Результат интеллектуальной деятельности: СПОСОБ МАЛООТХОДНОЙ ОДНОРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ)
Вид РИД
Изобретение
Изобретение относится к листовой штамповке и может быть использовано для штамповки различных заготовок, деталей или изделий из листовых материалов (металлов и неметаллов), преимущественно для отрезки и вырубки крупногабаритных заготовок с последующим изготовлением из этих заготовок деталей автомобилей, тракторов, сельхозмашин, бытовой и другой техники на прессах простого, двойного и тройного действий, а также на многопозиционных прессах-автоматах.
Известен наклонный тип раскроя листового материала на детали Г-образной формы, когда контур первой детали заходит внутрь контура второй детали (Ковка и штамповка. Справочник в 4-х томах. Том 4. Листовая штамповка. М.: Машиностроение, 1987, табл. 4, с. 293).
Недостатком известного способа является то, что вырубку осуществляют с перемычками, за счет которых излишне увеличивается норма расхода материала на одну деталь. Если же ширину перемычек уменьшить при прочих равных условиях штамповки, то снижаются точность вырубленной заготовки и стойкость вырубного штампа.
Известен малоотходный раскрой ленты на заготовки без боковых перемычек, когда ширина ленты равна ширине вырубаемой детали (Аверкиев Ю.Α., Аверкиев А.Ю. Технология холодной штамповки: Учебник для вузов по специальности ″Машины и технология обработки металлов давлением″. - М.: Машиностроение, 1989. - Рис. 6.1, с. 72).
Однако за счет наличия перемычек между деталями норма расхода материала на одну деталь завышена.
Известен ″Способ малоотходной вырубки заготовки из ленты, широкого рулона или полосы (Варианты)″, патент RU №2295414, авторы: Ананченко И.Ю., Кандауров П.И., Жарков В.А.
Недостатком известного способа является то, что он применим только для вырубки ограниченного вида заготовки, а именно имеющей одну вертикальную ось симметрии.
Технической задачей изобретения является расширение технических возможностей при осуществлении процесса листовой штамповки.
Техническим результатом использования вариантов изобретения является экономия рулона листового материала.
Поставленная задача достигается за счет того, что из рулона листового материала, далее рулона, последовательно, с определенным шагом, заданным подающим устройством оборудования, в одном штампе последовательного действия или в нескольких штампах простого действия, установленных на этом оборудовании, после каждой подачи листового материала поэтапно обрабатывают первую, вторую и третью, считая в направлении подачи рулона, заготовки, у которых верхняя и нижняя прямые линии контура заготовки совпадают соответственно с верхним и нижним краями рулона, верхняя и нижняя перемычки между заготовками прилегают соответственно к верхним и нижним краям рулона и отсутствуют между заготовками в средней части рулона, по отношению к верхней и нижней прямым линиям контура заготовки, совпадающим соответственно с верхним и нижним краями рулона, при этом контур каждой заготовки имеет верхний левый и верхний правый участки, средний левый и средний правый участки и нижний левый и нижний правый участки, отличающимся тем, что верхняя перемычка между заготовками делится на верхнюю и нижнюю части, на автоматической раскройной линии сначала пробивают нижнюю часть этой верхней перемычки и одновременно отрезают нижнюю перемычку, затем подают рулон на один шаг, у верхней перемычки отрезают верхнюю часть и одновременно от средней части рулона отрезают от рулона без перемычки заданную заготовку.
Сущность вариантов способа малоотходной однорядной вырубки заготовок из рулона листового материала поясняется фиг. 1-5.
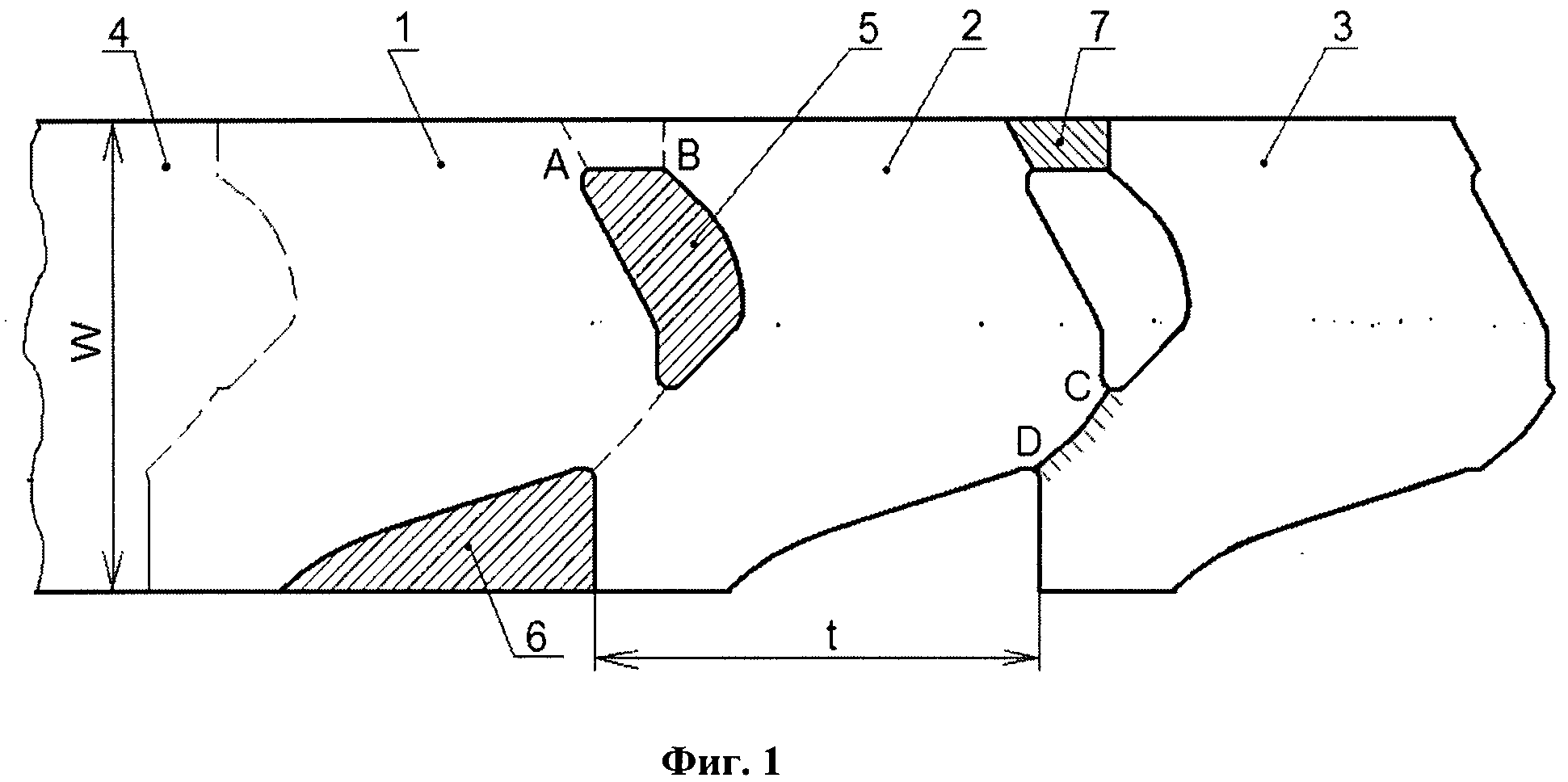
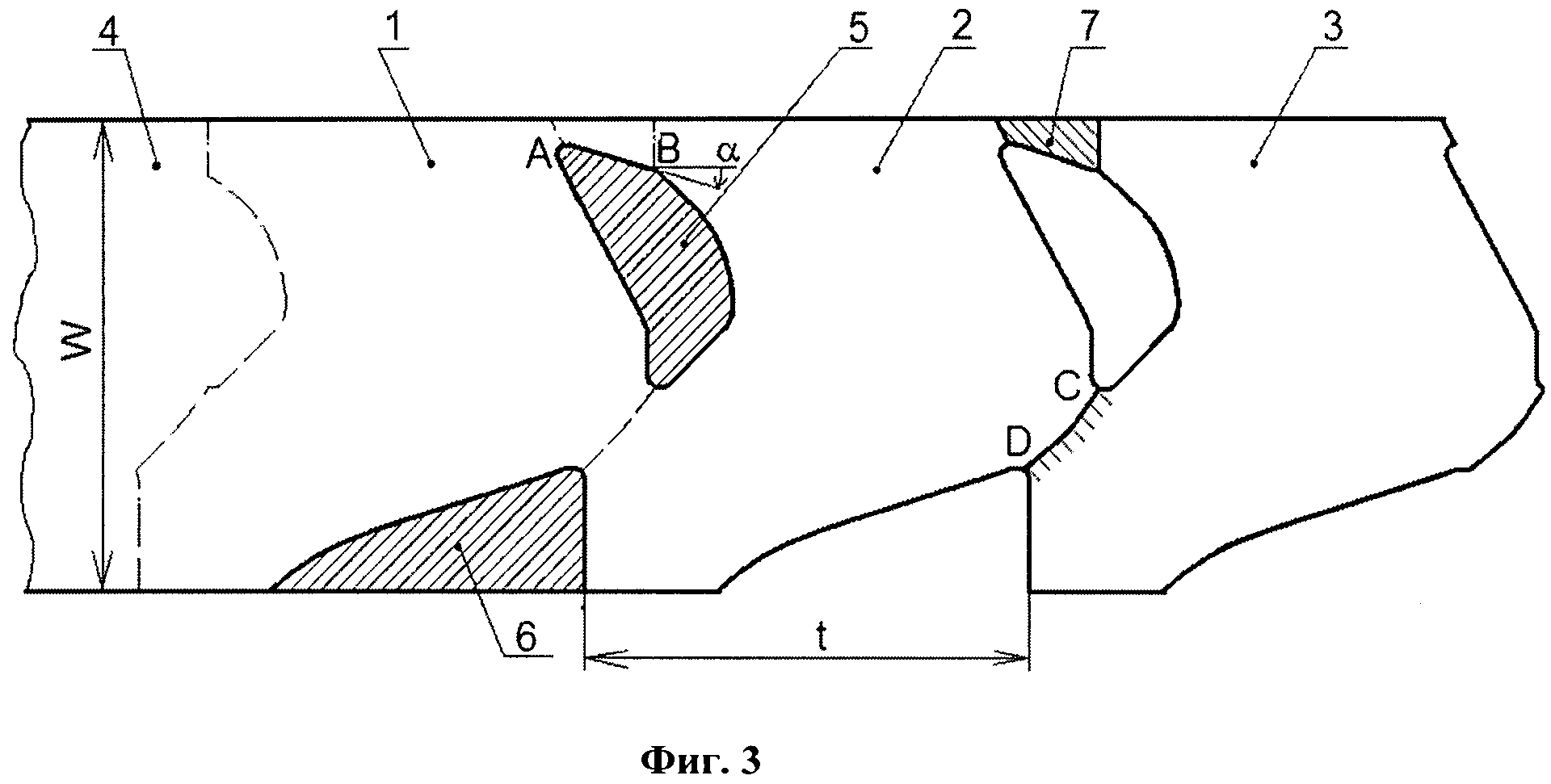
На фиг. 1 показан способ малоотходной однорядной вырубки заготовок из рулона листового материала 4, при котором из него последовательно одну за другой с определенным шагом t, заданным подающим устройством оборудования, в одном штампе последовательного действия или в нескольких штампах простого действия, установленных на этом оборудовании, после каждой подачи листового материала поэтапно обрабатывают первую 1, вторую 2 и третью 3, считая в направлении подачи рулона, заготовки, у которых верхняя и нижняя прямые линии контура заготовки совпадают соответственно с верхним и нижним краями рулона, верхняя и нижняя перемычки 5, 6, 7 между заготовками 1, 2, 3 прилегают соответственно к верхним и нижним краям рулона 4 и отсутствуют между заготовками 1, 2, 3 в средней части рулона, по отношению к верхней и нижней прямым линиям контура заготовки, совпадающим соответственно с верхним и нижним краями рулона 4, контур каждой заготовки имеет верхний левый и верхний правый участки, средний левый и средний правый участки и нижний левый и нижний правый участки.
По первому варианту способ малоотходной однорядной вырубки заготовок из рулона листового материала осуществляется следующим образом. Рулон 4 шириной W подают на рабочую поверхность штампа последовательного действия или первого штампа простого действия. За каждый ход ползуна пресса и закрепленного на этом ползуне подвижной части штампа на первой позиции, в пределах шага подачи рулона: у верхней перемычки между первой 1 и второй 2 заготовками и верхним краем рулона 4, разделенной на верхнюю 7 и нижнюю 5 части прямой АВ, параллельной верхнему краю рулона, пробивают отверстие по форме нижней части 5 этой верхней перемычки и, тем самым, образуют только нижнюю часть верхнего правого участка контура первой заготовки 1 и нижнюю часть верхнего левого участка контура второй заготовки 2, одновременно отрезают всю нижнюю перемычку 6 между заготовками и, тем самым, образуют весь нижний правый участок контура первой заготовки 1 и весь нижний левый участок контура второй заготовки 2, одновременно на следующей позиции этого же штампа последовательного действия или на следующем штампе простого действия, после подачи рулона на один шаг, у верхней перемычки между второй 2 и третьей 3 заготовками отрезают верхнюю часть 7 этой верхней перемычки и, тем самым, образуют недостающую верхнюю часть верхнего правого участка контура второй заготовки 2 и недостающую верхнюю часть верхнего левого участка контура третьей заготовки 3, одновременно на этой или на следующей позиции от средней части рулона 4 отрезают без перемычки по заданному среднему участку CD контура заготовки предварительно подготовленную на предыдущих операциях пробивки и отрезки одну крайнюю третью, считая по ходу подачи рулона, заготовку 3 и после отрезки одновременно образуют средний правый участок контура второй заготовки 2; подавая рулон на один шаг t, за каждый ход пресса и подвижной части штампа получают одну заготовку 3 для дальнейшей обработки на другом оборудовании или одну готовую деталь 3.
За счет разделения верхней перемычки на верхнюю и нижнюю части, пробивки отверстия по форме нижней части этой верхней перемычки и одновременной отрезки нижней перемычки в месте отрезанных перемычек достигается жесткость рулона, необходимая для надежной безостановочной подачи рулона на следующую позицию штампа на автоматической раскройной линии.
За счет захода контура одной заготовки внутрь контура соседней заготовки шаг подачи рулона листового материала уменьшается на величину захода, вследствие чего достигается экономия материала.
За счет подбора линии разделения верхней перемычки на две части одна или обе эти части из неделового отхода становятся деловым отходом для изготовления мелких деталей и использования в другом производстве, вследствие чего дополнительно достигается экономия материала. На автоматической раскройной линии экономически выгоднее отрезать от рулона и собирать в тару в автоматическом режиме уже отрезанный деловой отход, чем неделовой отход, полученный на автоматической раскройной линии, впоследствии дорабатывать с ручной подачей до нужной геометрии делового отхода.
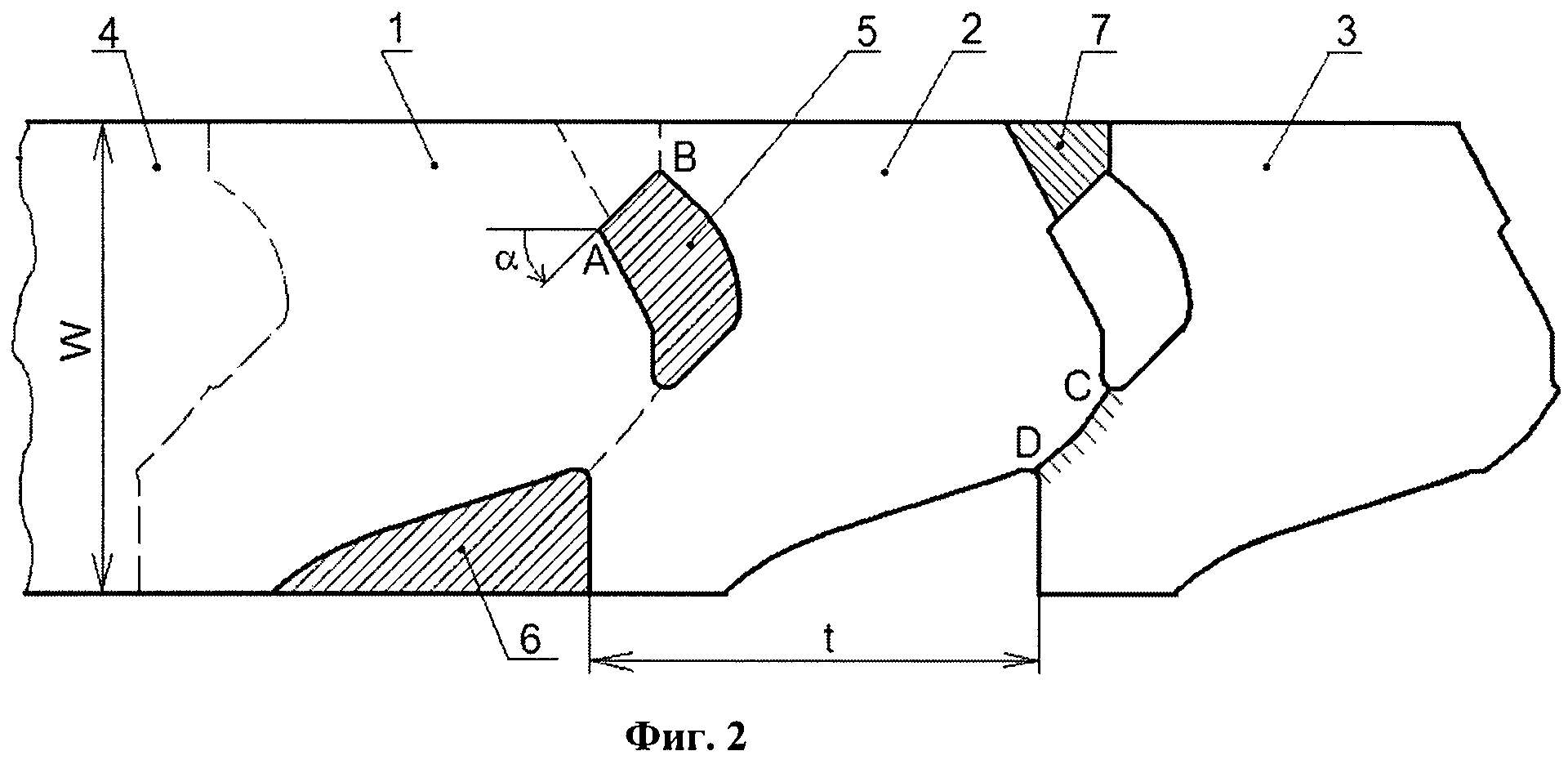
По 2-му варианту (фиг. 2) способ осуществляется аналогично 1-му варианту, за исключением того, что верхнюю перемычку между заготовками разделяют на две, верхнюю и нижнюю, части прямой АВ, расположенной под острым углом α, отсчитываемым против часовой стрелки от верхнего края рулона.
По 3-му варианту (фиг. 3) способ осуществляется аналогично 1-му варианту, за исключением того, что верхнюю перемычку между заготовками разделяют на две, верхнюю и нижнюю, части прямой АВ, расположенной под острым углом α, отсчитываемым по часовой стрелке от верхнего края рулона.
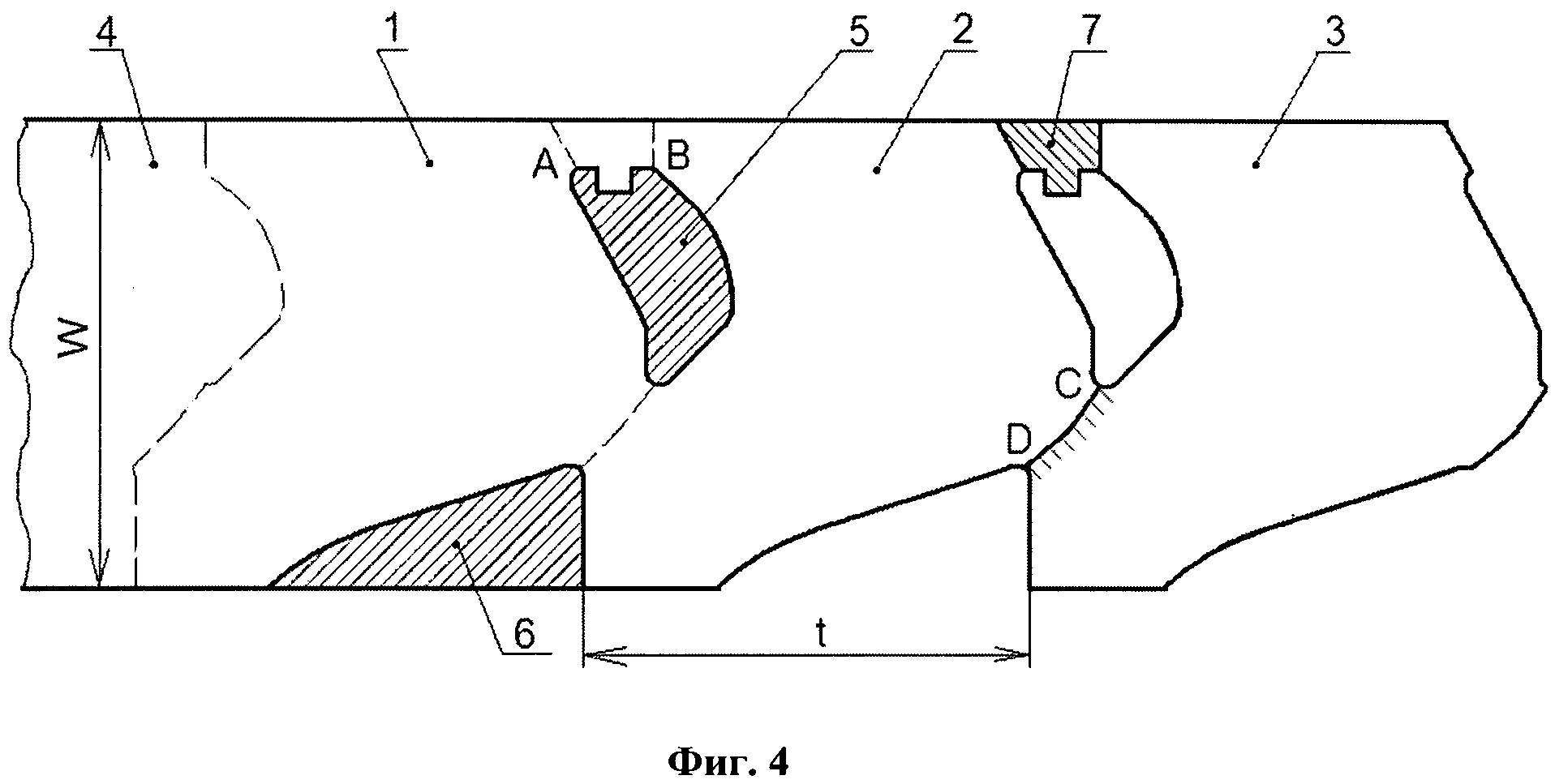
По 4-му варианту (фиг. 4) способ осуществляется аналогично 1-му варианту, за исключением того, что верхнюю перемычку между заготовками разделяют на две, верхнюю и нижнюю, части ломаной линией АВ, состоящей из таких отрезков прямых линий, что конец каждого из них, кроме последнего, является началом следующего, и смежные отрезки не лежат на одной прямой.
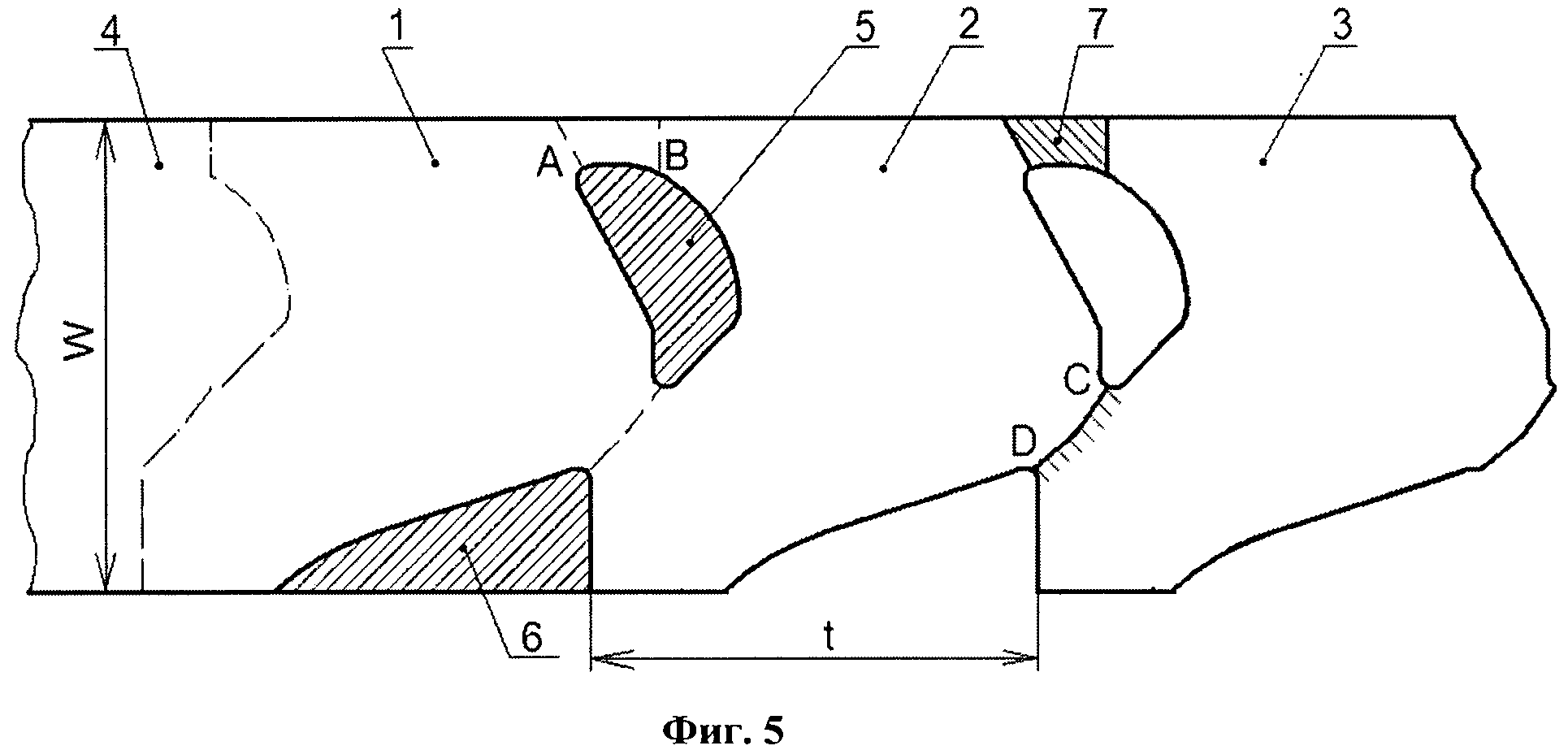
По 5-му варианту (фиг. 5) способ осуществляется аналогично 1-му варианту, за исключением того, что верхнюю перемычку между заготовками разделяют на две, верхнюю и нижнюю, части линией АВ, состоящей из отрезков прямых и кривых.
По сравнению с известными способами вырубки заготовок с перемычками в центральной части рулона все варианты данного способа вырубки обеспечивают отрезку заготовок в центральной части рулона без перемычек между соседними заготовками. Верхнюю перемычку между заготовками и верхним краем рулона делят на две верхнюю и нижнюю части по линии, позволяющей этой перемычке в виде неделового отхода стать деловым отходом. Контур одной заготовки частично размещают внутри контура другой заготовки. За счет всех этих технических решений экономия и сокращение нормы расхода рулона на одну деталь составляет 5-15%.
Поворотное устройство автоматической линии
Способ многодуговой сварки листовых сварных заготовок
Способ получения высокопрочного чугуна с вермикулярным графитом внутриформенным модифицированием лигатурами системы fe-si-рзм
Способ изготовления листовой сварной заготовки для штамповки деталей автомобиля
Листовая сварная заготовка для штамповки деталей кузова автомобиля
Способ ковшового модифицирования расплава чугуна легкими магнийсодержащими лигатурами
Штамп для вытяжки сложного крупногабаритного полуфабриката из листовой заготовки на прессе (варианты)
Способ штамповки коробки из листовой заготовки на прессе двойного действия
Стенд для усталостных испытаний групп образцов при циклическом изгибе
Способ измерения шума производимого шинами автотранспортного средства находящегося в движении
Устройство для сборки базовой детали с деталью-осью
Поворотное устройство автоматической линии
Способ многодуговой сварки листовых сварных заготовок
Способ получения высокопрочного чугуна с вермикулярным графитом внутриформенным модифицированием лигатурами системы fe-si-рзм
Способ изготовления листовой сварной заготовки для штамповки деталей автомобиля
Листовая сварная заготовка для штамповки деталей кузова автомобиля
Способ ковшового модифицирования расплава чугуна легкими магнийсодержащими лигатурами
Штамп для вытяжки сложного крупногабаритного полуфабриката из листовой заготовки на прессе (варианты)
Способ штамповки коробки из листовой заготовки на прессе двойного действия
Стенд для усталостных испытаний групп образцов при циклическом изгибе

