Результат интеллектуальной деятельности: СПОСОБ СВАРКИ ДЛЯ ВАЛОВ ПРИ ВЕРТИКАЛЬНОЙ ОСИ ВРАЩЕНИЯ
Вид РИД
Изобретение
Изобретение относится к способу согласно родовому понятию основного пункта формулы изобретения и к устройству согласно родовому понятию подчиненного пункта формулы изобретения.
При сварочном соединении роторных валов в турбиностроении и генераторостроении применяется так называемая технология электродуговой сварки узких зазоров, чтобы кованые детали вала объединить в полный ротор.
Если предусмотрено более двух соединений на ротор, то обычным образом детали ротора устанавливаются в вертикальной осевой конфигурации друг на друге и свариваются между собой в два этапа. При этом осуществляется сварка первых слоев, так называемая заварка корня (шва), а затем так называемая дуговая сварка вольфрамовым электродом в инертном газе (WIG) узкого зазора. После заварки корня всех соединений ротор кантуется из вертикального в горизонтальное осевое положение, и остальное поперечное сечение шва заваривается в этом положении согласно так называемой дуговой сварке под флюсом (UP) узкого зазора.
Необходимое поперечное сечение соединения, то есть толщина слоя заварки корня, следует из требования, что частично сваренный ротор должен иметь достаточную механическую прочность для процесса кантования. Обычные толщины слоя при WIG, в зависимости от отношений по массе частей ротора, находятся в пределах от 20 мм до 30 мм. Кантование требуется, чтобы иметь возможность с помощью высокопроизводительного способа UP остающееся поперечное сечение шва сваривать более быстрым и экономичным образом. Так как способ UP в горизонтальном положении роторной оси не может применяться эффективным образом, требуется кантование ротора с выполненной заваркой корня. Кроме того, при определенных материалах ротора требуется дополнительная подача тепла, чтобы избежать трещин при кантовании.
Задачей предложенного изобретения является при электродуговой сварке узких зазоров деталей вала для получения вала, в частности, роторного вала для турбины и/или генератора, избегать обычного наклона оси вращения вала от вертикали к горизонтали и связанной с этим повторной наладки вала. При этом должно уменьшаться время изготовления и обеспечиваться экономия материала сварочной присадки. Эта задача решается способом согласно основному пункту формулы изобретения и устройством согласно подчиненному пункту формулы изобретения.
Согласно первому аспекту обеспечен способ сварочного соединения роторного вала, в частности, для турбины и/или генератора, содержащий следующие этапы: изготовление симметричных относительно оси вращения деталей вала, имеющих коаксиально вдоль оси вращения по меньшей мере один полый цилиндр и опционально по меньшей мере один цилиндр; позиционирование соответственно двух деталей вала вдоль вертикальной оси вращения коаксиально друг на друге, причем соответственно два полых цилиндра своими кольцевыми поверхностями примыкают друг к другу; изготовление первого радиально внутреннего кольцевого шва трубчатой формы для сварного соединения обоих полых цилиндров в радиально внутренней области относящихся к ним кольцевых поверхностей посредством электродуговой сварки узкого зазора вольфрамовым электродом в инертном газе. Изобретение характеризуется изготовлением дополнительного радиально внешнего кольцевого шва трубчатой формы для дополнительного сварного соединения полых цилиндров в радиально внешней области относящихся к ним кольцевых поверхностей посредством электродуговой сварки узкого зазора плавящимся электродом в защитном газе, причем ось вращения остается вертикально ориентированной.
Согласно второму аспекту вал, в частности роторный вал турбины и/или генератора, изготавливается посредством способа согласно первому аспекту.
«Радиально внутренний» означает расположенный вдоль радиуса исходя от оси вращения во внутренней области обоих полых цилиндров, соединяемых посредством сварки в радиально внутренней области относящихся к ним кольцевых поверхностей. «Радиально внешний» означает расположенный вдоль радиуса исходя от оси вращения во внешней области обоих полых цилиндров, соединяемых посредством сварки в радиально внешней области относящихся к ним кольцевых поверхностей. «Радиально средний» означает расположенный вдоль радиуса исходя от оси вращения в средней области обоих полых цилиндров, соединяемых посредством сварки в радиально средней области относящихся к ним кольцевых поверхностей. Кольцевой шов трубчатой формы соединяет два полых цилиндра трубчатой формы, позиционированных друг на друге.
Первый радиально внутренний кольцевой шов трубчатой формы может также обозначаться как заварка корня.
Если после изготовления заварки корня применяют электродуговую сварку узкого зазора плавящимся электродом в защитном газе, то кантование может полностью отсутствовать. Электродуговая сварка узкого зазора плавящимся электродом в защитном газе отличается тем, что и при вертикальной оси вращения и, тем самым, при горизонтальной позиции сварки может быть получена высокая наполняющая способность при требуемом качестве.
Преимущество этого соответствующего изобретению способа состоит в том, что, с одной стороны, вспомогательное время на кантование и повторное установление при горизонтальной роторной оси, то есть при вертикальной позиции сварки, отсутствует, и таким путем может достигаться экономия времени изготовления. В зависимости от поперечного сечения соединения можно достичь экономии времени от 25% до 30% по отношению к комбинации WIG-UP. Дополнительное преимущество следует из того, что при электродуговой сварке узкого зазора плавящимся электродом в защитном газе поперечное сечение стыка на величину до 40% меньше, чем при UP-способе.
Это обуславливает дополнительную экономию материала сварочной присадки примерно на тот же порядок величины.
Согласно предпочтительному выполнению могут свариваться сначала первый радиально внутренний кольцевой шов трубчатой формы между двумя деталями вала и непосредственно после этого дополнительный радиально внешний кольцевой шов трубчатой формы обоих деталей вала. Таким способом один участок может изготавливаться перед остыванием.
Согласно другому предпочтительному выполнению может осуществляться изготовление дополнительного радиально среднего кольцевого шва трубчатой формы для дополнительного сварного соединения обоих полых цилиндров посредством электродуговой сварки узкого зазора вольфрамовым электродом в инертном газе, а именно после изготовления первого радиально внутреннего кольцевого шва трубчатой формы. Таким способом первый радиально внутренний кольцевой шов трубчатой формы дополняется и усиливается за счет дополнительного радиально среднего кольцевого шва трубчатой формы.
Согласно дополнительному предпочтительному выполнению могут свариваться сначала дополнительные радиально средние кольцевые швы всего роторного вала и только после все дополнительные радиально внешние кольцевые швы трубчатой формы всех деталей вала.
Согласно другому предпочтительному выполнению дополнительные радиально средние кольцевые швы трубчатой формы могут иметь толщину радиально от 2 мм до 20 мм.
Согласно другому предпочтительному выполнению электродуговая сварка узкого зазора плавящимся электродом в защитном газе может быть электродуговой сваркой узкого зазора плавящимся электродом в инертном газе или электродуговой сваркой узкого зазора плавящимся электродом в активном газе.
Изобретение проясняется более подробно на примерах выполнения со ссылками на чертежи, на которых представлено следующее:
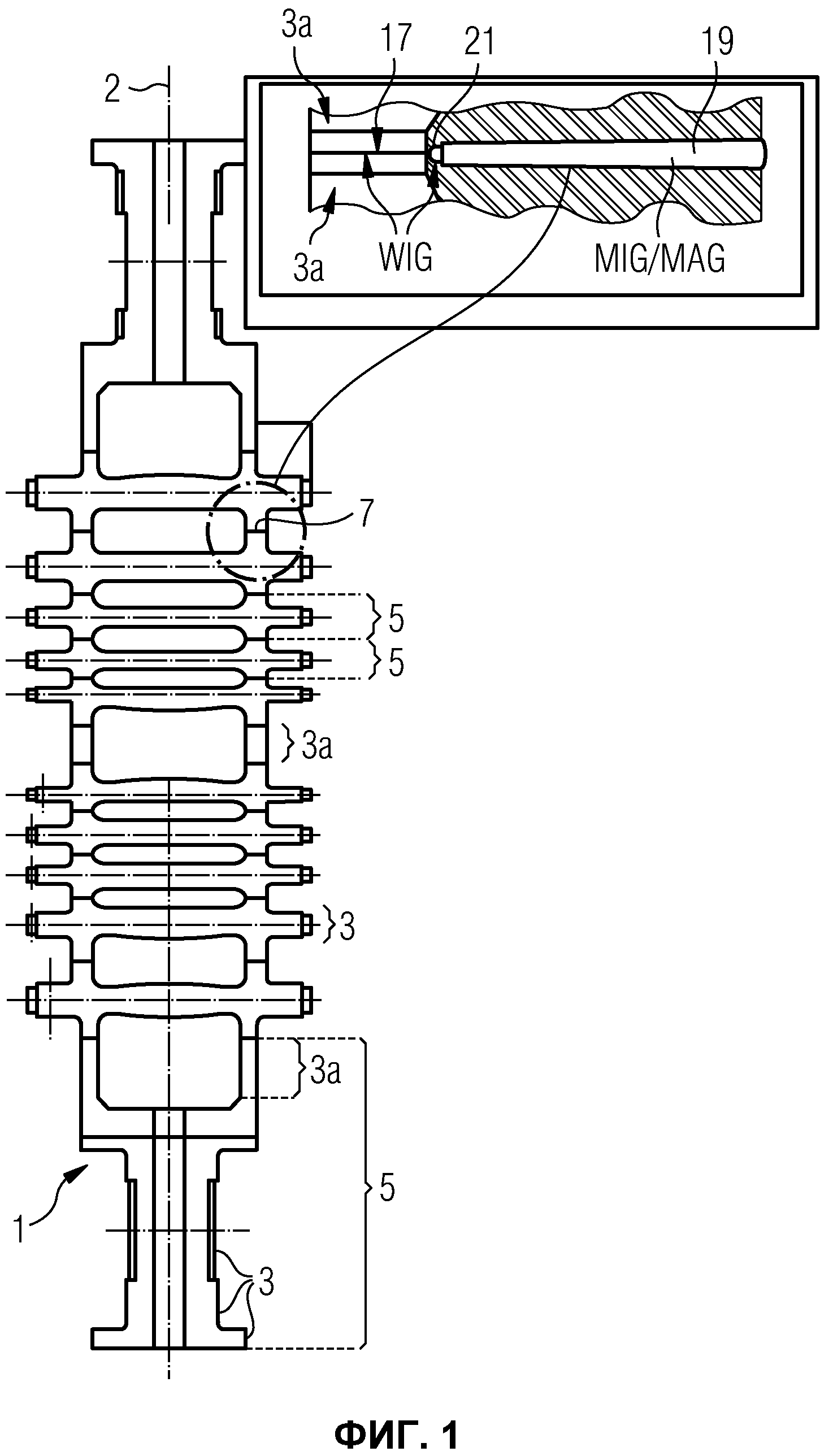
Фиг. 1 - пример выполнения соответствующего изобретению вала;
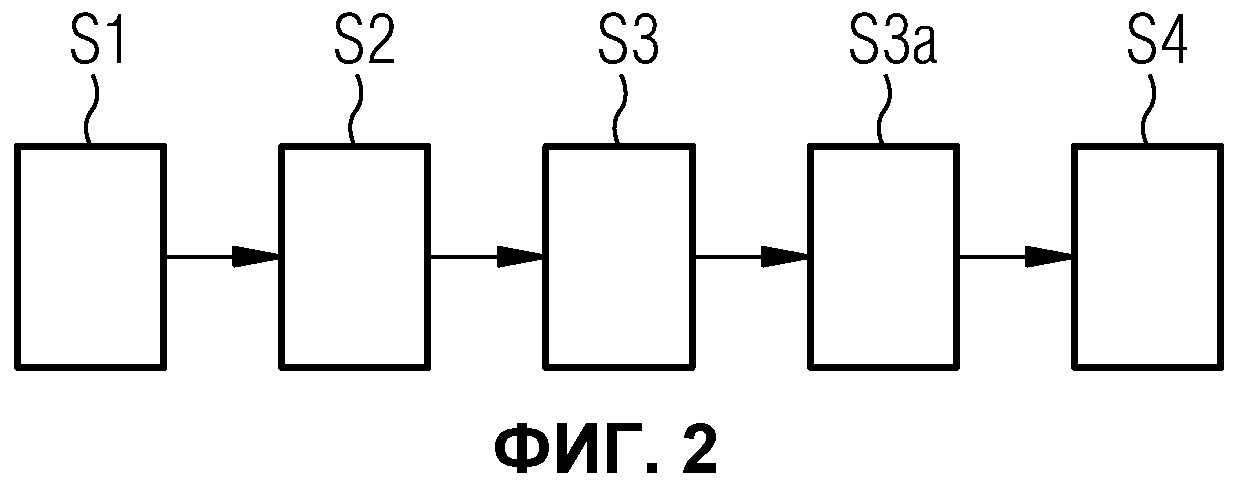
Фиг. 2 - пример выполнения соответствующего изобретению способа.
Фиг. 1 показывает пример выполнения соответствующего изобретению вала 1, который изготавливался соответствующим изобретению способом. В принципе, все валы или оси одинаковой конструкции охватываются изобретением. Роторный вал применяется, например, для турбины и/или генератора. Вал 1 имеет детали 5 вала. Детали 5 вала являются вращательно-симметричными относительно общей оси 2 вращения. В сваренном состоянии все детали вала лежат коаксиально вдоль этой общей оси 2 вращения. Геометрия деталей 5 вала определяется тем, что детали 5 вала имеют по меньшей мере один коаксиально позиционированный вдоль оси 2 вращения полый цилиндр 3а. Например, деталь 5 вала может состоять из частичного цилиндра 3 и двух, соответственно, примыкающих к нему полых цилиндров 3а. К тому же деталь 5 вала может также быть симметричной относительно средней плоскости, позиционированной перпендикулярно оси 2 вращения. Состоящая из полого цилиндра 3а деталь 5 вала может иметь основную кольцевую поверхность и покровную кольцевую поверхность детали вала. Эти главные ограничивающие кольцевые поверхности являются основной кольцевой поверхностью и покровной кольцевой поверхностью детали вала. Основная кольцевая поверхность может быть основной кольцевой поверхностью полого цилиндра 3а детали 5 вала, а покровная кольцевая поверхность может быть покровной кольцевой поверхностью другого полого цилиндра 3а детали 5 вала. Для соединения сваркой всех деталей 5 вала они позиционируются вдоль общей вертикальной оси 2 вращения коаксиально друг на друге. Это означает, что все детали 5 вала имеют общую ось 2 вращения. Она ориентирована вертикально по отношению к сварному соединению. Соответственно, две детали 5 вала позиционируются вдоль вертикальной оси 2 вращения коаксиально друг на друге, причем, соответственно, две кольцевые поверхности 7 примыкают друг к другу и они соприкасаются плоскостным образом. На фиг. 1 подлежащая сварке область двух полых цилиндров 3а окружена круговой линией. Соответственно, на фиг. 1 справа сверху круговой фрагмент изображен в увеличенном виде. При этом согласно фиг. 1 три кольцевых шва трубчатой формы соединяют между собой два полых цилиндра 3а в области их кольцевых поверхностей 7 плоскостным образом. Для этого изготавливается первый радиально внутренний кольцевой шов 17 трубчатой формы для сварного соединения обоих полых цилиндров 3а посредством электродуговой сварки узкого зазора вольфрамовым электродом в инертном газе. Этот внутренний кольцевой шов 17 трубчатой формы соединяет внутреннюю область обеих кольцевых поверхностей 7. Это представлено слева на увеличенном фрагменте фиг. 1. Кроме того, изготавливается дополнительный радиально внешний кольцевой шов 19 трубчатой формы для дополнительного сварного соединения обоих полых цилиндров 3а посредством электродуговой сварки узкого зазора плавящимся электродом в защитном газе. Для изготовления этого дополнительного радиально внешнего кольцевого шва 19 трубчатой формы ось 2 вращения может оставаться ориентированной вертикально. Электродуговая сварка узкого зазора плавящимся электродом в защитном газе может быть электродуговой сваркой узкого зазора плавящимся электродом в инертном газе или электродуговой сваркой узкого зазора плавящимся электродом в активном газе. Между первым радиально внутренним кольцевым швом 17 трубчатой формы и дополнительным радиально внешним кольцевым швом 19 трубчатой формы, который изображен на правой стороне увеличенного фрагмента, может изготавливаться дополнительный радиально средний кольцевой шов 21 трубчатой формы для дополнительного сварного соединения обоих полых цилиндров 3а в области их примыкающих друг к другу кольцевых поверхностей 7 посредством электродуговой сварки узкого зазора вольфрамовым электродом в инертном газе. Вал 1 во время всего способа изготовления установлен с вертикально ориентированной осью 2 симметрии. Обычно требуемое кантование при этом отсутствует. Внутренние и внешние диаметры примыкающих друг к другу кольцевых поверхностей могут быть одинаковыми.
Фиг. 2 показывает пример выполнения соответствующего изобретению способа изготовления. На этапе S1 осуществляется изготовление симметричных относительно оси 2 вращения деталей вала, имеющих коаксиально вдоль оси вращения по меньшей мере один полый цилиндр 3а и опционально по меньшей мере один цилиндр 3. На этапе S2 осуществляется позиционирование соответственно двух деталей 5 вала вдоль вертикальной оси 2 вращения коаксиально друг на друге, причем, соответственно, два полых цилиндра 3а своими кольцевыми поверхностями 7 примыкают друг к другу. На этапе S3 осуществляется изготовление первого радиально внутреннего кольцевого шва 17 трубчатой формы для сварного соединения обоих полых цилиндров 3а в радиально внутренней области относящихся к ним кольцевых поверхностей 7 посредством электродуговой сварки узкого зазора вольфрамовым электродом в инертном газе. На этапе S4 осуществляется изготовление дополнительного радиально внешнего кольцевого шва 19 трубчатой формы для дополнительного сварного соединения полых цилиндров 3а в радиально внешней области относящихся к ним кольцевых поверхностей 7 посредством электродуговой сварки узкого зазора плавящимся электродом в защитном газе, причем ось 2 вращения остается вертикально ориентированной. Согласно особенно предпочтительной форме выполнения сначала могут свариваться первый радиально внутренний кольцевой шов 17 трубчатой формы между двумя деталями 5 вала и непосредственно после этого дополнительный радиально внешний кольцевой шов 19 трубчатой формы обоих деталей 5 вала. Только после этого следующие обе детали 5 вала полностью свариваются друг с другом. В принципе, могут также сначала свариваться все первые радиально внутренние кольцевые швы 17 трубчатой формы всего вала 1, и затем все дополнительные радиально внешние кольцевые швы 19 трубчатой формы всех деталей 5 вала. На этапе S3a может осуществляться изготовление дополнительного радиально среднего кольцевого шва 21 трубчатой формы для дополнительного сварного соединения полых цилиндров 3а посредством электродуговой сварки узкого зазора вольфрамовым электродом в инертном газе, после изготовления первого радиально внутреннего кольцевого шва 17 трубчатой формы и перед изготовлением дополнительного радиально внешнего кольцевого шва 19 трубчатой формы.
Способ управления двумя электрически последовательно включенными обратнопроводящими igbt полумостовой схемы
Способ и устройство для производства двух различных радиоактивных изотопов
Охлаждение сверхпроводящих машин
Способ устранения неисправности в линии постоянного тока высокого напряжения, установка для передачи электрического тока по линии постоянного тока высокого напряжения и преобразователь переменного тока
Устройство и способ для измерения токов в подшипнике
Способ оценки для электродуговых разрядов и соответствующий испытательный стенд
Опорный цилиндр для самоусиливающегося гидравлического тормоза
Сплав, защитный слой и конструктивный элемент
Адаптивная активная катодная защита
Система и способ для заблаговременного распознавания повреждения в подшипнике
Излучающая трубка, а также ускоритель частиц с излучающей трубкой
Устройство и способ для магнитного разделения текучей среды
Устройство управления и способ его эксплуатации
Способ функционирования чистового прокатного стана с прогнозированием скорости управления
Многополосковый проводник и способ его изготовления
Блок двигателя
Многофазное переключающее устройство
Оптический элемент отображения, а также устройство отображения
Приоритизированная передача телеграмм данных
Способ функционирования процессора в среде реального времени

