатываемой детали. Нагрев до температуры, близкой к температуре плавления, может нарушить структуру металла и поверхность детали с отклонением формы.
Эти недостатки устраняются предлагаемым решением.
Решается задача повышения качества обрабатываемых деталей с внутренним отверстием.
Технический результат - повышение технологичности способа, особенно при обработке сложно легированной стали специального назначения.
Этот технический результат достигается тем, что в способе пластического деформирования деталей с внутренним отверстием, включающем дорнование, нагрев внутренней обрабатываемой поверхности, нагрев внутренней обрабатываемой поверхности осуществляют перед дорнованием источником тепла до температуры потери прочности и твердости и производят дорнование нагретой поверхности охлаждаемым дорном, нагрев внутренней обрабатываемой поверхности осуществляется до температуры 550-600°C на глубину 2,5-5,0 мм.
По сравнению с прототипом, деталь нагревается до более низких температур. При этом в результате термофрикционной обработки в поверхностном слое у сложно легированной стали специального назначения аустенитного класса охлаждаемым дорном выпадает игольчатый мартенсит, создавая уникальный по свойствам канал, например, ствола орудия.
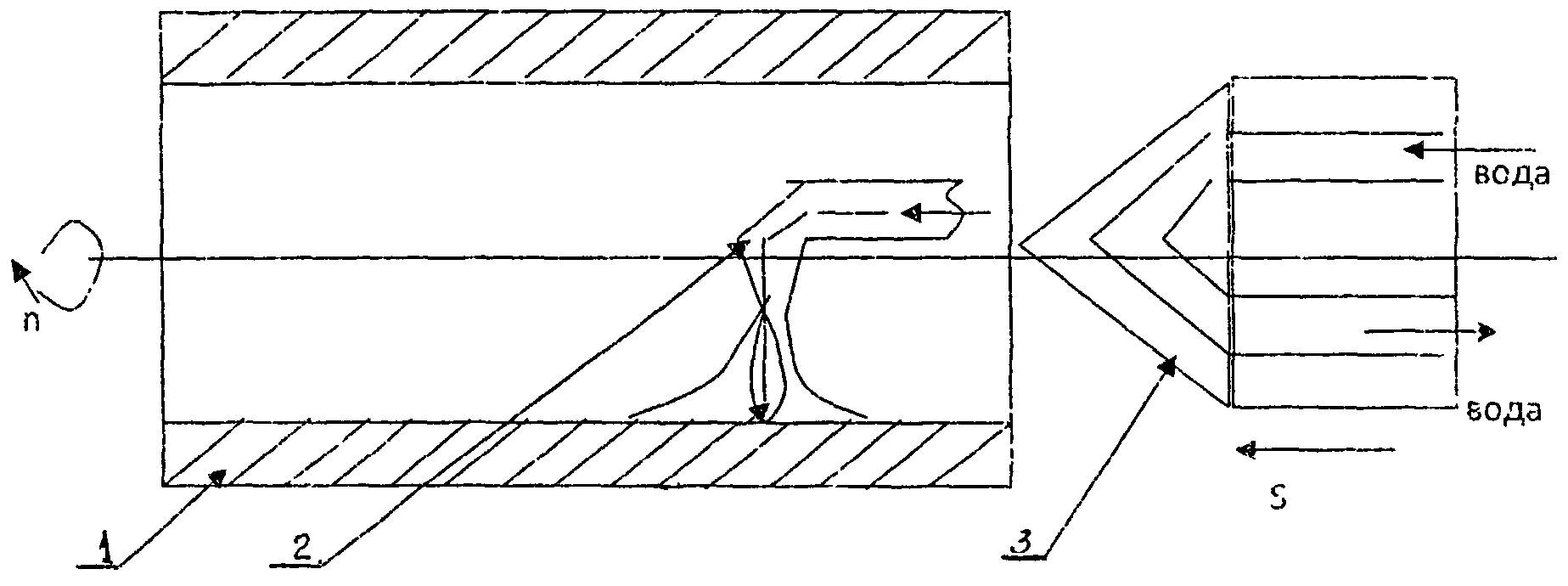
Схема осуществления предлагаемого способа приведена на чертеже. Втулку 1 перед дорнованием нагревают любым источником тепла: газовой горелкой, индуктором и т.п. В экспериментах использовалась газовая горелка 2. Нагрев по периметру осуществляли вращением втулки, зажатой в патроне станка. Нагрев внутренней поверхности втулки 1 до температуры 550-600°C, контролировался электронным пирометром, глубина прогрева 2,5-5,0 мм рассчитана по времени нагрева, по количеству введенного тепла в единицу времени.
Осуществляют дорнование охлаждаемым дорном 3 внутренней поверхности втулки 1.
Пример осуществления способа
Обрабатывали предлагаемым способом втулки из стали Х18Н9Т. Внутренний диаметр втулки 87 мм (калибр ствола орудия), толщина стенки 5-13 мм. Нагревали внутреннюю поверхность втулки до температуры 550-600°C при ее вращении с числом оборотов 150 об/мин. Глубина прогрева зависела от времени и скорости перемещения газовой горелки вдоль отверстия
δ=f (Q; n; τ; С, V),
где δ - глубина прогретого слоя, мм;
Q - количество тепла, введенного в зону нагрева, ккал;
n - число оборотов детали;
τ - время нагрева, мин;
V - линейная скорость движения горелки вдоль канала ствола, м/мин;
С - теплоемкость металла, ккал/кг.
Когда процесс нагрева завершен, горелку извлекают и сразу вводят охлаждаемый дорн.
По завершении процесса дорнования был проведен сравнительный анализ втулок, обработанных традиционным способом и предлагаемым.
Сравнивали шероховатость и точность обработки внутренней поверхности втулок, микроструктуру поверхностного слоя. В результате установлено, что при обработке по предлагаемому способу соосность наружной и внутренней поверхности возрастает на 15-20%.
Шероховатость снижается на 20-30%, на внутренней поверхности детали отсутствуют микронадрывы.
Экспериментом установлено, что при нагреве внутренней обрабатываемой поверхности до температуры ниже 550°C не выпадает мартенсит. При повышении температуры выше 600°C происходит укрупнение зерна ацетенита, что неблагоприятно сказывается на прочности металла.
Анализ аналогов показывает, что предлагаемое решение соответствует критериям «новизна» и «изобретательский уровень», а проведенные эксперименты подтверждают его промышленную применимость.
Способ контроля за процессом обводнения газовой скважины
Способ получения хлоридов 2,3-дигидро [1,3] теллуразоло [3,2-α] пиримидиния
Электролит для анодирования алюминия и его сплавов перед нанесением медных гальванопокрытий
Способ изготовления горячекатаного проката под холодную объемную штамповку крепежных изделий
Охладитель расплава жидкометаллического теплоносителя
Способ обнаружения широкополосных параметрических рассеивателей
Способ получения цетаноповышающих присадок к дизельному топливу
Способ изготовления отливок по выплавляемым моделям
Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям
Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям
Способ контроля за процессом обводнения газовой скважины
Способ получения хлоридов 2,3-дигидро [1,3] теллуразоло [3,2-α] пиримидиния
Электролит для анодирования алюминия и его сплавов перед нанесением медных гальванопокрытий
Способ изготовления горячекатаного проката под холодную объемную штамповку крепежных изделий
Охладитель расплава жидкометаллического теплоносителя
Способ обнаружения широкополосных параметрических рассеивателей
Способ получения цетаноповышающих присадок к дизельному топливу
Способ изготовления отливок по выплавляемым моделям
Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям
Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям

