Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ГОРЯЧЕЙ ПРОКАТКОЙ
Вид РИД
Изобретение
Изобретение относится к металлургическому и прокатному производствам, а именно к способу производства конусных длинномерных полых металлических изделий горячей прокаткой, с уменьшением диаметра и толщины стенки от одного конца к другому, из заготовок, НЛЗ и слитков-заготовок ЭШП на новых установках с пилигримовыми станами на длинных с периодической конусностью оправках в трех или 3+n клетях, расположенных тандемом по одной оси.
Известен способ производства конусных длинномерных полых или сплошных железобетонных изделий (опор осветительных столбов, опор для натяжения и поддержания силовых кабелей трамвайно-троллейбусных линий), включающий изготовление каркаса из арматуры, заливку данного каркаса бетоном, сушку и транспортировку их к месту монтажа и установки.
Недостатком данного способа являются низкая производительность, трудоемкость изготовления, повышенный брак при транспортировке и выход из строя при дорожно-транспортных происшествиях с выводом из строя линий электропередач и трамвайно-троллейбусных силовых кабелей.
Известен способ производства конусных длинномерных полых металлических изделий, включающий развальцовку и стыковую сварку ручным способом нескольких трубных изделий разного диаметра и толщин стенок.
Недостатком данного способа являются также низкая производительность, трудоемкость изготовления из-за стыковки трубных изделий разного диаметра и толщин стенок, нагрева и ручной развальцовки стыкуемых изделий, сварки их ручным способом в кондукторах с последующей правкой. Технологический процесс изготовления данных изделий не имеет поточности, а следовательно, имеет большой разброс геометрических размеров и качественных показателей. Такие изделия не имеют художественно-эстетического вида из-за отсутствия плавных переходов от основания к вершине.
Известен способ производства конусных длинномерных полых металлических изделий, включающий сверление в кованых заготовках, НЛЗ и слитках-заготовках ЭШП центрального отверстия, нагрев до температуры пластичности и ковку их на радиально-ковочной машине.
Недостатком данного способа является низкая производительность, трудоемкость изготовления и, как следствие, повышенная стоимость. Технологический процесс изготовления, как и вышеприведенного аналога, не имеет поточности.
В трубной промышленности известен способ производства конусных длинномерных полых металлических изделий горячей прокаткой, включающий нагрев заготовок до температуры пластичности, прошивку их в станах поперечно-винтовой прокатки в гильзы, прокатку гильз на установках с пилигримовыми или автоматическими станами в трубы, порезку труб на мерные длины, прокатку в редукционно-растяжных станах с трех или четырех валковыми клетями до момента выхода переднего конца конусного длинномерного полого изделия из последней клети редукционно-растяжного стана, торможение всех клетей редукционно-растяжного стана, выдачу заготовки конусного длинномерного полого изделия из последней клети редукционно-растяжного стана за счет реверса на входную сторону за время t, валки каждой клети, кроме последней, за время t1, значения которого определяют из выражения:  , последовательно сводят на величину δ, передачу заготовок конусных длинномерных полых изделий на шлеппер, охлаждение и передачу в отделку, правку и удаление технологической обрези (Патент RU №2275978, кл. В21В 21/00, 10.05.2006, бюл. №13).
, последовательно сводят на величину δ, передачу заготовок конусных длинномерных полых изделий на шлеппер, охлаждение и передачу в отделку, правку и удаление технологической обрези (Патент RU №2275978, кл. В21В 21/00, 10.05.2006, бюл. №13).
Недостатками данного способа производства длинномерных полых металлических изделий является отсутствие редукционно-растяжных (редукционных) станов в составе трубопрокатных установок с пилигримовыми станами, а производство данных изделий на ТПУ с автоматическими станами, требует установки второго редукционного стана для их производства. Длинномерные полые металлические изделия, изготовленные из передельных труб диаметром 250 мм и менее будут иметь маленькую конусность, т.к. с увеличением конусности верхняя часть конусного длинномерного полого металлического изделия будет иметь повышенную способность к изгибу, что не допустимо при изготовления опор осветительных столбов, опор для натяжения и поддержания силовых кабелей трамвайно-троллейбусных линий. Данный способ не реализован в промышленных условиях.
Наиболее близким техническим решением является способ производства конусных длинномерных полых металлических изделий горячей прокаткой и устройства для его осуществления (Патент RU №2268796, кл. В21В 21/00, 27.01.2006, бюл. №3). Способ производства конусных длинномерных полых металлических изделий горячей прокаткой, включающий нагрев заготовок-труб до температуры пластичности и прокатку их на установках с пилигримовыми станами на длинной конусной оправке в валках, калибр которых выполнен по винтовой линии к оси валков, а оси валков расположены параллельно в вертикальной плоскости, полукалибр на верхнем валке выполнен с левосторонним, а на нижнем с правосторонним направлением винтовой линии или наоборот, количество витков круглого переменного калибра с выпусками определяют из выражения
где L - длина конусного полого изделия, мм; Rk - катающий радиус валка, мм; α - угол наклона оси калибра к оси валка, град., возвратно-поступательное перемещение подающего аппарата в горизонтальной плоскости синхронно вращению валков на величину, определяемую по формуле
где n - количество витков калибра по длине валка, шт.; Dmax - максимальный диаметр калибра, мм; Dmin - минимальный диаметр калибра, мм; К - ширина реборд валка между калибрами, мм, прокатку в валках с подшипниками скольжения, перемещение валков в горизонтальной плоскости за счет усилий прокатки или принудительного горизонтального перемещения от отдельного привода, работающего синхронно со скоростью вращения валков, а возврат валков в исходное положение при прокатке за счет реверсивного вращения валков от главного привода или принудительного горизонтального перемещения от отдельного привода.
Установка пилигримового стана с шестеренной клетью, соединительными шпинделями, муфтами и рабочими валками для производства конусных длинномерных полых металлических изделий, соединительные муфты которого и приводные шейки рабочих валков выполнены в виде телескопических систем с перемещением валков в горизонтальной плоскости на величину, определяемую по формуле
подающий аппарат расположен под углом α к горизонтальной оси валков, а диаметры конусной оправки равны внутренним диаметрам основания и вершины длинномерного конусного изделия, конусность оправки превышает конусность длинномерного конусного полого изделия на суммарную величину вытяжки при прокатке цилиндрической трубы в длинномерное конусное полое изделие Σµ, а длина меньше в Σµ, которые определяют по формулам α0=αuΣµ, 
где α0 - угол конусности оправки, град.; αu - угол конусности изделия, град.; Σµ - суммарный коэффициент вытяжки при прокатке цилиндрической трубы в конусное длинномерное полое изделие; L - длина конусного изделия, мм. Недостатком данного способа производства конусных длинномерных полых металлических изделий горячей прокаткой и устройства для его осуществления (прототипа) является то, что данное устройство сложно в изготовлении и на данный момент оно нигде не реализовано. Это объясняется тем, что для производства конусных длинномерных полых металлических изделий по данному способу и устройству необходимы многоручьевые валки с уменьшающимся калибром от начала к концу. Калибр необходимо выполнять по винтовой линии с углом наклона оси калибра к оси валка, что, в свою очередь, приведет к увеличению длины валков. Для изготовления многоручьевых валков, калибр которых выполнен по винтовой линии, на данный момент отсутствует станочное оборудование. Расположение подающего аппарата под углом к горизонтальной оси валков, равным углу наклона оси калибра к оси валков, и возвратно-поступательное перемещение валков или подающего аппарата влечет проектирование, изготовление и наладку принципиально новой сложной в изготовлении и эксплуатации установки (пилигримового стана).
Задачей предложенного способа производства конусных длинномерных полых металлических изделий горячей прокаткой является промышленное поточное производство данных изделий, имеющих эстетический вид, запас прочности при значительном снижении их массы, снижение их стоимости и замена железобетонных изделий на экономически и эстетически конкурирующие долговечные облегченные изделия из металла.
Технический результат достигается тем, что в известном способе производства конусных длинномерных полых металлических изделий горячей прокаткой, включающем нагрев кованых заготовок, непрерывно-литых заготовок или слитков-заготовок электрошлакового переплава до температуры пластичности, прошивку их в станах поперечно-винтовой прокатки в гильзы, прокатку гильз на пилигримовых станах в толстостенные трубы-заготовки на длинной оправке с периодической подачей и кантовкой на угол равный ≈90° в валках, имеющих переменный круглый калибр с выпусками, нагрев труб-заготовок до температуры пластичности, прокатку их на установках с пилигримовыми станами на длинной конусной оправке в валках, калибр которых выполнен по винтовой линии к оси валков, а оси валков располагают параллельно в вертикальной плоскости, полукалибр на верхнем валке выполняют с левосторонним, а на нижнем - с правосторонним направлением винтовой линии или наоборот, при этом количество витков определяют в зависимости от длины конусного длинномерного полого металлического изделия и диаметра бочки валков пилигримового стана, отличающийся тем, что прокатку гильз осуществляют на длинных, имеющих периодическую конусность оправках в трех или 3+n пилигримовых клетях, которые располагают по одной оси, при этом калибры и диаметры бочек валков каждой последующей клети снижают, а их геометрические размеры определяют с учетом условия постоянства пути отката конусного длинномерного полого металлического изделия каждой пилигримовой клетью, выраженного следующей зависимостью:  , где Кср.=1,15-1,2 - средний коэффициент опережения по всей дуге рабочей части пилигримового валка; Ro - значение радиуса валка в нулевой точке, мм; Rn - значение радиуса валка на полирующем участке, мм; Θб - значение центрального угла бойка валка, рад; Θn - значение центрального угла полирующего участка валка, рад; lm - путь торможения подающего аппарата, мм, а геометрические размеры гильз для прокатки конусных длинномерных полых металлических изделий в трех пилигримовых клетях определяют из выражения:
, где Кср.=1,15-1,2 - средний коэффициент опережения по всей дуге рабочей части пилигримового валка; Ro - значение радиуса валка в нулевой точке, мм; Rn - значение радиуса валка на полирующем участке, мм; Θб - значение центрального угла бойка валка, рад; Θn - значение центрального угла полирующего участка валка, рад; lm - путь торможения подающего аппарата, мм, а геометрические размеры гильз для прокатки конусных длинномерных полых металлических изделий в трех пилигримовых клетях определяют из выражения:
 ,
,
а в 3+n клетях из выражения:
 ,
,
где L1 - длина основания конусного длинномерного полого металлического изделия, мм; Lп.г. - длина основания конусного длинномерного полого металлического изделия для формирования пилигримовой головки (технологической обрези), мм; D1 - диаметр основания конусного длинномерного полого металлического изделия, мм; S1 - толщина стенки основания конусного длинномерного полого металлического изделия, мм; L2 - длина конусного длинномерного полого металлического изделия, примыкающего к основанию, мм; S2 - толщина стенки конусного длинномерного полого металлического изделия, примыкающего к основанию, мм; L3 - длина вершины конусного длинномерного полого металлического изделия при прокатке в трех пилигримовых клетях, мм; S3 - толщина стенки вершины конусного длинномерного полого металлического изделия при прокатке в трех пилигримовых клетях, мм; Ln-1 - длина участка n-1 конусного длинномерного полого металлического изделия при прокатке в 3+n пилигримовых клетях, мм; Ln - длина вершины конусного длинномерного полого металлического изделия при прокатке в 3+n пилигримовых клетях, мм; Sn-1 - толщина стенки участка n-1 конусного длинномерного полого металлического изделия при прокатке в 3+n пилигримовых клетях, мм; Sn - толщина стенки вершины конусного длинномерного полого металлического изделия при прокатке в 3+n пилигримовых клетях, мм; Lзат. - длина вершины конусного длинномерного полого металлического изделия для формирования затравочного конца (технологической обрези; Dг - диаметр гильзы для изготовления конусного длинномерного полого металлического изделия, мм; Sг - толщина стенки гильзы для изготовления конусного длинномерного полого металлического изделия, мм.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ производства конусных длинномерных полых металлических изделий горячей прокаткой отличается от известного тем, что прокатку гильз осуществляют на длинных, имеющих периодическую конусность оправках в трех или 3+n пилигримовых клетях, которые располагают по одной оси, при этом калибры и диаметры бочек валков каждой последующей клети снижают, а их геометрические размеры определяют с учетом условия постоянства пути отката конусного длинномерного полого металлического изделия каждой пилигримовой клетью, выраженного следующей зависимостью:
, где Кср.=1,15-1,2 - средний коэффициент опережения по всей дуге рабочей части пилигримового валка; Ro - значение радиуса валка в нулевой точке, мм; Rn - значение радиуса валка на полирующем участке, мм; Θб - значение центрального угла бойка валка, рад; Θn - значение центрального угла полирующего участка валка, рад; lm - путь торможения подающего аппарата, мм, а геометрические размеры гильз для прокатки конусных длинномерных полых металлических изделий в трех пилигримовых клетях определяют из выражения:
,
а в 3+n клетях из выражения:
 ,
,
где L1 - длина основания конусного длинномерного полого металлического изделия, мм; Lп.г. - длина основания конусного длинномерного полого металлического изделия для формирования пилигримовой головки (технологической обрези), мм; D1 - диаметр основания конусного длинномерного полого металлического изделия, мм; S1 - толщина стенки основания конусного длинномерного полого металлического изделия, мм; L2 - длина конусного длинномерного полого металлического изделия, примыкающего к основанию, мм; S2 - толщина стенки конусного длинномерного полого металлического изделия, примыкающего к основанию, мм; L3 - длина вершины конусного длинномерного полого металлического изделия при прокатке в трех пилигримовых клетях, мм; S3 - толщина стенки вершины конусного длинномерного полого металлического изделия при прокатке в трех пилигримовых клетях, мм; Ln-1 - длина участка n-1 конусного длинномерного полого металлического изделия при прокатке в 3+n пилигримовых клетях, мм; Ln - длина вершины конусного длинномерного полого металлического изделия при прокатке в 3+n пилигримовых клетях, мм; Sn-1 - толщина стенки участка n-1 конусного длинномерного полого металлического изделия при прокатке в 3+n пилигримовых клетях, мм; Sn - толщина стенки вершины конусного длинномерного полого металлического изделия при прокатке в 3+n пилигримовых клетях, мм; Lзат. - длина вершины конусного длинномерного полого металлического изделия для формирования затравочного конца (технологической обрези), мм; Dг - диаметр гильзы для изготовления конусного длинномерного полого металлического изделия, мм; Sг - толщина стенки гильзы для изготовления конусного длинномерного полого металлического изделия, мм. Таким образом, эти отличия позволяют сделать вывод о соответствии критерию "изобретательский уровень".
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники не позволили выявить в них признаки, отличающие заявляемое решение от прототипа, что соответствует патентоспособности "изобретательский уровень".
Так как аналогичного способа и оборудования в мировой практике не существует, то пример конкретного выполнения в данный период времени привести не представляется возможным. Вместо примера конкретного выполнения приведена технологическая последовательность операций производства конусных длинномерных полых металлических изделий горячей прокаткой размером 426×70×3500+325×25×3500+273×10×8000 мм. Согласно п. 2 формулы изобретения определяем геометрические размеры гильзы, необходимой для производства конусных длинномерных полых металлических изделий. Размер гильзы составит 600×вн.310×2500 мм. Данный размер гильзы можно получить из заготовки диаметром 600 мм. Зная размер гильзы, определим размер исходных заготовок по формуле:  , где µ - коэффициент вытяжки при прошивке заготовок диаметром 600 мм в гильзы размером 600×вн.310×2500 мм. Коэффициент вытяжки определяем по формуле:
, где µ - коэффициент вытяжки при прошивке заготовок диаметром 600 мм в гильзы размером 600×вн.310×2500 мм. Коэффициент вытяжки определяем по формуле:  , где Rз - радиус заготовки, мм; К=0,97 - коэффициент, учитывающий угар металла при нагреве заготовок в методических печах до температуры пластичности.
, где Rз - радиус заготовки, мм; К=0,97 - коэффициент, учитывающий угар металла при нагреве заготовок в методических печах до температуры пластичности.
Подставляя данные в формулу
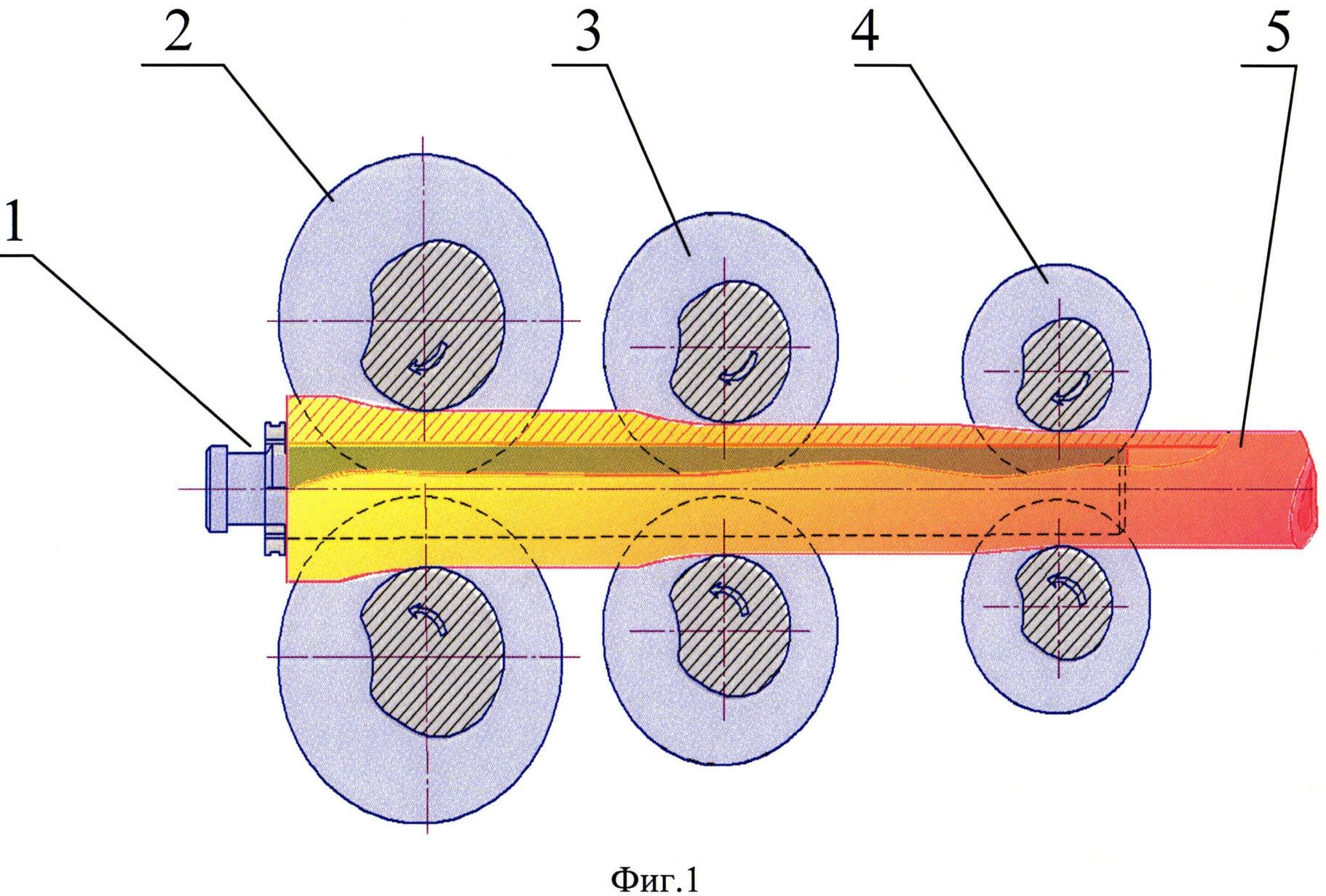
, получим, что для производства конусных длинномерных полых металлических изделий горячей прокаткой размером 426×70×3500+325×25×3500+273×10×8000 мм необходимы заготовки размером 600×1825±25 мм. Зная размер заготовок, садим их в печь и нагреваем до температуры пластичности, выдаем из печи и прошиваем в стане поперечно-винтовой прокатки на оправке диаметром 295 мм в гильзы размером 600×вн.310×2500 мм. Гильзы передаем на входную сторону первой пилигримовой клети с диаметром бочки валков 1045 мм. Подающий аппарат имеет только первая пилигримовая клеть. Вторая клеть с диаметром бочки валков 945 мм, а третья клеть с диаметром бочки 870 мм. Клети установлены в потоке последовательно (тандемом) с расстоянием между осями 3500 мм. Валки каждой клети вращаются синхронно, верхние по часовой стрелке, а нижние против часовой стрелки. Прокатку конусных длинномерных полых металлических изделий производят на дорне, которые подающим аппаратом первой клети вводятся в гильзу. Подставляя данные, получим геометрические размеры дорнов, которые приведены в таблице. После введения дорна в гильзу начинается процесс затравки ее первой клетью и прокатка горячекатаной трубы размером 426×70 мм в валках с диаметром бочки 1045 мм в калибре 434 мм с поворотом гильзы-трубы подающим аппаратом на угол равный ≈90°. По мере прокатки передний конец трубы размером 426×70 мм входит в валки второй клети с диаметром бочки 945 мм и с калибром 332 мм. Производится затравка переднего конца и прокатка трубы размером 325×25 мм. По мере прокатки передний конец трубы размером 325×25 мм входит в валки третьей клети с диаметром бочки 870 мм и с калибром 280 мм. Производится затравка переднего конца и прокатка трубы размером 273×10 мм. Валки каждой клети имеют индивидуальный привод и вращаются синхронно, т.е. нулевые точки валков каждой клети входят в контакт с металлом конусного изделия в одно и то же время. Для получения геометрических размеров конусных длинномерных полых металлических изделий процесс прокатки необходимо вести, чтобы пути откатов каждой клети были равными. Данные значений путей отката каждой клети приведены в таблице. Из таблицы видно, что при прокатке в валках с диаметрами бочек 1045, 945 и 870 мм и с врезанными в них калибрами размером 434, 332 и 280 мм, пути откатов будут равными 1130, 1130 и 1110 мм. Принципиальная схема производства конусных длинномерных полых металлических изделий в трех клетях пилигримового стана приведена на фиг. 1. После последней подачи гильзы - конусного изделия в очаг деформации каждой клети производят, в зависимости от геометрических размеров готовых изделий, одну или две кантовки конусной оправки (дорна) 1 с раскатанным горячедеформированным конусным длинномерным полым изделием 5, чтобы раскатать бунт от последней подачи и придать изделию расчетные геометрические формы и параметры. После завершения цикла прокатки верхние валки каждой клети 2, 3 и 4 поднимают. Подающим аппаратом первой клети (на фиг. 1 не показан) дорн извлекают из конусного длинномерного полого изделия. Дорн (длинномерную оправку) охлаждают или заменяют на охлажденную. Поднимают выводящие ролики рольганга, установленные после каждой клети, и выводят изделие из клетей на приемный желоб, по которому оно подается к пилам ударного действия. Удаляют технологические отходы (затравочный конец и пилигримовую головку). После удаления технологических отходов конусные длинномерные полые изделия 5 поступают в отделение отделки, где производят подрезку концов, правку, покраску, приемку на соответствие НТД, складирование и отгрузку потребителю.
Использование предлагаемого способа производства конусных длинномерных полых металлических изделий, по сравнению с существующими способами, позволит значительно повысить производительность, снизить металлоемкость, снизить стоимость и впервые в мировой практике осуществить промышленное поточное производство качественных, с заданными геометрическими параметрами, изделий, обеспечить потребность народного хозяйства страны, производить конкурентоспособную продукцию и экспортировать ее в другие страны мира.




Валок пилигримового стана для прокатки бесшовных горячекатаных труб размером 610×28-32 и 630×28-32 мм для трубопроводов промежуточного перегрева пара котельных установок из гильз и полых слитков электрошлакового переплава размером 690×вн.590×3300-3500, 700×вн.580×3200±50 и 720×вн.600×3200±50 мм
Способ производства биметаллических труб для объектов атомной энергетики размером вн.279×36 (351×36) мм из сталей марок 10гн2мфа и 08х18н10т с внутренним плакирующим слоем
Способ производства бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами
Способ производства бесшовных горячекатаных труб размером 610×28-32 мм из сталей марок 15х1м1ф и 10х9мфб-ш на тпу 8-16" с пилигримовыми станами для трубопроводов промежуточного перегрева пара котельных установок
Способ изготовления и эксплуатации составных дорнов пилигримовых станов для производства горячекатаных труб большого и среднего диаметров
Способ прокатки труб диаметром от 273 до 426 мм на трубопрокатных установках с пилигримовыми станами из углеродистых и низколегированных марок стали с повышенными требованиями к ударной вязкости
Оправка стана холодной пилигримовой прокатки труб.
Способ производства бесшовных холоднодеформированных насосно-компрессорных труб размером 114,3×6,88×9000-10700 мм из коррозионностойкого сплава марки хн30мдб-ш
Способ производства передельных длинномерных труб из сплавов на железно-никелевой и никелевой основах на трубопрокатных установках с пилигримовыми станами
Способ прошивки слитков и заготовок массой от 3 до 10 тонн в гильзы в стане поперечно-винтовой прокатки
Валок пилигримового стана для прокатки бесшовных горячекатаных труб размером 610×28-32 и 630×28-32 мм для трубопроводов промежуточного перегрева пара котельных установок из гильз и полых слитков электрошлакового переплава размером 690×вн.590×3300-3500, 700×вн.580×3200±50 и 720×вн.600×3200±50 мм
Способ производства биметаллических труб для объектов атомной энергетики размером вн.279×36 (351×36) мм из сталей марок 10гн2мфа и 08х18н10т с внутренним плакирующим слоем
Способ производства бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами
Способ производства бесшовных горячекатаных труб размером 610×28-32 мм из сталей марок 15х1м1ф и 10х9мфб-ш на тпу 8-16" с пилигримовыми станами для трубопроводов промежуточного перегрева пара котельных установок
Способ изготовления и эксплуатации составных дорнов пилигримовых станов для производства горячекатаных труб большого и среднего диаметров
Способ прокатки труб диаметром от 273 до 426 мм на трубопрокатных установках с пилигримовыми станами из углеродистых и низколегированных марок стали с повышенными требованиями к ударной вязкости
Оправка стана холодной пилигримовой прокатки труб.
Способ производства бесшовных холоднодеформированных насосно-компрессорных труб размером 114,3×6,88×9000-10700 мм из коррозионностойкого сплава марки хн30мдб-ш
Способ производства передельных длинномерных труб из сплавов на железно-никелевой и никелевой основах на трубопрокатных установках с пилигримовыми станами
Способ прошивки слитков и заготовок массой от 3 до 10 тонн в гильзы в стане поперечно-винтовой прокатки

