Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5 %
Вид РИД
Изобретение
Изобретение относится к трубному и металлургическому производствам, в частности к способу производства полых слитков электрошлакового переплава размером 515×±5×вн.320±5×2750±50 мм из низкопластичной стали с содержанием бора от 1,5 до 3,5%, обточки и расточки их в слитки-заготовки размером 500±2×вн.330±2×2750±50 мм, прокатки из них на ТПУ 8-16” с пилигримовыми станами передельных горячекатаных труб размером 325×12×22400-23300 мм, порезки на трубы-краты длиной 7450-7750 мм, расточки и обточки на установке со следящей системой в передельные горячекатаные механически обработанные трубы размером 321×8×7450-7750 мм, теплой прокатки механически обработанных труб на стане ХПТ 450 в передельные холоднокатаные трубы размером 284,8×6×10500-11000 мм, порезки их на трубы-заготовки размером 285×6×5250-5500 мм и теплое профилирование на валковом профилировочном стане в шестигранные трубы-заготовки размером “под ключ” 257+2/-3×6+2/-1×4300+80/-30 мм для последующего изготовления стеллажей для уплотненного хранения и транспортировки отработанного ядерного топлива, и может быть использовано на установках ЭШП ОАО “ЗМЗ”, на трубопрокатной установке с пилигримовыми станами, на стане ХПТ 450 и на профилировочном стане “400” ОАО “ЧТПЗ”.
В металлургической и трубной промышленности известен способ производства сплошных слитков из коррозионно-стойкой стали марки 04Х14Т3Р1Ф-Ш (ЧС82), выплавленных в электропечах под шлаком, которые обтачиваются в слитки-заготовки размером 460-480×1750-1650±70 мм и поставляются трубникам для производства передельных труб на трубопрокатных установках с пилигримовыми станами (ТУ 14-1-4599-89 “Заготовка трубная из стали 04Х14Т3Р1Ф-ВИ (ЧС82-ВИ), 04Х14Т3Р1Ф-ПТ (ЧС82-ПТ), 04Х14Т3Р1Ф-ПШ (ЧС82-НШ и 04Х14Т3Р1Ф-Ш (ЧС82-Ш)”. Данные слитки на ОАО “ЧТПЗ” подвергаются сверлению на диаметр 100±5,0 мм и задаются в производство.
Недостатком данного способа является повышенный расходный коэффициент металла при переделе слитков ЭШП - шестигранная трубная заготовка, который достигает более 4,5.
В трубной промышленности известен способ производства передельных трубных заготовок для изготовления шестигранных чехловых труб из низкопластичной безникелевой стали с содержанием бора 1,3-1,8%, включающий выплавку стали вакуумно-дуговым, вакуумно-индукционным, вакуумно-индукционным с последующим вакуумно-дуговым переплавом и плазменным переплавом в слитки-заготовки размером 460×1700-1750 мм, сверление центрального отверстия диаметром 100±5,0 мм, нагрев их до температуры пластичности, прошивку в стане поперечно-винтовой прокатки в гильзы размером 460×вн.2400×2100-2300 мм, прокатку гильз на пилигримовом стане в трубы-заготовки размером 377×88,5×3150-3500 мм, охлаждение, при необходимости ремонт и порезку на две равные части-заготовки размером 377×88,5×1575-1750 мм, повторный нагрев их до температуры пластичности, прошивку-раскатку в стане поперечно-винтовой прокатки в гильзы размером 400×50×2300-2550 мм, прокатку на пилигримовом стане в передельные трубы размером 290×12×11000-12000 мм и правку на правильной машине при температуре не ниже 100°C, используя температуру прокатного нагрева (патент РФ №2226133, кл. В21В 21/00, бюл. №9, 2004.
Известный способ имеет следующие недостатки. Технологический процесс производства передельных труб из стали ЧС 82, включающий два нагрева, две прошивки, две прокатки на пилигримовом стане и порезку на станках труб-заготовок на два равных крата-заготовки, трудоемок, требует больших затрат, что приводит к росту цены передельных труб и, как следствие, к росту цены шестигранных чехловых труб. Прокатка двух кратов-заготовок размером 377×88,5×1600-1800 мм, полученных из одного слитка, на пилигримовом стане в передельные трубы размером 290×12×11500-12500 мм приводит к увеличению технологических отходов в виде двух затравочных концов и двух пилигримовых головок. При неустановившемся процессе прокатки, т.е. при затравке и докатке (обкатке) пилигримовых головок, из-за малой пластичности стали образуются концевые дефекты в виде продольных трещин и рванин на длине 0,5-0,8 метра. Это приводит к увеличению расходного коэффициента металла при переделе слиток - заготовка ЭШП - передельная труба. Прокатка на пилигримовом стане труб размером 290×12×11500-12500 мм из гильз размером 400×50×2300-2550 мм в течение 3.0-3,5 минут приводит к снижению температуры гильзы до 750°C, т.е. прокатка концов труб происходит при температуре ниже 800°C, а это значительно ниже нижнего предела интервала пластичности данной марки стали (800-850°C), что приводит к образованию рванин под пилигримовую головку на длине 2,0-3,0 метров, а это в свою очередь приводит к браку одного крата, т.к. минимальная длина трубы для профилирования (передела в шестигранник) должна быть не короче 5000 мм. Средний расходный коэффициент металла при переделе слиток ЭШП - шестигранная труба-заготовка по данной технологии составил 4,55, т.е. для получения одной тонны шестигранных труб размером “под ключ” 257+2/-3×6+2/-1×4300+80/-30 мм необходимо 4,55 тонн слитков ЭШП стали ЧС 82 производства передельных труб, что приводит к потере производительности пилигримовых станов ≈ в 2,0 раза, т.к. требуются двойной нагрев, двойная прошивка и двойная прокатка передельных труб на ТПУ с пилигримовыми станами.
В трубном производстве известен способ производства передельных труб из низкопластичной стали с содержанием бора 1,3-1,8%, включающий отливку электрошлаковым переплавом полых слитков размером 480-490×вн.270×2300-2500 мм, расточку и обточку до удаления раковин и следов флюса в полые слитки-заготовки размером 470-480×вн.280×2300-2500 мм с чистотой поверхности Rz≤40 мкм, на концах которых, соответствующих донным концам полых слитков ЭШП, выполнены с наружной поверхности конусы на длине L=(1,5-2,0)5, с толщиной притупления h=(5,0-6,0)Sm, где Sm - толщина стенки передельных труб, мм; Sз - толщина стенки полых заготовок электрошлакового переплава, мм; h - толщина притупления стенки полых слитков-заготовок электрошлакового переплава, мм, нагрев заготовок до температуры 1040-1060°С и прокатку их на пилигримовом стане в передельные горячекатаные трубы размером 290×12×22000-23000 мм на дорнах диаметром 264/265 мм с вытяжкой µ=10,7-11,4, отрезку пилой горячей резки технологических отходов - пилигримовых головок и затравочных концов, теплую правку на шестивалковой правильной машине с использованием температуры прокатного нагрева и отгрузку передельных труб в цех №5 для выполнения всех последующих операций по технологическому процессу передела горячекатаных труб в шестигранные трубы-заготовки размером “под ключ” 257+2/-3×6+2/-1×4300+80/-30 мм (Патент РФ №2297893. Кл. В21В 21/00. 27.04.2007).
Недостатком данного способа производства шестигранных труб-заготовок является то, что он не в полной мере использует преимущества пластических свойств полого слитка ЭШП перед сплошным, т.к. ударная вязкость и относительное удлинение металла по длине (от затравки к пилигримовой головке) передельных труб размером 290×12 мм, прокатанных их полых слитков-заготовок ЭШП, составляют, соответственно, KCU=5,0-4,0-6,8, а δ=(14,0-14,5)%. Это дает возможность производить теплую прокатку горячекатаных передельных труб на станах ХПТ с обжатиями по стенке до 20% и посадом по диаметру до 16% из полых слитков-заготовок с увеличенным содержанием бора до 3,5%.
В трубной промышленности известен способ производства прередельных труб из низкопластичной стали слитков с содержанием бора 1,3-1,8% (патент РФ №2264269, кл. В21В 21/00, Бюл. №32, 10.08.2005), включающий нагрев сверленых слитков ЭШП до температуры пластичности, прошивку их в прошивном стане в гильзы, прокатку передельных труб на пилигримовом стане с величиной подачи при затравке, равной 0,5-0,6 от величины подачи установившегося процесса прокатки, на длине трубы, равной 1,0-1,2 пути отката подающего аппарата, а обкатку - докатку пилигримовой головки - с величиной подачи 0,6-0,75 на длине трубы, равной 0,5-0,75 пути отката подающего аппарата.
Одним из основных недостатков данного прототипа является то, что, он направлен на технологию прокатки передельных труб из гильз, прошитых в стане поперечно-винтовой прокатки из сплошных слитков ЭШП, без образования рванин при затравке и докатке-обкатке пилигримовых головок и не решает технологические вопросы выравнивания пластических свойств по длине передельной трубы-плети, которые, как показали исследования, зависят от температуры и скорости деформации гильз в очаге деформации пилигримового стана. Прокатка с повышенными и равными по длине пластическими свойствами металла труб-плетей дает возможность производить теплую прокатку горячекатаных передельных труб на станах ХПТ в холоднокатаные передельные трубы размером 284,8×6 мм с содержанием бора от 1,5 до 1,8% с более жесткими геометрическими размерами по сравнению с механически обработанными размером 284,8+2/-3×6+2/-1 мм, и, соответственно, производить шестигранные трубы-заготовки с лучшими геометрическими размерами.
Наиболее близким техническим решением является способ производства шестигранных труб - заготовок размером 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива, включающий отливку электрошлаковым переплавом полых слитков из низкопластичной стали 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0% размером 470±5вн.270±5×3000-3200 мм, расточку и обточку в полые слитки-заготовки размером 460±5×вн.285±5×3000-3200 мм, нагрев до температуры 1040-1060°C, прокатку в передельные трубы - плети размером 290×12×25300-26700 мм с вытяжкой µ от 9,45 до 9,70 и обжатием по диаметру Δ от 35,6 до 37,0%, удаление пилой горячей резки технологических отходов - пилигримовых головок и затравочных концов, разрезку труб-плетей пилой горячей резки на кратные длины 10159±50 мм и остаток, правку, порезку кратных труб на две заготовки-крата длиной не менее 5000 мм, расточку и обточку в трубы-заготовки размером 284,8+2,07/-3,0×6,0+2,0/-1,0 мм и профилирование в шестигранные трубы-заготовки заданного размера. Недостатком данного прототипа является, то что он направлен на производство на ТПУ 8- 16” с пилигримовыми станами передельных горячекатаных труб размером 290×12 мм пятикратной длины и не решает снижения отбраковки труб-кратов при расточке и обточке горячекатаных труб размером 290x12 мм в механически обработанные трубы размером 284,8×6 мм из-за зарезов и дефектов прокатного происхождения.
Задачей предложенного способа является освоение нового технологического процесса производства передельных холоднокатаных труб размером 284,8×6 мм под теплое профилирование их в шестигранные трубы-заготовки размером “под ключ” 257+2/-3×6+2/-1×4300+80/-30 мм из низкопластичной стали с содержанием бора от 1,5 до 3,5% из передельных горячекатаных труб размером 325×12×22400-23300 мм, прокатываемых на ТПУ 8-16” с пилигримовыми станами из полых слитков-заготовок электрошлакового переплава размером 500±2×вн.330±2×2750±50 мм, снижение отбраковки труб-кратов по толщине стенки, снижение расходного коэффициента металла при переделе полый слиток-заготовка ЭШП - передельная горячекатаная трубная заготовка - передельная холоднокатаная трубная заготовка - шестигранная труба-заготовка, снижение стоимости конечной продукции шестигранных труб - заготовок из сталей 04Х14ТЗР1Ф-Ш и 04Х14Т5Р2-Ш, что в свою очередь позволит производить шестигранные трубы - заготовки с более жесткими геометрическими размерами, а следовательно, повысить надежность стеллажей для хранения и транспортировки отработанного ядерного топлива на вновь вводимых и реконструируемых объектах атомной энергетики и снизить их стоимость.
Технический результат достигается тем, что в известном способе производства шестигранных труб-заготовок для уплотненного хранения и транспортировки отработанного ядерного топлива из низкопластичной стали с содержанием бора от 1,5 до 3,5%, включающем отливку полых слитков электрошлакового переплава, расточку и обточку до удаления раковин и следов флюса в полые слитки-заготовки, нагрев слитков-заготовок до температуры пластичности, прокатку на пилигримовом стане в передельные горячекатаные трубы-плети, резку труб-плетей на трубы-краты, расточку и обточку в передельные трубы, и профилирование в шестигранные трубы-заготовки с выполнением всех последующих операций по технологическому процессу, при этом производят отливку полых слитков электрошлакового переплава, расточку и обточку до удаления раковин и следов флюса в полые слитки-заготовки размером 500±2×вн.330±2×2750±50 мм, нагрев слитков-заготовок до температуры пластичности, прокатку на пилигримовом стане в передельные горячекатаные трубы-плети размером 325×12×22400-23300 мм с плавным увеличением подачи полых слитков-заготовок в очаг деформации при затравке от 0 до mуст. на длине трубы, равной 1800-2400 мм или 1,5-2,0 пути отката подающего аппарата, а затем две третих длины слитка-заготовки прокатывают в трубу - плеть длиной 16000-17000 мм, с величиной подачи mуст.=12-14 мм, оставшуюся часть слитка-заготовки прокатывают с плавным увеличением подачи от mуст. до (1,2-1,25) mуст., трубы плети разрезают на трубы-краты длиной 7450-7750 мм, растачивают и обтачивают в передельные трубы размером 321×8×7450-7750 мм, прокатывают на стане ХПТ 450 в передельные холоднокатаные трубы размером 284,8×6×10500-11000 мм, разрезают на трубы-заготовки размером 284,8×6×5250-5500 мм и профилируют в шестигранные трубы-заготовки.
Сопоставительный анализ с прототипом показывает, что заявляемый способ производства шестигранных труб-заготовок для уплотненного хранения и транспортировки отработанного ядерного топлива из низкопластичной стали с содержанием бора от 1,5 до 3,5% отличается от известного тем, что производят отливку полых слитков электрошлакового переплава, расточку и обточку до удаления раковин и следов флюса в полые слитки-заготовки размером 500±2×вн.330±2×2750±50 мм, нагрев слитков-заготовок до температуры пластичности, прокатку на пилигримовом стане в передельные горячекатаные трубы-плети размером 325×12×22400-23300 мм с плавным увеличением подачи полых слитков-заготовок в очаг деформации при затравке от 0 до mуст. на длине трубы, равной 1800-2400 мм или 1,5-2,0 пути отката подающего аппарата, а затем две третих длины слитка-заготовки прокатывают в трубу-плеть длиной 16000-17000 мм, с величиной подачи mуст.=12-14 мм, оставшуюся часть слитка-заготовки прокатывают с плавным увеличением подачи от mуст. до (1,2-1,25) mуст., трубы-плети разрезают на трубы-краты длиной 7450-7750 мм, растачивают и обтачивают в передельные трубы размером 321×8×7450-7750 мм, прокатывают на стане ХПТ 450 в передельные холоднокатаные трубы размером 284,8×6×10500-11000 мм, разрезают на трубы-заготовки размером 284,8×6×5250-5500 мм и профилируют в шестигранные трубы-заготовки. Таким образом, эти отличия позволяют сделать вывод о соответствии критерию “изобретательский уровень”.
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности “изобретательский уровень”.
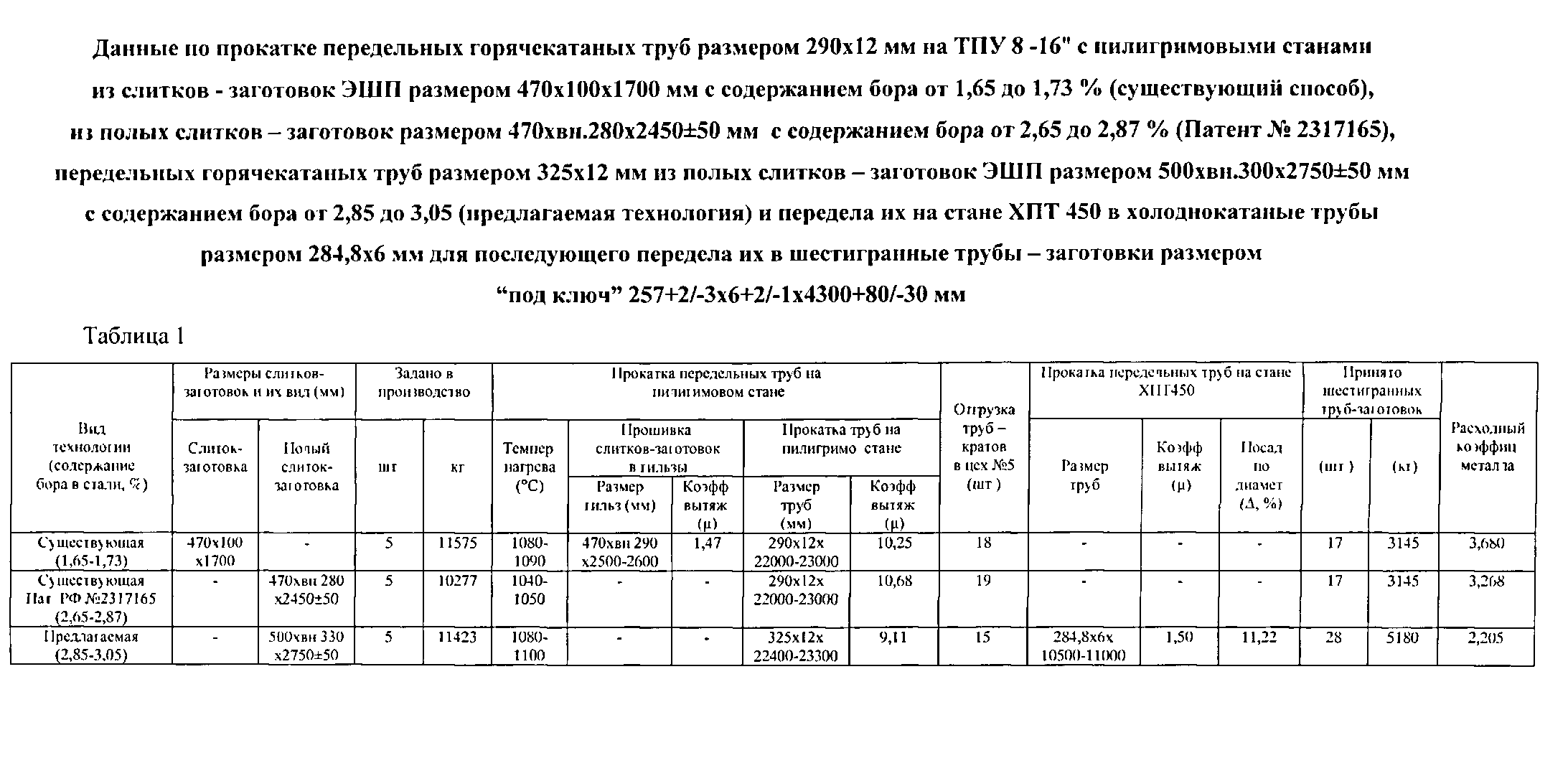
Способ был осуществлен на ОАО “ЗМЗ” при производстве полых слитков ЭШП размером 515±5×вн.320±5×2750±50 мм с содержанием бора от 2,35 до 2,87, которые были обточены и расточены на ОАО “ЗМЗ” в полые слитки-заготовки размером 500±2×330±2×2750±50 мм, поставлены на ОАО “ЧТПЗ” и прокатаны на ТПУ 8-16” с пилигримовыми станами в передельные горячекатаные трубы размером 325×12×22400-23300 мм. Прокатку труб на пилигримовом стане производили с подачами полых слитков-заготовок в очаг деформации в соответствии с формулой изобретения, а именно величину подачи при затравке плавно увеличивали с 0 до 13 мм на длине трубы 2000-2200 мм или 1,7-1,8 длины пути отката подающего аппарата, установившийся процесс прокатки на длине ≈ 16000-17000 мм производили с подачей 13,0 мм, а оставшуюся часть слитка-заготовки прокатывали с плавным увеличением подачи с 13,0 до 16,5 мм на длине трубы ≈ 3500-4000 мм. Передельные горячекатаные трубы были порезаны на трубы-краты длиной 7450-7750 мм и отправлены в цех №5. От передельных горячекатаных труб были отрезаны кольца для определения ударной вязкости и величины зерна по длине труб-плетей. Ударная вязкость по длине труб колебалась от 5,0 до 6,5 Дж/см2, а величина ферритного зерна - от 6 до 8. В цехе №5 трубы были обточены и расточены на размер 321×8×7450-7750 мм с чистотой поверхности Rz≤30 мкм. Затем горячекатаные механически обработанные трубы были перекатаны на стане ХПТ 450 в передельные трубы размером 284,8×6×10500-11000 мм, которые были перерезаны в трубы-заготовки размером 284,8×6×5250-5500 мм. Трубы-заготовки прошли УЗК и спрофилированы в шестигранные трубы размером “под ключ” 257+2/-3×6+2/-1×4300+80/-30 мм с выполнением всех последующих операций по технологическому процессу. В производство было задано 5 слитков-заготовок ЭШП размером 470×100×1700 мм с содержанием бора от 1,52 до 1,79%, отлитых по существующей технологии (патент РФ №2264269), 5 полых слитков-заготовок ЭШП размером 460×вн.285×3100±50 мм с содержанием бора от 1,55 до 1,73, отлитых по существующей технологии (патент РФ №2470726) и 5 слитков-заготовок ЭШП размером 500±2×вн.330×2750±50 мм, отлитых по предлагаемой технологии. Данные по прокатке передельных горячекатаных труб на ТПУ 8-16” с пилигримовыми станами из слитков-заготовок (патент РФ №2264269) с содержанием бора от 1,52 до 1,79%, полых слитков-заготовок (патент РФ №2317165) с содержанием бора от 1,55 до 1,73%, передельных холоднокатаных труб на стане ХПТ 450 из полых слитков-заготовок ЭШП с содержанием бора от 2,35 до 2,87%, ударной вязкости, величине ферритного зерна и переделу их в шестигранные трубы-заготовки размером “под ключ” 257+2/-3×6+2/-1×4300+80/-30 мм приведены в таблице. Из таблицы видно, что по существующей технологии слитки ЭШП размером 480×1700±50 мм на ОАО “ЗМЗ” были обточены в слитки-заготовки размером 470×1700±50 мм, а на ОАО “ЧТПЗ” просверлены на диаметр 100±5 мм и заданы в производство по существующей технологии, а именно: нагреты в печи до температуры 1080-1090°C, прошиты в стане поперечно-винтовой прокатки на оправке диаметром 275 мм в гильзы размером 470×вн.29×2500-2600 мм с вытяжкой µ=1,47, гильзы после продувки прокатаны на пилигримовом стане в передельные трубы размером 290×12×22000-23000 мм с вытяжкой µ=10,25. По данной технологии прокатано 5 труб-плетей, которые в цехе №1 были порезаны на 10 труб длиной 11000-11500 мм (20 кратов). Ударная вязкость по длине труб колебалась от 1,0 до 2,5 Дж/см2, а величина ферритного зерна - от 2 до 5. В цехе №1 забракованы по рванинами и наружным пленам 2 крата. В цех №5 на переработку отгружено 18 кратов, из которых при переделе по дефектам проката цеха №1 (наружным пленам) забракована одна шестигранная труба-заготовка. Таким образом, по существующей технологии в производство было задано 11575 кг стали ЧС82, принято 17 шестигранных труб-заготовок, общей массой 3145 кг. Расходный коэффициент металла по данной партии составил 3,680. По существующей технологии (патент РФ №2470726) полые слитки ЭШП размером 570±5×вн.275±5×3100±50 мм были отлиты, обточены и расточены на ОАО “ЗМЗ” в слитки-заготовки размером 46±5хвн.285×3199±50 мм. Полые слитки - заготовки на ОАО “ЧТПЗ” заданы в производство по существующей технологии (патент РФ №2470724), а именно: нагреты в печи до температуры 1040-1050°C, и прокатаны на пилигримовом стане в передельные трубы размером 290x12x26500-26700 мм с вытяжкой µ=9,58. Ударная вязкость по длине труб колебалась от 3,4 до 6,8 Дж/см2, а величина ферритного зерна - от 3 до 9. По данной технологии прокатано 5 труб - плетей, которые в цехе №1 были порезаны на 10 труб длиной 10500 и 5 остатков длиной 5500-5700 мм (25 кратов). В цехе №1 забракованы три крата по рванинами. В цех №5 на переработку отгружено 22 кратов, из которых при переделе по дефектам проката цеха №1 (наружным пленам) забракована одна шестигранная труба - заготовка. Таким образом, по существующей технологии (патент РФ №2470724) в производство было задано 12453 кг стали ЧС 82 с содержанием бора от 1,55 до 1,73, принята 21 шестигранная труба-заготовка, общей массой 3885 кг. Расходный коэффициент металла по данной партии составил 3,205.
По предлагаемой технологии отлиты полые слитки ЭШП размером 515±3×вн.320×2750±50 мм с содержанием бора от 2,35 до 2,87%, обточены и расточены на ОАО “ЗМЗ” в слитки-заготовки размером 500±2×вн.330±2×2750±50 мм. На ОАО “ЧТПЗ” полые слитки-заготовки были нагреты в печи до температуры 1080-1100°C, и прокатаны на пилигримовом стане в передельные трубы размером 325×12×22400-23300 мм на дорнах диаметром 303/304 с вытяжкой µ=9,11. Передельные горячекатаные трубы разрезали пилой горячей резки на трубы-краты длиной 7450-7750 мм. Передельные горячекатаные трубы размером 325×12×7450-7750 мм растачивали и обтачивали в цехе №5 на установке со следящей системой в передельные трубы размером 321×8×7450-7750 мм с чистотой поверхности Rz≤30 мкм, а не выведенную черноту с наружной поверхности удаляли шлифовкой. Затем передельные горячекатаные механически обработанные трубы размером 321×8×7450-7750 мм были перекатаны на стане ХПТ 450 (теплая прокатка при температуре 200-250°C) в передельные холоднокатаные трубы размером 285×6×10500-11000 мм, которые были порезаны в трубы-заготовки размером 285×6×5250-5500 мм. После УЗК трубы-заготовки подогревались в индукторе и были спрофилированы в шестигранные трубы-заготовки размером “под ключ” 257+2/-3×6+2/-1×4300+80/-30 мм с выполнением всех последующих операций по технологическому процессу. После УЗК одна труба-крат была забракована по наружным пленам (дефект проката цеха №1). Принято в соответствии с ТУ14-3-1630-89 - 29 шестигранных труб-заготовок. По предлагаемой технологии в производство было задано 11423 кг стали ЧС 82М, принято 29 шестигранных труб-заготовок, общей массой 5365 кг. Расходный коэффициент металла по данной партии составил 2,129.
Таким образом, по результатам производства опытно-промышленных партий шестигранных труб-заготовок по существующим и предлагаемому способам видно, что расходный коэффициент металла при переделе полый слиток-заготовка ЭШП - шестигранная труба - заготовка по предлагаемому способу производства шестигранных труб-заготовок для уплотненного хранения и транспортировки отработанного ядерного топлива из низкопластичной стали с содержанием бора от 2,35 до 2,87% снизился относительно аналога (патент №2264269) на 1551, а относительно прототипа (патент №2570734) на 1076 кг.
Использование предлагаемого способа производства шестигранных труб-заготовок для уплотненного хранения и транспортировки отработанного ядерного топлива из низкопластичной стали с содержанием бора от 1,5 до 3,5% позволит повысить ударную вязкость и величину ферритного зерна, более равномерно распределить их по длине труб-плетей, что дает возможность передела их на станах ХПТ с использованием теплой прокатки в холоднокатаные передельные трубы с более жесткими геометрическими параметрами по сравнению с горячекатаными механически обработанными, снизить расход дорогостоящего металла ЧС 82 М за счет снижения количества дефектов на передельных горячекатаных трубах и снижения количества металла, идущего в стружку при механической обработке под холодный перекат, по сравнению с механической обработкой горячекатаных прередельных труб, под прямое профилирование их в шестигранные трубы-заготовки, а следовательно, снизить стоимость товарных шестигранных труб-заготовок.
Способ производства передельных труб размером 289×11,5×26000-27000 и 290×12×26000-27500 мм на тпу 8-16" с пилигримовыми станами из слитков-заготовок электрошлакового переплава низкопластичных сталей марок 04х14т3р1ф-ш и 04х14т5р2ф-ш с содержанием бора от 1,3 до 3,5% для изготовления шестигранных труб-заготовок размером "под ключ" 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм для уплотненного хранения в бассейнах выдержки аэс и транспортировки отработанного ядерного топлива
Способ производства бесшовных труб размером 465×15-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных горячекатаных труб размером 630×28-32×4800-5500 мм из сталей марок 15х1м1ф и 10х9мфб-ш на тпу 8-16" с пилигримовыми станами для трубопроводов промежуточного перегрева пара котельных установок
Способ производства бесшовных труб размером 273×9-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10x9мфб-ш
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53 мм из стали марки 15х5м для коммуникаций нефтеперерабатывающих заводов с повышенными требованиями по геометрическим размерам
Заготовка-слиток электрошлакового переплава под прошивку и последующую раскатку ее на двухвалковом стане поперечно- винтовой прокатки в передельные гильзы-заготовки для производства механически обработанных труб размером 610×36,53×3200-3550 мм из стали марки 08х18н10т для объектов атомной энергетики
Способ производства бесшовных труб размером 377×14-19 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 219×8-50 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Заготовка под прошивку и последующую раскатку на двухвалковом стане поперечно-винтовой прокатки в гильзы-заготовки размером 650×500вн.×3250-3650 мм для передела их в механически обработанные трубы размером 610×36,53×3150-3550 мм из стали марки 15х5м для коммуникаций нефтеперерабатывающих заводов с геометрическими размерами повышенной точности
Способ производства бесшовных горячедеформированных котельных труб размером 465×25-75 мм из жаропрочной стали марки 10х9к3в2мфбр-ш для энергетического оборудования с суперсверхкритическими параметрами пара
Способ производства передельных труб размером 289×11,5×26000-27000 и 290×12×26000-27500 мм на тпу 8-16" с пилигримовыми станами из слитков-заготовок электрошлакового переплава низкопластичных сталей марок 04х14т3р1ф-ш и 04х14т5р2ф-ш с содержанием бора от 1,3 до 3,5% для изготовления шестигранных труб-заготовок размером "под ключ" 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм для уплотненного хранения в бассейнах выдержки аэс и транспортировки отработанного ядерного топлива
Способ производства бесшовных труб размером 465×15-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных горячекатаных труб размером 630×28-32×4800-5500 мм из сталей марок 15х1м1ф и 10х9мфб-ш на тпу 8-16" с пилигримовыми станами для трубопроводов промежуточного перегрева пара котельных установок
Способ производства бесшовных труб размером 273×9-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10x9мфб-ш
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53 мм из стали марки 15х5м для коммуникаций нефтеперерабатывающих заводов с повышенными требованиями по геометрическим размерам
Заготовка-слиток электрошлакового переплава под прошивку и последующую раскатку ее на двухвалковом стане поперечно- винтовой прокатки в передельные гильзы-заготовки для производства механически обработанных труб размером 610×36,53×3200-3550 мм из стали марки 08х18н10т для объектов атомной энергетики
Способ производства бесшовных труб размером 377×14-19 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 219×8-50 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Заготовка под прошивку и последующую раскатку на двухвалковом стане поперечно-винтовой прокатки в гильзы-заготовки размером 650×500вн.×3250-3650 мм для передела их в механически обработанные трубы размером 610×36,53×3150-3550 мм из стали марки 15х5м для коммуникаций нефтеперерабатывающих заводов с геометрическими размерами повышенной точности
Способ производства бесшовных горячедеформированных котельных труб размером 465×25-75 мм из жаропрочной стали марки 10х9к3в2мфбр-ш для энергетического оборудования с суперсверхкритическими параметрами пара

