Результат интеллектуальной деятельности: ШЛИФОВАЛЬНЫЙ КРУГ
Вид РИД
Изобретение
Изобретение относится к области инструментальной промышленности и может быть использовано при изготовлении шлифовальных кругов для выполнения операций бесцентрового, круглого и внутреннего шлифования на проход.
Известен шлифовальный круг, содержащий переменную характеристику рабочей поверхности, состоящую в том, что крупнозернистые участки абразива и расположенные за ними участки мелкозернистые попарно разделены участками абразива с меньшей твердостью, а твердость абразива выбирается в зависимости от твердости обрабатываемого материала (Патент РФ №2395381, В24D 5/14, В24D 7/14, 2008).
Недостатком данного шлифовального круга является то, что возрастает вероятность нарушения целостности конструкции шлифовального круга в местах соединения участков, также при различной зернистости на черновых и чистовых участках происходит неравномерный износ круга засчет того, что в момент касания происходит вырывание крупных зерен на черновых участках.
Наиболее близким техническим решением к предлагаемому изобретению является шлифовальный круг, содержащий алмазоносный слой, состоящий из боковых участков и центрального участка, выполненного менее износостойким (Патент RU 2103154 CI, В24D 5/14, 27.01.1998).
Недостатками данного решения является снижение стойкости кругов и точности обработки при алмазном бесцентровом шлифовании твердосплавных стежней.
Технический результат, на который направлено заявленное изобретение, заключается в равномерном износе алмазных зерен в каждом из слоев, что в итоге повышает ресурс работы круга.
Данный технический результат достигается посредством того, что в шлифовальном круге, содержащем металлический корпус с рабочей частью, выполненной из алмазоносного материала, сформированного из органической или металлической связки с алмазными зернами, согласно изобретению рабочая часть вдоль ее образующей выполнена с участками, имеющими алмазные зерна различной прочности, при этом участок рабочей части длиной l=(2/3-3/4)В содержит алмазные зерна, прочность которых увеличивается по длине образующей, и предназначен для процесса врезания в заготовку, а участок рабочей части круга длиной (1/3-1/4)B состоит из алмазных зерен одинаковой прочности и предназначен для чистового шлифования заготовки, причем прочность алмазных зерен на участке с увеличивающейся прочностью определена из зависимости
где В - ширина рабочего слоя круга;
a=149.8…29.7 - коэффициент, зависящий от величины припуска Δ на шлифование в диапазоне (Δ=0.05…0.5 мм),
b=-0.44…-8.5 - коэффициент, зависящий от диаметра d заготовки на шлифование в диапазоне (d=1…500 мм),
c=-99.74…9.6 - коэффициент, зависящий от твердости обрабатываемого материала в диапазоне (HRA 80…105).
Сущность изобретения поясняется чертежами, где на:
- фиг. 1 схематично показан алмазный шлифовальный круг,
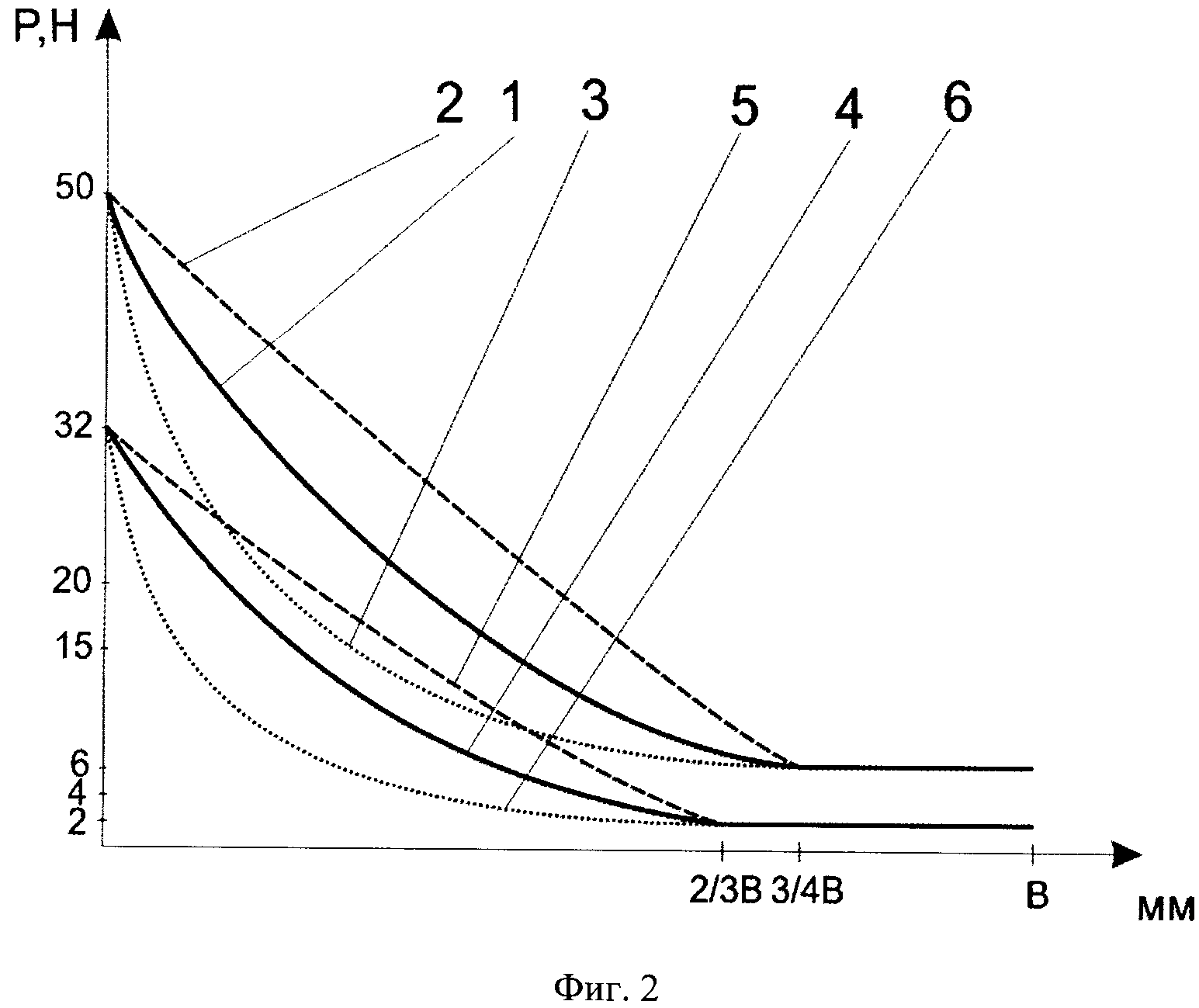
- фиг. 2 показаны графики зависимостей изменения прочности алмазного зерна по длине образующей.
Шлифовальный круг содержит металлический корпус 1 с рабочей частью 2, выполненной из нанесенного на поверхность корпуса 1 алмазоносного материала, включающего органическую или металлическую связку и алмазные зерна. В продольном направлении рабочая часть 2 круга состоит из двух участков: участка 3 и участка 4. Участок 3 рабочей части 2 длиной (2/3-3/4)B, где В - ширина рабочей части 2 круга, расположен со стороны круга, работающей на врезание. Участок 3 содержит алмазные зерна, прочность которых увеличивается по длине образующей круга от участка 4 рабочей части 2 длиной (1/4-1/3)В, состоящего из алмазных зерен одинаковой прочности и предназначенного для чистового шлифования.
На границе участков 3 и 4 прочность алмазных зерен одинакова, далее прочность алмазных зерен участка 3 изменяется вдоль образующей круга по зависимости
H(l)=a·eb·l-c, где Η - показатель, характеризующий прочность алмазного зерна на сжатие (марка алмаза АС(Н) от АС2 до АС50); В - ширина рабочей части 2 круга; l - расстояние поверхности торца рабочей части 2 круга, работающего на врезание, до участка с алмазами искомой прочности Н; а=149.8…29.7 - коэффициент, зависящий от величины припуска Δ на шлифование в диапазоне (Δ=0.05…0.5 мм); b=-0.44…-8.5 - коэффициент, зависящий от диаметра d заготовки на шлифование в диапазоне (d=1...500 мм); с=-99.74...9.6 - коэффициент, зависящий от твердости обрабатываемого материала в диапазоне (HRA 80…105).
На фиг.2 показаны полученные в результате экспериментов графики, отражающие зависимость Н(l)=a·eb·l-c показателя, характеризующего прочность алмазного зерна, от твердости обрабатываемого материала (HRA 80…105), величины припуска на шлифование (Δ=0.05…0.5 мм), диаметра заготовки (d=1…500 мм).
При выборе показателя, характеризующего прочность алмазных зерен шлифовального круга для обработки заготовок большей твердости, предпочтительно пользоваться графиками 1, 2, 3, при обработке заготовок меньшей твердости - графиками 4, 5, 6. Диаметр обрабатываемой заготовки и величина припуска снимаемого за один проход влияют на кривизну этих графиков.
График 1 рекомендуется использовать при обработке шлифовальным кругом заготовок из твердого сплава максимальной твердости (HRA 92-105) с припуском Δ=0.2-0.35 мм и диаметром d=150-300 мм.
График 2 рекомендуется использовать при обработке шлифовальным кругом заготовок максимальной твердости (HRA 92-105) с припуском Δ=0.35-0.5 мм и диаметром d=300-500 мм.
График 3 рекомендуется использовать при обработке шлифовальным кругом заготовок максимальной твердости (HRA 92-105) с припуском Δ=0.05-0.2 мм и диаметром d=1-150 мм.
График 4 рекомендуется использовать при обработке шлифовальным кругом заготовок минимальной твердости (HRA 80-92) с припуском Δ=0.2-0.35 мм и диаметром d=150-300 мм.
График 5 рекомендуется использовать при обработке шлифовальным кругом заготовок минимальной твердости (HRA 80-92) с припуском Δ=0.35-0.5 мм и диаметром d=300-500 мм.
График 6 рекомендуется использовать при обработке шлифовальным кругом заготовок минимальной твердости (HRA 80-92) с припуском Δ=0.05-0.2 мм и диаметром d=150-300 мм.
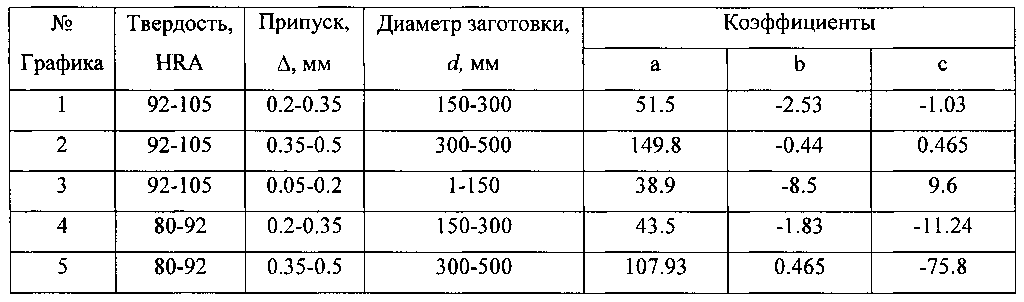
В таблице указаны рекомендуемые коэффициенты для значений параметров: твердости обрабатываемой заготовки (HRA), величины припуска на обработку Δ, диаметра заготовки d.
Значения коэффициентов

Пример 1.
При обработке заготовки из материала твердостью 88 HRA и диаметром 20 мм необходимо снять припуск равный 0.1 мм методом бесцентрового шлифования. Необходимо применить шлифовальный круг диаметром 350 мм и шириной В=90 мм. Тогда согласно таблице, приведенной выше, коэффициенты зависимости распределения прочности алмазных зерен на участке 3/4 от ширины круга (согласно фиг. 1) задаются следующими значениями: a=29.7, b=-6.7, c=-2.43, e=2,17828 (e - математическая константа, основание натурального логарифма). Эти коэффициенты были выведены путем аппроксимации экспоненциальной функцией данных, полученных эмпирическим путем при исследовании износостойкости шлифовальных кругов при бесцентровом шлифовании.
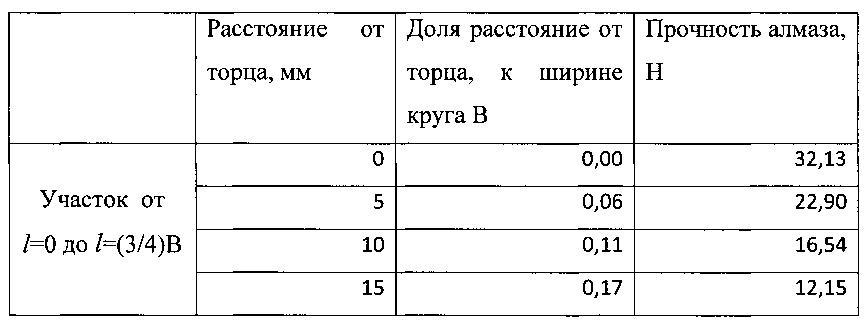
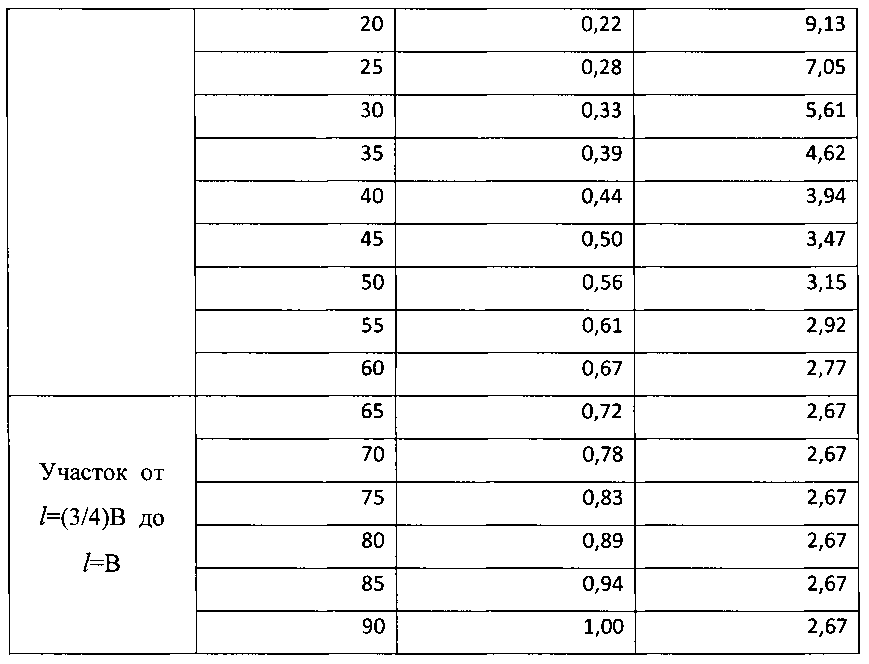
В этом случае зависимость принимает вид Н(l)=29.7·2,77528-6.7·l+2.43. Воспользовавшись данной зависимостью, можно задать марки алмазов послойно на участке от l=0 до l=(3/4)В вдоль образующей круга, которые обладают прочностью, определенной по этой зависимости. При этом оставшаяся калибрующая часть шлифовального круга, будет состоять из алмазов одной марки с прочностью алмазов, определенной в точке удаления от торца круга вдоль образующей l=(3/4)В.
Зададим толщину слоя в 5 мм. Тогда расчет прочности алмазов для каждого слоя будет производиться с дискретностью в 5 мм. В таблице ниже приведены результаты расчета прочности алмазов в слоях шлифовального круга в зависимости от их удаленности от торца шлифовального круга. Прочность алмазов на калибрующей части составила 2.67 ньютон.
Таким образом, заявленная совокупность существенных признаков, изложенная в формуле изобретения, позволяет обеспечить равномерный износ алмазных зерен в каждом из слоев, что в итоге повышает ресурс работы круга.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, неизвестной на дату приоритета из уровня техники, необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном изобретении отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для использования в области инструментальной промышленности;
- для заявленного объекта в том виде, как он охарактеризован в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствуют требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Шлифовальный круг, содержащий металлический корпус с рабочей частью, выполненной из алмазоносного материала, сформированного из органической или металлической связки с алмазными зернами, отличающийся тем, что рабочая часть вдоль ее образующей выполнена с участками, имеющими алмазные зерна различной прочности, при этом участок рабочей части длиной l=(2/3-3/4)В содержит алмазные зерна, прочность которых увеличивается по длине образующей, и предназначен для процесса врезания в заготовку, а участок рабочей части круга длиной (1/3-1/4)В состоит из алмазных зерен одинаковой прочности и предназначен для чистового шлифования заготовки, причем прочность алмазных зерен на участке с увеличивающейся прочностью определена из зависимости:H(l)=a·e-c, гдеB - ширина рабочего слоя круга;a=149,8…29,7 - коэффициент, зависящий от величины припуска Δ на шлифование в диапазоне Δ= (0,05…0,5) мм,b=-0,44…-8,5 - коэффициент, зависящий от диаметра d заготовки на шлифование в диапазоне d= (1…500) мм,c=-99,74…9,6 - коэффициент, зависящий от твердости обрабатываемого материала в диапазоне HRA 80…105.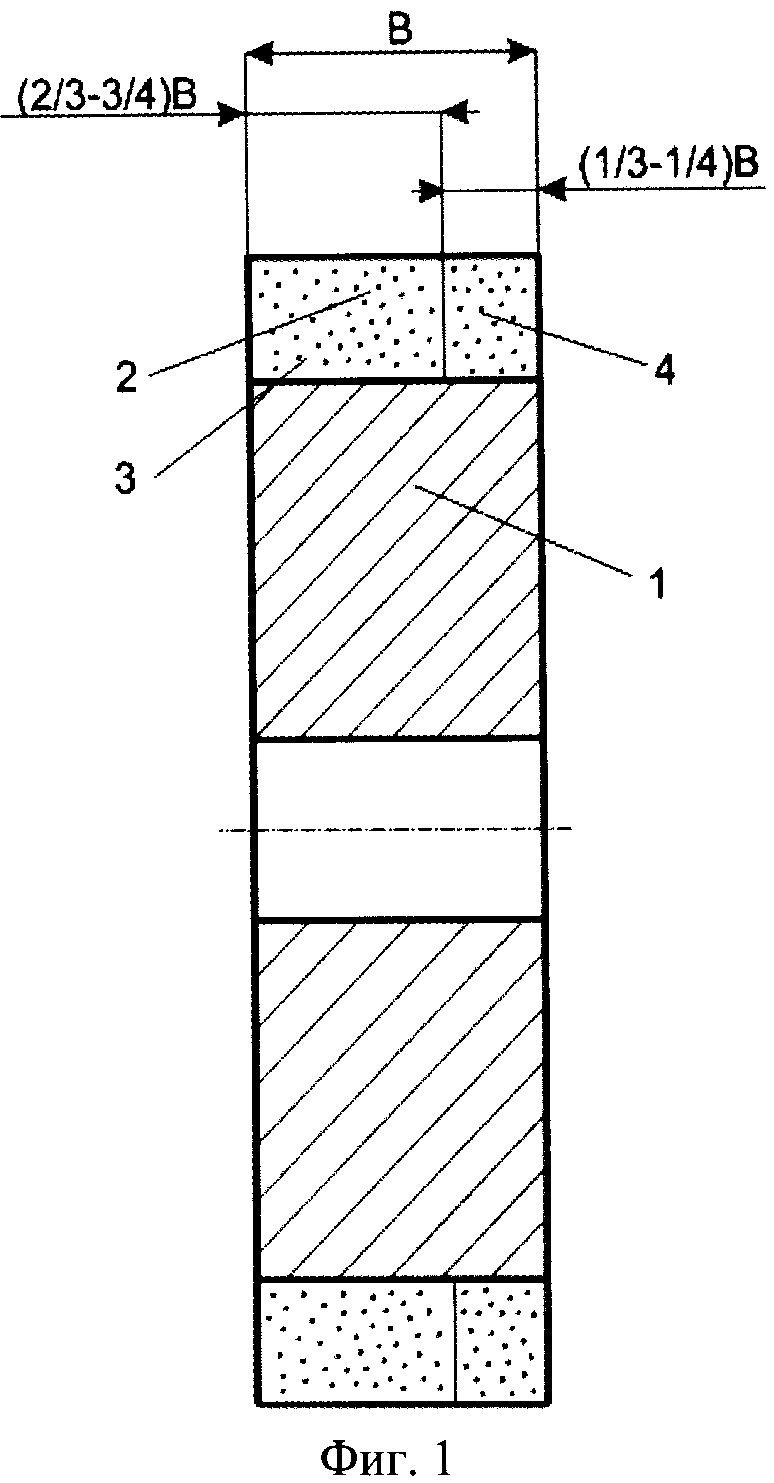
Способ одновременного измерения дальности, скорости и ускорения малоскоростной маневрирующей воздушной цели в импульсно-доплеровских радиолокационных станциях при высокой частоте повторения импульсов и линейной частотной модуляции
Способ приготовления стекольной шихты
Устройство для измерения параметров изгибных пьезокерамических преобразователей
Способ обнаружения, измерения дальности и скорости низколетящей малоскоростной цели в импульсно-доплеровских радиолокационных станциях при высокой частоте повторения импульсов и инвертируемой линейной частотной модуляции
Винто-рулевая колонка судна
Способ определения ресурса корабельной радиоэлектронной аппаратуры
Способ количественного определения хлоридов в концентрате тетраметиламмония гидроксида
Малошумный гребной винт
Способ изготовления радиопрозрачного полимер-композитного бронезащитного устройства и устройство для его осуществления
Состав для удаления полиимидного материала
Рыбопромысловое судно ледового плавания
Способ изготовления образца сотового заполнителя для испытаний
Способ формообразования фасонных винтовых поверхностей
Способ крепления концевых фрез с числом зубьев не менее трех в цанговом патроне

