Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ДЛИННОМЕРНЫХ ТРУБ ИЗ СПЛАВОВ НА ЖЕЛЕЗНО-НИКЕЛЕВОЙ И НИКЕЛЕВОЙ ОСНОВАХ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ
Вид РИД
Изобретение
Изобретение относится к трубопрокатному и металлургическому производствам, а именно к способу производства бесшовных горячекатаных передельных длинномерных труб большого и среднего диаметров из полых слитков-заготовок ЭШП сплавов ХН32Т, ХН45Ю, ХН70Ю, ХН78Т и ХН60ВТ для последующего изготовления из них труб большого диаметра механической обработкой - обточкой и расточкой, труб малых и средних диаметров - перекаткой механически обработанных труб на станах холодной прокатки, для использования в нефтеперерабатывающей и газоперерабатывающей промышленности, в производстве аммиака, деталей горелочных устройств, камер сгорания, форсажных камер и других деталей, работающих при температурах от 700 до 1300°C, и может быть использовано при производстве передельных труб на ТПУ с пилигримовыми станами, а полых слитков-заготовок на установках электрошлакового переплава.
Производство передельных труб из данных сплавов производят прессованием с последующей механической обработкой - обточкой и расточкой.
Недостатками данного способа является производство коротких передельных труб-заготовок с относительно толстыми стенками, повышенный расход сплавов, повышенная трудоемкость и энергоемкость.
В трубопрокатном производстве известен способ производства горячекатаных товарных и передельных труб большого и среднего диаметров из труднодеформируемых марок стали на трубопрокатных установках с пилигримовыми станами из центробежно-литых полых заготовок нержавеющих марок стали 08Х18Н12Т, 08Х18Н10Т, 08Х10Н16Т2 и 08Х10Н20Т2 (ТУ 14-3-569-77 «Заготовки трубные центробежно-литые полые из стали марок 08Х18Н12Т, 08Х18Н10Т, 08Х10Н16Т2 и 08Х10Н20Т2 диаметром 530-650 мм», ТУ14-3-1564-88 «Трубы бесшовные горячедеформированные из стали марок 08Х10Н20Т2 и 08Х10Н16Т2 для выдвижных систем», ТИ 158-Тр.ТБ1-6-94 «Изготовление труб из стали марок 08Х10Н20Т2 и 08Х10Н16Т2 по ТУ 14-3-1564-88», ТУ 14-3-743-78 «Трубы бесшовные горячекатаные из стали марки 08Х18Н12Т», ТИ 158-Тр.ТБ1-63-98 «Изготовление бесшовных горячекатаных труб из стали марки 08Х18Н12Т для химического машиностроения и для рубашек гидроцилиндров форголлеров пильгерстана», ТУ 14-3-765-78 «Трубы бесшовные горячекатаные из нержавеющей стали», ТИ 158-Тр.ТБ1-69-98 «Изготовление бесшовных горячедеформированных труб из стали марки 08Х18Н12Т для баллонов»).
Недостатком данного способа является то, что трубы после прокатки имеют большое количество дефектов по наружной и внутренней поверхности в виде плен и рыхлости, требуют последующую механическую обработку (обточку и расточку) со съемом металла по 10-12 мм на сторону или 20-25 мм по стенке. Горячекатаные трубы размером 402×45 мм обтачивают и растачивают на размер 377×20 мм, т.е. в стружку уходит более 50% металла. Так как горячекатаные трубы катаются с толстыми стенками, т.е. с малыми вытяжками (µ=2,0-3,5), то в микроструктуре металла труб имеют место крупные зерна, а следовательно, металл труб имеет низкие механические свойства и не выдерживает испытания на межкристаллитную коррозию (п.2.8 ТУ 14-3-765-78 гласит, что макроструктура металла труб должна быть плотной, без следов усадочной рыхлости, расслоений, трещин, пустот), а результаты первичных испытаний для микро- и макроконтроля являются окончательными.
В трубной промышленности известен способ производства бесшовных горячекатаных передельных труб из слитков ЭШП коррозионно-стойких сталей диаметром 219-325 мм с толщинами стенок от 20 до 50 мм, предназначенных для холодного передела и товарных труб с механической обработкой и последующей шлифовкой с повышенным качеством поверхности из стали марки 08Х18Н10Т размером 219-325 мм с толщинами стенок от 10 до 25 мм (ТУ 14-3Р-197-2001 «Трубы бесшовные из коррозионно-стойких сталей с повышенным качеством поверхности», ТИ 158-Тр.ТБ 1-53-2002 «Изготовление бесшовных горячедеформированных труб из коррозионно-стойких марок стали с повышенным качеством поверхности по ТУ 14-3Р-197-2001»), а также способ производства бесшовных горячекатаных труб номинальным диаметром 289, 341, 393 и 418 мм с толщинами стенок от 25 до 40 мм из слитков ЭШП стали марок 08Х18Н10Т и 08Х18Н12Т по ТУ 14-134-334 из коррозионно-стойких марок стали для изготовления холоднодеформированных труб (ТУ 14-158-130-2002 «Трубы стальные бесшовные горячедеформированные из коррозионно-стойких марок стали для изготовления холоднодеформированных труб» и ТУ 14-158-129-2002 «Трубы стальные бесшовные горячедеформированные передельные из коррозионно-стойких марок стали для изготовления холоднодеформированных труб для АЭС»).
Недостатками донного способа производства бесшовных горячекатаных товарных и передельных труб из слитков ЭШП коррозионно-стойких сталей является то, что товарные и передельные горячекатаные трубы диаметром 219-325 мм на ТПА 8-16′′ прокатываются из слитков ЭШП размером 400-500×100×1750 мм за одну прошивку на максимальной оправке диаметром 250 мм. При прошивке сверленых слитков ЭШП данного размера стали марки 08Х18Н10Т двигатель прошивного стана работает на пределе. Нагрузка достигает 7,5 кА (предельная 7,0 кА). Трубы, прокатанные из гильз с одной прошивкой, как передельные так и товарные, из-за наличия дефектов в виде плен и мелких рванин, требуют механическую обработку (обточку и расточку). Расходный коэффициент металла превышает 2,0. Прокатка труб диаметром более 325 мм производится с двойной прошивкой, а именно, товарные трубы размером 402×20 мм из стали 08Х18Н10Т производятся по технологии: сверленые слитки ЭШП размером 570-600×100×1650 мм нагревают до температуры пластичности и прошивают на оправке диаметром 250 мм в гильзы размером 570-600хвн.265×2040-1990 мм, которые садят в печь горячими или после охлаждения и ремонта нагревают до температуры пластичности, а затем прошивают (раскатывают) в прошивном стане на оправке диаметром 375 мм в гильзы размером 570-600хвн.390×3000-2770 мм, которые подают на пилигримовый стан и прокатывают в передельные трубы размером 420×40 мм в калибре 432 мм за счет сведения валков на 6-8 мм, т.е. уменьшения зазора (шпронта) между валками. Нагрузка на привод валков прошивного стана превышает предельную, т.е. работа производится на гране остановки двигателя. Бывают случаи и отключения двигателя. В этом случае разводят валки прошивного стана и гильзу-ступу выдают из стана и переводят в разряд брака. Расходный коэффициент металла при прокатке передельных труб по данной технологии превышает 2,5. Из вышесказанного видно, что данная технология производства товарных и передельных труб из коррозионно-стойких трудно-деформируемых марок стали и сплавов трудоемка, энергоемка и металлоемка.
Известным техническим решением является также способ производства горячекатаных передельных труб из стали марки 20Х25Н25ТЮ-Ш размером 325×40 мм для изготовления водоохлаждаемых печных роликов размером 295×22×2750 мм, включающий сверловку и расточку слитков ЭШП размером 480×1600 мм на диаметр 285 +5/-0 мм, нагрев их до температуры пластичности, прокатку на пилигримовых станах в трубы размером 325×40 мм на дорнах с повышенной конусностью 240/246 мм с разностью (зазором) между внутренним диаметром расточенных слитков-гильз и максимальным диаметром дорнов, равным 40-45 мм, и коэффициентом вытяжки µ=3,4 (протокол №1031 согласования условий поставки труб из стали марки 20Х25Н25ТЮ-Ш от 14.12.2000 г. и письмо-указание на опытно-промышленную прокатку горячекатаных передельных труб размером 325×40 мм из стали марки 20Х25Н25ТЮ-Ш).
Недостатком данного способа является использование расточенных слитков-гильз с внутренним диаметром больше диаметра дорна на 40-45 мм, т.к. при меньших зазорах на внутренней поверхности труб образуются дефекты в виде рванин и частые «затяжки» дорнов, даже с повышенной конусностью. Операция расточки слитков с диаметра 100 мм до 285-290 мм трудоемка и приводит к повышенному расходу металла, т.к. при расточке уходит в стружку от 30 до 45% металла. Количество стружки возрастает с ростом диаметра передельных труб, т.е. внутреннего диаметра слитков-гильз, а это в конечном итоге приводит к значительному повышению стоимости готового изделия. Данный способ направлен на изготовление водоохлаждаемых роликов из стали 20Х25Н25ТЮ-Ш и не решает технологические вопросы производства бесшовных передельных длинномерных труб большого и среднего диаметров из сплавов на железно-никелевой и никелевой основах на трубопрокатных установках с пилигримовыми станами.
В трубной промышленности известен также способ производства горячекатаных передельных труб из труднодеформируемых марок стали и сплавов на установках с пилигримовыми станами, включающий сверловку слитков ЭШП на диаметр 100±5 мм, нагрев их до температуры пластичности, экспандирование в полые заготовки с вытяжкой µ=1,2-1,8 без подъема по диаметру, обтачивание и растачивание их до удаления ковочных дефектов, нагрев до температуры пластичности и прокатку на пилигримовых станах с вытяжкой µ≤5,0 или экспандирование сверленых слитков ЭШП в полые заготовки с вытяжкой µ=0,9-1,5, с подъемом по диаметру от 1,05 до 1,4 и прокатку на пилигримовых станах с вытяжкой µ≤5,5 (патент РФ №2242302 от 20.12.2004, кл. B21B 21/04, Бюл. №35).
Недостатком данного способа является использование в качестве передельных заготовок сверленых слитков ЭШП, дополнительные операции по экспандированию и механической обработке передельных экспандированных трубных заготовок, повышенный расход дорогостоящего металла в стружку, что в конечном итоге приводит к значительному повышению стоимости готового изделия.
Наиболее близким техническим решением является способ пилигримовой прокатки труб, включающий порционную подачу и деформацию каждой порции металла центробежно-литой заготовки на дорне пилигримовыми валками, имеющими каждый ручей с редуцирующим, обжимным и полирующим участками по длине окружности, при этом при деформации каждой порции металла центробежно-литых заготовок из легированной стали и сплавов на редуцирующем участке ручья валков производят принудительное перемещение дорна по ходу отката центробежно-литой заготовки-трубы на величину, большую или равную половине произведения величины подачи на вытяжку, а калибровку трубы на полирующем участке ручья осуществляют в калибре, центральные части которого ограничены радиусом, равным 1,04-1,06 радиуса горячекатаной трубы (патент РФ №1801639 от 15.03.1003, кл. B21B 21/00, Бюл. №10).
Недостатками данного способа являются использование центробежно-литых заготовок, которые по качественным показателям значительно ниже полых слитков ЭШП. Операция выведения дорна из центробежно-литой заготовки-трубы за счет создания давления в передних полостях гидроцилиндров форголлера по ходу отката на величину, большую или равную половине произведения величины подачи на вытяжку, присуща только отдельным вальцовщикам-ассам и чревата поломками предохранительных болтов, валков и шпинделей пилигримового стана, а прокатка бесшовных горячекатаных передельных длинномерных труб большого и среднего диаметров из сплавов ХН32Т, ХН45Ю, ХН70Ю, ХН78Т и ХН60ВТ в валках с углом поперечного выпуска 22° или овальных, центральные части которого ограничены радиусами, равными 1,04-1,06 радиуса горячекатаной трубы, не обеспечивают необходимый отрыв внутренней поверхности трубы от дорна, что приводит к массовым затяжкам дорнов в центробежно-литых заготовках-трубах, а следовательно, к потере производительности пилигримовых станов и образованию на наружной поверхности передельных труб наплывов «бугров».
Задачей предложенного способа является освоение производства бесшовных передельных длинномерных труб большого и среднего диаметров из сплавов на железно-никелевой и никелевой основах из полых слитков-заготовок ЭШП на трубопрокатных установках с пилигримовыми станами, снижение расхода металла, снижение стоимости передельных и товарных труб, обеспечение нефтеперерабатывающей, газоперерабатывающей и химической промышленностей длинномерными трубами из данных сплавов и деталями, изготовленными из данных труб, работающими при температурах от 700 до 1300°C.
Поставленная задача достигается тем, что в известном способе производства бесшовных передельных длинномерных труб большого и среднего диаметров из сплавов на железно-никелевой и никелевой основах на трубопрокатных установках с пилигримовыми станами, включающем отливку полых центробежно-литых заготовок, нагрев их до температуры пластичности и прокатку на пилигримовых станах на конусных дорнах с углом наклона образующей к оси дорна α=2,0-2,5 минуты, в валках, имеющими по длине окружности ручей с редуцирующим, обжимным, полирующим, углом продольного выпуска и холостым участками, образующими калибр, полирующий участок которого выполнен с тангенциальными выпусками 20-22° или овальным, центральные части которого ограничены радиусами, равными 1,04-1,06 радиуса горячекатаной трубы, бесшовные передельные длинномерные трубы из сплавов на железно-никелевой и никелевой основах производят на трубопрокатных установках с пилигримовыми станами из полых слитков-заготовок электрошлакового переплава, бесшовные передельные длинномерные трубы производят размерами 273×20-50, 299×20-50, 325×30-70, 351×30-70, 377×30-80, 426×40-90, 465×40-90, 508×40-90, 530×50-90 и 550×50-90 мм из полых слитков-заготовок размером 440×90-100×2200-3000, 500×95×2200-3200, 540×100×2200-3200, 600×100×2500-3200 и 650×130×2200-3200 мм, большие значения которых относятся к трубам большего диаметра, слитки-заготовки электрошлакового переплава отливают с отношением диаметра к толщине стенки от 4,4 до 6,0, прокатку бесшовных передельных труб разных диаметров с разными толщинами стенок производят из полых слитков-заготовок, длины которых определяют из выражения Lij=Lcp.i+K(Sij-Smin), где Lij - расчетная длина полого слитка-заготовки для прокатки передельной трубы i-го диаметра с j-той толщиной стенки, мм; Lcp.i - средняя длина полого слитка-заготовки при прокатке трубы i-го диаметра с минимальной толщиной стенки, мм; Sij - текущая толщина стенки передельной трубы при прокатке труб i-го диаметра с j-той толщиной стенки, мм; Smin - минимальная толщина стенки при прокатке труб i-го диаметра, мм, полирующий участок калибра пилигримовых валков выполняют с тангенциальными выпусками 25-28° или овальным, центральные части которого ограничены радиусами, равными 1,10-1,12 радиуса горячекатаной трубы, прокатку бесшовных передельных труб производят на конусных дорнах с углом наклона образующей к оси дорна α=2,7-3,1 минуты, прокатку труб на пилигримовом стане производят с вытяжками µ от 1,6 до 6,2, большие значения которых относятся к трубам меньшего диаметра с толщиной стенки 20 мм.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что бесшовные передельные длинномерные трубы из сплавов на железно-никелевой и никелевой основах производят на трубопрокатных установках с пилигримовыми станами из полых слитков-заготовок электрошлакового переплава, бесшовные передельные длинномерные трубы производят размерами 273×20-50, 299×20-50, 325×30-70, 351×30-70, 377×30-80, 426×40-90, 465×40-90, 508×40-90, 530×50-90 и 550×50-90 мм из полых слитков-заготовок размером 440×90-100×2200-3000, 500×95×2200-3200, 540×100×2200-3200, 600×100×2500-3200 и 650×130×2200-3200 мм, большие значения которых относятся к трубам большего диаметра, слитки-заготовки электрошлакового переплава отливают с отношением диаметра к толщине стенки от 4,4 до 6,0, прокатку бесшовных передельных труб разных диаметров с разными толщинами стенок производят из полых слитков-заготовок, длины которых определяют из выражения Lij=Lcp.i+K(Sij-Smin), где Lij - расчетная длина полого слитка-заготовки для прокатки передельной трубы i-го диаметра с j-той толщиной стенки, мм; Lcp.i - средняя длина полого слитка-заготовки при прокатке трубы i-го диаметра с минимальной толщиной стенки, мм; Sij - текущая толщина стенки передельной трубы при прокатке труб i-го диаметра с j-той толщиной стенки, мм; Smin - минимальная толщина стенки при прокатке труб i-го диаметра, мм, полирующий участок калибра пилигримовых валков выполняют с тангенциальными выпусками 25-28° или овальным, центральные части которого ограничены радиусами, равными 1,10-1,12 радиуса горячекатаной трубы, прокатку бесшовных передельных труб производят на конусных дорнах с угол наклона образующей к оси дорна α=2,7-3,1 минуты, прокатку труб на пилигримовом стане производят с вытяжками µ от 1,6 до 6,2, большие значения которых относятся к трубам меньшего диаметра с толщиной стенки 20 мм. Таким образом, заявляемый способ соответствует критерию «изобретательский уровень».
Сравнение заявляемого решения (способа) не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии условию патентоспособности «изобретательский уровень».
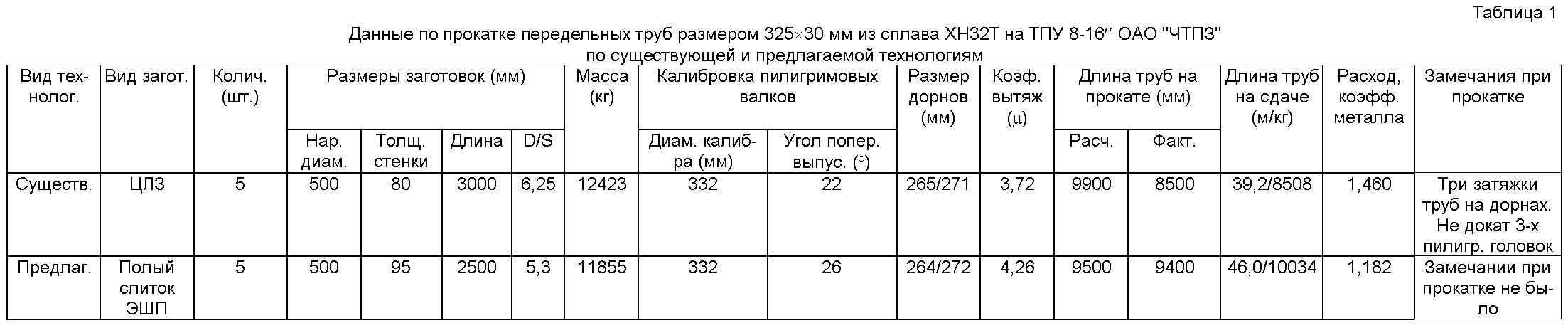
Способ опробован на трубопрокатной установке с пилигримовыми станами 8-16′′ ОАО «ЧТПЗ». В производство были заданы 5 ЦЛЗ размером 500×80×3000 мм (существующая технология) и 5 полых слитков-заготовок ЭШП размером 500×95×2500 мм из сплава ХН32Т (предлагаемая технология). Полые слитки-заготовки ЭШП были отлиты, обточены и расточены в соответствии с пп.2-4 формулы изобретения. По существующей технологии 5 ЦЛЗ были нагреты в методической печи до температуры пластичности (1125-1130)°C и прокатаны на пилигримовом стане в передельные трубы размером 325×30×8500 мм с коэффициентом вытяжки µ=3,72. Прокатку передельных труб производили в валках с углом поперечного выпуска на полирующем участке 22° (центральные части которого ограничены радиусами, равными 1,06 радиуса горячекатаной трубы) на дорнах диаметром 265/271 мм (угол наклона образующей к оси дорна α=2,5 минуты). Расчетная длина трубы на прокате из ЦЛЗ размером 500×80×3000 мм должна быть 9900 мм. Фактическая длина труб составила 8500 мм. При прокатке на 3-х трубах были затяжки дорнов. Дорны извлекались подающим аппаратом после нагрева труб вместе с дорнами в методических печах. При прокатке 3-х ЦЛЗ из-за застревания (затяжек) дорнов и снижения температуры ниже 800°C не были докатаны пилигримовые головки. Трубы имели повышенную буристость. Средняя длина труб на сдаче составила 7840 мм. Расходный коэффициент металла при производстве передельных труб по существующей технологии составил 1,460.
По предлагаемой технологии 5 полых слитков-заготовок ЭШП, поставки ОАО «ЗМЗ» были нагреты в методической печи до температуры пластичности (1125-1130)°C и прокатаны на пилигримовом стане в передельные трубы размером 325×30×9400 мм с коэффициентом вытяжки µ=4,26. Прокатку передельных труб производили в валках с углом поперечного выпуска на полирующем участке 26° (центральные части которого ограничены радиусами, равными 1,107 радиуса горячекатаной трубы) на дорнах диаметром 264/272 мм (угол наклона образующей к оси дорна α=2,9 минуты). Расчетная длина трубы на прокате из полых слитков-заготовок ЭШП размером 500×95×2500 мм должна быть 9500 мм. Фактическая длина труб составила 9400 мм. Замечаний при прокатке передельных труб на пилигримовом стане не было. Средняя длина труб на сдаче составила 9200 мм. Расходный коэффициент металла при производстве передельных труб по предлагаемой технологии (способу) составил 1,182. Данные по прокатке передельных труб размером 325×30 мм из сплава ХН32Т на ТПУ 8-16′′ с пилигримовыми станами ОАО «ЧТПЗ» по существующей и предлагаемой технологиям приведены в таблице 1.
Из таблицы 1 видно, что при производстве передельных труб размером 325×30 мм, по предлагаемому способу из полых слитков-заготовок размером 500×95×2500 мм из сплава ХН32Т, по сравнению с существующей технологией, получено снижение расхода металла на 278 кг на тонну. В таблице 2 приведены расчетные данные по прокатке передельных длинномерных труб размером 273×20-50, 299×20-50, 325×30-70, 351×30-70, 377×30-80, 426×40-90, 465×40-90, 508×40-90, 530×50-90 и 550×50-90 мм из полых слитков-заготовок ЭШП размером 440×90-100×2200-500, 500×95×2200-3200, 540×100×2200-3200, 600×100×2500×3200 и 650×2200-3200 мм из сплавов на железно-никелевой и никелевой основах.
Использование предлагаемого способа производства передельных длинномерных труб большого и среднего диаметров из сплавов ХН32Т, ХН45Ю, ХН70Ю, ХН78Т и ХН60ВТ, для последующего изготовления из них товарных труб большого диаметра механической обработкой - обточкой и расточкой, труб малых и средних диаметров перекаткой механически обработанных труб на станах холодной прокатки, позволит осуществить производство передельных и товарных длинномерных труб, снизить расходный коэффициент металла при производстве передельных труб на ТПУ с пилигримовыми станами, а следовательно, снизить стоимость передельных и товарных труб из сплавов на железно-никелевой и никелевой основах.
|
Навигационный комплекс
Способ активной борьбы с айсберговой опасностью и устройство для активной борьбы с айсберговой опасностью
Донная станция
Способ изготовления сварных труб большого диаметра
Устройство измерения параметров волнения
Способ производства бесшовных горячекатаных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами из гильз с повышенной кривизной
Способ производства передельных труб размером 290х11-12 мм с использованием трубопрокатной установки тпу 8-16" с пилигримовыми станами из низкопластичных сталей марок 04х14т3р1ф-ш и 04х14т5р2ф-ш
Способ производства обсадных труб размером 244,5×7,9, 244,5×9 и 244,5×10 мм на трубопрокатных установках с пилигримовыми станами
Способ производства передельных труб большого и среднего диаметров из сплавов на основе титана
Способ многослойной сварки труб
Навигационный комплекс
Способ активной борьбы с айсберговой опасностью и устройство для активной борьбы с айсберговой опасностью
Донная станция
Способ изготовления сварных труб большого диаметра
Устройство измерения параметров волнения
Способ производства бесшовных горячекатаных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами из гильз с повышенной кривизной
Способ производства передельных труб размером 290х11-12 мм с использованием трубопрокатной установки тпу 8-16" с пилигримовыми станами из низкопластичных сталей марок 04х14т3р1ф-ш и 04х14т5р2ф-ш
Способ производства обсадных труб размером 244,5×7,9, 244,5×9 и 244,5×10 мм на трубопрокатных установках с пилигримовыми станами
Способ производства передельных труб большого и среднего диаметров из сплавов на основе титана
Способ многослойной сварки труб

