Результат интеллектуальной деятельности: СПОСОБ КОВШОВОГО МОДИФИЦИРОВАНИЯ РАСПЛАВА ЧУГУНА ЛЕГКИМИ МАГНИЙСОДЕРЖАЩИМИ ЛИГАТУРАМИ
Вид РИД
Изобретение
Изобретение относится к металлургии, в частности к способу получения высокопрочного чугуна с шаровидным и вермикулярным графитом ковшовым модифицированием легкими магнийсодержащими лигатурами.
Широко известно, что для получения высокопрочных чугунов с шаровидным и вермикулярным графитом легкими лигатурами (удельный вес меньше удельного веса расплава чугуна) применяют такие способы ковшового сфероидизирующего модифицирования как «сэндвич-процесс», «ковш с крышкой» и др. (Knustad, О. Проблемы, возникающие при производстве высокопрочных чугунов. Обзор существующих способов получения ВЧ и используемых модификаторов [Текст] / О. Knustad // Литейщик России. - 2011. - №4. - С.19-26; Косников, Г.А. Основы литейного производства [Текст] / Г.А.Косников. - СПб: СПбГПУ, 2002. - 204 с.; Александров, Н.Н. Высококачественные чугуны для отливок [Текст] / Н.Н.Александров. - М: Машиностроение, 1982. - 222 с.; патент РФ №2074894). Существующие способы ковшового сфероидизирующего модифицирования предполагают использование специальных технологических схем для размещения модификатора, например, таких как реакционный карман для модификатора на днище ковша, и/или дополнительного оборудования для наполнения ковша расплавом чугуна из печи, таких как крышка-резервуар с отверстием для накопления расплава чугуна из печи и дозированной его подачи в ковш, вилочный погрузчик для снятия и одевания крышки на ковш.
Недостатками всех известных способов ковшового сфероидизирующего модифицирования чугуна являются: повышенная трудоемкость, необходимость применения дополнительного оборудования и техники, снижение производительности труда.
Задачей настоящего изобретения является снижение трудоемкости, отказ от применения дополнительного оборудования и техники, повышение производительности труда.
Технический результат при осуществлении изобретения заключается в создании упрощенного по сравнению с «сэндвич-процессом» способа ковшового модифицирования высокопрочного чугуна не требующего использования дополнительного оборудования и техники и позволяющего стабильно получать необходимое качество чугуна в отливках.
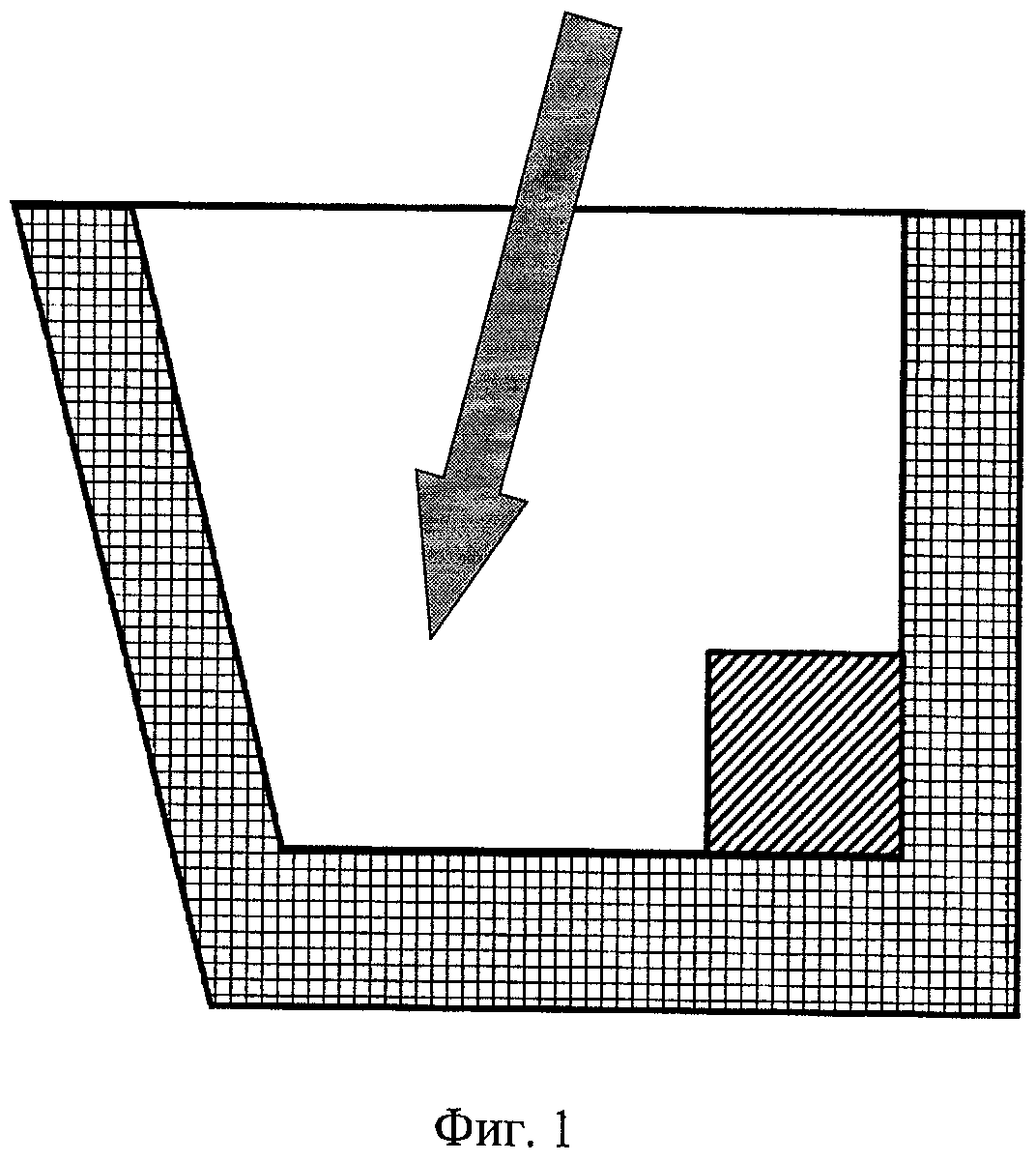
Поставленная задача решается тем, что разработан способ ковшового сфероидизирующего модифицирования (фиг.1), в соответствии с которым в задней части днища ковша (напротив носка) с помощью наклонного желоба располагают один или несколько в зависимости от массы обрабатываемого чугуна расплавляемых сварных контейнеров из листовой стали толщиной 1,5…2,0 мм насыпным объемом до 10 кг с плотно упакованным сфероидизирующим модификатором («легкая» лигатура типа ФСМг) и герметично закрытых, после чего ковш интенсивно за время не более 40 с заполняется расплавом чугуна с направлением струи в свободную (носковую) часть днища ковша.
Выполнение условия быстрого наполнения ковша расплавом чугуна обусловлено тем, что «плавящийся» контейнер, изготовленный из листовой стали толщиной 1,5…2,0 мм, расплавляется достаточно быстро, а скорость реакции расплава чугуна с модификатором высока. Однако самая активная фаза реакции расплава чугуна с модификатором при данном способе модифицирования протекает менее интенсивно, чем при «сэндвич-процессе», и не сопровождается сильным вскипанием и барботажем, что подтверждено визуальной оценкой протекания процесса. Иначе разработанный способ ковшового модифицирования расплава чугуна легкими магнийсодержащими лигатурами может быть назван как «сэндвич-процесс с плавящимся реакционным карманом».
Исследования, проведенные по источникам патентной и научно-технической информации, показали, что заявляемый способ получения высокопрочных чугунов с шаровидной и вермикулярной формой графита ковшовым модифицированием легкими лигатурами неизвестен и явным образом не следует из изученного уровня техники, то есть соответствует критериям «новизна» и «изобретательский уровень».
Заявляемый способ модифицирования может быть использован в условиях чугунолитейного производства и соответствует критерию «промышленная применимость».
Результаты анализа состава, структуры и свойств отливок деталей из высокопрочного чугуна марок ВЧ50 (2101-2402018 «Картер редуктора заднего моста» и 2101-3103015 «Ступица переднего колеса») и Gh56-40-05 (2108-2303018 «Коробка дифференциала») (таблицы 1, 2), полученных посредством контейнерного модифицирования модификатором ФСМг6, показали их полное соответствие нормативно-техническим требованиям к материалу отливок.
|
|
Способ наладки и ремонта вытяжных штампов в межремонтном обслуживании
Способ вытяжки крупногабаритных деталей сложной формы
Штамп для вытяжки крупногабаритных деталей сложной формы
Способ монтажа двери на кузове легкового автомобиля
Способ химико-термической обработки стальных изделий
Способ вытяжки сложной крупногабаритной детали с пневмосъемниками в матрице (варианты)
Штамп для вытяжки сложной крупногабаритной детали с пневмосъемниками в матрице (варианты)
Способ вытяжки сложного крупногабаритного полуфабриката из листовой заготовки на прессе (варианты)
Соединение муфты выключения сцепления с вилкой
Штамп для вытяжки деталей сложной формы
Способ наладки и ремонта вытяжных штампов в межремонтном обслуживании
Способ вытяжки крупногабаритных деталей сложной формы
Штамп для вытяжки крупногабаритных деталей сложной формы
Способ монтажа двери на кузове легкового автомобиля
Способ химико-термической обработки стальных изделий
Способ вытяжки сложной крупногабаритной детали с пневмосъемниками в матрице (варианты)
Штамп для вытяжки сложной крупногабаритной детали с пневмосъемниками в матрице (варианты)
Способ вытяжки сложного крупногабаритного полуфабриката из листовой заготовки на прессе (варианты)
Соединение муфты выключения сцепления с вилкой
Штамп для вытяжки деталей сложной формы

